Спосіб деформаційної обробки матеріалів
Номер патенту: 59856
Опубліковано: 15.09.2003
Автори: Орлов Дмитро Валентинович, Синков Сергій Григор'євич, Бейгельзимер Яків Юхимович, Решетов Олексій Валерійович
Формула / Реферат
Спосіб деформаційної обробки матеріалів, що включає розміщення заготівки переднім торцем у прямій західній частині гвинтової матриці, деформацію продавлюванням уздовж осі пресування через гвинтовий і вихідний канал калібрувальної матриці впливом на задній торець заготівки пуансоном зі збереженням вихідної форми і розмірів заготівки після деформації, який відрізняється тим, що перед і під час продавлювання до переднього торця заготівки прикладають протитиск величиною не меншою від границі текучості матеріалу заготівки, що оброблюється, а після продавлювання здійснюють додаткову деформацію заготівки осаджуванням у напрямку перпендикулярному осі деформації.
Текст
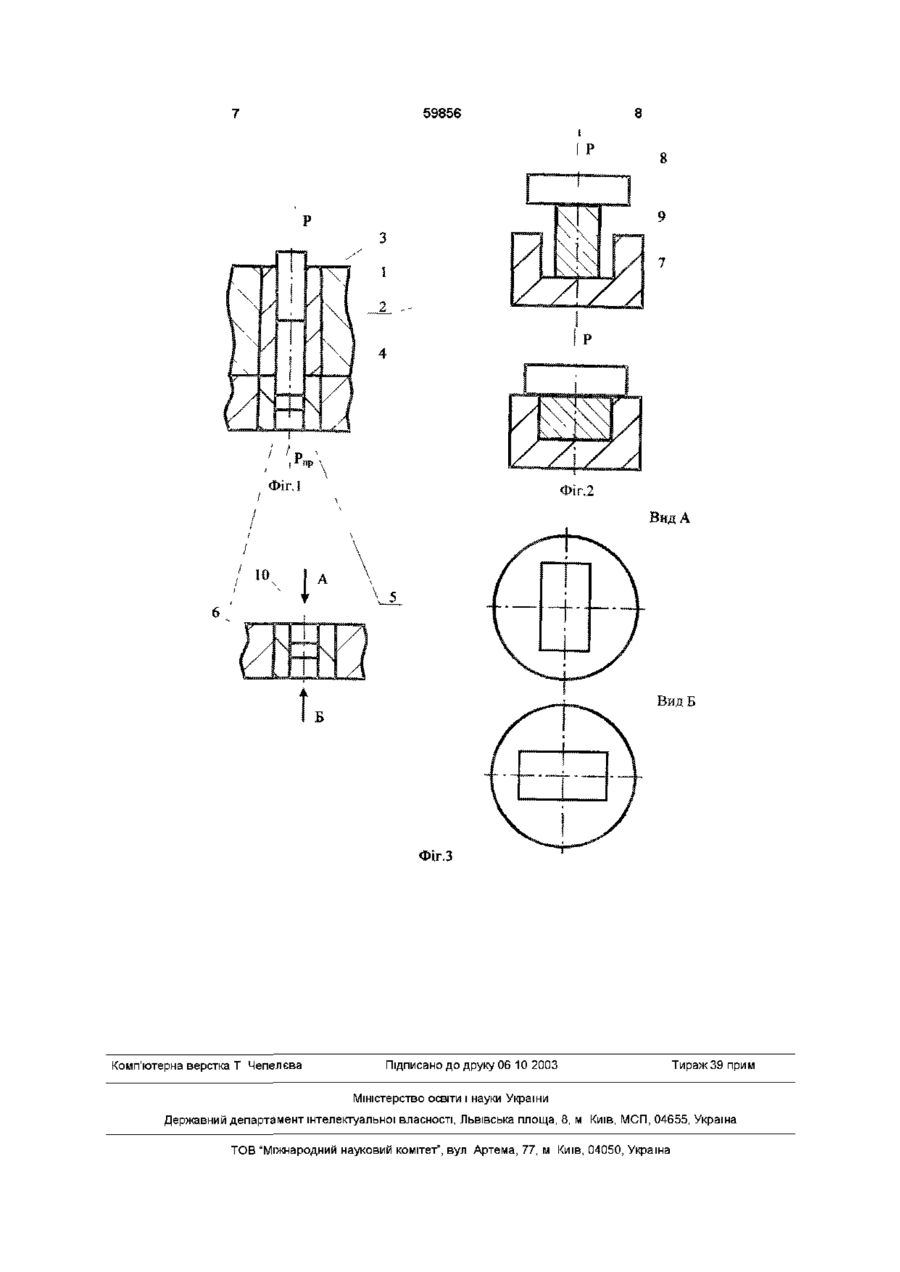
Спосіб деформаційної обробки матеріалів, що включає розміщення заготівки переднім торцем у прямій західній частині гвинтової матриці, дефор мацію продавлюванням уздовж осі пресування через гвинтовий і вихідний канал калібрувальної матриці впливом на задній торець заготівки пуансоном зі збереженням вихідної форми і розмірів заготівки після деформації, який відрізняється тим, що перед і під час продавлювання до переднього торця заготівки прикладають протитиск величиною не меншою від границі текучості матеріалу заготівки, що оброблюється, а після продавлювання здійснюють додаткову деформацію заготівки осаджуванням у напрямку перпендикулярному осі деформації Винахід відноситься до області обробки матеріалів тиском і може бути використаний в металургійній, машинобудівній, авіаційній і інших областях промисловості ВІДОМІ способи формоутворення матеріалів традиційними методами обробки тиском прокаткою, пресуванням, штампуванням і т д , при яких у процесі формоутворення протікають і процеси зміцнення Однак, як правило, такі процеси мають своєю метою формоутворення за один або декілька деформаційних переходів, після кожного, з яких проводять термообробку з метою відновлення технологічної пластичності і зниження характерис же актуальним Актуальні також проблеми розробки нових, технологічно більш ефективних схем ІПД, а також технологічного оснащення для їхньої реалізації [Валиев Р 3 , Александров И В Наноструктурные материалы, полученные интенсивной пластической деформацией - М Логос, 2000 272с, стр5-13] Відомий спосіб, крутіння дискових заготівок під високим тиском, за допомогою якого були досягнуті великі деформації зі ступенями s=10 і більше без руйнування заготівок [Vahev RZ // NanoStructured Materials 1995, V 6, р 73] Суть способу полягає в тому, що круглий плоский зразок поміщають між бойками і стискають прикладеним високим тиском Потім НИЖНІЙ бойок повертають і за рахунок поверхневого тертя змушують зразок деформуватися зсувом Отримані в такий спосіб зразки мають форму звичайних дисків діаметром 10-20 мм і товщиною 0,2-0,5мм тик МІЦНОСТІ матеріалу В даний час враховується безперечним, що фізико-механічні властивості матеріалу залежать від умов деформування механічної схеми деформації, температури, ступеня накопиченої деформації й ш [MB Сторожев, Е А Попов Теория обработки металлов давлением М Машиностроение, 1977 - 423с ] Також, добре відомо, що високих ступенів зміцнення матеріалу дозволяють досягти методи інтенсивної пластичної деформації (ІПД) Ці методи в даний час одержали активний розвиток як способи, призначені для створення ефективних структурних станів і високих характеристик МІЦНОСТІ у масивних зразках з різних металів і сплавів Однак питання одержання масивних заготівок великого розміру і більш однорідних за структурою залишається ду Недоліком цього способу є те, що ефективність обробки зразків з більшою товщиною дуже низька Також відомий спосіб рівноканального кутового пресування (РКУП), при якому ІПД зразків реалізується простим зсувом [Валиев Р 3 , Александров ИВ Наноструктурные материалы, полученные интенсивной пластической деформацией - М Логос, 2000 - 272с, стр13] РКУП міститься в тім, що у вертикальний канал (О ю 00 ю 59856 тиску буває недостатнім для підтримки СТІЙКОСТІ спеціального оснащення, що складається з двох заготівки, і ця обставина є ще одним, на наш поперехресних під кутом каналів (вертикальним і гляд істотним, недоліком цієї схеми обробки Вігоризонтальним) з однаковим поперечним педомо, що в процесі деформації заготівки через рерізом поміщають заготівку і потім продавлюють гвинтовий канал матриці максимальне зміцнення й через них (дивися а с на винаходи патент одночасно високі характеристики пластичності Російської Федерації №21465571 МПК У21С матеріал одержує в перетині перпендикулярному 25/00, а с СРСР №804049 МПК У21С 25/00, ас осі деформації за рахунок накопичення інтенсивСРСР №902962 В21 С 25/00) Дійсний ступінь дених деформацій зсуву дотичними напруженнями, формації є при продавлюванні крізь такі канали що перебувають у площинах і мають напрямок становить s = 1 У процесі РКУП для структуроуперпендикулярно осі деформації у поперечному творення дуже важливим є напрямок і КІЛЬКІСТЬ перерізі обробленої заготівки властивості МІЦНОСТІ переходів заготівки через канали Чотири-п'ять І пластичності істотно вище, ніж у подовжньому деформаційних переходів заготівки приводять до швидкого росту границь текучості і МІЦНОСТІ обробЗадачею дійсного винаходу є удосконалення люваного матеріалу Далі настає стала стадія способу деформаційної обробки матеріалів шлязміцнення хом пресування заготівки через гвинтовий канал матриці з додатком протитиску і наступною дефоНедоліками таких способів є велика енеррмацією, що дозволить істотно підвищити харакгоємність, неможливість обробки малопластичних теристики як МІЦНОСТІ, так і пластичності оброблюматеріалів і малі розміри заготівок, які можна обваного матеріалу в усіх напрямках заготівки робляти Поставлена задача реалізується тим, що в Найбільш близьким до того що заявляється є способі деформаційної обробки матеріалів, що спосіб деформаційної обробки матеріалів, що довключає розміщення заготівки переднім торцем у зволяє накопичити великі ступені пластичних депряму західну частку гвинтової матриці, деформаформацій з використанням гідромеханічної екструцію здійснюють продавлюванням уздовж осі презії Спосіб включає розміщення заготівки переднім сування через гвинтовий і вихідний канал матриці, торцем у прямолінійну західну частину гвинтової що калібрує, впливом на задній торець заготівки матриці, деформацію продавлюванням уздовж осі пуансоном зі збереженням вихідної форми і розміпресування через гвинтовий і вихідний канал матрів заготівки після деформації Під час продавлюриці, що калібрує, впливом на задній торець заговання до переднього торця заготівки прикладають тівки пуансоном зі збереженням вихідної форми і протитиск величиною не менш границі текучості розмірів заготівки після деформації Цей спосіб матеріалу оброблюваної заготівки, а після продаописаний у статті [Новые схемы накопления влювання додаткову деформацію заготівки здійсбольших пластических деформаций с использованюють осаджуванням у напрямку, перпендикулярнием гидроэкструзии Бейгельзимер Я Е , Варюхин ному осі деформації В Н , Сынков С Г и др // ФТВД, 1999 - т 9, №3, с 109] Суть способу міститься в одержанні деПерераховані ознаки становлять суть винахоформації зсуву за рахунок того, що призматичну ду на спосіб, оскільки є необхідними для реалізації заготівку поміщають у прямолінійну західну частивинаходу і достатніми для досягнення поставленої ну гвинтового каналу, потім продавлюють через задачі матрицю з гвинтовим каналом, перетин якого орДодаток до переднього торця заготівки протитогонален осі пресування і незмінний уздовж цієї тиску, величиною не менш границі текучості маосі Кут скату гвинтової лінії змінюється по висоті теріалу що деформується, дозволяє створити матриці, причому на и початковому і кінцевому сприятливу схему напруженого стану в процесі частках цей кут дорівнює нулю Заготівка продавобробки - стану усебічного стиску люється доти, поки її задній торець не вийде з Додаткова деформація заготівки осаджувангвинтового каналу в прямолінійну вихідну частину ням у напрямку, перпендикулярному осі дефоргвинтового каналу У ході процесу форма заготівки мації, стабілізує властивості обробленого маі її поперечний переріз не змінюються, що дозвотеріалу в усіх напрямках ляє здійснювати її багаторазове пресування з меКрім того, тому що перетин заготівки повторює тою накопичення інтенсивних деформацій і перетин каналу контейнера, заготівка здобуває зміцнення заготівки СТІЙКІСТЬ за рахунок того, що остання підтримана з усіх боків стінками каналу Достоїнством способу є одержання дійсної При аналізі рівня техніки по патентних і наукодеформації заготівок s«2 за один перехід без зміни во-технічних джерелах інформації, що стосуються и поперечного переріза способів для деформаційної обробки матеріалів, До недоліків способу можна віднести те, що не було виявлене рішення, що характеризується для реалізації наступних деформаційних перехоознаками, ідентичними всім істотним ознакам видів з метою подальшого зміцнення заготівки, для находу, що заявляється Отже, винахід що заявдосягнення ущільнення її в заходному конусі матляється відповідає умові "новизна" риці необхідно проводити рівномірне осаджування При аналізі ВІДМІТНИХ ознак було виявлено, що заготівки Рівномірне осаджування заготівки в ховинахід, що заявляється, не випливає явно з лодному стані без утрати СТІЙКОСТІ можна провести відомого рівня техніки Уперше запропоноване при її довжині не більше ніж 2 3 діагоналі при сполучення гвинтового пресування з іншими схепрямокутній формі її поперечного переріза мами деформації і додатковим прикладанням осьЦе істотно обмежує довжину заготівки що обового протитиску Основні ознаки є новими і нероблюється Крім того, при гідромеханічній схемі очевидними Таким чином, винахід що обробки заготівок бічний підпір рідини високого 59856 контейнера 1, поміщають туди наступну заготівку і заявляється відповідає умові винахідницький цикл повторюють рівень" Після продавлювання заготівки 2 через гвинВинахід ілюструється наступними графічними тову матрицю 4 и піддають додаткової деформації матеріалами На фіг1, 2 - представлений пристрій для дев прес-формі 7, струмок 9 якої в перетині повтоформаційної обробки матеріалів рює перетин заготівки 2 Заготівку 2 встановлюють На фіг 3, 4 - показаний пристрій для додаткоу струмок 9 прес-форми 7 меншою гранню, як пової деформації заготівки осаджуванням казано на фіг 2, і осаджують и пуансоном до повНа фіг 5, 6 - представлена схема матриці для ного заповнення струмка 9 прес-форми 7 магвинтового пресування теріалом заготівки 2 Така додаткова деформація Пристрій деформаційної обробки матеріалів, осаджуванням дає можливість усунути анізотропію показаний на фіг 1 містить контейнер 1, у робочовластивостей, як по перетині, так і по довжині заму каналі (відповідному заготівці що обробготівки Далі цикл гвинтової і додаткової дефорлюється) якого розміщена заготівка 2, пуансон З, мації повторюють необхідне число разів (наприкматрицю 4 із гвинтовою 5 і калібруючою 6 частилад, 3 5) до сталого сполучення МІЦНОСТІ І нами каналу Пристрій для додаткової деформації пластичності заготівки (фіг 3, 4) осаджуванням складається з Конкретний приклад реалізації прес-форми 7, у яку міститься заготівка 2 (після Заготівку з технічно чистого титану марки ВТ1деформації гвинтовим пресуванням), пуансон 8, 0 з наступними вихідними механічними характериструмок 9 прес-форми 7 На фіг 5, 6 показана матстиками межа МІЦНОСТІ ав=470МПа і відносне пориця 4 для гвинтового пресування яка містить три довження 5=30% у формі призми розмірами частини пряму частину 10, у перетині відповідає 15x25x100мм деформували згідно описаного вище перетину заготівки 2, що у ньому встановлюють способу Параметри матриці для гвинтового преперед обробкою, гвинтова частина 5, у якій сування кут нахилу гвинтової лінії до осі пресувідбувається, властиво, деформація заготівки вивання у=60°, кут повороту вихідного перетину щозначеного значення, пряма частина 6 такого ж педо вхідного ф=90°, довжина прямого каналу що ретину як і вхідна, але повернена щодо вхідної на калібрує, ЗО мм Після трьох циклів обробки межа деякий кут, наприклад, 90° МІЦНОСТІ о-в і відносне подовження 8 у подовжньоСпосіб, що заявляється, реалізують наступним му напрямку становили ав=780МПа і 5=307о, у чином поперечному - ав=795МПа і 5=27% Заготівку 2 через контейнер 1 установлюють Таку ж по перетині заготівку з титану ВТ1-0, переднім торцем у пряму частину матриці 10 і, але довжиною 80мм деформували по способі провпливаючи на задній торець заготівки пуансоном тотипу - гідромеханічним пресуванням через матЗ, установленим, наприклад, у силовому органі рицю з тими ж параметрами без додаткової депреса, пресують через гвинтовий 5 і вихідний (що формації осаджуванням Після трьох проходів калібрує) 6 канал матриці 4 До переднього торця гідромеханічного гвинтового пресування через заготівки 2 прикладають протитиск величиною не гвинтову матрицю рівень механічних характерименш границі текучості оброблюваного матеріалу стик заготівки був наступним подовжній напрямок Передній торець заготівки 2, входячи в гвинтовий ав=471МПа і 5=13%, поперечний ав=830МПа и канал 5 і деформуючись, поступово повертається 5=38% щодо осі деформації, накопичуючи при цьому деНаведені дані свідчать про те, що спосіб, що формацію одного знака Далі заготівка, входячи в заявляється, істотно підвищує характеристики як прямолінійний канал, що калібрує, 6, із гвинтової МІЦНОСТІ, так і пластичності оброблюваного матеформи здобуває первісну прямолінійну форму, ріалу в усіх напрямках заготівки і демонструє можодержуючи деформацію зворотного знака Коли ливості промислової реалізації винаходу і його пуансон 3 входить у прямий канал 10 матриці 4, безумовної корисності пресування зупиняють, пуансон 3 піднімають з 59856 Фіг.2 Вид А Вид Б Б Фіг.З Комп'ютерна верстка Т Чепелєва Підписано до друку 06 10 2003 Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ТОВ "Міжнародний науковий комітет", вул Артема, 77, м Київ, 04050, Україна
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for deformation processing of materials
Автори англійськоюBeihelzymer Yakiv Yukhymovych
Назва патенту російськоюСпособ деформационной обработки материалов
Автори російськоюБейгельзимер Яков Ефимович
МПК / Мітки
МПК: B21C 25/00
Мітки: спосіб, деформаційної, обробки, матеріалів
Код посилання
<a href="https://ua.patents.su/4-59856-sposib-deformacijjno-obrobki-materialiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб деформаційної обробки матеріалів</a>
Спосіб акустичної обробки п’єзоелектричних кристалічних матеріалів
Номер патенту: 40800
Опубліковано: 15.08.2001
Автори: Мигаль Валерій Павлович, Клименко Ігор Андрійович
МПК: H01L 21/00, H01L 21/26
Мітки: обробки, п'єзоелектричних, кристалічних, акустичної, матеріалів, спосіб
Формула / Реферат:
1. Спосіб акустичної обробки п'єзоелектричних кристалічних матеріалів шляхом збудження акустичних коливань, який відрізняється тим, що в кристалічному зразку, вміщеному в змінне електричне поле, за рахунок зворотного п'езоефекту збуджують низькочастотні власні пружні коливання, вимірюючи при цьому їх частоти, амплітуди та стабільність в часі, далі визначають сильні п'езорезонанси, швидкість зміни частоти яких з часом максимальна, і послідовно...
Спосіб механічної обробки конструкційних матеріалів
Номер патенту: 42166
Опубліковано: 15.10.2001
Автор: Пилипенко Олександр Михайлович
МПК: B23P 13/00
Мітки: механічної, матеріалів, конструкційних, спосіб, обробки
Формула / Реферат:
Спосіб механічної обробки конструкційних матеріалів, що містить в собі лезову і абразивну обробку з накладанням вимушених ультразвукових коливань, який відрізняється тим, що для обробки газотермічних покриттів здійснюють зовнішню, вимушену вібрацію різального інструменту або деталі ультразвуком, інтенсивність випромінювання зовнішнього джерела якого, дорівнює енергії поверхневого натяжіння розплавленої частини покриття при розтіканні на...
Спосіб механічної обробки конструкційних матеріалів
Номер патенту: 39368
Опубліковано: 15.06.2001
Автор: Пилипенко Олександр Михайлович
МПК: B23P 13/00
Мітки: механічної, спосіб, матеріалів, обробки, конструкційних
Формула / Реферат:
Спосіб механічної обробки конструкційних матеріалів, що містить в собі лезову або абразивну обробку з накладанням вимушених ультразвукових коливань, який відрізняється тим, що для обробки газотермічних покриттів здійснюють зовнішню вимушену вібрацію різального інструменту або деталі з амплітудою, що дорівнює амплітуді автоколивань елементів технологічної системи і довжиною хвилі сумірною або кратною товщині покриття.
Пристрій для обробки твердих, рідких та /або газоподібних матеріалів, спосіб обробки отверджуваних мас, спосіб обробки багатофазових стійких середовищ та спосіб обробки газів
Номер патенту: 43313
Опубліковано: 17.12.2001
Автор: ХОВОРКА ФРАНЦ
Мітки: стійких, отверджуваних, газів, обробки, матеріалів, спосіб, твердих, газоподібних, або, пристрій, середовищ, мас, багатофазових, рідких
Формула / Реферат:
1. Устройство для обработки твердых, жидких и/или газообразных материалов, содержащее активатор, оборудованный по меньшей мере тремя коаксиально установленными встречно вращающимися рядами лопаток с примыкающими к ним ударными лопатками, причем линейная скорость движения по окружности крайних рядов лопаток составляет от 70 м/с до 160 м/с, отличающееся тем, что лопатки расположены с шириной рядов, уменьшающейся в направлении наружу минимально...
Спосіб механічної обробки конструкційних матеріалів
Номер патенту: 37532
Опубліковано: 15.05.2001
Автор: Пилипенко Олександр Михайлович
МПК: B23P 13/00
Мітки: обробки, механічної, конструкційних, матеріалів, спосіб
Формула / Реферат:
Спосіб механічної обробки конструкційних матеріалів, що містить в собі лезову або абразивну обробку з накладанням вимушених ультразвукових коливань, який відрізняється тим, що для обробки газотермічиих покриттів здійснюють вібрацію різального інструменту або деталі з амплітудою, сумірною або кратною величині розміру напилених частинок.
Попередній патент: Прилад для вимірювання водовіддачі промивальних рідин
Наступний патент: Спосіб реконструкції багатоповерхової будівлі
Випадковий патент: Спосіб керування вітроелектротехнічним комплексом з асинхронним генератором