Спосіб переміщення упорного вузла прошивного стана
Номер патенту: 60234
Опубліковано: 15.09.2003
Автори: Мамчіц Євген Карлович, Царенко Юрій Сергійович, Гопак Іван Олексійович, Гопак Олексій Каміллович
Формула / Реферат
Спосіб переміщення упорного вузла прошивного стана з боковим видаванням гільзи, який полягає в тому, що для витягування стержня оправки з гільзи упорний підшипниковий вузол, який складає зі стержнем одне ціле, переміщується в осьовому напрямі та витягується штоком довгоходового пневматичного циліндра, який з'єднано з упорним вузлом прошивного стана, який відрізняється тим, що замість пневматичного циліндра використовується лінійний асинхронний двигун трифазного змінного струму з управлінням у функції шляху переміщення, статор якого виконано циліндричним, а усередині статора проходить сталевий стержень, що виконує роль реактивної тяги, який одним кінцем з'єднаний з упорним вузлом прошивного стана та центрується відносно статора лінійного двигуна спеціальними направляючими роликами, наявні також опорні ролики, що підтримують довгий стержень від прогинання під впливом власної ваги.
Текст
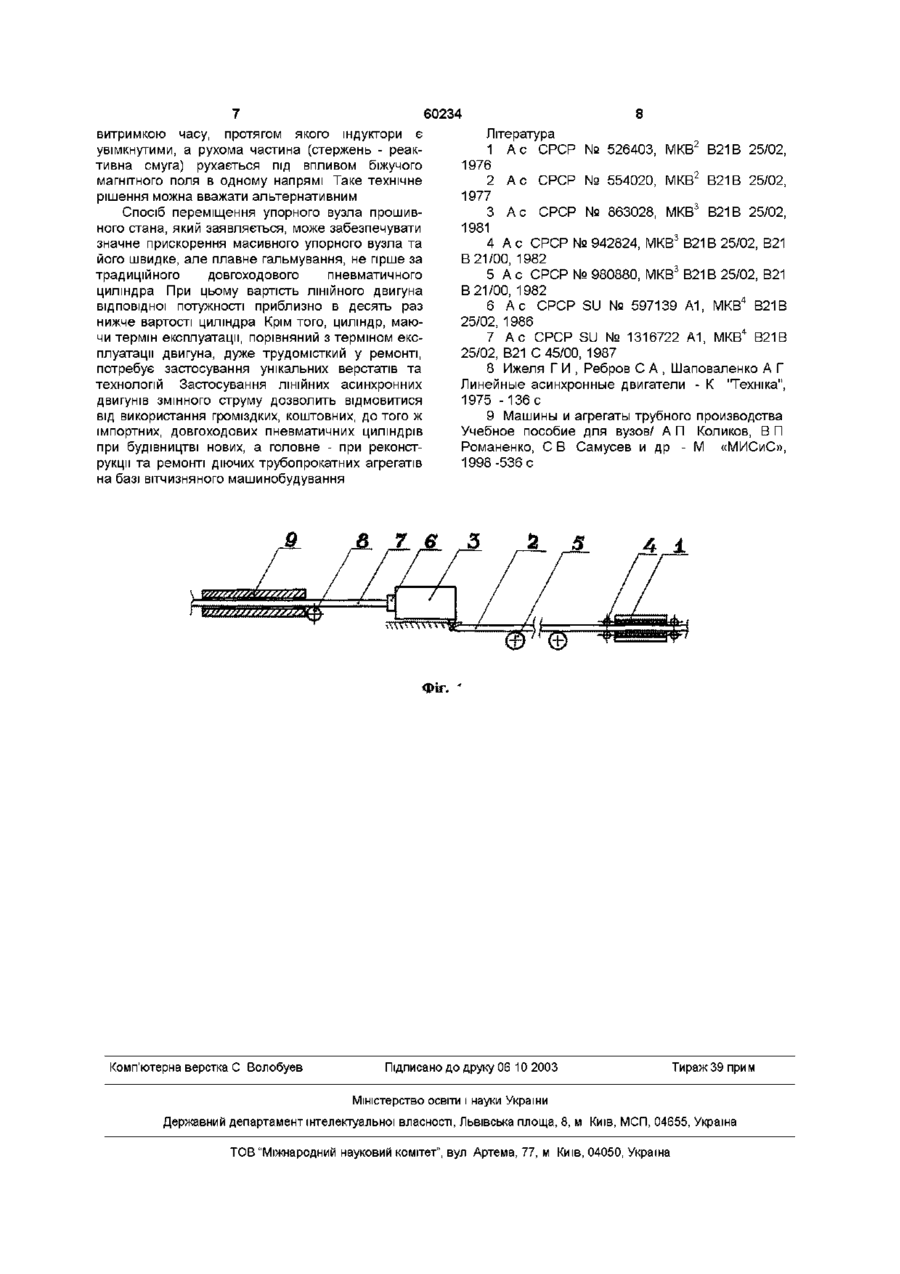
Спосіб переміщення упорного вузла прошивного стана з боковим видаванням гільзи, який полягає втому, що для витягування стержня оправки з гільзи упорний підшипниковий вузол, який складає зі стержнем одне ціле, переміщується в осьо вому напрямі та витягується штоком довгоходового пневматичного циліндра, який з'єднано з упорним вузлом прошивного стана, який відрізняється тим, що замість пневматичного циліндра використовується ЛІНІЙНИЙ асинхронний двигун трифазного змінного струму з управлінням у функції шляху переміщення, статор якого виконано циліндричним, а усередині статора проходить сталевий стержень, що виконує роль реактивної тяги, який одним кінцем з'єднаний з упорним вузлом прошивного стана та центрується відносно статора ЛІНІЙНОГО двигуна спеціальними направляючими роликами, наявні також опорні ролики, що підтримують довгий стержень від прогинання під впливом власної ваги Винахід стосується до конструктивних елементів та допоміжних пристроїв трубопрокатних агрегатів з боковим видаванням гільзи і може бути використаний у виробництві гарячекатаних безшовних труб Спосіб переміщення опорного вузла, інакше переміщення (витягування) справочного стержня з гільзи, який заявляється, має на меті докорінну зміну основополагаючих принципів роботи механізмів та пристроїв для витягування (переміщення) справочного стержня, які застосовуються на сучасний період на прошивних станах трубопрокатних агрегатів Відомий упорно-регулювальний механізм трубопрокатного стана [1], що містить станину, рухому від приводу каретку з упорною головкою і замком та опорні ролики, якій відрізняється тим, що, з ціллю підвищення надійності видачі укорочених гільз, два опорних ролика оснащені приводом та розміщені на каретці Недоліком описаного механізму є той факт, що він може бути використаний тільки на трубопрокатних агрегатах з осьовою видачею гільзи Відомий пдропривід механізму для переміщення оправки трубопрокатних станів [2], що містить гідроциліндр, робоча порожнина якого з'єднана трубопроводом з насосом, та резервуар для зливу рідини, який відрізняється тим, що, з ціллю виключення нагрівання робочої рідини та підви щення коефіцієнта корисної дії пдроприводу, він наділений чотирьохходовим трьох позиційним пдророзподілювачем, два отвори якого приєднані до насоса, третій - до робочої порожнини гідроциліндра, а четверте - до резервуара для зливу рідини Недоліком описаного механізму є той факт, що гідроциліндр нарощує зусилля поступово в силу того, що рідина дуже слабо піддається стиску, як наслідок, неможливо створення великого моментного зусилля Відомий також пристрій для переміщення справочного стержня [3], що містить каретку (упорний вузол), яка несе оправочний стержень, з'єднаний з нею кривошипно-шатунний механізм та привод поворотно-поступального шатуна, який відрізняється тим, що, з ціллю скорочення часу поточних простоїв шляхом регулювання нерівномірності обертання кривошипного вала в залежності від маршруту прокатки, в пазовій направляючій виконаний наскрізний поперечний паз під приводний вал Недоліком описаного пристрою є той факт, що він може бути використаний переважно для холодної прокатки труб, зокрема для холодної пілігримової прокатки Що стосується гарячекатаних труб, то такий пристрій та спосіб можуть бути ефективно використані лише для труб малого діаметра СО сч о (О 60234 статньо велике прискорення масивного упорного вузла та його швидке, але плавне гальмування, або електродвигун, наділений редуктором та передачею для перетворення обертального руху у прямолінійно-поступальний рух шляхом використання кривошипно-шатунного механізму Водночас довгоходові пневматичні або гідравлічні циліндри уявляють собою абсолютно унікальне найкоштовніше обладнання, окрім того, вони є виключно трудомісткими у ремонті Щодо передачі для перетворення обертального руху у прямолінійнопоступальний рух шляхом використання кривошипно-шатунного механізму можна сказати, що для забезпечення достатньо довгого ходу справочного стержня цей пристрій повинен мати майже Недоліком описаного пристрою також є той ЦИКЛОПІЧНІ розміри, і як наслідок, величезну факт, що він може бути використаний переважно вартість Способом, що заявляється, пропонується для холодної пілігримової прокатки Що стосується замість вищевказаних рушівних засобів анагарячекатаних труб, то такий пристрій та спосіб логічних механізмів та пристроїв використовувати можуть бути ефективно використані тільки для принципово новий рушівний засіб для петруб малого діаметра реміщення упорного вузла з оправочним стержнем Відомий також дуже близький по суті пристрою - ЛІНІЙНИЙ асинхронний двигун трьохфазного [4] пристрій для переміщення справочного стержня змінного струму [5], привод поворотно-поступального переміщення Відомий також пристрій для переміщення справочного стержня [4], що містить упорний вузол, який несе оправочний стержень, з'єднаний з ним шатун, кривошип, редуктор, який має зубчасту передачу та вихідний вал, ексцентричний валу відомого колеса передачі та пов'язаний з кривошипом, який насаджений на вихідний вал та додатковий кривошип, який відрізняється тим, що, з ціллю зниження осьових зусиль на стержень шляхом забезпечення режиму переміщення упорного вузла в один бік, вихідний вал виконаний з поперечними діаметрально розташованими виступами та наділений фіксатором його положення у вигляді плунжерів по парі на кожний виступ якого має два кривошипно-шатунних механізми, при цьому кожне відоме колесо вільно змонтовано на валу кривошипа Недоліками описаного пристрою є недоліки для пристрою [4], а також той факт, що він є технічно громіздким та складним у виготовленні, що викликає його високу вартість, водночас строк корисного використання його мало чим відрізняється від загально використаних зразків Відомий також близький по суті пристрою [5] пристрій для переміщення справочного стержня [б], привод переміщення штовхача якого виконаний у вигляді пов'язаної з ним тяги, скріпленого з тягою кривошипа Недоліками описаного пристрою є усі недоліки для пристрою [5], а також той факт, що він призначений виключно для зменшення динамічних навантажень, які виникають в момент захоплення труби валками, які безперервно обертаються, але створює надмірні осьові зусилля на оправочний стержень, які призводять до продольного вигину стержня та підвищеному спрацюванню інструменту Відомий також пристрій для витягування оправки з труби [7], яке містить станину, упор у вигляді розсувальних губок, який взаємодіє із заднім торцем труби, та дві напівобійми охоплення труби з приводом переміщення, яке відрізняється тим, що, з ціллю підвищення надійності роботи, воно наділено фігурними направляючими з розташованими в них роликами, встановленими на напівобіймах, які мають унизу шарнірне з'єднання, при цьому губки упора розміщені на напівобіймах Недоліками описаного пристрою є той факт, що він призначений для підвищення надійності роботи стана при продольніи прокатці труб на оправці, але швидке спрацювання деталей даного пристрою ставить під сумнів загальний економічний ефект від його впровадження Описані вище механізми [1-2], та пристрої [37], тобто аналоги способу, що заявляється, мають у ролі рушівної сили довгоходові пневматичні або гідравлічні циліндри, які можуть забезпечити до Відомий, обраний як прототип, палезабивний молот [8, с 110 - 115] з приводом від ЛІНІЙНОГО асинхронного двигуна Ударна частина молота уявляє собою рухому частину (реактивну смугу) ЛІНІЙНОГО двигуна, наділену бойком, який ударяє по головці палі, що забивається Індуктори, між якими переміщується рухома частина, укріплені на вертикальній стрілі та можуть переміщуватися по її висоті в напрямних Підйом ударної частини молота відбувається при подачі напруги на обмотки індукторів (статорів), коли біжуче магнітне поле спрямовано догори та тягне за собою рухому частину двигуна Опускається ударна частина під дією сили тяжіння після вимикання індукторів, а в деяких випадках - з переключенням фаз та при створенні біжучого поля, спрямованого донизу, та який передає рухомій частині молота додаткове прискорення Недоліком описаного прототипу порівняно з тим, що заявляється, є утруднення з вибором джерела живлення та схемою управління, оскільки живлення від мережі або окремого генератора з частотою 50Гц в більшості випадків виявляється недоцільним через значні втрати енергії при частих пусках В основу винаходу поставлена задача принципового удосконалення способу переміщення упорного вузла прошивного стана, або, інакше кажучи, способу витягування стержня оправки з гільзи, в частині заміни традиційного джерела рушівної сили (пневмо- або гідроциліндра, електродвигуна) на ЛІНІЙНИЙ асинхронний двигун трьохфазного змінного струму Тут і далі під терміном "гільза" розуміється порожниста заготівка гарячекатаної безшовної труби, яку отримують в результаті прошивки круглого зливка суцільного перетину за допомогою справочного стержня на прошивному стані,який є складовою частиною трубопрокатних агрегатів, наприклад ТПА 140 та ТПА 400 Під терміном "ЛІНІЙНИЙ асинхронний двигун" розуміється так званий тяговий ЛІНІЙНИЙ електродвигун потужністю порядку 660кВт зі швидкістю руху реактивної смуги 60234 порядку 120км/год вітчизняного виробництва (Завод міського електротранспорту, м Київ) У зв'язку з тими особливостями, які мають ЛІНІЙНІ електричні машини порівняно з машинами обертального руху, в даному описі використовується термінологія, яка деяким чином відрізняється від звичайної Так, наприклад, загальновживаний термін "статор", який в машинах обертального руху відноситься до нерухомої частини з обмоткою, яка приєднується до мережі змінного струму, умовно застосований до ЛІНІЙНИХ машин, оскільки в деяких установках ця частина не є нерухомою Тому в даному описі "статор" ПІДМІНЮЄТЬСЯ також терміном "індуктор" або "первинна частина" двигуна Частина двигуна, яка взаємодіє з індуктором, називається "вторинна частина", або "реактивна смуга" У способі, що заявляється, реактивна смуга не має власного магнітоприводу з обмоткою, а є масивною немагнитною Як свідчить джерело [9, с 203-212], переміщення упорного вузла як основного складового процесу виробництва гарячекатаних безшовних труб відбувається нижченаведеним чином На прошивному стані виконується прошивка заготівки або круглого зливка суцільного перетину в порожнисту гільзу Порожнина в заготівці утворюється за рахунок того, що в МІСЦІ перетиску, тобто найменшої відстані між косо розташованими валками розташована оправка, яку обтікає метал заготівки Заготівка здійснює обертальний та поступальний рух Оправка обертається разом із заготівкою, але утримується від осьового переміщення стержнем оправки, який з протилежного від оправки боку спирається на упорний підшипниковий вузол,, який дозволяє стержню обертатися разом з оправкою та утримує стержень та оправку від осьового зміщення Після закінчення прошивки гільза виявляється надягнутою на стержень оправки між оправкою та упорним вузлом на вихідному боці прошивного стана Далі потрібно видати гільзу з вихідного боку стана для подальшої и прокатки За способом видачі гільзи з вихідного боку прошивні стани розподіляються на 1) стани з боковою видачею, та 2) стани з осьовою видачею Сучасні прошивні стани виконують за другою схемою видачі гільзи, однак, існують достатньо багато станів, збудованих за першою схемою (наприклад, ТПА 140таТПА400) На прошивних станах з боковою видачею гільзи ця операція проводиться наступним чином Відводяться у бік упори-замки, які утримують упорний вузол від осьового зміщення під впливом сили, яка прикладається до оправки з боку заготівки, що прошивається, та передається через стержень на упорний вузол Упорний вузол переміщується в осьовому напрямі, витягуючи стержень з гільзи Щоб при цьому гільза не переміщувалася услід за стержнем, вона утримується спеціальним затискачем Після того, як стержень оправки повністю вийде з гільзи, вона викидається спеціальними важелями в боковому направленні на похилі грати та дальніше перекатується по ґратам до наступного стана трубопрокатного агрегату, а упорний вузол разом із стерж нем повертаються у вихідне положення, замикаються упори-замки, та прошивний стан готовий до прошивки наступної заготівки Довжина стержня оправки складає приблизно 6м, так що хід механізму, який переміщує упорний вузол, повинен бути приблизно таким самим Упорні вузли звичайно переміщуються за допомогою довгоходових пневматичних циліндрів, які можуть забезпечити достатньо велике прискорення масивного упорного вузла та його швидке, але плавне гальмування Однак, ці циліндри виробляються в РОСІЙСЬКІЙ Федерації (Челябинськ, Новокузнецьк, Череповець), як наслідок є дуже коштовними, до того ж є трудомісткими у ремонті На вітчизняних заводах важкого машинобудування розточити та прошліфувати внутрішню поверхню такого циліндра можливо тільки у Краматорську, Донецьку, Маріуполі Термін експлуатації подібного циліндра 10-12 років Найсучасніші ТПА України мають якраз такий самий вік Для усунення вказаних в аналогах та прототипі недоліків існуючих способів переміщення упорного вузла пропонується (див Фіг) замість вказаного вище пневмоциліндра (гідроциліндра, електродвигуна) використовувати ЛІНІЙНИЙ асинхронний двигун трьохфазного змінного струму 1, статор (індуктор), інакше - первинна частина, якого виконаний циліндричним, всередині статора проходить сталевий стержень 2, виконуючий роль реактивної смуги (вторинна частина) Одним кінцем цей стержень з'єднаний з упорним вузлом прошивного стана 3, відносно статора ЛІНІЙНОГО двигуна стержень центрується спеціальними роликами 4 Також наявні ролики 5, які підтримують довгий стержень від прогинання під впливом власної ваги При вмиканні двигуна його статор утворює біжуче магнітне поле, яке взаємодіє з металом реактивної смуги - стержнем, збуджуючи в ньому струми Ці струми в свою чергу взаємодіють з магнітним полем статора, при цьому виникає сила в напрямі ВІСІ стержня, яка змушує його переміщуватися В залежності від порядку включення обмоток статора змінюється напрям руху стержня Швидкість руху можна змінювати за допомогою зміни частоти струму, який подається на двигун Захоплюваний реактивною смугою, упорний вузол з підшипниковим вузлом 6 та стержнем оправки 7, разом складаючі єдине ціле, вирушаються з миттєвим потужним прискоренням, стержень оправки, спираючись на підтримуючий його ролик 8, витягується з гільзи 9 з дотриманням усіх технологічних нормативів Управління ЛІНІЙНИМ двигуном здійснюється в функції путі, чим забезпечується точне підтримання необхідної енергії тяги, однак потребується установлення надійних путьових вимикачів (краще всього безконтактних, індуктивних) Можливо уявити, що для переміщення упорного вузла використовується той самий ЛІНІЙНИЙ асинхронний двигун, але з управлінням у функції часу В цьому випадку можна обходитися без путьових вимикачів, використовуючи два реле часу Одне реле - з витримкою часу, рівної тривалості одного циклу роботи стана, друге реле - з 8 60234 Література 2 1 А с СРСР № 526403, МКВ В21В 25/02, 1976 2 2 А с СРСР № 554020, МКВ В21В 25/02, 1977 3 3 Ас СРСР № 863028, МКВ В21В 25/02, 1981 3 4 А с СРСР № 942824, МКВ В21В 25/02, В21 В 21/00, 1982 3 5 А с СРСР № 980880, МКВ В21В 25/02, В21 В 21/00, 1982 4 6 А с СРСР SU № 597139 А1, МКВ В21В 25/02, 1986 4 7 А с СРСР SU № 1316722 А1, МКВ В21В 25/02, В21 С 45/00, 1987 8 Ижеля Г И , Ребров С А , Шаповаленко А Г Линейные асинхронные двигатели - К "Техніка", 1975 -136 с 9 Машины и агрегаты трубного производства Учебное пособие для вузов/ А П Коликов, В П Романенко, С В Самусев и др - М «МИСиС», 1998-536 с витримкою часу, протягом якого індуктори є увімкнутими, а рухома частина (стержень - реактивна смуга) рухається під впливом біжучого магнітного поля в одному напрямі Таке технічне рішення можна вважати альтернативним Спосіб переміщення упорного вузла прошивного стана, який заявляється, може забезпечувати значне прискорення масивного упорного вузла та його швидке, але плавне гальмування, не гірше за традиційного довгоходового пневматичного циліндра При цьому вартість ЛІНІЙНОГО двигуна відповідної потужності приблизно в десять раз нижче вартості циліндра Крім того, циліндр, маючи термін експлуатації, порівняний з терміном експлуатації двигуна, дуже трудомісткий у ремонті, потребує застосування унікальних верстатів та технологій Застосування ЛІНІЙНИХ асинхронних двигунів змінного струму дозволить відмовитися від використання громіздких, коштовних, до того ж імпортних, довгоходових пневматичних циліндрів при будівництві нових, а головне - при реконструкції та ремонті діючих трубопрокатних агрегатів на базі вітчизняного машинобудування 7_ 6 3 2 5 4 1 Фіг. * Комп'ютерна верстка С Волобуев Підписано до друку 06 10 2003 Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ТОВ "Міжнародний науковий комітет", вул Артема, 77, м Київ, 04050, Україна
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for displacement of support assembly of piercing mill
Автори англійськоюMamchyts Yevhen Karlovych
Назва патенту російськоюСпособ перемещения упорного узла прошивного стана
Автори російськоюМамчиц Евгений Карлович
МПК / Мітки
МПК: B21B 25/00
Мітки: спосіб, стана, упорного, вузла, прошивного, переміщення
Код посилання
<a href="https://ua.patents.su/4-60234-sposib-peremishhennya-upornogo-vuzla-proshivnogo-stana.html" target="_blank" rel="follow" title="База патентів України">Спосіб переміщення упорного вузла прошивного стана</a>
Технологічний інструмент косовалкового прошивного стану
Номер патенту: 8075
Опубліковано: 26.12.1995
Автори: Кірвалідзе Микола Спиридонович, Онищенко Іван Іванович, Харитонов Євген Анатолійович, Потапов Іван Миколайович
МПК: B21B 19/00
Мітки: стану, косовалкового, технологічний, прошивного, інструмент
Формула / Реферат:
Технологический инструмент косовалкового прошивного стана, включающий установленные на угол подачи бочкообразные с пережимом валки, каждый из которых имеет захватный конус и обжимной с винтовыми выступами переменной высоты, и оправку, установленную носиком в плоскости пережима валков, отличающийся тем, что максимальную высоту винтовых гребней выполняют равной hmax=/0,2...0,5/, /Dn-Dв/, с подъемом высоты гребня от 0 до hmax и спуском от hmax...
Валковий вузол широкоштабового стана
Номер патенту: 34357
Опубліковано: 15.02.2001
Автори: Ніколаєв Олександр Вікторович, Ніколаєв Віктор Олександрович, Васильєв Олександр Геннадійович
МПК: B21B 27/06
Мітки: валковий, широкоштабового, вузол, стана
Текст:
...умовах на моделі кліті кварто, з опорними валками діаметром Dоп = 80 мм, робочих – Dp = = 30 мм; довжина шийок опорних валків lш = 27 мм, а діаметр dш = 35 мм. Шийки опорних валків установлені в підшипниках качіння. Для одержання масштабних параметрів прогину опорного валка з торця шийки закріпляли стержень довжиною 200 мм, а відхилення його від нульової відмітки при навантаженні подушок вимірювали механічним індикатором з ціною...
Спосіб складання вузла кріплення полімерного стержня
Номер патенту: 35781
Опубліковано: 16.04.2001
Автори: Копей Богдан Володимирович, Попович Олег Миколайович, Кіндрачук Сергій Мирославович
МПК: B21D 39/04
Мітки: спосіб, полімерного, вузла, стержня, складання, кріплення
Формула / Реферат:
Спосіб складання вузла кріплення полімерного стержня, зокрема стальної головки та полімерного стержня який полягає в радіальному рівномірному обтисканні поверхні одного елемента з центральним отвором, всередині якого розміщений другий елемент, який деформується пружньо від обтискання першого елемента, який відрізняється тим, що радіальне обтискання здійснюють рівномірно навколо поверхні першого елемента пуансонами із заданою поверхнею...
Механізм переміщення веденого вузла шліфувального верстата
Номер патенту: 18302
Опубліковано: 25.12.1997
Автори: Баранов Станіслав Єгорович, Соболєв Сергій Михайлович, Орищенко Михайло Антонович
МПК: B24B 47/00
Мітки: переміщення, шліфувального, веденого, вузла, механізм, верстата
Формула / Реферат:
Механизм перемещения ведомого узла шлифовального станка, содержащий основание, установленный на нем гидроцилиндр быстрого подвода, ходовой винт с ходовой гайкой и привод вращения с червячным редуктором, отличающийся тем, что шток гидроцилиндра выполнен полым, ходовой винт с ходовой гайкой расположены в полости штока, при этом последняя жестко связана со штоком, червячное колесо редуктора закреплено на винте, а на корпусе червячного редуктора...
Спосіб інтракорпорального формування шовного вузла при лапароскопічній операції
Номер патенту: 42141
Опубліковано: 15.10.2001
Автори: Дюжев Олександр Сергійович, Грубнік Володимир Володимирович
МПК: A61B 17/04
Мітки: формування, інтракорпорального, операції, лапароскопічній, вузла, спосіб, шовного
Формула / Реферат:
Спосіб інтракорпорального формування шовного вузла при лапароскопічній операції, який включає використання лапароскопічних затисків, який відрізняється тим, що один з кінців лігатури прикріплюють фіксуючим пристроєм на голкодержателі, після чого другим кінцем лігатури формують шовний вузол.
Попередній патент: Спосіб фіксації монодискового протеза в аортальній позиції
Наступний патент: Рудниковий акумуляторний електровоз
Випадковий патент: Спосіб корекції простатичного больового синдрому у хворих на хронічний простатит на тлі метаболічного синдрому