Спосіб виробництва смуг і стан для дресирування смуг
Номер патенту: 61427
Опубліковано: 17.11.2003
Автори: Братутін Вячеслав Генадійович, Зільберг Юрій Володимирович, Клименко Фелікс Констянтинович
Формула / Реферат
1. Спосіб виробництва смуг, що включає холодну прокатку, відпал і дресирування смуг за кілька проходів, який відрізняється тим, що дресирування здійснюють знакозмінною деформацією шляхом вигину навколо холостих деформуючих роликів з деформацією в кожному проході не менше 3,5 - 4,0 %.
2. Стан для дресирування смуг, що включає пристрої для натягу смуги, холості деформуючі ролики, що розташовані між пристроями для натягу смуги, який відрізняється тим, що він додатково містить дві пари холостих напрямних роликів, розташованих між пристроями для натягу смуги і холостими деформуючими роликами, і два опорних валки, на які спираються холості деформуючі ролики.
Текст
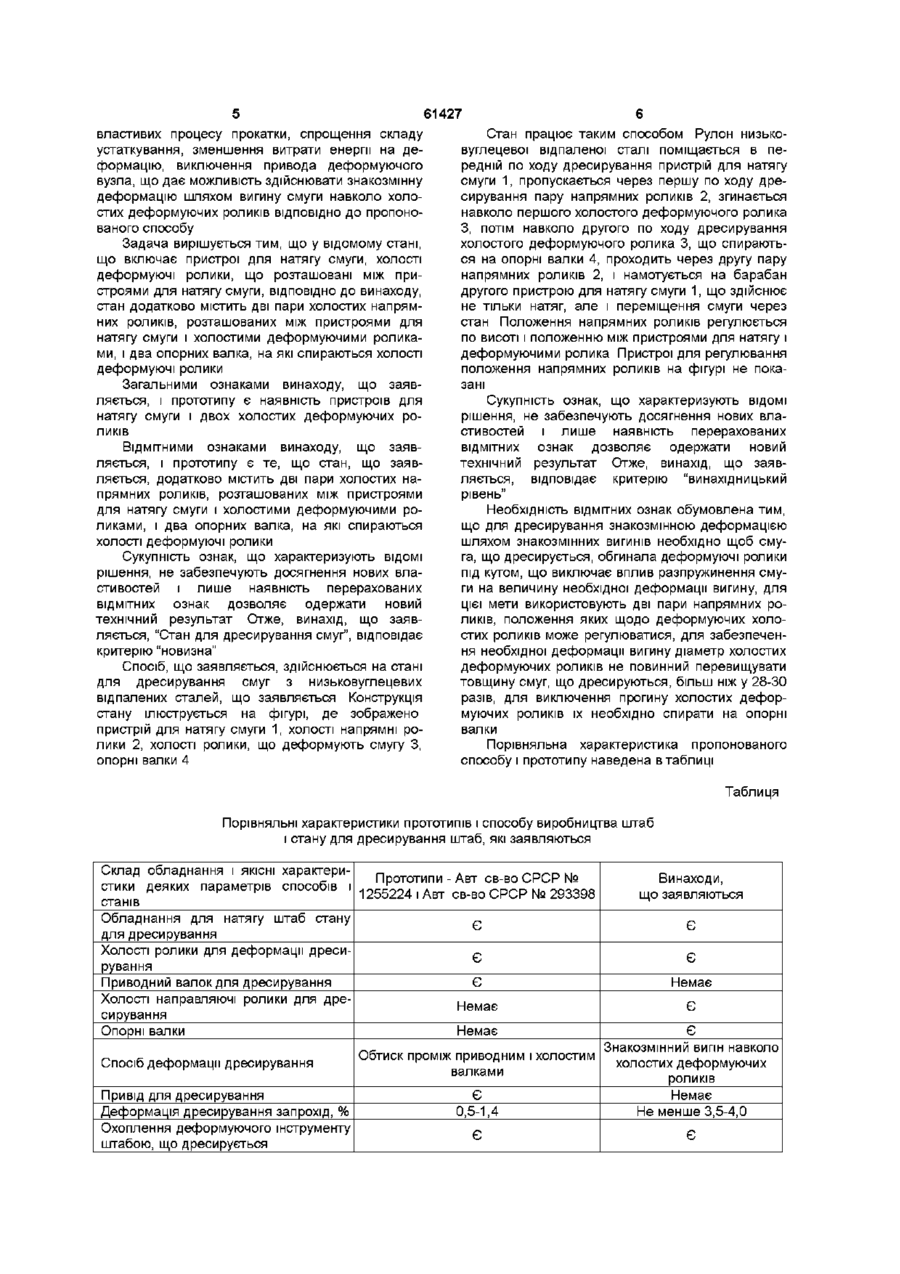
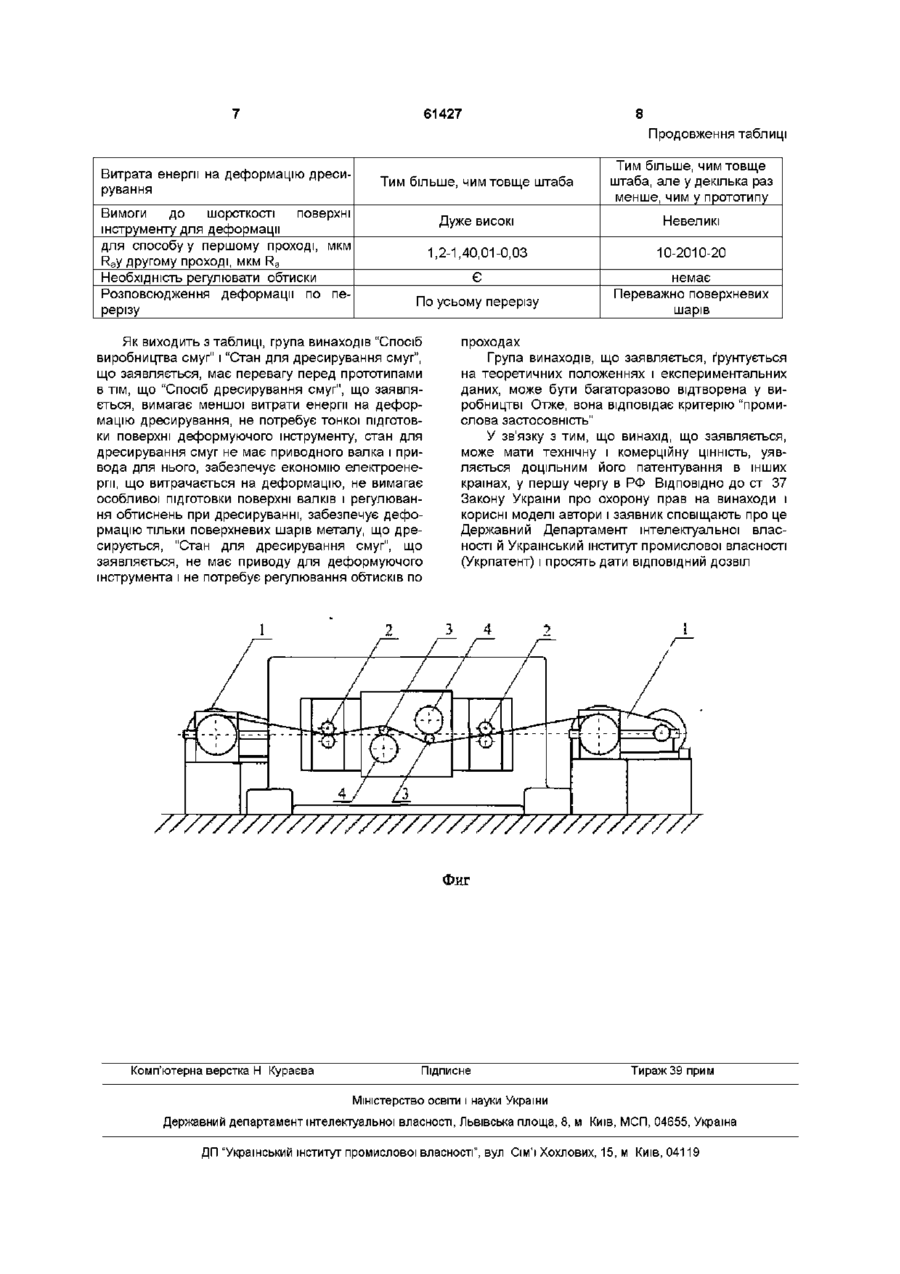
1 Спосіб виробництва смуг, що включає холодну прокатку, відпал і дресирування смуг за кілька проходів, який відрізняється тим, що дресирування здійснюють знакозмінною деформацією шляхом вигину навколо холостих деформуючих роликів з деформацією в кожному проході не менше 3,5 - 4,0 % 2 Стан для дресирування смуг, що включає пристрої для натягу смуги, холості деформуючі ролики, що розташовані між пристроями для натягу смуги, який відрізняється тим, що він додатково містить дві пари холостих напрямних роликів, розташованих між пристроями для натягу смуги і холостими деформуючими роликами, і два опорних валки, на які спираються холості деформуючі ролики Винахід відноситься до прокатного виробництва, конкретніше до технології одержання сталевих холоднокатаних листів у виді смуг великої довжини Заявляється група винаходів, один з яких призначен для здійснення іншого Головним (основним) об'єктом даної групи є спосіб виробництва смуг з низьковуглецевих сталей, на здійснення якого спрямоване інший винахід цієї групи - стан для дресирування смуг з низьковуглецевих відпалених сталей Відомий спосіб дресирування шляхом прокатки смуг на дресирувальник станах, що включає пристрої для натягу смуги (моталки) і одну або дві робочі КЛІТІ для прокатки смуги з деформацією (обтисненням), що не перевищує 3% [Третьяков А В , Третьяков Е М , Мигачева Г Н Дрессировка и качество тонкого листа М Металлургия, 1977, с 6], такі обтиснення повинні забезпечити зміцнення поверхневих шарів металу без деформації внутрішніх шарів [Толковый металлургический словарь Основные термины Под ред В И Куманина, М Русский язык, 1989 с 81], однак деформація шляхом прокатки поверхневих шарів вимагає їхнього подовження і завдяки суцільності металу поверхневі шари захоплюють за собою внутрішні, котрі також деформуються Наявність у складі дресирувальних станів прокатних клітей ускладнює всю їхню конструкцію і підвищує вартість обладнання, вимагає спеціальних способів для забезпечення точного настроювання обтисків в кожній КЛІТІ Відомий спосіб дресирування смуги, що включає и деформацію, у якому деформацію смуги змінюють у функції довжини смуги пропорційно товщині дрібнозернистого прошарку в поверхні смуги (Авт св-во СССР № 776675, З, В21В 1/28, опубл 07 11 80, бюл № 14) Недолік способу в тім, що потрібно металографічним шляхом визначати товщину дрібнозернистого прошарку в поверхні смуги, що технологічно дуже важко Відомий спосіб дресирування смуг для офсетної печатки, у якому перший прохід здійснюють у валках з насіченою поверхнею з відносним обтисненням є,, = 0,4 1 1,0% , а другий — у валках з полірованою поверхнею, причому відносний обтиск в другій КЛІТІ визначають по заданій залежності (Авт св-во СССР № 1340830, 4, В21В 1/32, опубл ЗО 09 87, бюл № 36) Недолік способу зв'язаний з необхідністю розрахунків відносного обтиску в другої КЛІТІ і настроювання другої КЛІТІ з урахуванням розрахованого обтиску і складності підготовки валків з полірованою поверхнею Відомий спосіб виготовлення чорної жерсті, у якому відпал жерсті роблять при 730-820° при (О одночасному и розтяганні до величини витяжки 12% з наступною витримкою протягом не більш ЗО с з і подальшим охолодженням, а дресирування роблять з обтиском 0,2-0,5% (Авт св-во СССР № 1087219, В21в300, опубл 23 04 84, Бюл №15) Цей спосіб вимагає застосування режимів термічної обробки, непридатних при виробництві смуг з низьковуглецевих сталей для глибокої витяжки, а розтягання викликає деформацію всього перетину смуги, а не тільки її поверхневих шарів Найбільш близький по технічній сутності способу, що заявляється, є спосіб виробництва листів, що включає холодну прокатку, відпал і дресирування, у якому дресирування смуг проводять з обтисненням 0,8-1,4% у валках із шорсткістю поверхні 1,2-1,4мкм Ra, а в наступному проході з обтисненням 0,5-0,7% у валках із шорсткістю поверхні 0,01-0,03 KM Ra (Авт св-во СССР № 1255224, 4, В21В 138, опубл 07 09 82, Бюл № 33) Спосіб вимагає наявності двох складних по конструкції, приводу і настроюванню прокатних робочих клітей, тонкої підготовки поверхні валків другої КЛІТІ, не дозволяє виключити деформацію внутрішніх шарів смуги В основу першого з групи винаходу "Спосіб виробництва смуг" поставлена задача спрощення технології виробництва смуг з низьковуглецевих сталей і конструкції стану для дресирування смуг шляхом виключення зі складу стану для дресирування смуг прокатних клітей, виключення тонкого регулювання обтиснень по клітях стану, забезпечення переважної деформації тільки поверхневих шарів смуги, що дресирується, зменшення витрати енергії на деформацію Задача вирішується тим, що у відомому способі виробництва листів, що включає дресирування за кілька проходів, ВІДПОВІДНО ДО винаходу дресирування смуг за кілька проходів здійснюють знакозмінною деформацією шляхом вигину навколо холостих роликів з деформацією в кожному проході не менше 3,3-4,0% По наявним у заявника й авторів зведенням, що заявляється, сукупність ознак, що характеризує суть винаходу, що заявляється, "Спосіб виробництва смуг" невідома з існуючого рівня техніки Отже, спосіб, що заявляється "Спосіб виробництва смуг" відповідає критерію "новизна" Загальною ознакою способу, що заявляється, і узятого як прототип, є наявність дресирування за кілька проходів ВІДМІТНИМИ ознаками є те, що деформацію дресирування здійснюють знакозмінною деформацією шляхом вигину навколо холостих деформуючих роликів з деформацією в кожнім проході не менш 3,5-4,0% Необхідність ВІДМІТНИХ ознак "Способу виробництва смуг" обумовлена наступними обставинами авторами встановлено, що знакозмінний вигин низьковуглецевих відпалених сталей (Ст1, сталь 08) з деформаціями за прохід не менш 3,5-4,0% веде до повного зникнення площадки текучості на кривій розтягання, що є головною задачею дресирування при менших деформаціях площадка текучості змінює свою довжину і форму, але не зникає При знакозмінному вигині деформуються в максимальному ступені поверхневі шари смуги, 61427 що дресирується, причому шари на опуклій стороні одержують деформацію подовження, а на увігнутій - укорочення, завдяки різнойменним знакам деформації смуга в цілому не подовжується, внутрішні шари не деформуються і метал не зміцнюється, що сприятливо для наступного листового штампування Спосіб полягає в тому, що відпалену смугу низьковуглецевої сталі згинають навколо деформуючих роликів із заданим ступенем відносної деформації Смуга, згорнута в рулон, встановлюється в перший по ходу руху смуги, що дресирується, пристрій для натягу смуг, обгинає деформуючі ролики і намотується на другий пристрій для натягу смуг, що здійснює рух смуги Ступінь деформації при вигині визначається тільки товщиною смуги, що дресирується, і діаметром роликів, навколо яких виробляється вигин, кут охоплення роликів смугою, що дресирується, на величину деформації не впливає Сукупність ознак, що характеризують ВІДОМІ рішення, не забезпечують досягнення нових властивостей і лише наявність перерахованих ВІДМІТНИХ ознак дозволяє одержати новий технічний результат Отже, винахід, що заявляється "Спосіб виробництва смуг" відповідає критерію "винахідницький рівень" Для здійснення "Способу виробництва смуг" необхідний стан для дресирування смуг знакозмінною деформацією шляхом вигину навколо холостих деформуючих роликів з відносною деформацією 3,5-4,0% за прохід Відомий безупинний прокатний стан для прокатки смуги з частковим охопленням валків, що включає щонайменше дві послідовно розташовані КЛІТІ і встановлений у корпусі з можливістю вертикального переміщення в міжклітєвому проміжку додатковий робочий валок, корпус додаткового робочого валка виконаний у виді окремої КЛІТІ, І В ТІЙ же КЛІТІ встановлений другий робочий валок (Авт св-во СССР № 858955, опубл ЗО 08 84, Бюл №32) Стан вимагає установки додаткового корпуса, що ускладнює конструкцію і зберігає всі недоліки, властиві робочим прокатним клітям, що здійснюють обтиснення металу з малими відносними деформаціями і потребуючих точного настроювання, складного привода і деформуючих метал по всьому перетині Найбільш близьким по технічній сутності стану для дресирування смуг, що заявляється, є стан для прокатки смуги між приводним і холостим валками, що містить пристрої для натягу і пристрої для регулювання розчину валків, постачений додатковим холостим валком, встановленим з вільної сторони приводного валка (Авт св-во СССР № 293398, опубл 29 07 73, Бюл №31) Стан призначений для обтиснення смуги між приводним і холостим валками, зберігає недоліки, властиві процесу прокатки — складність настроювання зазору між валками, наявність привода приводного валка, поширення деформації по всьому перетину смуги В основу другого з групи винаходу "Стан для дресирування смуг" поставлена задача розробки конструкції стану, що дозволяє уникнути недоліків, 61427 властивих процесу прокатки, спрощення складу устаткування, зменшення витрати енергії на деформацію, виключення привода деформуючого вузла, що дає можливість здійснювати знакозмінну деформацію шляхом вигину смуги навколо холостих деформуючих роликів ВІДПОВІДНО до пропонованого способу Задача вирішується тим, що у відомому стані, що включає пристрої для натягу смуги, холості деформуючі ролики, що розташовані між пристроями для натягу смуги, ВІДПОВІДНО ДО винаходу, стан додатково містить дві пари холостих напрямних роликів, розташованих між пристроями для натягу смуги і холостими деформуючими роликами, і два опорних валка, на які спираються холості деформуючі ролики Загальними ознаками винаходу, що заявляється, і прототипу є наявність пристроїв для натягу смуги і двох холостих деформуючих роликів ВІДМІТНИМИ ознаками винаходу, що заявляється, і прототипу є те, що стан, що заявляється, додатково містить дві пари холостих напрямних роликів, розташованих між пристроями для натягу смуги і холостими деформуючими роликами, і два опорних валка, на які спираються холості деформуючі ролики Сукупність ознак, що характеризують ВІДОМІ рішення, не забезпечують досягнення нових властивостей і лише наявність перерахованих ВІДМІТНИХ ознак дозволяє одержати новий технічний результат Отже, винахід, що заявляється, "Стан для дресирування смуг", відповідає критерію "новизна" Спосіб, що заявляється, здійснюється на стані для дресирування смуг з низьковуглецевих відпалених сталей, що заявляється Конструкція стану ілюструється на фігурі, де зображено пристрій для натягу смуги 1, холості напрямні ролики 2, холості ролики, що деформують смугу З, опорні валки 4 Стан працює таким способом Рулон низьковуглецевої відпаленої сталі поміщається в передній по ходу дресирування пристрій для натягу смуги 1, пропускається через першу по ходу дресирування пару напрямних роликів 2, згинається навколо першого холостого деформуючого ролика З, потім навколо другого по ходу дресирування холостого деформуючого ролика 3, що спираються на опорні валки 4, проходить через другу пару напрямних роликів 2, і намотується на барабан другого пристрою для натягу смуги 1, що здійснює не тільки натяг, але і переміщення смуги через стан Положення напрямних роликів регулюється по висоті і положенню між пристроями для натягу і деформуючими ролика Пристрої для регулювання положення напрямних роликів на фігурі не показані Сукупність ознак, що характеризують ВІДОМІ рішення, не забезпечують досягнення нових властивостей і лише наявність перерахованих ВІДМІТНИХ ознак дозволяє одержати новий технічний результат Отже, винахід, що заявляється, відповідає критерію "винахідницький рівень" Необхідність ВІДМІТНИХ ознак обумовлена тим, що для дресирування знакозмінною деформацією шляхом знакозмінних вигинів необхідно щоб смуга, що дресирується, обгинала деформуючі ролики під кутом, що виключає вплив разпружинення смуги на величину необхідної деформації вигину, для цієї мети використовують дві пари напрямних роликів, положення яких щодо деформуючих холостих роликів може регулюватися, для забезпечення необхідної деформації вигину діаметр холостих деформуючих роликів не повинний перевищувати товщину смуг, що дресируються, більш ніж у 28-30 разів, для виключення прогину холостих деформуючих роликів їх необхідно спирати на опорні валки Порівняльна характеристика пропонованого способу і прототипу наведена в таблиці Таблиця Порівняльні характеристики прототипів і способу виробництва штаб і стану для дресирування штаб, які заявляються Склад обладнання і ЯКІСНІ характериПрототипи - Авт св-во СРСР № стики деяких параметрів способів і 1255224 і Авт св-во СРСР № 293398 станів Обладнання для натягу штаб стану Є для дресирування Холості ролики для деформації дресиЄ рування Приводний валок для дресирування Є Холості направляючі ролики для дреНемає сирування Опорні валки Немає Винаходи, що заявляються Є Є Немає Є Є Знакозмінний вигін навколо Обтиск проміж приводним і холостим холостих деформуючих Спосіб деформації дресирування валками роликів Привід для дресирування Є Немає Деформація дресирування запрохід, % 0,5-1,4 Не менше 3,5-4,0 Охоплення деформуючого інструменту Є Є штабою, що дресирується 61427 Продовження таблиці Витрата енергії на деформацію дресирування Тим більше, чим товще штаба Тим більше, чим товще штаба, але у декілька раз менше, чим у прототипу Дуже високі Невеликі 1,2-1,40,01-0,03 10-2010-20 Є немає Переважно поверхневих шарів Вимоги до шорсткості поверхні інструменту для деформації для способу у першому проході, мкм Ray ДРУГОМУ ПРОХОДІ, МКМ Ra Необхідність регулювати обтиски Розповсюдження деформації по перерізу По усьому перерізу Як виходить з таблиці, група винаходів "Спосіб виробництва смуг" і "Стан для дресирування смуг", що заявляється, має перевагу перед прототипами в тім, що "Спосіб дресирування смуг", що заявляється, вимагає меншої витрати енергії на деформацію дресирування, не потребує тонкої підготовки поверхні деформуючого інструменту, стан для дресирування смуг не має приводного валка і привода для нього, забезпечує економію електроенергії, що витрачається на деформацію, не вимагає особливої підготовки поверхні валків і регулювання обтиснень при дресируванні, забезпечує деформацію тільки поверхневих шарів металу, що дресирується, "Стан для дресирування смуг", що заявляється, не має приводу для деформуючого інструмента і не потребує регулювання обтисків по проходах Група винаходів, що заявляється, ґрунтується на теоретичних положеннях і експериментальних даних, може бути багаторазово відтворена у виробництві Отже, вона відповідає критерію "промислова застосовність" У зв'язку з тим, що винахід, що заявляється, може мати технічну і комерційну ЦІННІСТЬ, уявляється доцільним його патентування в інших країнах, у першу чергу в РФ ВІДПОВІДНО ДО СТ 37 Закону України про охорону прав на винаходи і корисні моделі автори і заявник сповіщають про це Державний Департамент інтелектуальної власності й Український інститут промислової власності (Укрпатент) і просять дати ВІДПОВІДНИЙ ДОЗВІЛ Фиг Комп'ютерна верстка Н Кураєва Підписне Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ДП "Український інститут промислової власності", вул Сім'ї Хохлових, 15, м Київ, 04119
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of strips and mill for skin rolling of strips
Автори англійськоюZilberh Yurii Volodymyrovych
Назва патенту російськоюСпособ производства полос и стан для дрессировки полос
Автори російськоюЗильберг Юрий Владимирович
МПК / Мітки
МПК: B21B 1/24, B21B 1/30, B21B 1/22
Мітки: дресирування, спосіб, смуг, стан, виробництва
Код посилання
<a href="https://ua.patents.su/4-61427-sposib-virobnictva-smug-i-stan-dlya-dresiruvannya-smug.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва смуг і стан для дресирування смуг</a>
Спосіб виробництва холоднокатаних смуг
Номер патенту: 16819
Опубліковано: 29.08.1997
Автор: Ніколаєв Віктор Олександрович
МПК: B23K 11/04, B21B 1/24
Мітки: виробництва, спосіб, смуг, холоднокатаних
Формула / Реферат:
Способ производства холоднокатаных полос, включающий стыковую сварку концевых частей полос, прокатку сваренных полос перед травлением, травление и последующую холодную прокатку на непрерывном стане с размоткой рулонов на разматывателе перед задачей в стан, отличающийся тем, что, с целью экономии металла путем снижения продольной разнотолщинности полос, концевые части свариваемых полос обжимают перед стыковой сваркой с величиной...
Стан для волочіння труб
Номер патенту: 32954
Опубліковано: 15.02.2001
Автор: Сизоненко Григорій Олександрович
МПК: B21C 1/16
Текст:
...без випусків роликів та оправку з циліндричною калібруючою частиною І обтискуючою, що збільшується до неї поперечним перерізом, ділянкою. Технічним результатом від використання запропонованого стану є те,що при ВОЛОЧІННІ дотичні напруження , які діють оо контактній поверхні ""тсрхйі труби з калібром, спрямовані за ходом волочіння І за рахунок цього вдається збільшити разову деформацію І знизити енергозатрати» Це стає можливим в...
Волочильний стан для виробництва довгомірних труб, переважно капілярних
Номер патенту: 12749
Опубліковано: 28.02.1997
Автори: Ламін Алєксандр Борісовіч,, Миргородський Євген Вадимович, Мартинов Вячеслав Іванович, Лобанов Олександр Іванович, Орро Юрій Павлович, Сергєєв Віктор Володимирович
МПК: B21C 1/16
Мітки: волочильний, довгомірних, капілярних, труб, переважно, стан, виробництва
Текст:
...и тянущими роликами для перемещения трубы и оправки, размещенными по оси центроватеИей. Отличием предлагаемого стана от известного является снабжение его дополнительными поперечно-передающими устройствами, связывающими линии перемещения извлеченной оправки и стола загрузки при указанном их выполнении и размещении. Технический результат полученный при использовании предлагаемого стана заключается в повышении его производительности путем...
Міні-стан для виробництва гарячокатаної штаби
Номер патенту: 593
Опубліковано: 16.10.2000
Автори: Стеч Володимир Станіславович, Каушанський Ігор Борисович, Білобров Юрій Миколайович, Барабаш Андрій Володимирович
МПК: B21B 1/00
Мітки: міні-стан, штаби, гарячокатаної, виробництва
Формула / Реферат:
Міні-стан для виробництва гарячокатаної штаби, до складу якого входить підігрівальна піч, транспортувальні та робочі рольганги, обладнання для гідрозбиву окалини, чорнова та чистова реверсивні кліті, поміж якими встановлено ножиці для обрізування переднього та останнього кінців підкату, моталки у печах, встановлених перед та за чистовою кліттю, моталки для змотування штаби в рулон, устаткування для транспортування рулону на склад, який...
Цементно-мінеральна суха суміш для спорудження приштрекових смуг
Номер патенту: 53569
Опубліковано: 15.01.2003
Автори: Лобачова Наталя Васильовна, Ільяшов Михайло Олександрович, Лукач Леонід Матвійович, Демченко Анатолій Іванович, Грицай Володимир Федорович, Ємченко Андрій Валентинович, Наумов Юрій Аркадійович, Чернишов Юрій Петрович, Яйцов Олександр Олексійович, Хилько Валерій Васильович, Болбат Володимир Олександрович, Хрипун Микола Дмитрович, Михалко Тетяна Володимирівна, Байсаров Леонід Володимирович
МПК: E21B 33/138, E21D 11/00, E21B 33/00, E21B 33/13, C09K 8/50
Мітки: суміш, спорудження, смуг, приштрекових, суха, цементно-мінеральна
Формула / Реферат:
1. Цементно-мінеральна суха суміш для спорудження приштрекових смуг, що містить в'яжуче у вигляді портландцементу, а як кремнеземовмісний компонент - пісок, яка відрізняється тим, що додатково містить аморфний кремнезем, прискорювач тверднення у вигляді зневоднених солей, наприклад хлористого кальцію при наступному співвідношенні компонентів, мас.%: портландцемент 35-45 пісок кварцевий з модулем...
Попередній патент: Рибочистка промислова
Наступний патент: Спосіб регулювання товщини штаби у попередньо напруженій кліті листового прокатного стана і пристрій для його реалізації
Випадковий патент: Пристрій для видобутку корисних копалин