Спосіб виробництва холоднокатаних смуг
Формула / Реферат
Способ производства холоднокатаных полос, включающий стыковую сварку концевых частей полос, прокатку сваренных полос перед травлением, травление и последующую холодную прокатку на непрерывном стане с размоткой рулонов на разматывателе перед задачей в стан, отличающийся тем, что, с целью экономии металла путем снижения продольной разнотолщинности полос, концевые части свариваемых полос обжимают перед стыковой сваркой с величиной относительного обжатия 15-30%, протяженность которых определяют из зависимости
где Ln - длина переднего и заднего концов;
L0- расстояние между осями разматывателя и первой клети стана холодной прокатки;
L1 -расстояние между осями разматывателя и последней клети стана;
h1, hi- соответственно толщины полосы после первой и последней клетей стана.
Текст
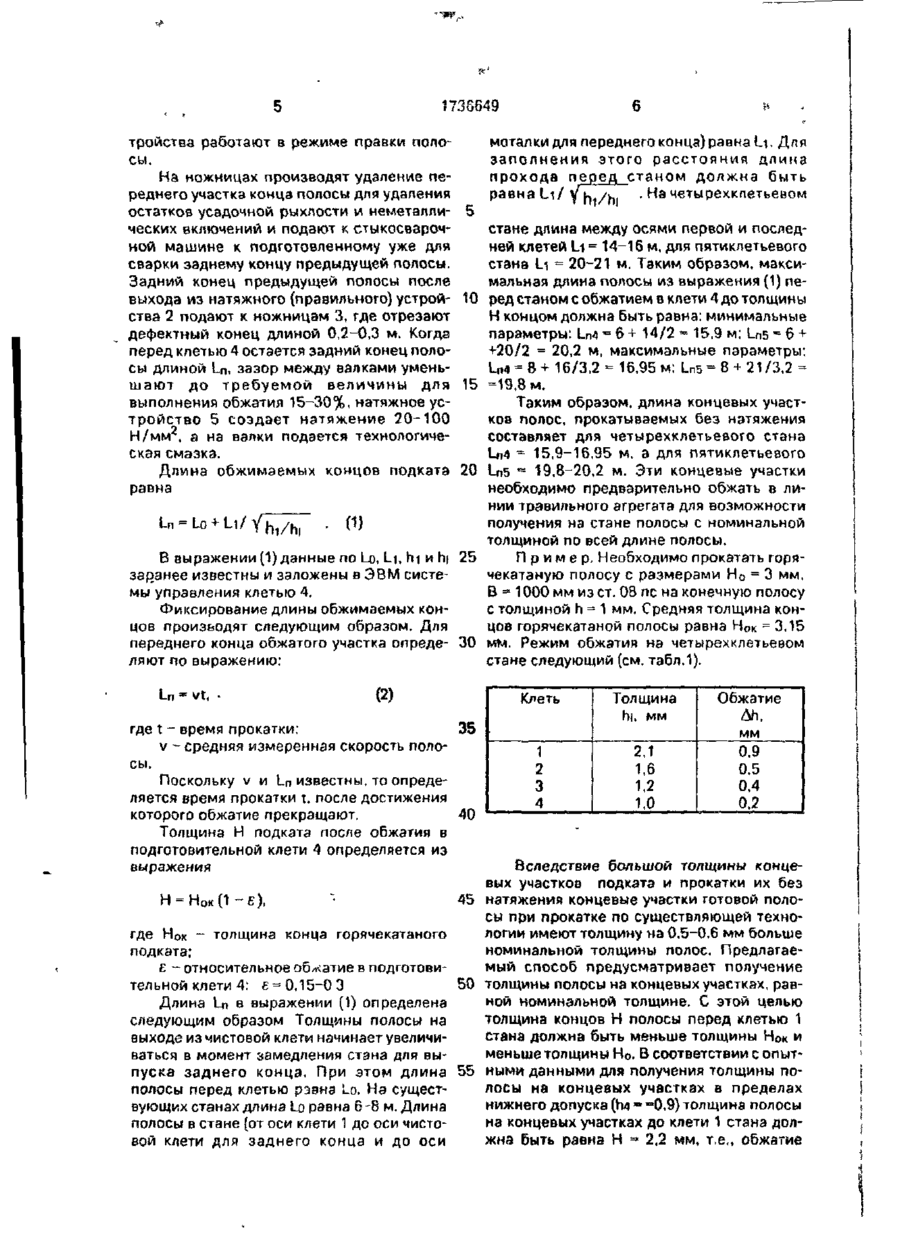
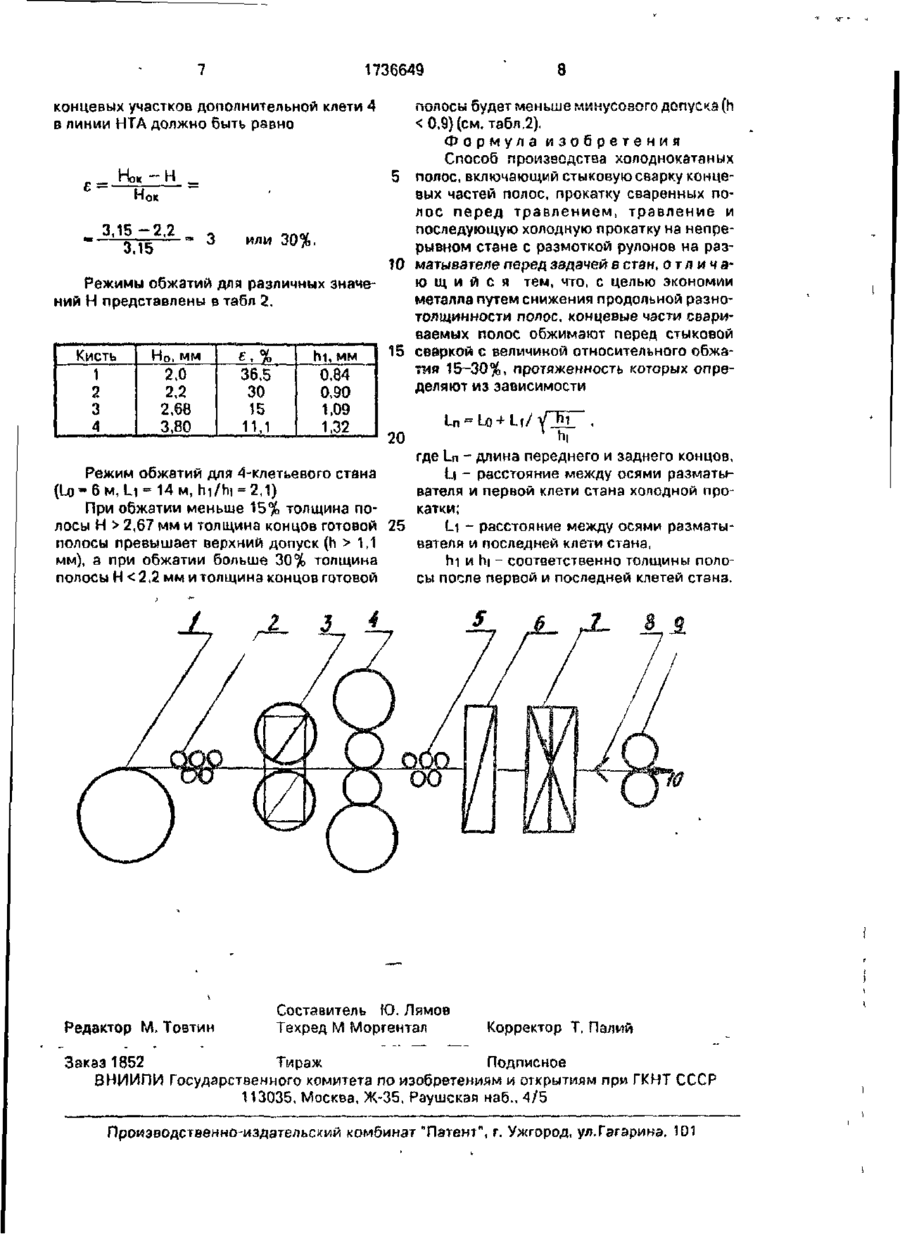
Использование, изготовление холоднокатаных полос Сущность изобретения спо соб включает подготовку полосы в линии непрерывно-травильного агрегата с дрессировочной клетью и холодную прокатку на конечный размер в клетях 4-5-клетьевого стана Перед стыковой сваркой полос на непрерывно-травильном агрегате концевые части свариваемых полос обжимают с величиной относительного обжатия 15-30%, при зтоіч длину обжимаемых концевых участков определяют из математической зависимости Это позволяет снизить продольную разнотолщинность прокатанных полос. 2 табл, 1 ил. Изобретение относится к прокатному производству, в частности к производству холоднокатаных полос Одной из проблем современного производства холоднокатаных полос является снижение расхода металла за счет уменьшения продольной разнотолщинности полос, т е уменьшения толщины их концевых участков, прокатываемых на непрерывных или реверсивных станах без обжатия Известен способ производства полос, в котором горячекатаные полосы с разматывателя травильной лин ли подают к правильной машине для правки, затем отреззют дефектные утолщенные участки, производят стыковую сварку заднего конца предыдущей полосы и переднего конца последующей полосы, зачистку грата, дальнейшую обработку на травильной линии и холодную прокатку на непрерывном и реверсивном станах Для обеспечения качественной сварки торцов о г концевых участков полос отрезаю) куски длиной 2-6 м. При этом, от переднего конца рулона удаление металла обусловлено его неровностью, наличием утолщения и дефектов сталеплавильного производства, а от заднего конца - удаление части полосы обусловлено, главным образом, его утолщением по сравнению с номинальной толщиной остальной длины полосы и толщиной переднего конца последующей полосы, идущей на стыковку При этом необходимо обеспечить минимальную разнотолщинность полос на состыкованном участке. В противном случае при холодной прокатке полос на непрерывном стане наличие разнотолщинности состыкованных полос будет приводить к разрыву сварного шва, повреждению валков, увеличению расхода металла за счет выпуска из стана утолщенных полос, снижению производительности стана. Кроме того, по опытным данным длина утолщенных концов горячекатаных полос составляет 2-8% от длины полосы. Следовательно, при длине полос 1000 м длина утол к.. со 1736649 щенных концевых участков будет 20-80 м. Таким образом, после отрезки перед свзркой 2-6-метровые полосы еще остается достаточная длина утолщенных участков, которые а дальнейшем образуют наследст- 5 венную разнотолщинность холоднокатаных полос. Передний и задний концы горячекатаных полос на непрерывном стане требуют дополнительного обжатия, что не всегда оказывается возможным. Все это приводит 10 к увеличению расхода металла при производстве холоднокатаных полос. Известен способ непрерывной прокатки полос, включающей стыковую сварку полос, индикацию сварного шва при подходе 15 его к стану, уменьшение скорости прокатки по сравнению с установившейся и дополнительное обжатие полосы при прохождении участка шва через стан одновременно во всех клетях стана в течение всего времени 20 прохождения участка шва через стан на величину в первой клети-Дпд = (0,07-0,12) Ah, во второй клети -Дц2 = (0,2-0.25) ДЬг, а в каждой последующей клети относительное дополнительное обжатие д\ • Ап д і/ Л hi 25 = уменьшают в 1,31-1.92 раза по сравнению с предыдущей клетью (где Дпі, Ah2 ~ абсолютные обжатия полосы соответственно в первой и второй клетях при установившемся процессе прокатки). 30 Предложенный способ обеспечивает уменьшение толщины готовой полосы на участке шва на 0.03-0,05 мм, но не обеспечивает интенсивного деформирования концевых участков, которые прокатываются без 35 натяжения. Таким образом, концевые участки холоднокатаных полос имеют толщину на 0,5 -0,6 мм выше номинальной толщины полосы, а длина утолщенных участков равна 50-60 м. Это приводит к повышенному рас- 40 ходу металла. Наиболее близким к предлагаемому является способ производства холоднокатаных полос, включающий обработку горячекатаной полосы в линии непрерывно- 45 го травильного агрегата с обжатием полосы в прокатной клети кварто и последующую холодную прокатку Однако обжатие горячекатаной полосы по всей длине не устраняет в дальнейшем 50 продольную разнотолщинность на конечной полосе. Цепь изобретения - снижение расхода металла зэ счет уменьшения толщины концевых участков горячекатаных полос. 55 Поставленная цель достигается тем, что в способе производства холоднокатаных полос, включающем стыковую сварку концевых частей полос прокатку сваренных по лос перед травлением, травление и последующую холодную прокатку на непрерывном стане с размоткой рулонов на размзтывэтеле перед задачей в стан, концевые части свариваемых полос обжимают перед стыковой сваркой с величиной относительного обжатия 15-30%, протяженность которых определяют из зависимости n = Lo + Li где Ln - длина переднего и заднего концов полосы; Lo - расстояние между осями разматывателя до первой клети стана холодной прокатки; hi и hi - соответственно толщины полосы после первой и последней клетей стана. На чертеже представлено расположение оборудования входного участка непрерывного травильного агрегата. Участок содержит разматыватель 1, который подает полосу к натяжному устройству 2, летучие ножницы 3 для удаления дефектного переднего конца полосы на длине 0,2-0,3 м, клеть кварто 4 для деформации концевых участков, натяжное устройство 5, ножницы 6 перед стыкосварочной машиной 7, гратосниматель 8, тянущие ролики 9, направление движения полосы 10 на дальнейшую обработку Способ осуществляют следующим образом. Охлажденный рулон горячекатаной полосы подают на разматыватель 1 и заправляют конец полосы 10 в натяжное устройство 2 На ножницах 3 отрезают дефектный передний конец полосы на длине 0,2-0,3 м и задают в клеть кварто 4 для обжатия переднего конца на величину 15-30% от исходной толщины полосы (Н) и на длине Ln = Lo + Li/ в Р е м я прокатки натяжное устройство 2 создает натяжение полосы в пределах 20-100 Н/мм2, а на валки подается используемая в цехе технологическая смазка, обеспечивающая снижение сил трения в очаге деформации. После прокатки длины полосы на участке Ln зазор между взлкэми увеличивают на размер большей толщины горячекатаной полосы для свободного прохода ее без обжатия, а технологическую смазку отключают. Во время обжатия конца полосы клеть 4 работает в автоматическом режиме управления а натяжные ус тройства работают в режиме правки поломоталки для переднего конца) равна Li. Для сы. заполнения этого расстояния длина На ножницах производят удаление пепрохода перед станом должна быть реднего участка конца полосы для удаления равна L i / УТі/Ьі * *^а четырехклетьевом остатков усадочной рыхлости и неметаллических включений и подают к стыкосварочстане длина между осями первой и последной машине к подготовленному уже для ней клетей Li = 14-16 м, для пятиклетьевого сварки заднему концу предыдущей полосы. стана Li = 20-21 м. Таким образом, максиЗадний конец предыдущей полосы после мальная длина полосы из выражения (1) певыхода из натяжного (правильного) устрой- 10 ред станом с обжатием в клети 4 до толщины ства 2 подают к ножницам 3, где отрезают Н концом должна быть равна: минимальные дефектный конец длиной 0,2-0,3 м. Когда параметры: Ln4 = 6 + 14/2 * 15,9 м; Ln5 = 6 + перед клетью 4 остается задний конец поло+20/2 = 20,2 м, максимальные параметры: сы длиной Ln, зазор между валками уменьLn4 = 8 + 16/3,2 = 16,95 м; Ln5= 8 + 21/3,2 = шают до требуемой величины для 15 =19,8 м. выполнения обжатия 15-30%, натяжное усТаким образом, длина концевых участтройство 5 создает натяжение 20-100 ков полос, прокатываемых без натяжения Н/мм , а на валки подается технологичесоставляет для четырехклетьевого стана ская смазка. Ln4 = 15.9-16,95 м, а для пятиклетьевого Длина обжимаемых концов подката 20 Ln5 ra 19.8-20.2 м. Эти концевые участки равна необходимо предварительно обжать в линии травильного агрегата для возможности получения на стане полосы с номинальной толщиной по всей длине полосы. П р и м е р . Необходимо прокатать горяВ выражении (1) данные по Lo, Li, hi и hi 25 заранее известны и заложены в ЭВМ систечекатаную полосу с размерами Н о = 3 мм, мы управления клетью 4. В = 1000 мм из ст. 0В пс на конечную полосу Фиксирование длины обжимаемых конс толщиной h = 1 мм. Средняя толщина концов произьодят следующим образом. Для цов горячекатаной полосы равна НОк - 3.15 переднего конца обжатого участка опреде- 30 мм. Режим обжатия на четырехклетьевом ляют по выражению: стане следующий (см. табл.1). L n = vt, • где t сы. (2) 35 время прокатки: -средняя измеренная скорость поло Поскольку v и Ln известны, то определяется время прокатки t, после достижения которого обжатие прекращают. 40 Толщина Н подката после обжатия в подготовительной клети 4 определяется из выражения Клеть 1 2 3 4 Толщина Ы. мм Обжатие Ah, 2,1 1,6 1,2 мм 0.9 0.5 0.4 0.2 1.0 Вследствие большой толщины концевых участков подката и прокатки их без 45 натяжения концевые участки готовой полосы при прокатке по существляющей технологии имеют толщину на 0,5-0,6 мм больше где Нок - толщина конца горячекатаного номинальной толщины полос. Предлагаеподката; мый способ предусматривает получение £ - относительное обжатие в подготови50 толщины полосы на концевых участках, равтельной клети 4: £ = 0,15-0 3 ной номинальной толщине. С этой целью Длина Ln в выражении (1) определена толщина концов Н полосы перед клетью 1 следующим образом Толщины полосы на стана должна быть меньше толщины Нок и выходе из чистовой клети начинает увеличименьше толщины Но. В соответствии с опытваться в момент замедления стана для выпуска заднего конца. При этом длина 55 ными данными для получения толщины полосы на концевых участках в пределах полосы перед клетью рээна Lo. На сущестнижнего допуска {ЬА = =0,9) толщина полосы вующих станах длина Lo равна 6 ~8 м. Длина на концевых участках до клети 1 стана долполосы в стане (от оси клети 1 до оси чистожна быть равна Н • 2,2 мм, т.е., обжатие * вой клети для заднего конца и до оси 1736649 8 концевых участков дополнительной клети 4 в линии НТА должно быть равно полосы будет меньше минусового допуска (h 2,67 мм и толщина концов готовой 25 Li - расстояние между осями рэзматыполосы превышает верхний допуск (h > 1,1 вателя и последней клети стана, мм), а при обжатии больше 30% толщина hi и hi - соответственно толщины полополосы Н < 2.2 мм и толщина концов готовой сы после первой и последней клетей стана. Редактор М. Товтин Составитель Ю. Лямов Техред М Моргентал Корректор Т. Палий Заказ 1852 Тираж Подписное ВНИИПИ Государственного комитета по изобретениям м открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб.. 4/5 Производственно-издательский комбинат "Патент", г. Ужгород, ул.Гэгэринэ. 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of cold-rolling strips
Автори англійськоюNikolaiev Viktor Oleksandrovych
Назва патенту російськоюСпособ производства холоднокатаных полос
Автори російськоюНиколаев Виктор Александрович
МПК / Мітки
МПК: B21B 1/24, B23K 11/04
Мітки: смуг, виробництва, холоднокатаних, спосіб
Код посилання
<a href="https://ua.patents.su/4-16819-sposib-virobnictva-kholodnokatanikh-smug.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва холоднокатаних смуг</a>
Спосіб прокатування смуг
Номер патенту: 16818
Опубліковано: 29.08.1997
Автор: Ніколаєв Віктор Олександрович
МПК: B21B 1/22
Мітки: смуг, прокатування, спосіб
Формула / Реферат:
Способ прокатки полос, включающий деформацию металла в трех очагах деформации шестивалковой клети с натяжением концов полосы и регулированием скоростей валков, отличающийся тем, что, с целью снижения энергосиловых параметров прокатки за счет рационального распределения обжатий между очагами деформации, полосу прокатывают в первом очаге деформации с обжатием , во втором...
Спосіб прокатки смуг
Номер патенту: 7897
Опубліковано: 26.12.1995
Автори: Ємченко Андрій Валентинович, Закарлюка Сергій Володимирович, Маншилін Олександр Гейнійович, Нікітенко Євген Миколайович, Савіцкий Сергій Георгійович, Байков Євген Вікторович, Лабецький Андрій Володимирович
МПК: B21B 37/78
Формула / Реферат:
Способ прокатки полос, включающий определение сопротивления деформации металла перед прокаткой по усилию реза полосы и корректировку режимов прокатки по результатам этого измерения, отличающийся тем, что, с целью повышения точности прокатываемых полос, а также стабилизации процесса прокатки, проводят обрезку боковых кромок полосы перед чистовой прокаткой, а корректировку режимов прокатки осуществляют непрерывно по текущему усилию реза...
Спосіб прокатки листів та смуг

Номер патенту: 7898
Опубліковано: 26.12.1995
Автори: Кліменко Ігор Валентинович, Байков Євген Вікторович, Мітьєв Анатолій Петрович, Феофілактов Андрій Вікторович, Горелік Вадім Семенович
МПК: B21B 1/22
Мітки: смуг, спосіб, листів, прокатки
Формула / Реферат:
Способ прокатки листов и полос, включающий прокатку с рассогласованием окружных скоростей рабочих валков в функции вытяжки полосы в каждом проходе, отличающийся тем, что, с целью повышения качества проката за счет шлифования поверхности в процессе прокатки, прокатку производят с пробуксовкой одного из валков.
Спосіб прокатки листів та смуг
Номер патенту: 7905
Опубліковано: 26.12.1995
Автори: Кліменко Ігор Валентинович, Байков Євген Вікторович, Мітьєв Анатолій Петрович, Феофілактов Андрій Вікторович, Горелік Вадім Семенович
МПК: B21B 1/22
Мітки: прокатки, смуг, листів, спосіб
Формула / Реферат:
Способ прокатки листов и полос по авт. св. № 1400676, отличающийся тем, что, с целью повышения качества проката путем шлифования поверхности в процессе прокатки и стабилизации пробуксовки одного из валков, ведомому валку сообщают окружную скорость, направленную противоположно скорости движения полосы; а прокатку ведут с передним натяжением.
Спосіб гарячої прокатки штаб
Номер патенту: 17820
Опубліковано: 03.06.1997
Автори: Фішкін Ісаак Борисович, Тилик Василь Трохимович, Васильєв Олександр Геннадійович, Пінчук Віталій Іосифович, Штехно Олег Миколайович, Мовшович Вілорд Соломонович, Піховкін Микола Миколайович, Лівшиц Леонід Аркадійович, Путнокі Олександр Юліусович, Клочков Володимир Васильович, Ніколаєв Віктор Олександрович, Качан Олександр Михайлович, Трофімов Віталій Олександрович
МПК: B21B 1/22
Мітки: штаб, спосіб, прокатки, гарячої
Формула / Реферат:
Способ горячей прокатки полос, включающий прокатку полос с натяжением в непрерывной чистовой группе клетей НШПС с дополнительным обжатием участков концов в зависимости от толщины готовой полосы за счет перемещения нажимных винтов клетей и уменьшения зазора между рабочими валками, отличающийся тем, что дополнительное обжатие в клетях выполняют в соответствии с выражением DSI=m[0,05(6-h)+0,1 (6-n)].начало установки нажимных винтов...
Попередній патент: Спосіб прокатування смуг
Наступний патент: Кришка зливного патрубка
Випадковий патент: Спосіб профілактики і лікування післяопераційної запальної реакції при реконструктивних операціях на райдужній оболонці