Спосіб алітування виробів з аустенітних сталей
Номер патенту: 61649
Опубліковано: 25.07.2011
Автори: Кудь Петро Денисович, Сороченко Віталій Федорович, Чернега Дмитро Федорович
Формула / Реферат
1. Спосіб алітування виробів з аустенітних сталей, що включає занурення виробів у розплав алюмінієвого сплаву, який містить залізо, та витримку виробів у розплаві протягом 45-90 хвилин при температурі 800 °С, який відрізняється тим, що після витримки у розплаві вироби виймають з розплаву та миттєво звільняють їх поверхню від залишків розплаву, розплав алюмінієвого сплаву додатково містить 2,2-3,0 % хрому, 2,5-3,0 % нікелю та 4,0-6,0% кремнію, а вміст заліза в ньому складає 6,0-9,0 %.
2. Спосіб алітування виробів з аустенітних сталей за п. 1, який відрізняється тим, що звільнення поверхні від залишків алюмінієвого сплаву виробів циліндричної форми проводять їх круговим обертанням зі швидкістю 300-350 об./хв. протягом 10-15 с.
3. Спосіб алітування виробів з аустенітних сталей за п. 1, який відрізняється тим, що звільнення поверхні від залишків алюмінієвого сплаву виробів несиметричної форми проводять обдуванням виробу потоком повітря, нагрітим до температури 500-600 °С, під тиском 0,4-0,6 МПа.
Текст
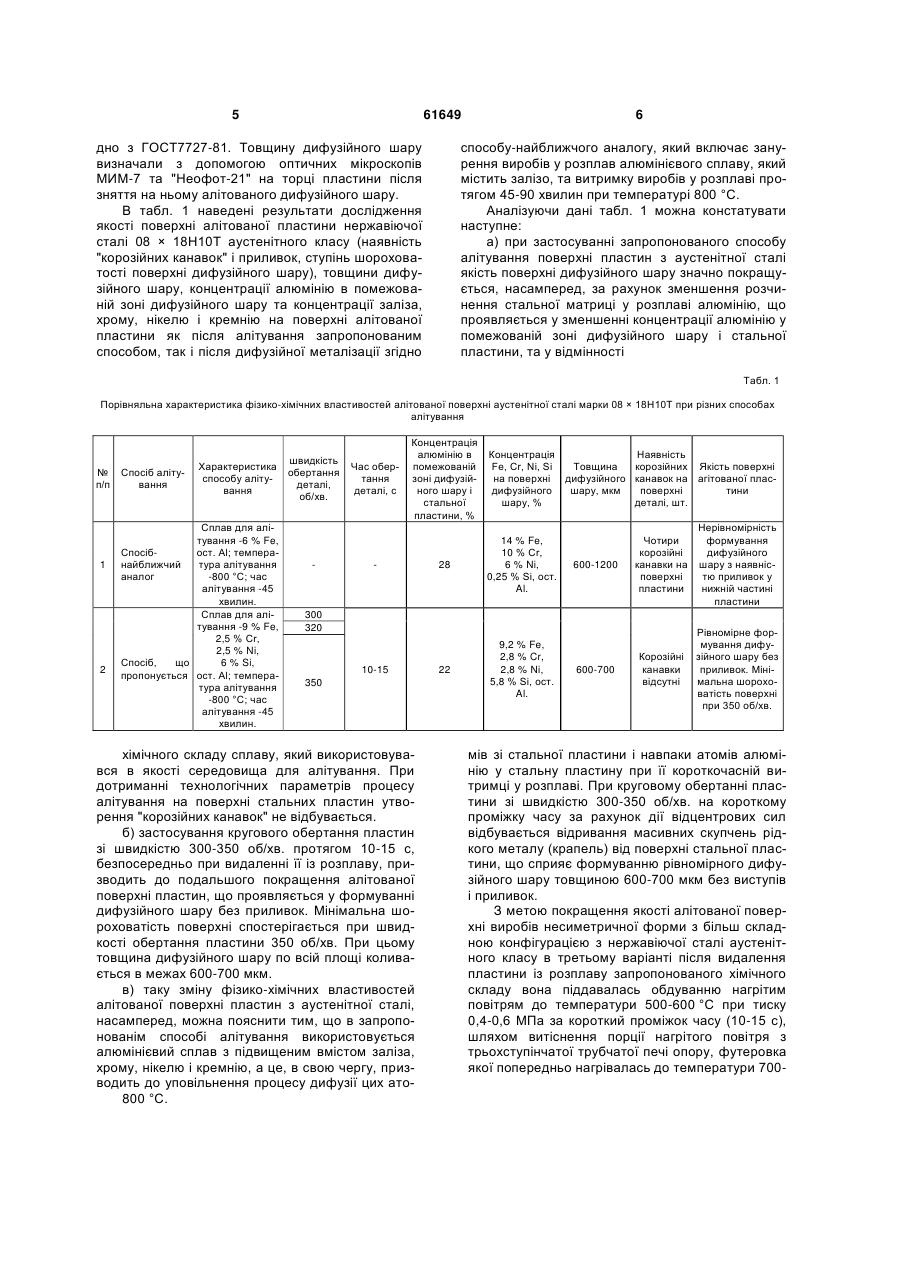
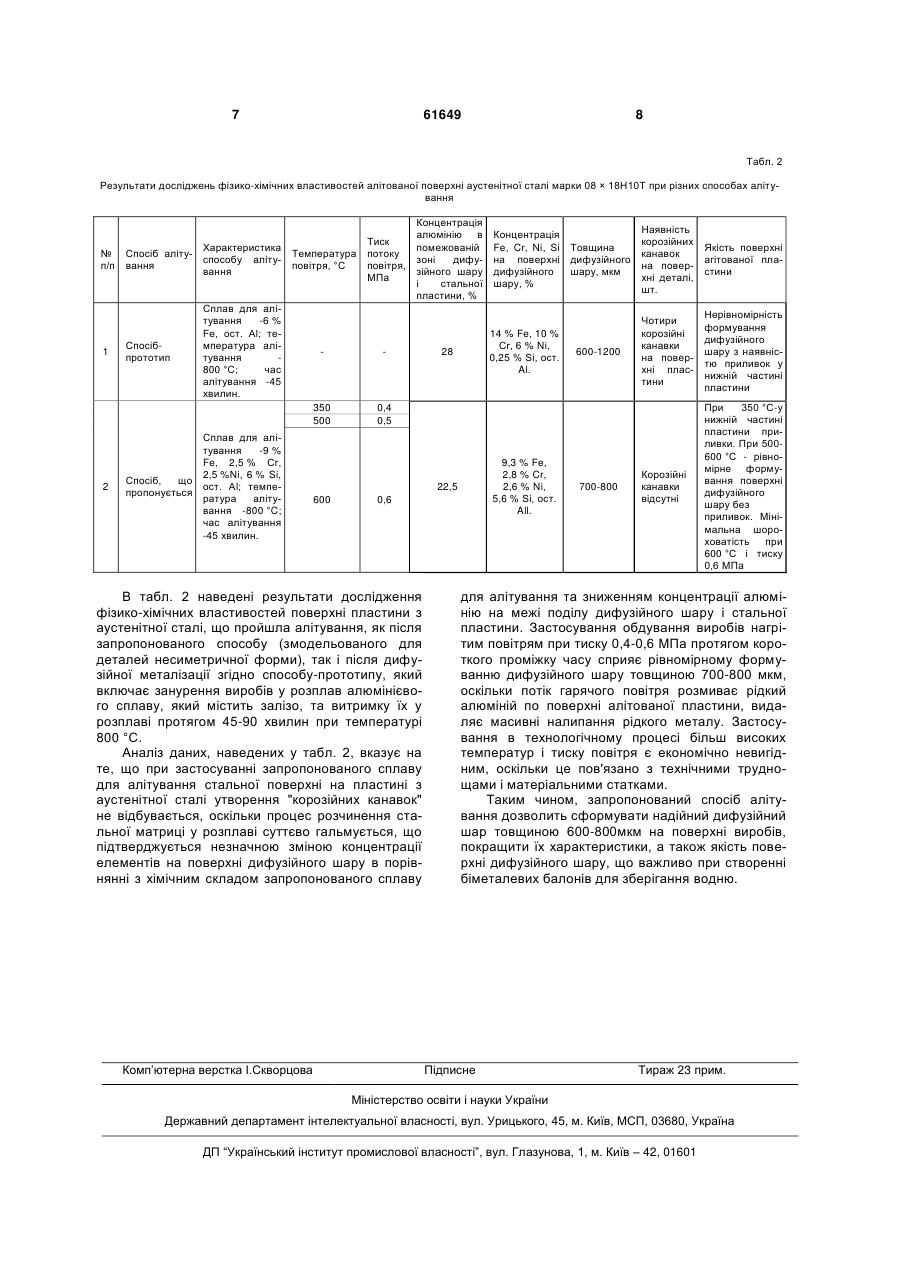
1. Спосіб алітування виробів з аустенітних сталей, що включає занурення виробів у розплав алюмінієвого сплаву, який містить залізо, та витримку виробів у розплаві протягом 45-90 хвилин при температурі 800 С, який відрізняється тим, що після витримки у розплаві вироби виймають з розплаву та миттєво звільняють їх поверхню від 3 містить залізо в кількості 6-8 %, та витримку виробів у розплаві протягом 45-90 хвилин при температурі 700-800 °C, технологічний процес якого описаний в підручниках по матеріалознавству (Лахтин Ю. М., Леонтьева В. П. Материаловедение. М: Машиностроение.-1978.-510с; Дубинин Г. Н. Прогрессивные методы химико-термической обработки. М.: Металлургия.-1964.-325с). Спосіб дозволяє створити на поверхні стальних деталей алітований дифузійний шар товщиною 700-1200 мкм і за рахунок цього підвищити їх зносостійкість і корозійну стійкість, а при підвищених температурах, в результаті утворення захисної суцільної і щільної плівки оксиду алюмінію (Аl2О3), покращити жаростійкість і окалиностійкість нержавіючих сталей. Однак, як показали дослідження, алітування сталей аустенітного класу (08 × 18Н10Т) у розплаві алюмінію при температурі 800 °C з витримкою більше 45 хвилин призводить до інтенсивного розчинення стальних пластин з утворенням на поверхні "корозійних канавок"; а сама поверхня в результаті налипання рідкого алюмінію характеризується значною шороховатістю з наявністю приливок. Тому даний спосіб нераціонально використовувати при алітуванні деталей з аустенітної сталі з метою зниження розчинення стальної матриці і покращення якості алітованої поверхні стальних виробів, особливо з складною геометричною конфігурацією. В основу корисної моделі поставлено задачу розробити спосіб алітування виробів з аустенітних сталей з метою зниження розчинення стальної матриці і підвищення якості алітованої поверхні за рахунок того, що вироби, після витримки їх протягом 45 хвилин при температурі 800 °C у розплаві, який додатково містить 2,2-3,0 % хрому, 2,5-3,0 % нікелю та 4,0-6,0 % кремнію, при вмісті заліза в ньому 6,0-9,0 %, виймають з розплаву і миттєво звільняють їх поверхню від залишків розплаву. Причому звільнення поверхні від залишків алюмінієвого сплаву виробів циліндричної форми проводять їх круговим обертанням зі швидкістю 300350 об/хв. протягом 10-15 с, а звільнення поверхні від залишків алюмінієвого сплаву виробів несиметричної форми проводять обдуванням виробу потоком повітря, нагрітим до температури 500600 °C, під тиском 0,4-0,6 МПа. Поставлена задача вирішується тим, що в способі алітування виробів з аустенітних сталей, який включає занурення виробів у розплав алюмінієвого сплаву, який містить залізо, та витримку виробів у розплаві протягом 45-90 хвилин при температурі 800 °C, новим є те, що після витримки протягом 45 хвилин при температурі 800 °C у розплаві, який додатково містить 2,2-3,0 % хрому, 2,53,0 % нікелю та 4,0-6,0 % кремнію, при вмісті заліза в ньому 6,0-9,0 %, вироби виймають з розплаву та миттєво звільняють їх поверхню від залишків розплаву. Новим є також те, що звільнення поверхні від залишків алюмінієвого сплаву виробів циліндричної форми проводять їх круговим обертанням зі швидкістю 300-350 об/хв. протягом 10-15 с; а звільнення поверхні від залишків алюмінієвого сплаву виробів несиметричної форми проводять 61649 4 обдуванням виробу потоком повітря, нагрітим до температури 500-600 °C, під тиском 0,4-0,6 МПа. Технічний результат досягається за рахунок зменшення розчинення стальної матриці аустенітної сталі у запропонованому розплаві алюмінію, що проявляється у зменшенні концентрації алюмінію у помежованій зоні дифузійного шару і стальної пластини, у відсутності "корозійних канавок", і незначному збільшенні заліза, хрому і нікелю на поверхні алітованого дифузійного шару товщиною 600-800 мкм, що при вмісті в ньому кремнію до 6 % забезпечує надійне з'єднання останнього з алюмінієвим сплавом системи Al-Si-Cu-Mg, що використовується в якості захисної бар'єрної оболонки ємностей зберігання водню. Крім того, застосування для алітованих виробів циліндричної форми після їх видалення із розплаву кругового обертання зі швидкістю 300-350 об/хв. протягом 10-15 с або обдування за вказаний проміжок часу потоком повітря, нагрітим до температури 500-600 °C, під тиском 0,4-0,6 МПа, для алітованих деталей несиметричної форми призводить до рівномірного суцільного формування дифузійного шару без суттєвих виступів і приливок по всьому периметру поверхні стальних виробів. Це, особливо, важливо у випадку нанесення захисної бар'єрної оболонки на алітований дифузійний шар внутрішніх стінок ємностей зберігання газоподібного водню. У корисній моделі, що заявляється, алітування поверхні сталі аустенітного класу проводилось наступним чином. В першому варіанті в електричній печі опору СШОЛ 11,6/12-М3 у керамічному тиглі готовилось 2 кг алюмінієвого сплаву з вмістом заліза 6 % для алітування пластин аустенітної сталі 08 × 18Н10Т. При доведенні температури розплаву до 800 °C стальна пластина опускалась у рідкий метал і підвішувалась на стальній нитці. Після 45-хвилинної витримки вона видалялась з розплаву, охолоджувалась і піддавалась огляду на наявність "корозійних канавок" і приливок на поверхні алітованого дифузійного шару, а також фізико-хімічному аналізу алітованої поверхні щодо концентрації в ній алюмінію, заліза, хрому, нікелю і кремнію та визначенню товщини дифузійного шару. В другому варіанті в електричній печі опору СШОЛ 11,6/12-М3 у керамічному тиглі готовилось 2 кг алюмінієвого сплаву, до складу якого входило 9 % заліза, 2,5 % хрому, 2,5 % нікелю та 6 % кремнію. При досягненні температури розплаву до 800 °C стальна пластина занурювалась у розплав і витримувалась в ньому протягом 45 хвилин. Потім видалялась з розплаву, хвостовик пластини поміщався в патрон дрилі і алітована пластина миттєво піддавалась круговому обертанню зі швидкістю 300-350 об/хв. протягом 10-15 с Після охолодження пластини на повітрі проводився візуальний огляд алітованої поверхні і її фізико-хімічний аналіз подібно першому варіанту. Якість поверхні алітованої пластини з визначенням "корозійних канавок" контролювали візуальним способом при п'ятикратному збільшенні об'єкта дослідження. Концентрацію елементів у дифузійному шарі як у помежованій зоні, так і на поверхні визначали за допомогою системи кількісного емісійного спектрального аналізу МФС-8, згі 5 61649 дно з ГОСТ7727-81. Товщину дифузійного шару визначали з допомогою оптичних мікроскопів МИМ-7 та "Неофот-21" на торці пластини після зняття на ньому алітованого дифузійного шару. В табл. 1 наведені результати дослідження якості поверхні алітованої пластини нержавіючої сталі 08 × 18Н10Т аустенітного класу (наявність "корозійних канавок" і приливок, ступінь шороховатості поверхні дифузійного шару), товщини дифузійного шару, концентрації алюмінію в помежованій зоні дифузійного шару та концентрації заліза, хрому, нікелю і кремнію на поверхні алітованої пластини як після алітування запропонованим способом, так і після дифузійної металізації згідно 6 способу-найближчого аналогу, який включає занурення виробів у розплав алюмінієвого сплаву, який містить залізо, та витримку виробів у розплаві протягом 45-90 хвилин при температурі 800 °C. Аналізуючи дані табл. 1 можна констатувати наступне: а) при застосуванні запропонованого способу алітування поверхні пластин з аустенітної сталі якість поверхні дифузійного шару значно покращується, насамперед, за рахунок зменшення розчинення стальної матриці у розплаві алюмінію, що проявляється у зменшенні концентрації алюмінію у помежованій зоні дифузійного шару і стальної пластини, та у відмінності Табл. 1 Порівняльна характеристика фізико-хімічних властивостей алітованої поверхні аустенітної сталі марки 08 × 18Н10Т при різних способах алітування № п/п 1 2 Спосіб алітування Характеристика способу алітування Сплав для алітування -6 % Fe, Спосібост. Аl; темперанайближчий тура алітування аналог -800 °C; час алітування -45 хвилин. Сплав для алітування -9 % Fe, 2,5 % Сr, 2,5 % Ni, Спосіб, що 6 % Si, пропонується ост. Al; температура алітування -800 °C; час алітування -45 хвилин. швидкість обертання деталі, об/хв. Час обертання деталі, с Концентрація алюмінію в помежованій зоні дифузійного шару і стальної пластини, % Концентрація Наявність Fe, Сr, Ni, Si Товщина корозійних Якість поверхні на поверхні дифузійного канавок на агітованої пласдифузійного шару, мкм поверхні тини шару, % деталі, шт. 28 14 % Fe, 10 % Сr, 6 % Ni, 0,25 % Si, ост. Al. 22 9,2 % Fe, 2,8 % Cr, 2,8 % Ni, 5,8 % Si, ост. Al. 600-1200 Чотири корозійні канавки на поверхні пластини Нерівномірність формування дифузійного шару з наявністю приливок у нижній частині пластини Корозійні канавки відсутні Рівномірне формування дифузійного шару без приливок. Мінімальна шороховатість поверхні при 350 об/хв. 300 320 10-15 350 хімічного складу сплаву, який використовувався в якості середовища для алітування. При дотриманні технологічних параметрів процесу алітування на поверхні стальних пластин утворення "корозійних канавок" не відбувається. б) застосування кругового обертання пластин зі швидкістю 300-350 об/хв. протягом 10-15 с, безпосередньо при видаленні її із розплаву, призводить до подальшого покращення алітованої поверхні пластин, що проявляється у формуванні дифузійного шару без приливок. Мінімальна шороховатість поверхні спостерігається при швидкості обертання пластини 350 об/хв. При цьому товщина дифузійного шару по всій площі коливається в межах 600-700 мкм. в) таку зміну фізико-хімічних властивостей алітованої поверхні пластин з аустенітної сталі, насамперед, можна пояснити тим, що в запропонованім способі алітування використовується алюмінієвий сплав з підвищеним вмістом заліза, хрому, нікелю і кремнію, а це, в свою чергу, призводить до уповільнення процесу дифузії цих ато800 °C. 600-700 мів зі стальної пластини і навпаки атомів алюмінію у стальну пластину при її короткочасній витримці у розплаві. При круговому обертанні пластини зі швидкістю 300-350 об/хв. на короткому проміжку часу за рахунок дії відцентрових сил відбувається відривання масивних скупчень рідкого металу (крапель) від поверхні стальної пластини, що сприяє формуванню рівномірного дифузійного шару товщиною 600-700 мкм без виступів і приливок. З метою покращення якості алітованої поверхні виробів несиметричної форми з більш складною конфігурацією з нержавіючої сталі аустенітного класу в третьому варіанті після видалення пластини із розплаву запропонованого хімічного складу вона піддавалась обдуванню нагрітим повітрям до температури 500-600 °C при тиску 0,4-0,6 МПа за короткий проміжок часу (10-15 с), шляхом витіснення порції нагрітого повітря з трьохступінчатої трубчатої печі опору, футеровка якої попередньо нагрівалась до температури 700 7 61649 8 Табл. 2 Результати досліджень фізико-хімічних властивостей алітованої поверхні аустенітної сталі марки 08 × 18Н10Т при різних способах алітування № п/п 1 Характеристика Спосіб алітуспособу алітування вання Спосібпрототип Концентрація алюмінію в Тиск помежованій Температура потоку зоні дифуповітря, °C повітря, зійного шару МПа і стальної пластини, % Сплав для алітування -6 % Fe, ост. Аl; температура алітування 800 °C; час алітування -45 хвилин. 2 350 500 Сплав для алітування -9 % Fe, 2,5 % Сr, 2,5 %Ni, 6 % Si, Спосіб, що ост. Al; темпепропонується ратура алітування -800 °C; час алітування -45 хвилин. Якість поверхні агітованої пластини Чотири корозійні канавки на поверхні пластини Нерівномірність формування дифузійного шару з наявністю приливок у нижній частині пластини Корозійні канавки відсутні При 350 °C-у нижній частині пластини приливки. При 500600 °C - рівномірне формування поверхні дифузійного шару без приливок. Мінімальна шороховатість при 600 °C і тиску 0,6 МПа 0,4 0,5 9,3 % Fe, 2,8 % Cr, 2,6 % Ni, 5,6 % Si, ост. All. 22,5 600 0,6 В табл. 2 наведені результати дослідження фізико-хімічних властивостей поверхні пластини з аустенітної сталі, що пройшла алітування, як після запропонованого способу (змодельованого для деталей несиметричної форми), так і після дифузійної металізації згідно способу-прототипу, який включає занурення виробів у розплав алюмінієвого сплаву, який містить залізо, та витримку їх у розплаві протягом 45-90 хвилин при температурі 800 °C. Аналіз даних, наведених у табл. 2, вказує на те, що при застосуванні запропонованого сплаву для алітування стальної поверхні на пластині з аустенітної сталі утворення "корозійних канавок" не відбувається, оскільки процес розчинення стальної матриці у розплаві суттєво гальмується, що підтверджується незначною зміною концентрації елементів на поверхні дифузійного шару в порівнянні з хімічним складом запропонованого сплаву Комп’ютерна верстка І.Скворцова Наявність корозійних Товщина канавок дифузійного на повершару, мкм хні деталі, шт. 14 % Fe, 10 % Сr, 6 % Ni, 0,25 % Si, ост. Al. 28 Концентрація Fe, Cr, Ni, Si на поверхні дифузійного шару, % 600-1200 700-800 для алітування та зниженням концентрації алюмінію на межі поділу дифузійного шару і стальної пластини. Застосування обдування виробів нагрітим повітрям при тиску 0,4-0,6 МПа протягом короткого проміжку часу сприяє рівномірному формуванню дифузійного шару товщиною 700-800 мкм, оскільки потік гарячого повітря розмиває рідкий алюміній по поверхні алітованої пластини, видаляє масивні налипання рідкого металу. Застосування в технологічному процесі більш високих температур і тиску повітря є економічно невигідним, оскільки це пов'язано з технічними труднощами і матеріальними статками. Таким чином, запропонований спосіб алітування дозволить сформувати надійний дифузійний шар товщиною 600-800мкм на поверхні виробів, покращити їх характеристики, а також якість поверхні дифузійного шару, що важливо при створенні біметалевих балонів для зберігання водню. Підписне Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of aluminizing products from austenitic steels
Автори англійськоюCherneha Dmytro Fedorovych, Sorochenko Vitalii Fedorovych, Kud Petro Denysovych
Назва патенту російськоюСпособ алитирования изделий из аустенитных сталей
Автори російськоюЧернега Дмитрий Федорович, Сороченко Виталий Федорович, Кудь Петр Денисович
МПК / Мітки
МПК: B22D 19/08, C23C 2/00
Мітки: спосіб, виробів, алітування, аустенітних, сталей
Код посилання
<a href="https://ua.patents.su/4-61649-sposib-alituvannya-virobiv-z-austenitnikh-stalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб алітування виробів з аустенітних сталей</a>
Спосіб одержання заготовок з аустенітних хромонікелевих сталей, стабілізованих титаном
Номер патенту: 57953
Опубліковано: 25.03.2011
Автори: Кузьменко Олександр Юрійович, Логозинський Ігор Миколайович, Панченко Олександр Іванович, Спектор Ігор Федорович, Король Леонід Наумович, Сойников Ігор Федорович, Коваль Анатолій Омел'янович, Сальніков Анатолій Семенович
МПК: C21D 1/02, C21D 1/18, C22B 9/20, C22C 33/04
Мітки: заготовок, титаном, спосіб, одержання, сталей, хромонікелевих, стабілізованих, аустенітних
Формула / Реферат:
1. Спосіб одержання заготовок з аустенітних хромонікелевих сталей, стабілізованих титаном, що включає розплавлення шихти в електродуговій печі з одержанням розплаву, продувку його киснем, наступне доведення розплаву по хімічному складу, розливання його в злитки, термомеханічну обробку злитків з одержанням заготовок, їх наступну термообробку шляхом нагрівання заготовок до температури загартування, витримку протягом часу і охолодження...
Спосіб виготовлення труб з аустенітних корозійностійких сталей і сплавів
Номер патенту: 36004
Опубліковано: 10.10.2008
Автори: Сєвєріна Любов Семенівна, Чекмарьов В'ячеслав Віталійович, Тенета Михайло Володимирович, Сухомлин Георгій Дмитрович, Опришко Людмила Василівна, Дергач Тетяна Олександрівна, Вахрушева Віра Сергіївна, Терещенко Андрій Анатолійович
МПК: C21D 9/08
Мітки: сталей, корозійностійких, спосіб, труб, виготовлення, сплавів, аустенітних
Формула / Реферат:
Спосіб виготовлення труб з аустенітних корозійностійких сталей і сплавів, що включає багаторазову холодну або теплу прокатку з термічними обробками на проміжних і готовому розмірах і наступне виправлення, який відрізняється тим, що після виправлення труби готового розміру піддають додатковій термічній обробці при температурі t=850-1120 °С і витримці τ, що визначається з рівняння:τ=(1130-t) х К,де К=(1÷1,2) х...
Спосіб виготовлення труб з аустенітних корозійностійких сталей
Номер патенту: 35523
Опубліковано: 25.09.2008
Автори: Шепель Григорій Григорович, Чекмарьов В'ячеслав Віталійович, Дергач Тетяна Олександрівна, Тенета Михайло Володимирович, Вахрушева Віра Сергіївна, Сєвєріна Любов Семенівна, Лютик Віталій Ярославович, Терещенко Андрій Анатолійович, Красюк Андрій Володимирович, Сухомлин Георгій Дмитрович
МПК: C21D 9/08
Мітки: виготовлення, корозійностійких, труб, спосіб, сталей, аустенітних
Формула / Реферат:
Спосіб виготовлення труб з аустенітних корозійностійких сталей, що включає багаторазову холодну прокатку з термічними обробками на проміжних і готових розмірах, який відрізняється тим, що термічну обробку на готовому розмірі здійснюють при температурі 1160-1230 °С і витримці, що забезпечує утворення мікроструктури з кількістю великокутових спеціальних низькоенергетичних границь зерен типу
Спосіб алітування жароміцного сплаву з високим вмістом ренію
Номер патенту: 46752
Опубліковано: 17.06.2002
Автор: УІНГ Родні Джорж
МПК: C23C 10/50, C23C 2/04, C23C 10/58, C23C 10/48
Мітки: сплаву, вмістом, алітування, високим, спосіб, жароміцного, ренію
Формула / Реферат:
1. Спосіб алітування жароміцного сплаву з високим вмістом ренію, який відрізняється тим, що включає етап модифікування поверхні жароміцного сплаву з високим вмістом ренію шляхом нанесення шару хрому або кобальту на цю поверхню та її термообробку для забезпечення дифундування хрому або кобальту на цю поверхню для зниження вмісту ренію в ній, та включають етап алітування жароміцного сплаву з високим вмістом ренію з утворенням алюмінідного...
Спосіб і установка для виготовлення гарячекатаної стрічки з аустенітних нержавіючих сталей
Номер патенту: 78281
Опубліковано: 15.03.2007
Автори: Альбеділ Манфред, Шустер Інго
МПК: B21B 1/46, C21D 8/02, B21B 1/26
Мітки: виготовлення, аустенітних, сталей, нержавіючих, спосіб, гарячекатаної, стрічки, установка
Формула / Реферат:
1. Спосіб виготовлення гарячекатаної стрічки з аустенітних нержавіючих сталей, причому на першому етапі литу заготовку (6) піддають процесу прокатки у прокатному стані з чистовою лінією, а на другому етапі здійснюють термообробку для запобігання схильності до корозії, зокрема міжкристалітної корозії внаслідок виділення карбідів хрому, який відрізняється тим, що для встановлення кінцевої температури прокатки (Twe) встановлюють вхідну...
Попередній патент: Спосіб визначення величини впливу спотворюючих факторів аналогової радіорелейної лінії на параметри цифрового потоку, що передається по ррл при комбінованій модуляції
Наступний патент: Пристрій для аеробного біологічного очищення стічних вод
Випадковий патент: Пристрій для вимірювання втрат розгалужувача