Стан для виробництва тонкої гарячекатаної смуги
Номер патенту: 6168
Опубліковано: 15.04.2005
Автори: Стеч Володимир Станіславович, Єлецьких Володимир Іванович, Барабаш Андрій Володимирович

Формула / Реферат
1. Стан для виробництва тонкої гарячекатаної смуги, що включає чорнову реверсивну кліть, чистову прокатну групу, моталки в печах, одна з яких установлена перед чистовою прокатною групою, а інша - за нею, який відрізняється тим, що обладнаний системою охолодження смуги, встановленою в проміжку між чорновою реверсивною кліттю і моталкою в печі перед чистовою прокатною групою.
2. Стан за п. 1, який відрізняється тим, що чистова прокатна група містить одну і більше клітей кварто.
Текст
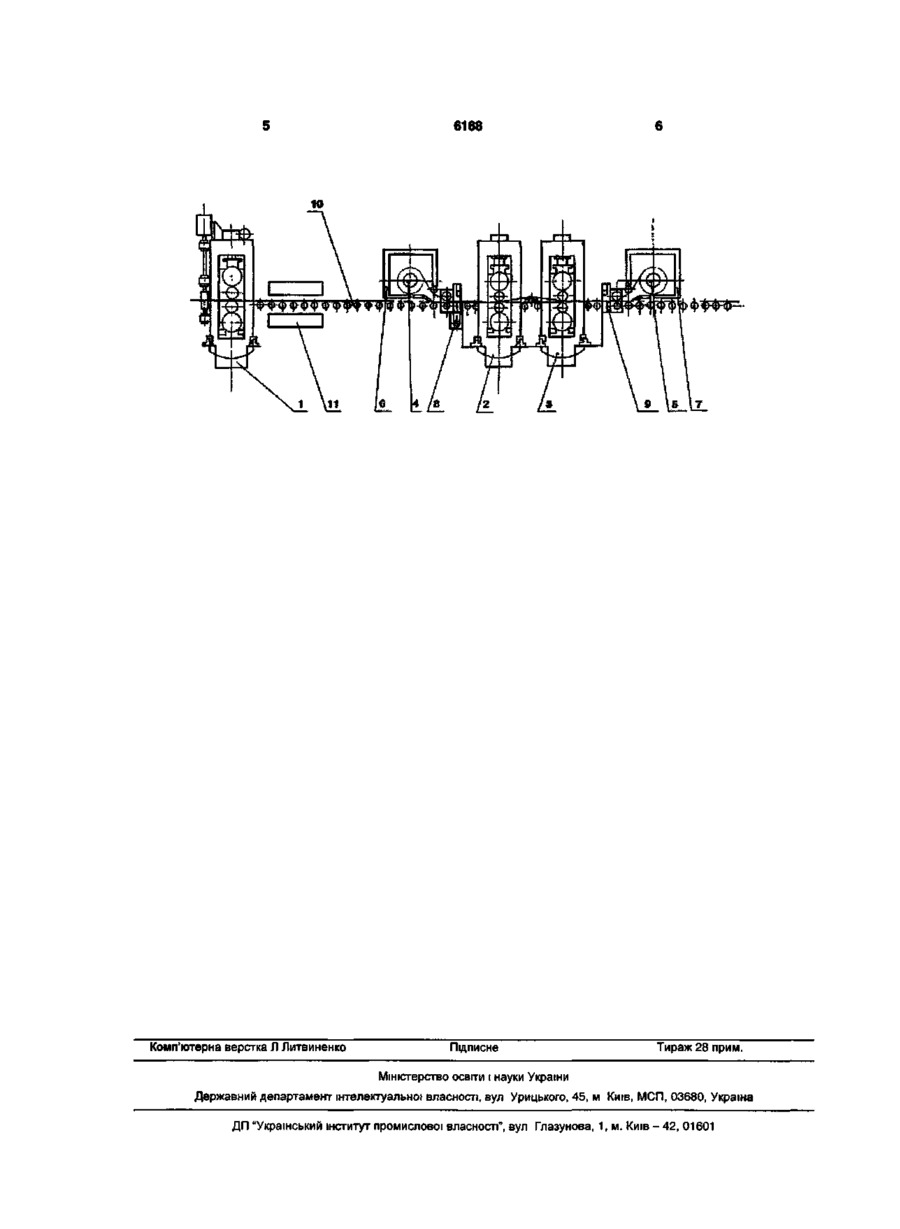
1. Стан для виробництва тонкої гарячекатаної смуги, що включає чорнову реверсивну кліть, чис тову прокатну групу, моталки в печах, одна з яких установлена перед чистовою прокатною групою, а інша - за нею, який відрізняється тим, що обладнаний системою охолодження смуги, встановленою в проміжку між чорновою реверсивною кліттю і моталкою в печі перед чистовою прокатною групою. 2. Стан за п.1, який відрізняється тим, що чистова прокатна група містить одну і більше клітей кварто. Корисна модель відноситься до області металургійного машинобудування, а саме, до реверсивних станів гарячої прокатки смуги, які застосовуються у прокатних цехах металургійних заводів для виробництва тонкої гарячекатаної смуги, у тому числі з трубних марок сталей. Відомий реверсивний стан [патент США №5647236 МКИ В21В1/34], який містить одну або дві реверсивні прокатні кліті, дві моталки в печах, розташовані перед і за реверсивними прокатними клітями. Стан призначений для реверсивної прокатки сляба вихідною товщиною 75-100мм, отриманого на машині безперервного лиття заготовок, у тонку гарячекатану смугуПри цьому в останніх чистових проходах смуга товщиною менш 22-25мм змотується на моталки в печах для збереження температури прокатки, особливо при прокатці важкодеформуємих сталей або при прокатці смуги товщиною 2мм і менш. До недоліків описуваного стану варто віднести обмеження його технологічних можливостей через переважне використання для прокатки слябів, отриманих у тонкослябових машинах безперервного лиття заготовок. Як прототип обраний трьохклітьовий реверсивний стан [заявка №2002031961 від 12.03.02, Україна], що містить: - одну реверсивну чорнову кліть; - чистову реверсивну прокатну групу, що складається з двох прокатних клітей; - дві моталки в печах, розташовані перед і за чистовою прокатною групою. У цьому стані на відміну від стану-аналога чорнову і чистову прокатку ведуть роздільно в чорновій і чистовій групах стану, і тільки на останньому чорновому проході чорнову і чистову прокатку ведуть одночасно. Далі продовжується тільки чистова прокатка зі змотуванням смуги на моталки в печах. Стан дозволяє вести прокатку зі слябів товщиною 250-ЗООмм, і одержувати смугу товщиною 1мм і менш при збереженні температури прокатки за рахунок змотування смуги на моталки в печах. Основний недолік стану по прототипу - неможливість прокатки смуги зі сталей, у яких температура чорнової прокатки значно вище температури чистової прокатки (наприклад, деякі марки трубних сталей). В основу корисної моделі поставлена задача розширення технологічних можливостей стану в частині розширення марочного складу листів, що прокочуються, а також одержання продукції більш високої споживчої якості з відомих марок сталей. Ця задача вирішена за рахунок технічного результату, який складається з забезпечення регульованого зниження температури смуги в проміжку між чорновою кліттю і чистовою прокатною групою. Для досягнення вищевказаного результату стан для виробництва тонкої гарячекатаної смуги, що включає чорнову реверсивну кліть, чистову прокатну групу, моталки в печах, одна з яких уста ео 00 CD (О О) 6168 новлена перед чистовою прокатною групою, а інша - за нею, відповідно до корисної моделі, обладнаний системою охолодження смуги, встановленої в проміжку між чорновою реверсивною кліттю і моталкою в печі перед чистовою прокатною групою. Відповідно до корисної моделі, чистова прокатна група містить одну і більш клітей кварто. У результаті порівняльного аналізу пропонованого рішення з прототипом установлено, що вони мають наступні загальні ознаки: - чорнову реверсивну кліть; - чистову прокатну групу; - моталки в печах, одна з яких установлена перед чистовою прокатною групою, інша - за нею; а також відмінні ознаки: - систему охолодження смуги, встановлену в проміжку між чорновою реверсивною кліттю і моталкою в печі перед чистовою прокатною групою; - чистова прокатна група містить одну і більш клітей кварто. У такий спосіб запропонований стан має нові складові частини, нову схему розташування цих частин. Між відмінними ознаками і технічним результатом, що досягається, існує причиннонаслідковий зв'язок. Завдяки тому, що стан обладнаний системою охолодження смуги, встановленою в проміжку між чорновою реверсивною кліттю і моталкою в печі перед чистовою прокатною групою стало можливим здійснювати регульоване зниження температури смуги перед чистовою прокаткою, що особливо важливо при прокатці трубних марок сталей. Особливість прокатки таких сталей полягає в тому, що чорнова прокатка ведеться в температурному діапазоні на 100-150°С вище, ніж чистова. При безперервній чорновій і чистовій прокатці в останньому чорновому проході створити температуру смуги до заданою технологією прокатки в чистовій прокатній групі параметрів можливо тільки за рахунок установки системи охолодження смуги. Завдяки тому, що чистова прокатна група містить одну і більш клітей кварто стало можливим одержувати необхідні ступені обтиснення за один прохід через чистову прокатну групу. Усе вищевказане привело до розширення технологічних можливостей стану в частині розширень марочного складу листів, що прокочуються, і поліпшення споживчих якостей листів з відомих марок сталей. Виключення з вищевказаної сукупності відмінних ознак хоча б одної не забезпечує досягнення технічного результату. Технічне рішення, що заявляється, не відомо з рівня техніки і тому воно є новим. Корисна модель, що заявляється, промислово застосовна, тому що її технологічне і технічне виконання не завдає труднощів. По цьому рішенню виконаний ескізний проект стану 1500 для Виксунського металургійного заводу (м. Викса, Росія). Таким чином, корисній моделі, що заявляється, може надаватися правова охорона, тому що вона є новою і промислово застосовна, тобто відповідає всім критеріям корисної моделі. Корисна модель пояснюється кресленням, на якому зображене: - розташування устаткування стану для виробництва тонкої гарячекатаної смуги, вид збоку. Стан складається з чорнової реверсивної кліті кварто 1, чистової прокатної групи, яка складається, у даному прикладі, із двох клітей кварто 2, 3; двох моталок 4, 5, розташованих у печах 6, 7, двох відрізних ножиців 8, 9, розташованих між моталками і чистовими клітями, транспортних рольгангів 10, камери системи охолодження смуги 11. Стан працює таким чином. Нагрітий до прокатної температури сляб (1200-1250°С) подається в чорнову кліть 1, де за 3-5 проходів прокочується в проміжну смугу, у розглянутому випадку товщиною 40мм. При цьому смуга проходить через відключену камеру системи охолодження. Тому що відстань між чорновою кліттю 1 і чистовою групою (кліті 2, 3) менше довжини підкату, отриманого в останньому чорновому проході, то останній чорновий пропуск здійснюється одночасно з чистовим пропуском у клітях 2, 3. Перед тим як потрапити у чистові кліті смуги проходять через включену камеру системи охолодження 11, у якій, у залежності від технології прокатки, її температура знижується на 50-И50°С. Чистова прокатка здійснюється так. Перед подачею смуги в чистові кліті 2, 3 її передній кінець відрізається на ходу на ножицях 8. Після першого чистового пропуску (прохід через кліті 2, 3) смуга товщиною 7,5...10мм змотується на моталку 5. При цьому температура печі 7 моталки 5 відповідає необхідній температурі прокатки, що дозволяє від пропуску до пропуску зберігати температуру смуги в необхідному діапазоні. Прокатана в чистових клітях 2, 3 смуга після першого пропуску зупиняється перед моталкою 5 у зоні ножиців 9, де здійснюється відрізка заднього кінця смуги. Далі відбувається реверс смуги і другий пропуск через кліті 2, 3. При цьому одночасно з розмотуванням смуги з моталки 5 здійснюється її змотування на моталку 4, у печі 6 якої підтримується також задана технологією прокатки температура. Прокатана в другому проході смуга зупиняється перед моталкою 4 у зоні дії ножиців 8, де здійснюється відрізка заднього кінця смуги. Цикли прокатки повторюються до одержання смугою необхідної товщини. Далі смуга по транспортних рольгангах 10 передається в збиральну групу стану (не показана). Для збільшення продуктивності стану останні проходи чистової прокатки можуть сполучатися з початком прокатки наступного сляба в чорновій кліті. З усього вищесказаного видно, що пропонований стан має більш широкі технологічні можливості в порівнянні з прототипом, тому що встановлена в стані система охолодження дозволяє забезпечити задані температурні діапазони режимів прокатки для широкого спектра сталей, у тому числі трубних марок. 6168 Комп'ютерна верстка Л Литвиненко Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул Урицького, 45, м Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул Глазунова, 1, м. Київ - 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMill for production of hot-rolled strip
Автори англійськоюStech Volodymyr Stanislavovych, Barabash Andrii Volodymyrovych, Yeletskykh Volodymyr Ivanovych
Назва патенту російськоюСтан для производства тонкой горячекатаной полосы
Автори російськоюСтеч Владимир Станиславович, Барабаш Андрей Владимирович, Елецких Владимир Иванович
МПК / Мітки
МПК: B21B 1/30
Мітки: гарячекатаної, тонкої, стан, виробництва, смуги
Код посилання
<a href="https://ua.patents.su/4-6168-stan-dlya-virobnictva-tonko-garyachekatano-smugi.html" target="_blank" rel="follow" title="База патентів України">Стан для виробництва тонкої гарячекатаної смуги</a>
Спосіб гарячої прокатки тонкої смуги і міні-стан для його здійснення
Номер патенту: 69483
Опубліковано: 15.09.2004
Автори: Єлецьких Володимир Іванович, Барабаш Андрій Володимирович, Білобров Юрій Миколайович, Леонідов-Канєвський Євген Володимирович, Остапенко Арнольд Леонтійович, Стеч Володимир Станіславович
МПК: B21B 41/00, B21B 1/30, B21B 1/46
Мітки: прокатки, здійснення, міні-стан, гарячої, тонкої, смуги, спосіб
Формула / Реферат:
1. Спосіб гарячої прокатки тонкої смуги, що включає реверсивну прокатку сляба в чорновій кліті до проміжної товщини, передачу смуги проміжної товщини в чистову двоклітьову прокатну групу при одночасному виконанні останнього прокатного пропуску в чорновій кліті і першого чистового пропуску в двоклітьовій прокатній групі, реверсивну чистову прокатку смуги в чистовій двоклітьовій прокатній групі до кінцевої товщини зі змотуванням-розмотуванням...
Спосіб гарячої прокатки тонкої штаби і стан для його здійснення

Номер патенту: 72015
Опубліковано: 17.01.2005
Автори: Єлецьких Володимир Іванович, Барабаш Андрій Володимирович, Білобров Юрій Миколайович, Стеч Володимир Станіславович
МПК: B21B 1/30
Мітки: спосіб, гарячої, здійснення, тонкої, стан, прокатки, штаби
Формула / Реферат:
1. Спосіб гарячої прокатки тонкої штаби, який включає реверсивну чорнову прокатку сляба в чорновій кліті до проміжної товщини, передачу штаби проміжної товщини в чистову прокатну групу, що складається з однієї і більше прокатних клітей, реверсивну чистову прокатку штаби в чистовій прокатній групі до кінцевої товщини зі змотуванням - розмотуванням штаби проміжної товщини на моталки в печах, встановлені перед і за чистовою прокатною групою,...
Спосіб і пристрій для виробництва високоміцної сталевої смуги
Номер патенту: 63983
Опубліковано: 16.02.2004
Автори: Хогендорн Томас Мартінус, Бодін Андре
МПК: C21D 8/02, C21D 1/18, B21B 1/46, B21B 1/26
Мітки: пристрій, високоміцної, спосіб, смуги, виробництва, сталевої
Формула / Реферат:
1. Спосіб виробництва високоміцної сталевої смуги, в якому рідку сталь виливають щонайменше на одній ливарній машині безперервної дії (1) з однією або декількома нитками для отримання сляба, який при використанні тепла лиття транспортують через пічний пристрій (7), піддають попередній прокатці в пристрої попередньої прокатки (10) і потім піддають прокатці в пристрої остаточної прокатки (14) для отримання сталевої смуги з бажаною кінцевою...
Спосіб і пристрій для виробництва сталевої смуги, прокатаної в феритній області
Номер патенту: 63982
Опубліковано: 16.02.2004
Автор: Бодін Андре
Мітки: пристрій, області, смуги, феритній, спосіб, сталевої, виробництва, прокатаної
Формула / Реферат:
1. Спосіб виробництва сталевої смуги, прокатаної в феритній області, за яким рідку сталь відливають на ливарній машині безперервної дії (1) з утворенням сляба, який при використанні тепла лиття транспортують через пічний пристрій (7), піддають попередній прокатці в пристрої попередньої прокатки (10) і потім піддають прокатці в пристрої остаточної прокатки (14) для отримання феритної сталевої смуги з бажаною кінцевою товщиною, який...
Спосіб виготовлення тонкої смуги з нержавіючої сталі
Номер патенту: 63941
Опубліковано: 16.02.2004
Автори: Мазюрьє Фредерік, Гратако Паскаль, Шассань Франсі
МПК: C22C 38/50, B22D 11/12, C22C 38/40, B22D 11/06, B21B 1/26, B21B 1/46, B21B 3/02
Мітки: сталі, нержавіючої, смуги, тонкої, виготовлення, спосіб
Формула / Реферат:
1. Спосіб виготовлення тонкої смуги з нержавіючої сталі шляхом безпосереднього ствердіння рідкої сталі у вигляді смуги з товщиною, меншою або рівною 8 мм, в розливному пристрої, з двома стінками, які переміщуються і охолоджуються, і гарячої прокатки цієї смуги, ствердіння якої значною мірою завершується після того, як смуга залишає вищеназвані стінки, який відрізняється тим, що гарячу прокатку здійснюють на прокатному стані, робочі валки...
Попередній патент: Гідротехнічне огороджувальне спорудження, що будують у водоймі
Наступний патент: Спосіб виробництва ординарного міцного рожевого вина “портвейн “партенітська долина”
Випадковий патент: Закупорювальний пристрій для пляшки