Спосіб вмикання кривошипної машини на робочий хід
Формула / Реферат
Винахід відноситься до галузі обробки металів тиском, а саме до ковальсько-пресового машинобудування, і може бути застосований в кривошипних машинах, які використовуються в штампувальному виробництві: кривошипних пресах, горизонтально-кувальних машинах, ковальсько-штампувальних автоматах, кривошипних ножицях, спеціалізованих вирубних пресах з коловим шатуном, радіально-обтискних машинах та інше.
Широко відомий спосіб вмикання кривошипних машин на робочий хід за допомогою фрикційних муфт вмикання, які з'єднують привод з виконавчим механізмом і забезпечують пуск та відключення останнього після завершення повного робочого циклу [1].
До недоліків відомого способу вмикання відносяться складність конструкції, значні габаритні розміри й висока вартість фрикційних муфт вмикання, великі втрати енергії на тертя та розгін ведених частин кривошипної машини, швидке нагрівання й підвищене спрацювання фрикційних елементів, пилоподібні продукти зношення яких попадають в повітря і є екологічно небезпечними для цехового персоналу [2].
За прототип прийнято спосіб вмикання кривошипної машини на робочий хід за допомогою механічної безмуфтової системи вмикання, в якій використовують складений шатун, поділений на дві з'єднані послідовно шарнірні ланки. Коли ці ланки утримують стопорним пристроєм у випрямленому положенні, то виконавчий механізм здійснює робочий хід. Якщо ланки не утримують, то шатун складається і рух виконавчому механізму не передається, а повзун підтримують в нерухомому стані пневматичним урівноважувачем [3].
Недоліками прототипу є недостатня надійність відомого способу внаслідок низької жорсткості та принципової недосконалості даної системи вмикання [4].
Характер удосконалення способу, як виходить із формули винаходу, полягає у виборі величини ексцентриситету ексцентрикової втулки рівною радіусу кривошипа, її розміщенні на шатунній шийці головного вала і фіксації від провертання шляхом з'єднання з шатуном для здійснення робочого ходу виконавчого механізму, або звільненні від фіксації й провертанні усередині великої головки шатуна разом з головним валом в напрямку його безперервного обертання шляхом з'єднання з останнім при нерухомому виконавчому механізмі кривошипної машини. Сполука ознак, що пропонується в формулі винаходу, забезпечує отримання нового, невідомого раніше ефекту у вигляді підвищення надійності роботи та точності штампування завдяки збільшенню жорсткості, спрощенню будови і зменшенню вартості системи вмикання.
Таким чином, відомий спосіб вмикання не забезпечує достатньої надійності вмикання й вимикання робочого ходу виконавчого механізму кривошипної машини і високої точності штампування внаслідок низької жорсткості та складності конструкції відомої системи вмикання із складеним шатуном.
В основу винаходу поставлено задачу підвищення надійності роботи і точності штампування за рахунок спрощення будови, збільшення жорсткості та зменшення вартості системи вмикання кривошипної машини.
Поставлена задача досягається тим, що у відомому способі вмикання кривошипної машини на робочий хід за допомогою механічної безмуфтової системи вмикання, вмикальний елемент виконують у вигляді ексцентрикової втулки, величину ексцентриситету якої приймають рівною радіусу кривошипа, розміщують на шатунній шийці головного вала і фіксують від провертання шляхом з'єднання з шатуном для здійснення робочого ходу виконавчого механізму або звільняють від фіксації й провертають усередині шатуна разом з головним валом в напрямку його безперервного обертання при нерухомому виконавчому механізмі кривошипної машини.
Технічним результатом винаходу є підвищення надійності роботи й точності штампування за рахунок спрощення будови, збільшення жорсткості та зменшення вартості системи вмикання.
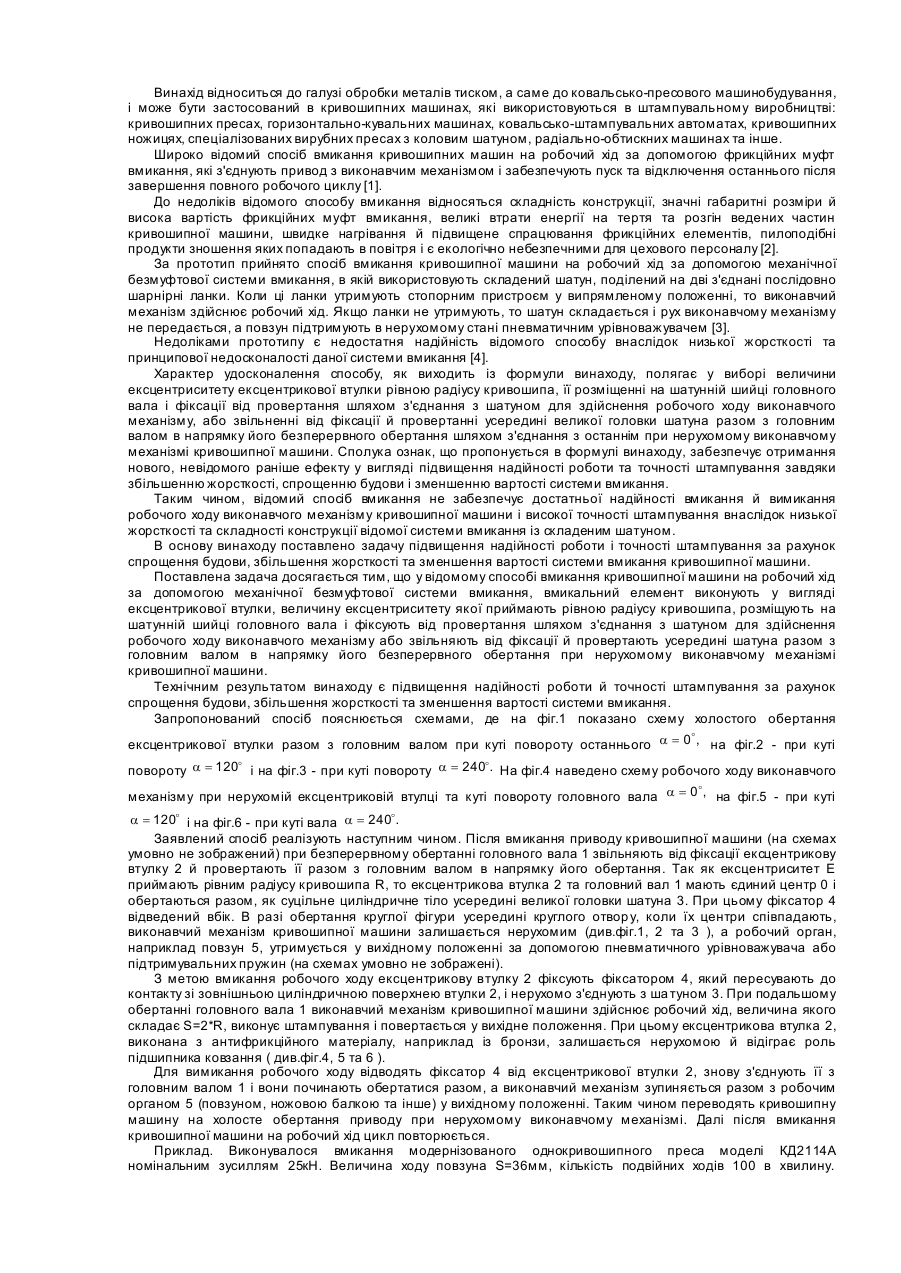
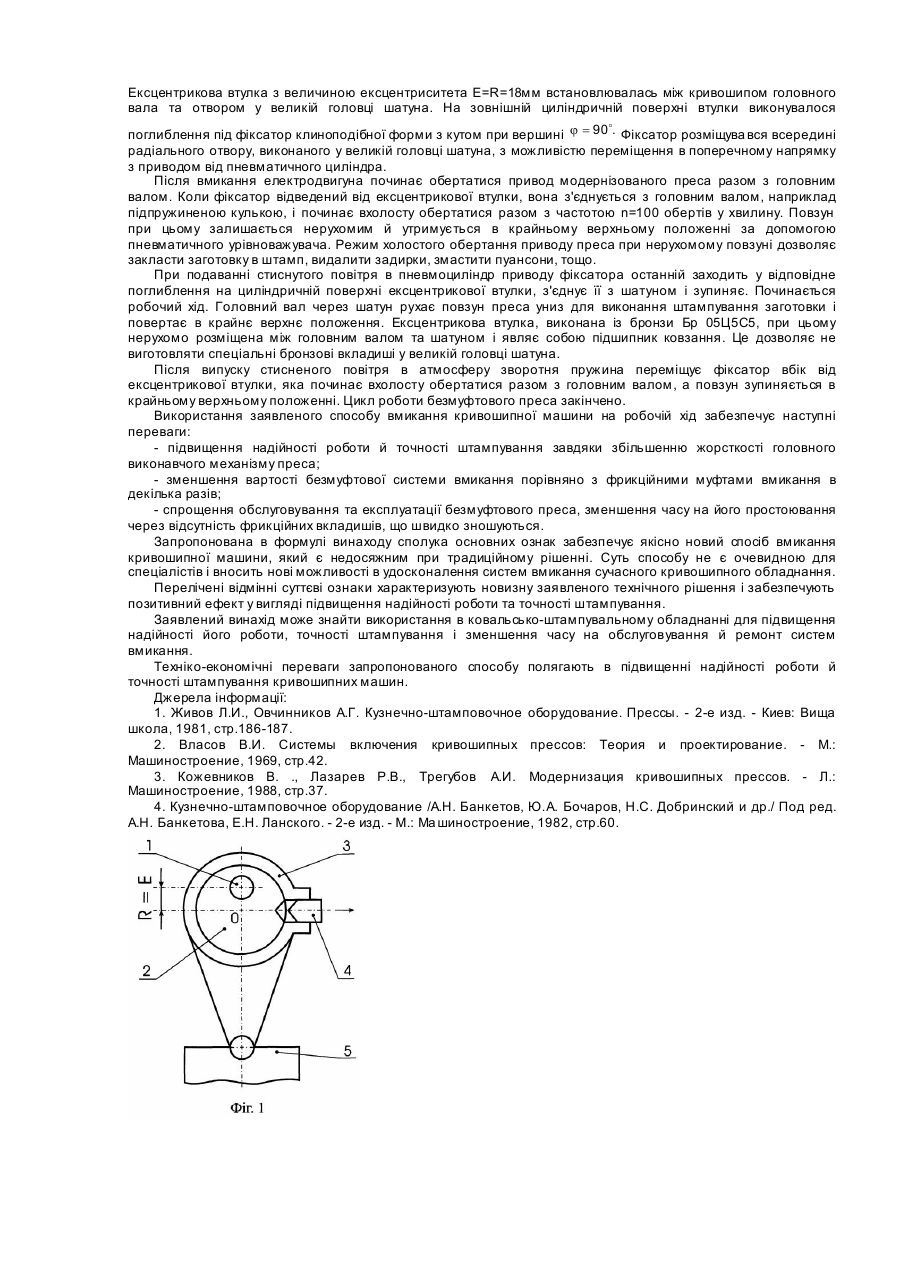
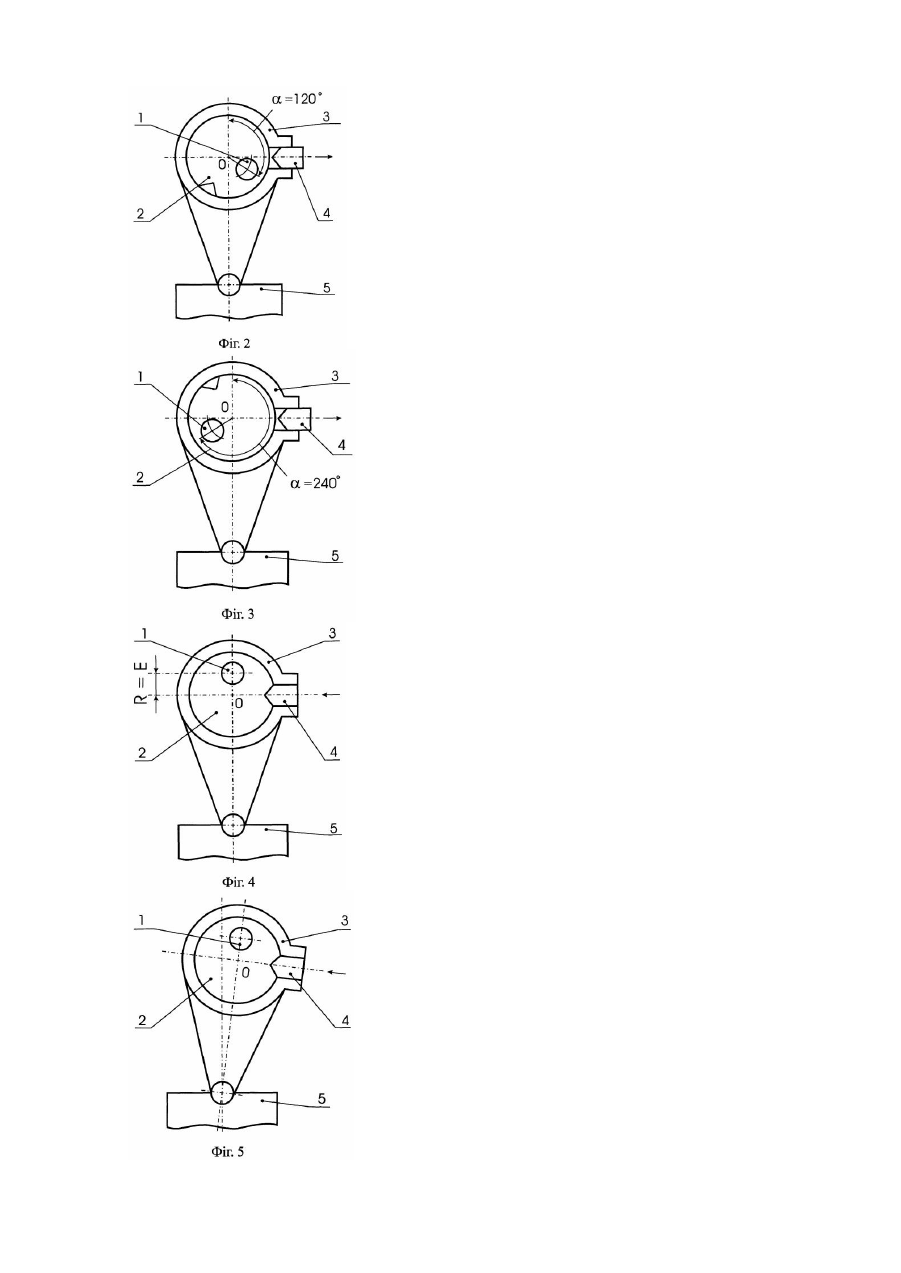
Запропонований спосіб пояснюється схемами, де на фіг.1 показано схему холостого обертання ексцентрикової втулки разом з головним валом при куті повороту останнього на фіг.2 - при куті повороту і на фіг.3 - при куті повороту На фіг.4 наведено схему робочого ходу виконавчого механізму при нерухомій ексцентриковій втулці та куті повороту головного вала на фіг.5 - при куті і на фіг.6 - при куті вала
Заявлений спосіб реалізують наступним чином. Після вмикання приводу кривошипної машини (на схемах умовно не зображений) при безперервному обертанні головного вала 1 звільняють від фіксації ексцентрикову втулку 2 й провертають її разом з головним валом в напрямку його обертання. Так як ексцентриситет Е приймають рівним радіусу кривошипа R, то ексцентрикова втулка 2 та головний вал 1 мають єдиний центр 0 і обертаються разом, як суцільне циліндричне тіло усередині великої головки шатуна 3. При цьому фіксатор 4 відведений вбік. В разі обертання круглої фігури усередині круглого отвору, коли їх центри співпадають, виконавчий механізм кривошипної машини залишається нерухомим (див.фіг.1, 2 та 3 ), а робочий орган, наприклад повзун 5, утримується у вихідному положенні за допомогою пневматичного урівноважувача або підтримувальних пружин (на схемах умовно не зображені).
З метою вмикання робочого ходу ексцентрикову втулку 2 фіксують фіксатором 4, який пересувають до контакту зі зовнішньою циліндричною поверхнею втулки 2, і нерухомо з'єднують з шатуном 3. При подальшому обертанні головного вала 1 виконавчий механізм кривошипної машини здійснює робочий хід, величина якого складає S=2*R, виконує штампування і повертається у вихідне положення. При цьому ексцентрикова втулка 2, виконана з антифрикційного матеріалу, наприклад із бронзи, залишається нерухомою й відіграє роль підшипника ковзання ( див.фіг.4, 5 та 6 ).
Для вимикання робочого ходу відводять фіксатор 4 від ексцентрикової втулки 2, знову з'єднують її з головним валом 1 і вони починають обертатися разом, а виконавчий механізм зупиняється разом з робочим органом 5 (повзуном, ножовою балкою та інше) у вихідному положенні. Таким чином переводять кривошипну машину на холосте обертання приводу при нерухомому виконавчому механізмі. Далі після вмикання кривошипної машини на робочий хід цикл повторюється.
Приклад. Виконувалося вмикання модернізованого однокривошипного преса моделі КД2114А номінальним зусиллям 25кН. Величина ходу повзуна S=36мм, кількість подвійних ходів 100 в хвилину. Ексцентрикова втулка з величиною ексцентриситета Е=R=18мм встановлювалась між кривошипом головного вала та отвором у великій головці шатуна. На зовнішній циліндричній поверхні втулки виконувалося поглиблення під фіксатор клиноподібної форми з кутом при вершині Фіксатор розміщувався всередині радіального отвору, виконаного у великій головці шатуна, з можливістю переміщення в поперечному напрямку з приводом від пневматичного циліндра.
Після вмикання електродвигуна починає обертатися привод модернізованого преса разом з головним валом. Коли фіксатор відведений від ексцентрикової втулки, вона з'єднується з головним валом, наприклад підпружиненою кулькою, і починає вхолосту обертатися разом з частотою n=100 обертів у хвилину. Повзун при цьому залишається нерухомим й утримується в крайньому верхньому положенні за допомогою пневматичного урівноважувача. Режим холостого обертання приводу преса при нерухомому повзуні дозволяє закласти заготовку в штамп, видалити задирки, змастити пуансони, тощо.
При подаванні стиснутого повітря в пневмоциліндр приводу фіксатора останній заходить у відповідне поглиблення на циліндричній поверхні ексцентрикової втулки, з'єднує її з шатуном і зупиняє. Починається робочий хід. Головний вал через шатун рухає повзун преса униз для виконання штампування заготовки і повертає в крайнє верхнє положення. Ексцентрикова втулка, виконана із бронзи Бр 05Ц5С5, при цьому нерухомо розміщена між головним валом та шатуном і являє собою підшипник ковзання. Це дозволяє не виготовляти спеціальні бронзові вкладиші у великій головці шатуна.
Після випуску стисненого повітря в атмосферузворотня пружина переміщує фіксатор вбік від ексцентрикової втулки, яка починає вхолосту обертатися разом з головним валом, а повзун зупиняється в крайньому верхньому положенні. Цикл роботи безмуфтового преса закінчено.
Використання заявленого способу вмикання кривошипної машини на робочій хід забезпечує наступні переваги:
- підвищення надійності роботи й точності штампування завдяки збільшенню жорсткості головного виконавчого механізму преса;
- зменшення вартості безмуфтової системи вмикання порівняно з фрикційними муфтами вмикання в декілька разів;
- спрощення обслуговування та експлуатації безмуфтового преса, зменшення часу на його простоювання через відсутність фрикційних вкладишів, що швидко зношуються.
Запропонована в формулі винаходу сполука основних ознак забезпечує якісно новий спосіб вмикання кривошипної машини, який є недосяжним при традиційному рішенні. Суть способу не є очевидною для спеціалістів і вносить нові можливості в удосконалення систем вмикання сучасного кривошипного обладнання.
Перелічені відмінні суттєві ознаки характеризують новизну заявленого технічного рішення і забезпечують позитивний ефект у вигляді підвищення надійності роботи та точності штампування.
Заявлений винахід може знайти використання в ковальсько-штампувальному обладнанні для підвищення надійності його роботи, точності штампування і зменшення часу на обслуговування й ремонт систем вмикання.
Техніко-економічні переваги запропонованого способу полягають в підвищенні надійності роботи й точності штампування кривошипних машин.
Джерела інформації:
1. Живов Л.И., Овчинников А.Г. Кузнечно-штамповочное оборудование. Прессы. - 2-е изд. - Киев: Вища школа, 1981, стр.186-187.
2. Власов В.И. Системы включения кривошипных прессов: Теория и проектирование. - М.: Машиностроение, 1969, стр.42.
3. Кожевников В. ., Лазарев Р.В., Трегубов А.И. Модернизация кривошипных прессов. - Л.: Машиностроение, 1988, стр.37.
4. Кузнечно-штамповочное оборудование /А.Н. Банкетов, Ю.А. Бочаров, Н.С. Добринский и др./ Под ред. А.Н. Банкетова, Е.Н. Ланского. - 2-е изд. - М.: Машиностроение, 1982, стр.60.
Текст
Винахід відноситься до галузі обробки металів тиском, а саме до ковальсько-пресового машинобудування, і може бути застосований в кривошипних машинах, які використовуються в штампувальному виробництві: кривошипних пресах, горизонтально-кувальних машинах, ковальсько-штампувальних автоматах, кривошипних ножицях, спеціалізованих вирубних пресах з коловим шатуном, радіально-обтискних машинах та інше. Широко відомий спосіб вмикання кривошипних машин на робочий хід за допомогою фрикційних муфт вмикання, які з'єднують привод з виконавчим механізмом і забезпечують пуск та відключення останнього після завершення повного робочого циклу [1]. До недоліків відомого способу вмикання відносяться складність конструкції, значні габаритні розміри й висока вартість фрикційних муфт вмикання, великі втрати енергії на тертя та розгін ведених частин кривошипної машини, швидке нагрівання й підвищене спрацювання фрикційних елементів, пилоподібні продукти зношення яких попадають в повітря і є екологічно небезпечними для цехового персоналу [2]. За прототип прийнято спосіб вмикання кривошипної машини на робочий хід за допомогою механічної безмуфтової системи вмикання, в якій використовують складений шатун, поділений на дві з'єднані послідовно шарнірні ланки. Коли ці ланки утримують стопорним пристроєм у випрямленому положенні, то виконавчий механізм здійснює робочий хід. Якщо ланки не утримують, то шатун складається і рух виконавчому механізму не передається, а повзун підтримують в нерухомому стані пневматичним урівноважувачем [3]. Недоліками прототипу є недостатня надійність відомого способу внаслідок низької жорсткості та принципової недосконалості даної системи вмикання [4]. Характер удосконалення способу, як виходить із формули винаходу, полягає у виборі величини ексцентриситету ексцентрикової втулки рівною радіусу кривошипа, її розміщенні на шатунній шийці головного вала і фіксації від провертання шляхом з'єднання з шатуном для здійснення робочого ходу виконавчого механізму, або звільненні від фіксації й провертанні усередині великої головки шатуна разом з головним валом в напрямку його безперервного обертання шляхом з'єднання з останнім при нерухомому виконавчому механізмі кривошипної машини. Сполука ознак, що пропонується в формулі винаходу, забезпечує отримання нового, невідомого раніше ефекту у вигляді підвищення надійності роботи та точності штампування завдяки збільшенню жорсткості, спрощенню будови і зменшенню вартості системи вмикання. Таким чином, відомий спосіб вмикання не забезпечує достатньої надійності вмикання й вимикання робочого ходу виконавчого механізму кривошипної машини і високої точності штампування внаслідок низької жорсткості та складності конструкції відомої системи вмикання із складеним шатуном. В основу винаходу поставлено задачу підвищення надійності роботи і точності штампування за рахунок спрощення будови, збільшення жорсткості та зменшення вартості системи вмикання кривошипної машини. Поставлена задача досягається тим, що у відомому способі вмикання кривошипної машини на робочий хід за допомогою механічної безмуфтової системи вмикання, вмикальний елемент виконують у вигляді ексцентрикової втулки, величину ексцентриситету якої приймають рівною радіусу кривошипа, розміщують на шатунній шийці головного вала і фіксують від провертання шляхом з'єднання з шатуном для здійснення робочого ходу виконавчого механізму або звільняють від фіксації й провертають усередині шатуна разом з головним валом в напрямку його безперервного обертання при нерухомому виконавчому механізмі кривошипної машини. Технічним результатом винаходу є підвищення надійності роботи й точності штампування за рахунок спрощення будови, збільшення жорсткості та зменшення вартості системи вмикання. Запропонований спосіб пояснюється схемами, де на фіг.1 показано схему холостого обертання o ексцентрикової втулки разом з головним валом при куті повороту останнього a = 0 , на фіг.2 - при куті o o повороту a = 120 і на фіг.3 - при куті повороту a = 240 . На фіг.4 наведено схему робочого ходу виконавчого o механізму при нерухомій ексцентриковій втулці та куті повороту головного вала a = 0 , на фіг.5 - при куті a = 120o і на фіг.6 - при куті вала a = 240o. Заявлений спосіб реалізують наступним чином. Після вмикання приводу кривошипної машини (на схемах умовно не зображений) при безперервному обертанні головного вала 1 звільняють від фіксації ексцентрикову втулку 2 й провертають її разом з головним валом в напрямку його обертання. Так як ексцентриситет Е приймають рівним радіусу кривошипа R, то ексцентрикова втулка 2 та головний вал 1 мають єдиний центр 0 і обертаються разом, як суцільне циліндричне тіло усередині великої головки шатуна 3. При цьому фіксатор 4 відведений вбік. В разі обертання круглої фігури усередині круглого отвор у, коли їх центри співпадають, виконавчий механізм кривошипної машини залишається нерухомим (див.фіг.1, 2 та 3 ), а робочий орган, наприклад повзун 5, утримується у вихідному положенні за допомогою пневматичного урівноважувача або підтримувальних пружин (на схемах умовно не зображені). З метою вмикання робочого ходу ексцентрикову втулку 2 фіксують фіксатором 4, який пересувають до контакту зі зовнішньою циліндричною поверхнею втулки 2, і нерухомо з'єднують з ша туном 3. При подальшому обертанні головного вала 1 виконавчий механізм кривошипної машини здійснює робочий хід, величина якого складає S=2*R, виконує штампування і повертається у вихідне положення. При цьому ексцентрикова втулка 2, виконана з антифрикційного матеріалу, наприклад із бронзи, залишається нерухомою й відіграє роль підшипника ковзання ( див.фіг.4, 5 та 6 ). Для вимикання робочого ходу відводять фіксатор 4 від ексцентрикової втулки 2, знову з'єднують її з головним валом 1 і вони починають обертатися разом, а виконавчий механізм зупиняється разом з робочим органом 5 (повзуном, ножовою балкою та інше) у вихідному положенні. Таким чином переводять кривошипну машину на холосте обертання приводу при нерухомому виконавчому механізмі. Далі після вмикання кривошипної машини на робочий хід цикл повторюється. Приклад. Виконувалося вмикання модернізованого однокривошипного преса моделі КД2114А номінальним зусиллям 25кН. Величина ходу повзуна S=36мм, кількість подвійних ходів 100 в хвилину. Ексцентрикова втулка з величиною ексцентриситета Е=R=18мм встановлювалась між кривошипом головного вала та отвором у великій головці шатуна. На зовнішній циліндричній поверхні втулки виконувалося o поглиблення під фіксатор клиноподібної форми з кутом при вершині j = 90 . Фіксатор розміщува вся всередині радіального отвору, виконаного у великій головці шатуна, з можливістю переміщення в поперечному напрямку з приводом від пневматичного циліндра. Після вмикання електродвигуна починає обертатися привод модернізованого преса разом з головним валом. Коли фіксатор відведений від ексцентрикової втулки, вона з'єднується з головним валом, наприклад підпружиненою кулькою, і починає вхолосту обертатися разом з частотою n=100 обертів у хвилину. Повзун при цьому залишається нерухомим й утримується в крайньому верхньому положенні за допомогою пневматичного урівноважувача. Режим холостого обертання приводу преса при нерухомому повзуні дозволяє закласти заготовку в штамп, видалити задирки, змастити пуансони, тощо. При подаванні стиснутого повітря в пневмоциліндр приводу фіксатора останній заходить у відповідне поглиблення на циліндричній поверхні ексцентрикової втулки, з'єднує її з шатуном і зупиняє. Починається робочий хід. Головний вал через шатун рухає повзун преса униз для виконання штампування заготовки і повертає в крайнє верхнє положення. Ексцентрикова втулка, виконана із бронзи Бр 05Ц5С5, при цьому нерухомо розміщена між головним валом та шатуном і являє собою підшипник ковзання. Це дозволяє не виготовляти спеціальні бронзові вкладиші у великій головці шатуна. Після випуску стисненого повітря в атмосферу зворотня пружина переміщує фіксатор вбік від ексцентрикової втулки, яка починає вхолосту обертатися разом з головним валом, а повзун зупиняється в крайньому верхньому положенні. Цикл роботи безмуфтового преса закінчено. Використання заявленого способу вмикання кривошипної машини на робочій хід забезпечує наступні переваги: - підвищення надійності роботи й точності штампування завдяки збільшенню жорсткості головного виконавчого механізму преса; - зменшення вартості безмуфтової системи вмикання порівняно з фрикційними муфтами вмикання в декілька разів; - спрощення обслуговування та експлуатації безмуфтового преса, зменшення часу на його простоювання через відсутність фрикційних вкладишів, що швидко зношуються. Запропонована в формулі винаходу сполука основних ознак забезпечує якісно новий спосіб вмикання кривошипної машини, який є недосяжним при традиційному рішенні. Суть способу не є очевидною для спеціалістів і вносить нові можливості в удосконалення систем вмикання сучасного кривошипного обладнання. Перелічені відмінні суттєві ознаки характеризують новизну заявленого технічного рішення і забезпечують позитивний ефект у вигляді підвищення надійності роботи та точності штампування. Заявлений винахід може знайти використання в ковальсько-штампувальному обладнанні для підвищення надійності його роботи, точності штампування і зменшення часу на обслуговування й ремонт систем вмикання. Техніко-економічні переваги запропонованого способу полягають в підвищенні надійності роботи й точності штампування кривошипних машин. Джерела інформації: 1. Живов Л.И., Овчинников А.Г. Кузнечно-штамповочное оборудование. Прессы. - 2-е изд. - Киев: Вища школа, 1981, стр.186-187. 2. Власов В.И. Системы включения кривошипных прессов: Теория и проектирование. - М.: Машиностроение, 1969, стр.42. 3. Кожевников В. ., Лазарев Р.В., Трегубов А.И. Модернизация кривошипных прессов. - Л.: Машиностроение, 1988, стр.37. 4. Кузнечно-штамповочное оборудование /А.Н. Банкетов, Ю.А. Бочаров, Н.С. Добринский и др./ Под ред. А.Н. Банкетова, Е.Н. Ланского. - 2-е изд. - М.: Ма шиностроение, 1982, стр.60.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for switching on of cam-and-lever machine
Автори англійськоюZaporozhchenko Vitalii Serhiiovych
Назва патенту російськоюСпособ включения кривошипной машины на рабочий ход
Автори російськоюЗапорожченко Виталий Сергеевич
МПК / Мітки
МПК: B30B 1/00
Мітки: спосіб, хід, вмикання, кривошипно, машини, робочий
Код посилання
<a href="https://ua.patents.su/4-63550-sposib-vmikannya-krivoshipno-mashini-na-robochijj-khid.html" target="_blank" rel="follow" title="База патентів України">Спосіб вмикання кривошипної машини на робочий хід</a>
Робочий орган траншеєкопальної машини
Номер патенту: 61861
Опубліковано: 17.11.2003
Автори: Рашківський Володимир Павлович, Пелевін Леонід Євгенович, Левицький Ростислав Григорович
МПК: E02F 5/02
Мітки: траншеєкопальної, орган, машини, робочий
Формула / Реферат:
Робочий орган траншеєкопальної машини (2) у вигляді фрези (9), встановленої на рамі (4) робочого органа з можливістю її повертання у вертикальній площині та обертання від привідного двигуна (7), який відрізняється тим, що робочий орган додатково обладнаний корпусом (6) у вигляді прямого колового циліндра, встановленим на рамі (4) з можливістю повороту у вертикальній площині відносно рами, та приводом (5) повороту корпусу, а всередині корпусу...
Робочий орган землерийної машини
Номер патенту: 44563
Опубліковано: 15.02.2002
Автори: Фомін Анатолій Вікторович, Костенюк Олександр Олександрович, Рашківський Володимир Павлович, Тетерятник Олександр Анатолійович, Пелевін Леонід Євгенович
МПК: E02F 5/02
Мітки: машини, землерийної, робочий, орган
Формула / Реферат:
Робочий орган землерийної машини, який включає конусну фрезу у вигляді зрізаного конуса з розташованими на бокових поверхнях різально-метальними елементами та зачисного кожуха, який відрізняється тим, що різально-металеві елементи розташовані по концентричних колам різного діаметра, на бокових поверхнях конуса, а кут при основі конусної фрези менший кута тертя грунту по...
Ротаційний сепарувальний робочий орган картоплезбиральної машини
Номер патенту: 37836
Опубліковано: 15.05.2001
Автори: Ткачук Василь Сергійович, Шевченко Ігор Аркадійович, Курко Андрій Михайлович
МПК: A01D 19/00
Мітки: сепарувальний, картоплезбиральної, ротаційний, машини, орган, робочий
Текст:
...дисків з'єднані поступальною кінематичною парою, що забезпечує передачу крутного моменту, допускаючи при цьому відносний осьовий зворотно-поступальний рух. Привод барабанів здійснюється механізмом 7; привод кулачкового валу - механізмом 8. Ротаційний сепарувальний робочий орган картоплезбиральної машини працює наступним чином. Технологічна маса подається в передню частину сепаратора. Механізм приводу 7, що монтується на рамі 1, приводить в...
Робочий орган землерийно-транспортної машини активної дії
Номер патенту: 53190
Опубліковано: 15.01.2003
Автори: Пелевін Леонід Євгенович, Солонько Руслан Миколайович, Смірнов Вячеслав Миколайович, Рашківський Володимир Павлович, Баладінський Вадим Леонідович
Мітки: дії, машини, орган, активної, землерійно-транспортної, робочий
Формула / Реферат:
Робочий орган землерийно-транспортної машини активної дії, що містить задню стінку і лобовий лист, рухому різальну кромку, який відрізняється тим, що різальна кромка відвалу виконана у вигляді рухомого ножа з можливістю поперечного руху, в нижній частині відвалу виконано робочу камеру, причому в робочу камеру встановлено гідроциліндр, в поршні якого виконана виточка, який з'єднаний з рухомим ножем, а робоча камера з'єднана з золотником, в...
Робочий орган траншеєкопальної машини
Номер патенту: 61862
Опубліковано: 17.11.2003
Автори: Левицький Ростислав Григорович, Пелевін Леонід Євгенович, Рашківський Володимир Павлович
МПК: E02F 5/02
Мітки: орган, машини, робочий, траншеєкопальної
Формула / Реферат:
1. Робочий орган траншеєкопальної машини у вигляді фрези, робоча поверхня якої являє собою бічну поверхню тіла обертання та яка встановлена на рамі робочого органа з можливістю її повороту у вертикальній площині та з можливістю її обертання від привідного двигуна , який відрізняється тим, що твірна тіла обертання являє собою параболу, а бічна поверхня фрези утворена з двох суміжних частин - тієї, що підрізає, яка розташована в нижній, з...
Попередній патент: Фармацевтична лікарська форма, що містить силанзетрон
Наступний патент: Спосіб виготовлення з’єднувального рукава
Випадковий патент: Ортез на верхню кінцівку