Спосіб електрохімічної обробки катіоніту
Номер патенту: 676
Опубліковано: 15.12.1993
Автори: Піпчук Віктор Павлович, Гребенюк Володимир Дмитрович, Гудріт Тетяна Давидівна, Писарук Віктор Іванович, Пенпало Йосип Йосипович

Формула / Реферат
Гидравлический классификатор, включающий лоток с открытым концом для выхода жидкости и загрузочным концом, жестко закрепленное над загрузочным концом загрузочное приспособление, сообщенное с открытым и загрузочным концами приспособления для поддержания постоянного потока жидкости в поперечном сечении лотка, размещенное на открытом конце разгрузочное приспособление для раздельного вывода предметов с различной плотностью, решетчатую пластину с поперечными параллельными дну лотка образующими, установленную под загрузочным приспособлением с возможностью регулирования угла наклона и положения по высоте и ддине лотка, и установленную между загрузочным и разгрузочным приспособлениями изогнутую в сторону дна лотка пластину, отличающийся тем, что он снабжен газораспределительным коллектором, установленным над лотком по его ширине и
сообщенным с источником сжатого газа, а изогнутая в сторону дна лотка пластина выполнена из подсоединенных к коллектору через равные промежутки трубок с закрепленными на их концах распылителями.
В05
(11)872 (51)5В05В1/20 (15) 30.04.93 (21) 93230138 (22) 25.12.92
(31) 4946087
(32) 17.06.91 (33) 8У (72) Глубіш П.А.
(71) Київський технологічний інститут легкої промисловості
(73) Київський технологічний інститут легкої промисловості
(54) ПРИСТРІЙ ДЛЯ РОЗПИЛЕННЯ РІДИНИ (57) 1. Устройство для распыления жидкости, содержащее корпус с камерой для сжатого воздуха и каналами для его выхода на поверхность корпуса, на которой расположены вертикальные пазы для подачи по ним жидкости, и патрубки для подачи сжатого воздуха и жидкости, отличающееся тем, что оно снабжено установленным на корпусе стаканом, связанным с патрубком для подачи жидкости, а корпус выполнен в виде полого цилиндра, при этом пазы для подачи жидкости расположены по всей образующей корпуса и связаны посредством вертикальных сопел со стаканом. 2. Устройство по п.1, отличающееся тем, что выходные отверстия каналов для выхода сжатого воздуха расположены в смежных пазах для подачи жидкости в шахматном порядке.
(II) 977 (51) 5 ВС«5ВІ/34, В05ВІ/06 (10) АІ 1666200 (15) 30.04.93
(21) 4712823 (22) 03.07.89 (46) 30.07.91 Бюл.№28
(72) Медведев Е.Г., Романов В.А., Тишкевич М.1., Славутський М.Н., Палієнко В.В., Дудник 1.А., ГнездиловА.О., Назаров Ю.М., Шелагин К.Д. (71) Науково-дослідний і проектний інститут хімічної промисловості ВНДІХІМПроект (73) Науково-дослідний і проектний інститут хімічної промисловості ВНДІХІМПроект (54) МЕХАНІЧНА ФОРСУНКА
(11)884 (51)5В05В7/00 (15) 30.04.93 (21) 93230150 (22) 23.01.89
(31) 4751387
(32) 23.10.89 (33) 81} (72) Глубіш П.А.
(71) Київський технологічний інститут легкої промисловості
(73) Київський технологічний інститут легкої промисловості
(54) РОЗПИЛЮВАЧ РІДИНИ ЗОВНІШНЬОГО ЗМІШУВАННЯ
(57) Распылитель жидкости внешнего смешивания, содержащий корпус с расширяющейся в направлении перемещения жидкости поверхностью с отверстием в виде щели в ее основании, ограниченной по длине с обеих сторон направляющими, и выполненный в корпусе канал, сообщающийся с одной стороны с источником подачи сжатого воздуха, а с другой через щель — с атмосферой, отличающийся тем, что распылитель снабжен установленной в основании канала регулируемой заглушкой и охватывающей торцевую часть корпуса накидной гайкой, при этом канал в нижней части выполнен диаметром в 1,5—3 раза больше диаметра верхней части, ширина щели, образованной торцем накидной гайки и корпусом, выполнена равной диаметру нижней части канала, площадь щели выбрана меньше в 20—70 раз площади сечения нижней части канала, а верхняя часть заглушки размещена на уровне торца накидной гайки.
(11)761 (51)5В05В7/22 (10) А11628328 (15) 15.04.93
(21) 4395784 (22) 21.03.88 (72) Карп І.М., Петров С.В., Рудой А.П. (71) Інститут газу АН України (73) Інститут газу АН України (54) ЕЛЕКТРОДУГОВИЙ РОЗПИЛЮВАЧ МЕТАЛУ
(57) 1. Электродуговой распылитель металла, имеющий корпус, два закрепленных в корпусе изолированных один от другого токоподводящих наконечника с каналами для прохода электродной проволоки, сопловой канал для подачи распыляющего газа, отличающийся тем, что, с целью повышения качества покрытий путем стабилизации дисперсности распыленного металла, корпус выполнен с внутренней камерой, переходящей в сопловой канал, при этом один токоподводящий наконечник установлен коаксиально камере на продолжении геометрической оси соплового канала, а второй установлен под углом 20—80° к указанной оси.
2. Электродуговой распылитель по п. 1, отличающийся тем, что точка пересечения геометрических осей соплового канала и канала второго токоподводя-щего наконечника расположена по отношению к торцовому срезу сопла в интервале (+0,50^) — (-1,00^), где 0^ — диаметр соплового канала; (+) — выступление за пределы торца сопла; (-) — углубление в сопловой канал.
3. Электродуговой распылитель по п. 1, отличающийся тем, что диаметр соплового канала равен (4— 5,5)0^, где 0^ — диаметр канала в токоподводящих наконечниках.
(11)881 (51)5В05В17/00 (15) 30.04.93 (21)93230147 (22)13.01.93
(31) 4152693
(32)26.11.86 (33) 5Ц(72) Глубіш П.А.
(71) Київський технологічний інститут легкої промисловості
(73) Київський технологічний інститут легкої промисловості
(54) РОЗПИЛЮВАЧ РІДИНИ (57) Распылитель жидкости, содержащий направляющую пластину для отекания жидкости и выполненное в ней отверстие для подачи сжатого воздуха, отличающийся тем, что направляющая пластина выполнена с канавкой V — образного поперечного сечения, при этом отверстие для подачи сжатого воздуха выполнено в углублении канавки.
(11)848 (51)5В05СЗ/12 (15) 30.04.93 (21) 93230195 (22) 22.01.93
(31) 5018743
(32)16.10.91 (33) Зи (72) Носов М.П., Вагін М.1., Смирнова В.О. (71) Український науково-дослідний інститут штучного волокна з дослідним виробництвом (73) Український науково-дослідний інститут штучного волокна з дослідним виробництвом (54) ПРИСТРІЙ ДЛЯ НАНЕСЕННЯ ПОЛІМЕРНОГО ПОКРИТТЯ ДОВГОМІРНОГО МАТЕРІАЛУ
(57) 1. Устройство для нанесения полимерного покрытия на длинномерный материал, содержащее котушку с длинномерным материалом, направляющий ролик, емкость с рабочим раствором, калибр, отверстие которого расположено вдоль продольной его оси, шахту удаления растворителя, транспортирующее и приемное устройство, отличающееся тем, чтооноснабженопоплавком, размещенным в емкости с возможностью свободного перемещения на поверхности рабочего раствора, а калибр установлен в поплавке, причем калибрующее отверстие имеет переменный диаметр с тенденцией его уменьшения до минимального, обеспечивающего заданную толщину покрытия. 2. Устройство по п.1, отличающееся тем, что минимальное сечение отверстия расположено в верхней половине калибра.
(11)917 (51)4В07ВІ/06 (10) АІ 1532085 (15) 30.04.93
(21) 4373551 (22) 30.12.87 (46) 30.12.89 Бюл.№48 (72) Стебницький Г.Є. (71) Стебницький Г.Є. (73) Стебницький Геннадій Єфимович (54) ПРИСТРІЙ ДЛЯ ПОПЕРЕДНЬОГО ЗБЕЗВОДНЮВАННЯ ПУЛЬП
(11)953 (51)5В07С5/10 (10) АІ 1708448 (15) 30.04.93
(21) 4814338 (22) 05.03.90 (46) 30.01.92 Бюл.№4 (72) Копак М.П., Копак Н.П. (71) Копак М.П., Копак Н.П. (73) Копак Мирослав Петрович, Копак Надія Петрівна (54) ПРИСТРІЙ ДЛЯ СОРТУВАННЯ ВИРОБІВ
В08
(11)705 (51)5 В08ВЗ/02, В08ВЗ/00 (10) АІ 1547873 (15) 15.04.93
(21) 4403355 (22) 01.04.88 (46) 07.03.90 Бюл.№9 (72) Бондаренко О.А. (71) Мелітопольський моторний завод (73) Мелітопольський моторний завод (54) УСТАНОВКА ДЛЯ МИТТЯ ВИРОБІВ
(11)763 (51)ЗВ08ВІ/04 (10) А 1878370 (15) 15.04.93
(21) 2899978 (22) 20.03.80 (46)07.11.81 Бюл.№41
(72) Рулевський Є.В., Сапа Ф.І., Арєндт Г.А., Уніговський М.Р., Коновалов К).К., Пархом-чук О.Т., Кучук-Яценко С.1., Сахарнов В.О. (71) Державне науково-виробниче підприємство «Мета»
(73) Державне науково-виробниче підприємство «Мета»
(54) УСТАТКУВАННЯ ДЛЯ ОЧИСТКИ ПОВЕРХНІ ТРУБ
(11)952 (51)4В21ВІ/08 (10) АІ 1355300 (15) 30.04.93
(21) 4108258 (22) 27.08.86 (46) 30.11.87 Бюл.№44
(72) Каунельсон Г.М., Дерев'янко В.1., Каунель-сон Є.Г.
(71) Дніпропетровський металургійний завод ім.Петровського
(73) Орендне підприємство Дніпропетровський металургійний завод ім.Петровського (54) КУТОВИЙ ГАРЯЧЕКАТАНИЙ ПРОФІЛЬ
(11)964 (51)5В21ВІ/08,С21 (10) АІ 1614870 (15) 30.04.93
(21)4483460 (22)19.09.88 (46) 23.12.90 Бюл.№47
(72) Гавриленко Є.Д., Мирошниченко А.В., Кірієнко А.1., Філонов Ю.В., Проценко Ю.Ю., Мних Ю.В., Дорожко 1.К.
(71) Український державний науково-дослідний інститут металів
(73) Український державний науково-дослідний інститут металів
(54) СПОСІБ ПРОКАТКИ ПРОФІЛІВ ШВЕЛЕРНОГО ТИПУ
(11)982 (51)4В21ВІ/08 (10) АІ 1355299 (15) 30.04.93
(21) 4077565 (22) 15.04.86 (46) 30.11.87 Бюл.№44
(72) Поляков В.М., Дерев'янко В.1., Малий Ю.Г., Кокін В. М.
(71) Дніпропетровський металургійний інститут, Дніпропетровський металургійний завод ім.Петровського
(73) Орендне підприємство Дніпропетровський металургійний завод ім.Петровського (54) ФЛАНЦЕВИЙ ПРОКАТНИЙ ПРОФІЛЬ
(11)985 (51)5В21ВІ/08 (10) А 11688952 (15) 30.04.93
(21)4771147 (22)19.12.89 (46) 07.11.91 Бюл.№41
(72) Дерев'янко В. 1., Кулагін Г.ф., Поляков В.М., Малий Ю.Г., Кокін В. М., Цимбал В.Д. (71) Дніпропетровський металургійний інститут, Дніпропетровський металургійний завод ім.Петровського
(73) Орендне підприємство Дніпропетровський металургійний завод ім.Петровського (54) ГАРЯЧЕКАТАНИЙ НИЗЬКОТАВРОВИЙ ПРОФІЛЬ
(11)805 (51)5В21ВІ/26 (10) АІ 1653256 (15) 30.04.93
(21) 4705254 (22) 14.06.89 (72) Гавриленко Є.Д., Андрійчук С.А., Філо-нов Ю.В., Ющевський В.К., Єрємєєв В.1., Кузнецов Л.Ф., Холодило В.А., Шишко Ю.Б., Букрєєв 1.1. (71) Український державний науково-дослідний інститут металів
(73) Український державний науково-дослідний інститут металів, Єнакієвський державний металургійний завод
(54) СПОСІБ БЕЗПЕРЕРВНОЇ ПРОКАТКИ ШТАБІВ
(57) Способ непрерывной прокатки полос, преимущественно високих, в системо ребрового и пластового калибров, включающий создание момента осевого скручивания раската на выходе из калибра в процессе ребрового обжатия, отличающийся тем, что, с целью облегчения кантовки раската при передаче его из ребрового в пластовый калибр, в ребровом калибре создают утолщения в угловых зонах по одной из диагоналей профиля раската путем преимущественного одностороннего ограничения уширения в ручье калибра, а в пластовый калибр раскат задают под углом к горизонтали, обеспечивая при этом первоначальный контакт полосы с валками угловыми участками с противоположной от утолщения стороны полосы.
(11)553 (51)5В21В1/38 (15) 15.03.93 (21)93220110 (22)19.01.93
(31) 5014747
(32) 04.12.91 (33) 5П (72) Скороход М.М., Міллєр В.В., Міронов Є.К., Локтіо-нов П.Я., Діордиця С.В., Хорошилов М.М., Гєрмашов Ю.В., Гребєнюков А.В. (71) Скороход М.М., Міллєр В.В., Міронов Є.К., Локтіонов П.Я., Діордиця С.В., Хорошилов М.М., Гєрмашов Ю.В., Гребєнюков А.В. (73) Спільне науково-комерційне підприємство «Патент» при Донбаському гірничо-металургійному інституті
(54) СПОСІБ ВИГОТОВЛЕННЯ ТОНКИХ МЕТАЛЕВИХ ЛИСТІВ ПРОКАТКОЮ У ПАКЕТІ (57) 1. Способ изготовления тонких металлических листов прокаткой в пакете, включающий укладку заготовок одинаковой толщины и твердости, имеющих между собой разделительный слой, в герметизирующую рамку, соединенную с верхней и нижней плитами оболочки сварными швами, отличающийся тем, что прокатку ведут по поперечной схеме при линейной скорости прокатки в первых двух-трех проходах не более 0,5—0,8 м/сек, а толщину пакета выбирают равной 0,12—0,23 диаметра валка черновой клети, при этом отношение толщины плиты оболочки пакета к суммарной толщине закладываемых в него заготовок больше единицы в пределах 1,22—1,25. 2. Способ по п. І, отличающийся тем, что ряды перед прокаткой скрепляют между собой прерывистым сварочным швом.
(11)597 (51)5В21В1/38 (15) 15.03.93 (21) 93220092 (22) 19.01.93
(31) 4844339
(32) 29.06.90 (33) 5Ц (72) Міллєр В.В., Хорошилов М.М., Процен-ко Ю.Ю., Міронов Є.К., Шульженко В.В., Со-ловьйов Д.В.
(71) Комунарський металургійний комбінат (73) Спільне науково-комерційне підприємство «Патент» при Донбаському гірничо-металургійному інституті
(54) СПОСІБ ВИРОБНИЦТВА ТОВСТИХ ЛИСТІВ
(57) Способ производства толстых листов, включающий нагрев слитка, прокатку ни обжимном стане, удаление дефектных концов заготовки, порезку на слябы, последующую горячую прокатку на листовом стане, вырезку проб для механических испытаний и порезку на мерные длины, отличающийся тем, что удаление дефектных концов концевых слябов осуществляют до появления бездефектного металла на ширине 0,5—0,7 его ширины, а вырезку проб для механических испытаний и увеличенной длины листов осуществляют после прокатки на листовом стане со стороны удаленной дефектной части концевого сляба.
(11)652 (51)5В21В1/38 (15) 31.03.93
(21) 4651066 (22) 13.02.89 (72) Єрємєєв В.1., Ющевський В.К., Сапри-гін Х.М.,- Філонов Ю.В., Гавриленко Є.Д., Кузнецов Л.Ф., Гончар В.П., Крупнік 1.А., Прохода Г.С. (71) Український державний науково-дослідний інститут металів
(73) Український державний науково-дослідний інститут металів, Дніпропетровський металургійний завод ім.Комінтерну (54) СПОСІБ ПРОКАТКИ ШТАБОВОГО МЕТАЛУ
(57) 1. Способ прокатки полосового металла, включающий неравномерную деформацию заготовки по ширине с образованием центральной и прикромочных зон прокаткой в профилированных валках с чередованием их в четных и нечетных проходах, отличающийся тем, что, с целью повышения качества проката путем увеличения механических свойств, прокатку в четных проходах центральной и прикромочных зон осуществляют с градиентом коэффициента обжатия, равным
где — и — коэффициенты обжатия централь-
^ц ук
ной и прикромочных зон, соответственно, а в нечетных проходах прокатку прикромочных зон
ведут с коэффициентом обжатия, превышающим коэффициент обжатия центральной зоны. 2. Способ по п.1, отличающийся тем, что при-кромочные зоны деформируют с коэффициентом
обжатия —^ 1,05. ^
(11)567 (51)5В21В13/06,В21В35/13 (15) 15.03.93 (21) 93220075 (22) 14.12.92
(31) 4947959
(32) 24.06.91 (33) 8^ (72) Сусляєв О.Л., Алексеєнко Г.Я., Филипчен-ко Г.Т., Горбов А.В.
(71) Науково-виробниче об'єднання по механізації, роботизації праці і удосконаленню ремонтного забезпечення на підприємствах чорної металургії
(73) Науково-виробнича фірма «ДНЕЛОЗ» (54) ВЕРТИКАЛЬНА ПРОКАТНА КЛІТЬ (57) 1. Вертикальная прокатная клеть, содержащая установленные на станине раму с приводной шестеренной клетью и сменный прокатный блок, соединенный с шестеренной клетью шпинделями с верхними и нижними головками, связанными валами со шлицевыми соединениями, и механизмы перемещения нижних головок в виде поршневых цилиндров, отличающаяся тем, что цилиндры свободно установлены на валах шпинделей, при этом корпуса цилиндров жестко соединены с телами верхних головок, штоки жестко соединены с нижними головками с возможностью перемещения нижних головок на валах шпинделей, а шпиндели снабжены фиксаторами, жестко связанными с шестеренной клетью и установленными свободно в проточках верхних головок с возможностью фиксации от осевого их перемещения, и стопорами.
2. Клеть по п.1, отличающаяся тем, что стопоры установлены в нижних головках шпинделей и входят в проточки валов шпинделей.
3. Клеть по п.1, отличающаяся тем, что стопоры установлены в крышках цилиндров и входят в проточки штоков цилиндров.
(11)598 (51)5В21В27/02 (15) 15.03.93 (21) 93220091 (22) 19.01.93
(31) 4930936
(32) 23.04.91 (33) 511 (72) Дорожко 1.К., Луцький М.Б., Дяченко М.Г., Луценко В.О., Чічкан А.О.
(71) Комунарський гірничо-металургійний інститут
(73)' Спільне науково-комерційне підприємство «Патент» при Донбаському гірничо-металургійному інституті (54) ВАЛОК ПРОКАТНОГО СТАНУ
(57) Валок прокатного стана, преимущественно полунепрерывного заготовочного или крупносортного, с выпуклой средней частью образующей поверхности бочки в форме параболы, отличающийся тем, что валок снабжен, по крайней мере, двумя выступами, симметрично расположенными на его поверхности, причем ширина выступа составляет 0,08—0,15 диаметра валка, а высота выступа составляет 0,05—0,15 его ширины.
(11)568 (51)5В21ВЗІ/02,В21ВЇ/18 (15) 15.03.93 (21) 93220076 (22) 14.12.92
(31) 5007785
(32)05.11.91 (33)51} (72) Алексєєнко Г.Я., Филипченко Г.Т., Чумаков О.Ф., Горбов А.В.
(71) Науково-виробниче об'єднання по механізації, роботизації праці і удосконаленню ремонтного забезпечення на підприємствах чорної металургії
(73) Науково-виробнича фірма «ДНЕЛОЗ» (54) БЛОК РОБОЧИХ КЛІТЕЙ БЕЗПЕРЕРВНОГО СОРТОВОГО СТАНУ (57) Блок рабочих клетей непрерывного сортового стана, включающий попеременно установленные на общей раме кассеты с горизонтальными и вертикальными валками, отличающийся тем, что он выполнен в виде единого разъемного корпуса, в котором ряд кассет, имеющих форму плит, жестко скреплен между собой по плоскостям стыка стяжками с предварительным натягом и имеет сквозные соосные осевые отверстия, в которых установлена привалковая арматура, а в телах кассет с осью по плоскостям их стыка выполнены расточки для размещения валков.
(11)880 (51)5В21В37/00 (15) 30.04.93 (21)93230146 (22)11.01.93
(31) 4920485
(32)27.12.90 (33) 5У (72) Дерев'янко В.1., Кулагін Г.Ф., Зінчен-ко М.Д., Устименко О.В., Щербина Г. С., Цим-бал В.Д., Кокін В.М., Коркодола 1.1., Бочанов Ю.В. (71) Науково-впроваджувальний центр нетрадиційних технологій «Диполь», Дніпропетровський металургійний завод ім.Петровського (73) Орендне підприємство Дніпропетровського металургійного заводу ім.Петровського (54) ПРИСТРІЙ ДЛЯ АВТОМАТИЧНОГО НАЛАГОДЖУВАННЯ ВАЛЬЦЮВАЛЬНОЇ КЛІТІ (57) Устройство для автоматической настройки прокатной клети, включающее регулятор положения, регуляторы скорости и тока, тиристорний преобразователь, блок суммирования, блок задания, датчик положения, отличающееся тем, что оно снабжено пятью запоминающими устройствами, двумя сумматорами, двумя компараторами, двумя ключами, двумя логическими элементами
И, логическим элементом ИЛИ, инвертором, блоком задания коррекции, блоком зоны нечувствительности, автоматическим устройством и блоком управления, первый выход которого соединен с первыми входами первого и второго запоминающих устройств, второй выход блока управления соединен с вторыми входами первого и второго запоминающих устройств, первым входом третьего запоминающего устройства и входом блока задания, третий выход блока управления соединен со вторым входом третьего запоминающего устройства и первым входом логического элемента ИЛИ, второй вход которого соединен с первым выходом автоматического устройства, второй выход которого соединен с первым входом первого сумматора, второй вход которого соединен обходом третьего запоминающего устройства и с выходом второго сумматора, первый вход которого соединен с выходом блока задания, а второй вход — с выходом третьего запоминающего устройства, третий вход первого сумматора соединен с выходом второго ззапоминающего устройства, третий вход которого соединен с выходом датчика положения и первым входом третьего сумматора, второй вход которого соединен с выходом первого сумматора, а третий и четвертый входы — с выходами первого и второго ключей, выход третьего сумматора соединен с входом блока зоны нечувствительности, выход которого соединен с первым входом регулятора положения и входами первого и второго компараторов, выход которого соединен с одним из входов четвертого и пятого запоминающих устройств, другие входы которых, а также третий вход первого запоминающего устройства соединены с выходом первого компаратора, выход первого запоминающего устройства соединен с первым входом первого логического элемента И и через инвертор с первым входом второго логического элемента И, второй вход первого логического эле^ мента И соединен с выходом пятого запоминающего устройства, а второв вход второго логического элемента И соединен с выходом четвертого запоминающего устройства, выход первого логического элемента И соединен с одним из входов первого ключа, другой вход которого соединен с выходом блока задания коррекции и с одним из входов второго ключа, другой вход которого соединен с выходом второго логического элемента И, выход логического элемента ИЛИ соединен с вторым входом регулятора положения.
(11)806 (51)5В21В45/02 (15) 30.04.93 (21) 93230152 (22) 20.01.93
(31)4871139
(32)01.10.90 (33) 5Ц (72) Мінаєв О.А., Пилюшенко В.Л., Бердичевский Ю.Є, Горбаньов А.О., Швердін С.М., Юнаков О.М., Онищенко С.О., Деркач Д.О., Галюченко 1.М., Кабаченко С.Б. (71) Донецький політехнічний інститут (73) Бердичевський Юрій Євгенович
(54) ПРИСТРІЙ ДЛЯ ПРИСКОРЕНОГО ОХОЛОДЖЕННЯ ПРОКАТУ (57) 1. Устройство для ускоренного охлаждения проката, преимущественно арматуры и катанки, содерджащее камеру охлаждения с местными внутренними сужениями подлине камеры, выполненными в виде изогнутых плоских пружин, установленных по периметру камеры с перекрытием одна другой, выпуклостью к продольной оси камеры, при этом конец пружины с входной стороны камеры закреплен в камере, а второй конец установлен свободно, отличающееся тем, что оно снабжено установленными в каждом местном сужении втулками, выполненными с возможностью перемещения в осевом направлении, свободные концы пружин размещены на внутренней поверхности втулок, причем внутренняя поверхность втулок, контактирующая с пружиной, выполнена конической, а конец пружины с входной стороны камеры закреплен шарнирно.
2. Устройство по п.1, отличающееся тем, что оно снабжено приводом возвратно-поступательного перемещения подвижной втулки.
(11)635 (51)5В21С1/00 (10) А11592071 (15) 31.03.93
(21) 4475015 (22) 18.08.88 (46) 15.09.90 Бюл.№34
(72) Матросов М. 1., Медведська Е.О., Черни-шев В.А., Раханський Г.А.
(71) Донецький фізико-технічний інститут АН України
(73) Донецький фізико-технічний інститут АН України
(54) СПОСІБ ГІДРОСТАТИЧНОГО ВОЛОЧІННЯ ДРОТУ
(11)636 (51)5В21СІ/04 (10) А11592072 (15)31.03.93
(21)4432576 (22)30.05.88 (46) 15.09.90 Бюл.№34
(72) Медведська Е.О., Матросов М.1., Черни-шев В.А., Раханський Г.А., Кублицька В.О. (71) Донецький фізико-технічний інститут АН України
(73) Донецький фізико-технічний інститут АН України
(54) ПРИСТРІЙ ДЛЯ ГІДРОСТАТИЧНОГО ВОЛОЧІННЯ ТОНКОГО ДРОТУ
(11)645 (51)4В21С47/16 (10) АІ 1440578 (15) 31.03.93
(21) 4239194 (22) 04.05.87 (46) 30.11.88 Бюл.№44 (72) Зінченко А.1., Атаманенко Л.А. (71) Білоцерківський завод гумових технічних виробів
(73) Зінченко Анатолій Іванович, Атаманенко Леонід Анатолійович
(54) ПРИСТРІЙ ДЛЯ ПЕРЕМОТУВАННЯ ДРОТУ
(11)923 (51)5В21Р27/02 (15) 30.04.93 (21) 93230226 (22) 27.01.93
(31) 4946005
(32) 17.06.91 (33) 5^ (72) -Черненко О.Р., Ляш С.І., Ляш І.С., Фатє-єв С.М., Носик М.1., Кульбіда Є.П., БалабатЛ.М. (71) Науково-дослідний гірничо-рудний інститут (73) Науково-дослідний гірничо-рудний інститут (54) СТАНОК ДЛЯ ВИГОТОВЛЕННЯ ПЛЕТЕНОЇ МЕТАЛЕВОЇ СІТКИ (57) Станок для изготовления плетеной металлической сетки, содержащий смонтированные на станине механизм формирования спирали прядей сетки с полым цилиндром, имеющим винтовой сквозной паз с размещенным в полом цилиндре с возможностью вращения вокруг оси навивки спирали навивочным ножом, задний конец которого соединен посредством вала с приводом вращения, и механизм резки сформированных прядей сетки, отличающийся тем, что он снабжен закрепленным на. станине столом, смонтированными на станине направляющими роликами для подачи проволоки в начало винтового паза полого цилиндра, причем винтовой паз выполнен с углом подъема витка, равным 18—20 градусов: навивочный нож выполнен в виде прямоугольной пластины, ширина которой больше толщины в 5—5,3 раза, а передний конец смещен эксцентрично относительно оси навивки спирали прядей сетки на величину, равную 13—16 мм.
В22
(11)901 (51)5В22СЗ/00 (15) 30.04.93 (21) 93230212 (22) 10.01.93
(31) 4849906
(32) 06.08.90 (33) 5Ц (72) Шинський О.Й., Черненко Н.Г., Валігурй А.1., Сінчугов О.Ю., Трояновська Т.Е., Князев Є.Ф., Селіванов Ю.О. (71) Інститут проблем лиття АН України (73) Інститут проблем лиття АН України
(54) ПРОТИПРИГАРНЕ ПОКРИТТЯ ДЛЯ МОДЕЛЕЙ, ЩО ГАЗИФІКУЮТЬСЯ (57) Противопригарное покрытие для газифицируемых моделей, включающее водорастворимое полимерное связующее, борную кислоту, воду и огнеупорный наполнитель, отличающееся тем, что в качестве водорастворимого полимерного связующего оно содержит гидролизованный поли-акрилонитрил и дополнительно триполифосфат натрия, латекс и тридимит и/или кристобалит при следующем соотношении компонентов, мас.%:
гидролизованный
полиакрилонитрил (ГИПАН) 3,2—3,5 триполифосфат натрия 0,2—0,8 борная кислота 0,05—0,15 латекс 0,3—2,4 тридимит и/или кристобалит 30—45 вода 30—40 огнеупорный наполнитель остальное
(11)922 (51)5В22СЗ/00 (15) 30.04.93 (21) 93230225 (22) 25.01.93
(31) 4898532
(32) 26.11.90 - (33) ЗУ (72) Філіпченко М.С., Рибінська С.С., Коробейнике В.В., Буда'янц М.А., Кондратенко В.1., Дя-ченко Ю.В., Сирота 0.0., Шкуро Т.В., Бондарь В.Д. (71) Український науково-дослідний інститут металів, Лутугінський завод прокатних валків (73) Український державний науково-дослідний' інститут металів, Лутугінське об'єднання по виробництку валків
(54) СКЛАД ДЛЯ ОДЕРЖАННЯ ПРОТИПРИ-ГАРНО-ЗМЩНЮЮЧОГО ПОКРИТТЯ ДОРІГ (57) Состав для получения противопригарно-упрочняющего покрытия литейных форм, преимущественно песчаных, для получения валков резино-технической промышленности массой 2— 3 т, включающий графит аморфный, поваренную соль, борную кислоту, технические лигносульфо-наты и воду, отличающийся тем, что он дополнительно содержит асбозурит и кокс литейный при следующем соотношении ингредиентов ,мас.%:
графит аморфный 6—7 соль поваренная 3,5—4,5 борная кислота 2,5—З асбозурит 5—6 кокс литейный 7—9 технические лигносульфонаты 10—12 вода остальное
Текст
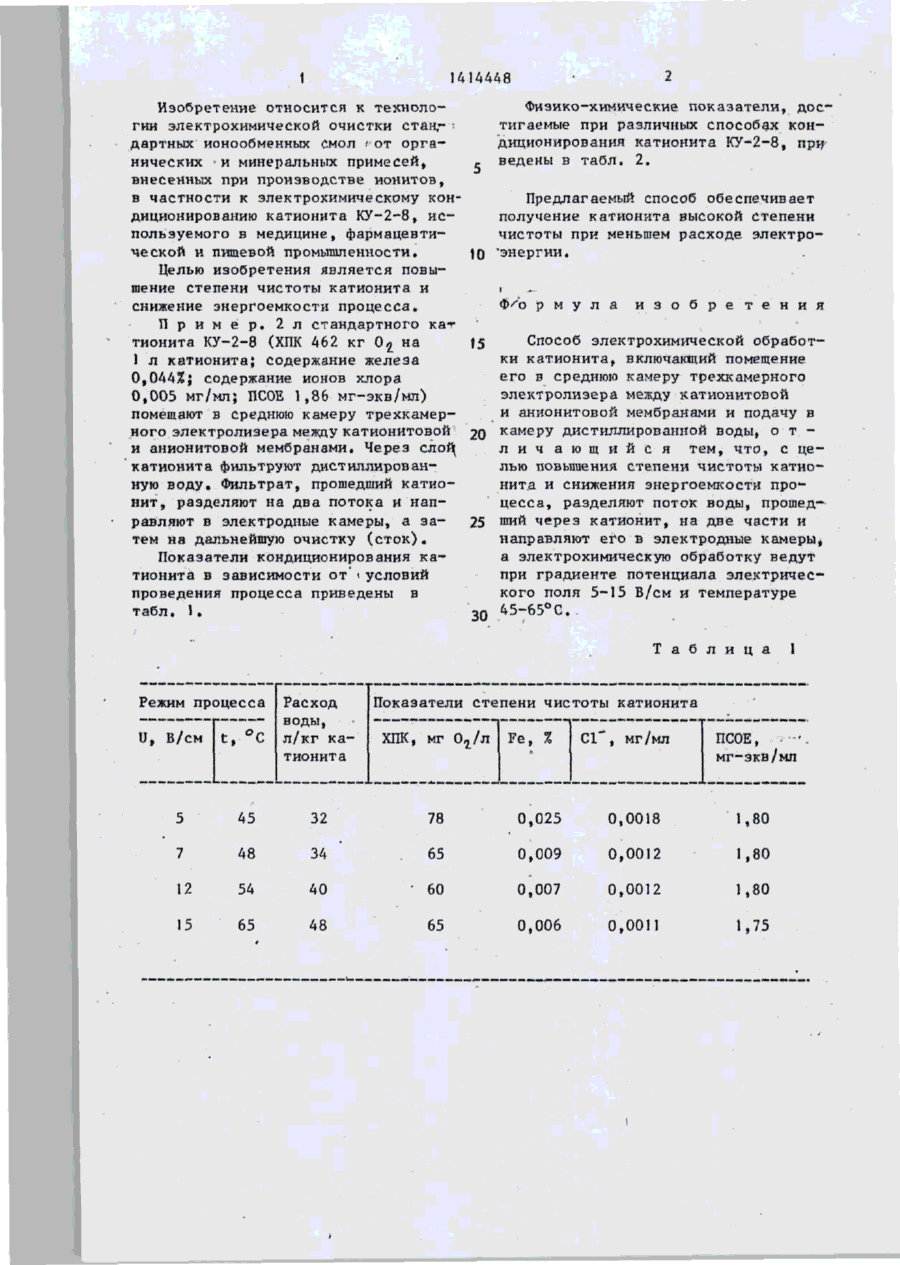
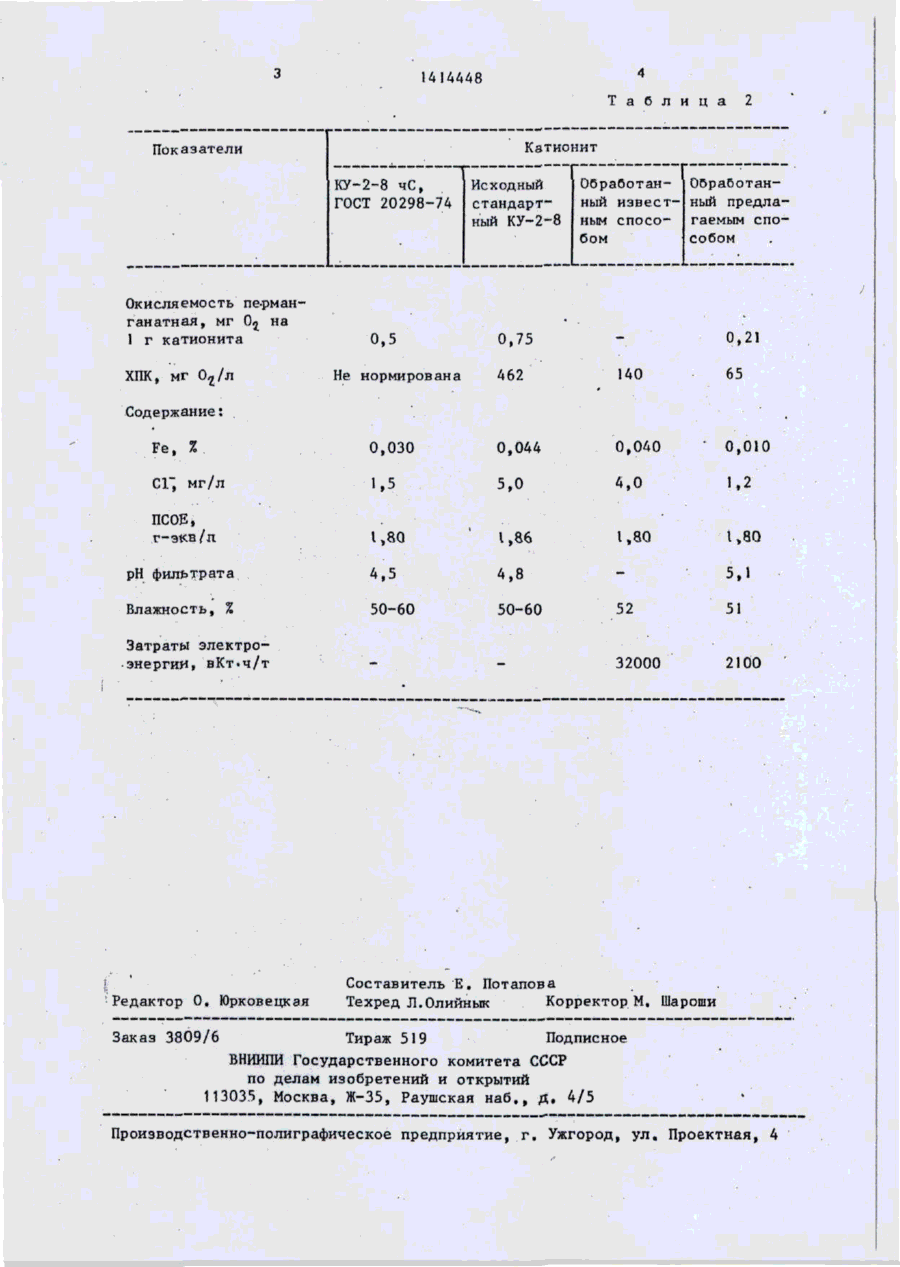
Изобретение относится к технологии электрохимической очистки стандартных ионообменных смол от органических и минеральных примесей, внесенных при производстве ионитов, в частности к электрохимическому катио нита КУ-2-8, используемому в медицине, фармацевтической и пищевой промышленности. Целью изобретения является повышение степени чистоты катионита и снижение энергоемкости процесса. Это достигается тем, что в способе электрохимической обработки катионита, заключающемся в помещении его • в среднюю камеру трехкамерного электролизера между катионитовой и анионитовой мембранами и подаче в камеру дистиллированной воды, разделяют поток воды, прошедший через катионит, на две части и направляют его в электродные камеры, а электрохимическую обработку ведут при градиенте потенциала электрического поля 5 - 1 5 -в/см и температуре 45 - 65 С. Изобретение позволяет получать при небольших энергетических затратах без использования химических реагентов катионит высокой степени чистоты. 2 табл. 00 1 1414448 Физико-химические показатели, досИзобретение относится к технолотигаемые при различных способах конгии электрохимической очистки стан,- • диционирования катионита КУ-2-8, при дартных ионообменных смол і от орга- ведены в табл. 2, нических и минеральных примесей, внесенных при производстве ионитов, в частности к электрохимическому конПредлагаемый способ обеспечивает диционированию катионита КУ-2-8, исполучение катионита высокой степени пользуемого в медицине, фармацевтичистоты при меньшем расходе электроческой и пищевой промышленности. 10 "энергии. Целью изобретения является повышение степени чистоты катионита и снижение энергоемкости процесса. рмула и з о б р е т е н и я П р и м е р . 2 л стандартного ка-** 15 Способ электрохимической обработтионита КУ-2-8 (ХПК 462 кг 0^ на ки катионита, включающий помещение 1 л катионита; содержание железа его в среднюю камеру трехкамерного 0,044%; содержание ионов хлора электролизера между катионитовой 0,005 мг/мл; П О 1,86 мг-экв/мл) СЕ и анионитовой мембранами и подачу в помещают в среднюю камеру трехкамерного электролизера между катионитовой 20 камеру дистиллированной воды, о т л и ч а ю щ и й с я тем, что, с цеи анионитовой мембранами» Через слой; лью повышения степени чистоты катиокатионита фильтруют дистиллированнита и снижения энергоемкости про*ную воду. Фильтрат, прошедший катиоцесса, разделяют поток воды, прошеднит, разделяют на два потока и направляют в электродные камеры, а за- 25 ший через катионит, на две части и тем на дальнейшую очистку (сток). направляют его в электродные камеры, а электрохимическую обработку ведут Показатели кондиционирования капри градиенте потенциала электричестионита в зависимости от' і условий кого поля 5-15 В/см и температуре проведения процесса приведены в табл. 1* пп 45-65°С. Т а б л и ц а Режим процесса U, В/см Расход воды, л/кг катионита 1 Показатели степени чистоты катионита ХПК, мг 0 г /л Fe, % СІ", мг/мл ПСОЕ, • • мг-зкв/мл 5 45 32 78 0,025 0,0018 1,80 7 48 34 65 0,009 0,0012 1,80 12 54 40 " 60 0,007 0,0012 1,80 15 65 * 48 65 0,006 0,0011 1,75 1414448 Т а б л и ц а Кзтионнт Показатели КУ-2-8 чС, ГОСТ 20298-74 Окисляемость пе-рманганатная, мг 0$ на 1 г катионита ХПК, мг 0г/п 2 0,5 Не нормирована Исходный стандартный КУ-2-8 Обработанный известным способом Обработанный предлагаемым способом 0,21 0,75 462 65 140 Содержание: • о,ою Fe, % 0,030 0,044 0,040 CVJ мг/л 1.5 5,0 4,0 1,2 ПСОБ» г-экв/л 1,80 1,86 1,80 1,80 рН фильтрата А,5 4,8 5,1 Влажность, % 50-60 50-60 52 51 Затраты электроэнергии» вКт'ч/т 32000 2100 Редактор 0. Юрковецкая . Составитель Е. Потапова Техред Л.Олийнык Корректор М, Шароши Заказ 3809/6 Тираж 519 Подписное В И П Государственного комитета СССР НИИ по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д . 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of electrochemical processing of cationite
Автори англійськоюHrebeniuk Volodymyr Dmytrovych, Penpalo Josyp Josypovych, Hudrit Tetiana Davydivna, Pysaruk Viktor Ivanovych, Pipchuk Viktor Pavlovych
Назва патенту російськоюСпособ электрохимической обработки катионита
Автори російськоюГребенюк Владимир Дмитриевич, Пенпало Иосиф Иосифович, Гудрит Татьяна Давыдовна, Писарук Виктор Иванович, Пипчук Виктор Павлович
МПК / Мітки
МПК: B01J 47/00, B01J 39/00
Мітки: катіоніту, обробки, електрохімічної, спосіб
Код посилання
<a href="https://ua.patents.su/4-676-sposib-elektrokhimichno-obrobki-kationitu.html" target="_blank" rel="follow" title="База патентів України">Спосіб електрохімічної обробки катіоніту</a>
Апарат для електрохімічної очистки стічних вод

Номер патенту: 501
Опубліковано: 30.04.1993
Автори: Матаєв Аркадій Романович, Назарян Мирон Мигранович, Шамша Людмила Федорівна, Коляда Володимир Олександрович, Аксенко Олександр Олександрович
МПК: C02F 103/34, C02F 1/463
Мітки: стічних, електрохімічної, очистки, апарат, вод
Формула / Реферат:
Формула изобретения1. Аппарат для электрохимической очистки сточных вод, содержащий отстойник с коаксиально расположенной в нем внутренней циркуляционной трубой с электродами в нижней ее части и снабженный входными и выходными патрубками воды, о тличающийся тем, что, с целью удобства монтажа и демонтажа электродов и экономии металла, отстойник расположен в верхней части циркуляционной трубы.2. Аппарат по п. 1, отличающийся тем,...
Апарат для електрохімічної очистки забрудненої рідини
Номер патенту: 499
Опубліковано: 30.04.1993
Автори: Шатий Павло Павлович, Назарян Мирон Мигранович, Коляда Володимир Олександрович, Аксенко Олександр Олександрович, Матаєв Аркадій Романович
МПК: C02F 1/465, C02F 1/463
Мітки: очистки, забрудненої, рідини, апарат, електрохімічної
Формула / Реферат:
Формула изобретенияАппарат для электрохимической очистки загрязненной жидкости, включающий отстойник с коаксиально установленной в нем разъемной циркуляционной трубой, в которой размещены электроды и патрубки для подачи очищаемой и отвода очищенной жидкости, отличается тем, что, с целью повышения производительности аппарата и уменьшения расхода металла на изготовление аппарата путем равномерного распределения загрязненной жидкости в...
Апарат для електрохімічної очистки забрудненої рідини

Номер патенту: 500
Опубліковано: 30.04.1993
Автори: Коляда Володимир Олександрович, Аксенко Олександр Олександрович, Назарян Мирон Мигранович, Зміївський Микола Никифорович
МПК: C02F 1/46
Мітки: забрудненої, електрохімічної, очистки, рідини, апарат
Формула / Реферат:
Формула изобретения Аппарат для электрохимической очистки загрязненной жидкости, включающий коаксиально установленные друг относительно друга и соединенные между собой эрлифтным трубопроводом отстойник и циркуляционную трубу, в которой размещены растворимые электроды, патрубки для подачи очищаемой и отвода очищенной жидкости, и пеноудаляющее устройство, отличающийся тем, что, с целью уменьшения габаритов, аппарат снабжен расположенным...
Апарат для електрохімічної очистки забрудненої рідини
Номер патенту: 502
Опубліковано: 30.04.1993
Автори: Коляда Володимир Олександрович, Аксенко Олександр Олександрович, Шатий Павло Павлович, Назарян Мирон Мигранович, Матаєв Аркадій Романович
МПК: C02F 1/46
Мітки: очистки, рідини, апарат, забрудненої, електрохімічної
Формула / Реферат:
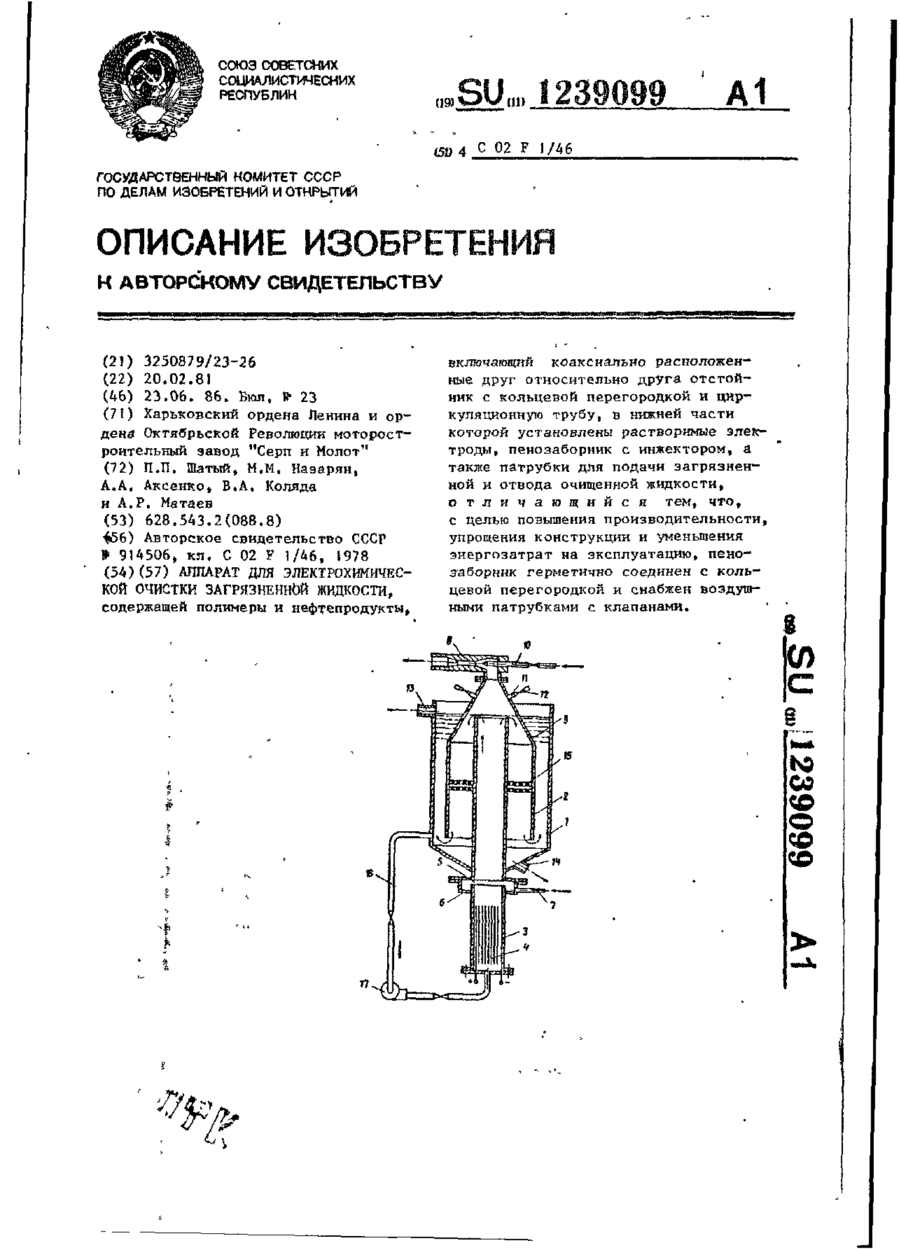
(57) Аппарат для электрохимической очистки загрязненной жидкости, содержащей полимеры и нефтепродукты, включающий коаксиально расположенные друг относительно друга отстойник с кольцевой перегородкой и циркуляционную трубу, в нижней части которой установлены растворимые электроды, пенозаборник с инжектором, а также патрубки для подачи загрязненной и отвода очищенной жидкости, отличающийся тем, что, с целью повышения производительности,...
Спосіб іонно-плазмової обробки

Номер патенту: 172
Опубліковано: 30.04.1993
Автори: Семенюк Валерій Федорович, Трипута Геннадій Олександрович
МПК: H01L 21/26
Мітки: обробки, спосіб, іонно-плазмової
Формула / Реферат:
1. Способ ионно - плазменной обработки в скрещенных ВЧ электрическом и постоянном магнитном полях, включающие удаление материала с обрабатываемого изделия под действием заряженных и нейтральных частиц плазмы в условиях замагниченности электродов wне/nен>1, где wне - электронная циклотронная частота для минимального значения индукции магнитного поля, neн - частота упругих столкновений электронов с нейтральными частицами.отличающиися тем,...
Попередній патент: Спосіб селекції асоціацій мікроорганізмів-деструкторів
Наступний патент: Спосіб опріснення води
Випадковий патент: Секція станків доїльної установки