Спосіб безперервної прокатки дроту
Номер патенту: 60840
Опубліковано: 15.10.2003
Автори: Кравець Михайло Леонідович, Ковалевський Андрій Олегович, Бестужева Надія Михайлівна, Правдін Юрій Михайлович, Лобанов Олександр Іванович, Сергєєв Віктор Володимирович, Крижановський Віталій Анатолійович, Петров Володимир Володимирович
Формула / Реферат
Спосіб безперервної прокатки дроту, що включає багаторазову холодну деформацію круглої заготовки в клітях із тривалковими калібрами при зниженні ступеня деформації металу дроту по ходу прокатки, який відрізняється тим, що дріт у процесі деформації піддають натягу між клітями, величину якого по ходу прокатки зменшують в інтервалі від 7 до 1% пропорційно зниженню величини деформації дроту в калібрі кожної кліті.
Текст
Спосіб безперервної прокатки дроту, що включає багаторазову холодну деформацію круглої заготовки в клітях із тривалковими калібрами при зниженні ступеня деформації металу дроту по ходу прокатки, який відрізняється тим, що дріт у процесі деформації піддають натягу між клітями, величину якого по ходу прокатки зменшують в інтервалі від 7 до 1% пропорційно зниженню величини деформації дроту в калібрі кожної КЛІТІ Винахід відноситься до обробки металів тиском, а саме до безперервної холодної прокатки дроту, і може бути використаний при виготовленні високоякісного дроту з малопластичних металів і сплавів Існуючі способи прокатки дроту з малопластичних матеріалів не забезпечують високу точність розмірів (відхилень від номінального діаметра й овальності поперечного перерізу) головним чином через нерівномірний розподіл пластичної деформації металу дроту у осередку деформації по його поперечному перерізу ДІЮЧІ В зонах випусків калібрів тангенціальні (дотичні) напруги приводять до утворення "лампасів" у виді подовжніх виступів на поверхні дроту, що обтискується, сліди яких зберігаються в готовому виробі Відомий спосіб безперервної прокатки дроту, у якому здійснюють багаторазову деформацію нагрітої круглої заготівки при зниженні ступеня деформації металу дроту по ходу прокатки На завершальному етапі дріт обтискують в обробних і чистових калібрах При цьому перед чистовими калібрами дріт охолоджують для вирівнювання температури по поперечному перерізі дроту (патент Німеччини, №420729 8, В 21 В 1/18, 1995) Спосіб забезпечує можливість підвищення точності дроту завдяки додатковій деформації її в чистових калібрах Однак через утворення "лампасів" на поверхні нагрітого дроту в зонах випусків в основних клітях стану поле відхилень діаметра дроту готового розміру від його номінального зна чення складає порядку 0,3мм (±0,15мм) і більш при овальності поперечного переріза дроту в межах 0,15мм Дріт з більш високими показниками точності геометричних розмірів при використанні даного способу одержати неможливо Відомий також спосіб безперервної прокатки дроту, ВІДПОВІДНО до якого здійснюють багаторазову холодну деформацію круглої заготовки в клітях із трьохвалковими калібрами при зниженні ступеня деформації металу дроту по ходу прокатки, причому деформацію дроту в останньої КЛІТІ проводять в інтервалі 2 5% (патент України, №20203А, В 21 В 1/18, 1998) При зазначеному характері розподілу холодної деформації по клітям на початку прокатки в поперечних перерізах дроту, що обтискується, пластична деформація протікає нерівномірно, через що в зонах випусків калібрів на поверхні дроту утворюються "лампаси", що при зменшуваній по ходу прокатки деформації розкатуються не цілком З цієї причини поле відхилень діаметра від номінального значення при прокатці дроту з відносно пластичної сталі, наприклад зі сталі марки 08Г2С, складає порядку ±0,10мм при овальності не менш 0,12мм Дріт з більш високою точністю розмірів одержати важко В основі даного винаходу лежить рішення задачі по удосконаленню способу безперервної холодної прокатки дроту шляхом зміни умов здійснення пластичної деформації при прокатці, завдяки чому підвищується точність геометричних 00 о (О 60840 розмірів прокатаного дроту Поставлена задача вирішена тим, що в способі безперервної прокатки дроту, що містить багаторазову холодну деформацію круглої заготовки в клітях із трьохвалковими калібрами при зниженні ступеня деформації металу дроту по ходу прокатки, ВІДПОВІДНО до винаходу, дріт у процесі деформації піддають натягу між клітями, величину якого по ходу прокатки зменшують в інтервалі від 7 до 1% пропорційно зниженню величини деформації дроту в калібрі кожної КЛІТІ Параметри натягу, що заявляються, отримані досвідним шляхом Пропонований спосіб відрізняється від способу, прийнятого в якості найближчого з аналогів, тим, що дріт у процесі деформації в клітях із трьохвалковими калібрами піддають натягу між клітями, величина якого зменшується по ходу прокатки зазначеним вище чином Технічним результатом використання пропонованого винаходу є підвищення точності геометричних розмірів прокатаного дроту Це досягається в результаті підвищення рівномірності пластичної деформації в калібрах клітей стану завдяки зменшенню величини тангенціальних напруг і розширення металу дроту у випусках калібрів при здійсненні пропонованого натягу між клітями Пропонований спосіб здійснюють слідуючим чином Круглу заготовку, намотану на котушку, подають до вхідної сторони безперервного стану Настроюють трьохвалкові калібри всіх клітей стану і здійснюють багаторазову холодну деформацію заготовки при зниженні ступеня деформації металу дроту по ходу прокатки При цьому дріт у процесі деформації піддають натягу між клітями Величину натягу по ходу прокатки зменшують в інтервалі від 7 до 1% пропорційно зниженню величини деформації дроту в калібрі кожної КЛІТІ На виході з прокатного стану дріт готового розміру намотують на котушку Зразки прокатаного дроту вимірюють, визначаючи величини діаметра й овальності поперечного перерізу дроту Величину коефіцієнта кінематичного натягу металу дроту, що характеризує ступінь натягу його в проміжку між клітями стану визначають з відомої залежності •100%, де s, - коефіцієнт кінематичного натягу металу дроту між клітями, і-порядковий номер КЛІТІ, v, і v,_i - швидкості переміщення дроту на виході з і-тої і (І-1)-ОІ клітей, Комп'ютерна верстка А Ярославцева ju,, - коефіцієнт витяжки металу дроту, що характеризує величину його пластичної деформації без натягу (Г И Гуляев, П Н Ившин, И Н Ерохинидр Технология непрерывной безоправочной прокатки М , "Металлургия", 1975, с 14) ВІДПОВІДНО ДО пропонованого способу було прокатано 1500м дроту діаметром 4мм із титанового сплаву ВТ-6 Як заготовку використовували круглу катанку діаметром 6мм із відхиленнями діаметру в межах ±0,2мм і овальністю поперечного переріза дроту 0,15мм Перед прокаткою заготовку піддавали ХІМІЧНІЙ І термічній обробкам Заготовку і прокатаний дріт намотували на котушки діаметром 500мм Прокатку дроту проводили на семи клітьовому стані з застосуванням мастильноохолодної рідини Швидкість переміщення дроту на виході з останньої КЛІТІ стану складала 1,5м/с Величини приватних деформацій металу дроту в калібрах по ходу прокатки складали 15, 13, 12, 10, 8,2, 4,5, 2,9%, а величини натягу ВІДПОВІДНО - 6,6, 4,7, 3,8, 2,4, 1,9, 1,4, 1,0% При сполученні зазначених параметрів прокатка дроту здійснювалась рівномірно, без ускладнень, завдяки чому була досягнута висока точність геометричних розмірів прокатаного дроту, а саме відхилення розмірів дроту від и номінального діаметра складали ±0,06мм, а величина овальності - не більш 0,08мм Досягнута точність прокатаного дроту відповідала ДСТ 27265-87 Експериментально встановлений інтервал величини натягу (7-1%) забезпечує рівномірний розподіл пластичної деформації в металі дроту, що прокатується При натягу більш 7% спостерігається не заповнення калібрів металом, що викривляє округлу форму дроту, що не виправляється в наступних калібрах і істотно знижує точність розмірів дроту готового розміру Крім того, спостерігаються випадки обриву дроту При ступені натягу металу дроту менш 1% в останніх клітях відбувається переповнення калібрів металом, що, у свою чергу, знижує точність прокатаного дроту У порівнянні з точністю розмірів дроту діаметром 4мм із титанового сплаву ВТ-6, досягнутої при використанні пропонованого способу, точність розмірів дроту, виготовленої ВІДПОВІДНО до способу - найближчому з аналогів, нижче відхилення по діаметрі складають порядку ±0,1 мм, а величина овальності - не менш 0,12мм Таким чином, пропонований спосіб безперервної прокатки дроту забезпечує підвищення точності розмірів дроту з мало пластичних сплавів і по діаметрі і по овальності - приблизно на ЗО 40% Підписне Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ДП "Український інститут промислової власності", вул Сім'ї Хохлових, 15, м Київ, 04119
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for continuous rolling of wire
Автори англійськоюSerhieiev Viktor Volodymyrovych, Lobanov Oleksandr Ivanovych, Pravdin Yurii Mykhailovych, Kravets Mykhailo Leonidovych
Назва патенту російськоюСпособ непрерывной прокатки проволки
Автори російськоюСергеев Виктор Владимирович, Лобанов Александр Иванович, Правдин Юрий Михайлович, Кравец Михаил Леонидович
МПК / Мітки
МПК: B21B 1/16
Мітки: безперервної, дроту, прокатки, спосіб
Код посилання
<a href="https://ua.patents.su/2-60840-sposib-bezperervno-prokatki-drotu.html" target="_blank" rel="follow" title="База патентів України">Спосіб безперервної прокатки дроту</a>
Спосіб безперервної прокатки дроту
Номер патенту: 20203
Опубліковано: 15.07.1997
Автори: Хаустов Георгій Йосипович, Правдін Юрій Михайлович, Сергєєв Віктор Володимирович, Крилов Михайло Юрійович, Шаге Євген Петрович, Лобанов Олександр Іванович
МПК: B21B 1/16
Мітки: спосіб, прокатки, дроту, безперервної
Формула / Реферат:
Способ непрерывной прокатки проволоки, включающий многократную деформацию круглой заготовки в клетях с трехвалковыми калибрами, отличающийся тем, что заготовку подвергают холодной деформации при снижении ее величины по ходу процесса прокатки от 18-32% в первой клети до 7-14% в предпоследней клети, а деформацию в последней клети осщуествляют в интервале 2-5%.
Безперервний стан для прокатки дроту

Номер патенту: 38760
Опубліковано: 15.05.2001
Автори: Правдін Юрій Михайлович, Сергєєв Віктор Володимирович, Лобанов Олександр Іванович, Калінін Ігор Віталійович
МПК: B21B 1/16
Мітки: дроту, безперервний, прокатки, стан
Текст:
...дріт де формується без скручування і метал тече здебільшого у повздовжньому напрямку - у напрямку прокатки. Додатковий рівчак, який фіксує переріз дроту відносно повздовжньої осі, забезпечує стабільне здійснення процесу прокатки и виготовлення дроту без викривлення його геометричних розмірів. При цьому в першій кліті стана використовують калібр у виді стрілчастого трикутника без додаткового рівчака, тому що заготовка, яка надходить в...
Спосіб безперервної прокатки штаб
Номер патенту: 21489
Опубліковано: 16.12.1997
Автори: Мовшович Вілорд Соломонович, Тилик Василь Трохимович, Васильєв Олександр Геннадійович, Ніколаєв Віктор Олександрович, Телюк Віктор Григорович, Кудрин Володимир Іванович, Штехно Олег Миколайович
МПК: B21B 1/22
Мітки: спосіб, штаб, прокатки, безперервної
Формула / Реферат:
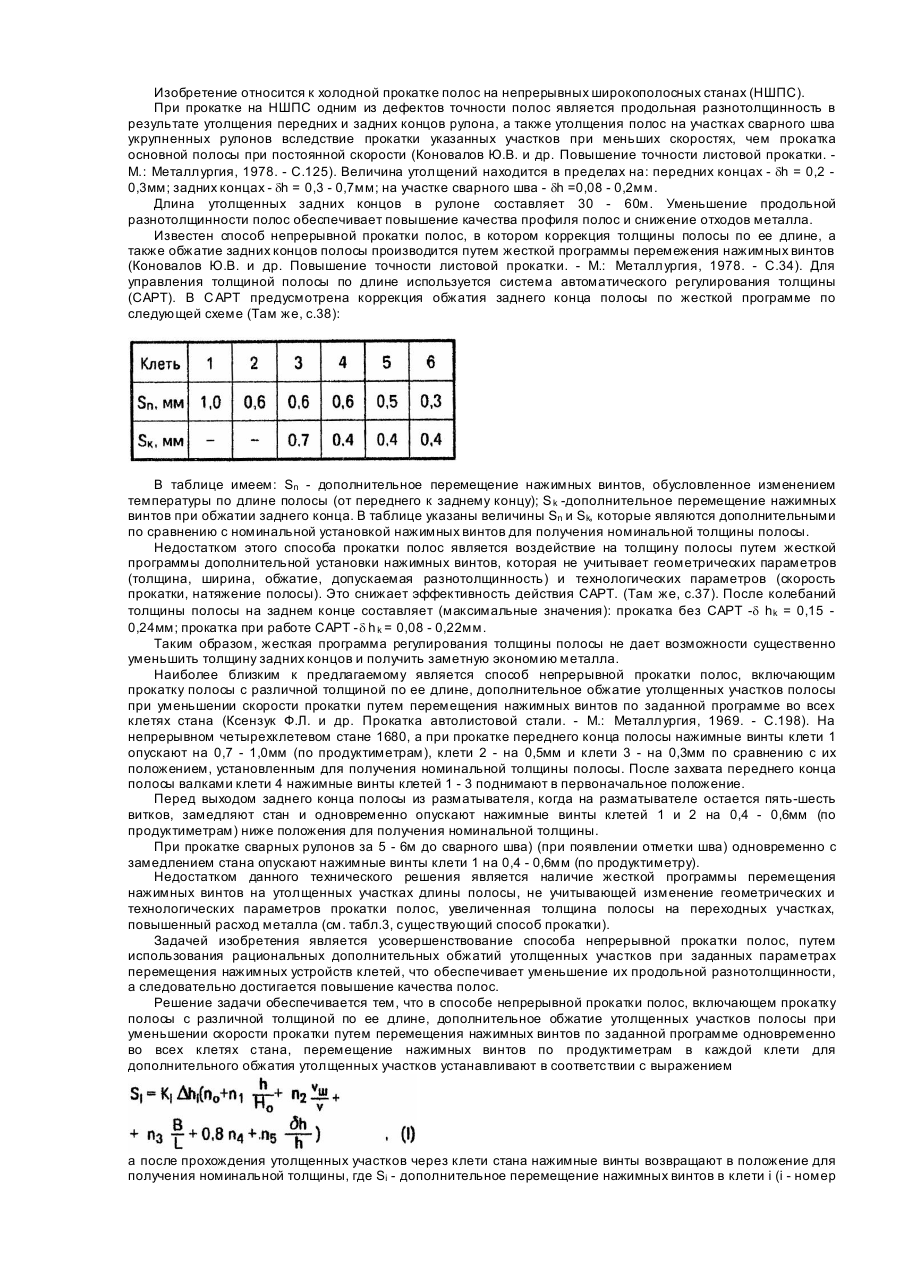
Способ непрерывной прокатки полос, включающий прокатку полосы с различной толщиной ее по длине, дополнительное обжатие утолщенных участков полосы при уменьшении скорости прокатки путем перемещения нажимных винтов по заданной программе одновременно во всех клетях стана, отличающийся тем, что перемещение нажимных винтов по продуктиметрам в каждой клети для дополнительного обжатия утолщенных участков устанавливают в соответствии с...
Спосіб безперервної прокатки штабів
Номер патенту: 805
Опубліковано: 15.12.1993
Автори: Андрійчук Сергій Андрійович, Холодило Валерій Андрійович, Шишко Юрій Борисович, Кузнєцов Лев Федорович, Филонов Юрій Всеволодович, Єрємєєв Віктор Іванович, Букрєєв Іван Іванович, Гавриленко Євген Дмитрович, Ющевський Віктор Карлович
МПК: B21B 1/26
Мітки: спосіб, безперервної, штабів, прокатки
Формула / Реферат:
Способ непрерывной прокатки полос, преимущественно высоких, в системо ребрового и пластового калибров, включающий создание момента осевого скручивания раската на выходе из калибра в процессе ребрового обжатия, отличающийся тем, что, с целью облегчения кантовки раската при передаче его из ребрового в пластовый калибр, в ребровом калибре создают утолщения в угловых зонах по одной из диагоналей профиля раската путем преимущественного...
Безперервний стан прокатки дроту
Номер патенту: 17991
Опубліковано: 17.06.1997
Автори: Морозов Рудольф Павлович, Крилов Михайло Юрійович, Хаустов Георгій Йосипович, Лобанов Олександр Іванович, Сергєєв Віктор Володимирович, Правдін Юрій Михайлович
МПК: B21B 1/16
Мітки: безперервний, стан, прокатки, дроту
Формула / Реферат:
Непрерывный стан для прокатки проволоки, содержащий последовательный ряд трехвалковых клетей, в каждой из которых валки расположены по окружности под углом 120°, валки каждой последующей клети относительно валков предыдущей клети смещены на угол 60°, а валки последней клети ряда образуют круглый калибр, отличающийся тем, что трехвалковые клети, расположенные с входной стороны стана, снабжены комплектами валков, контуры рабочих поверхностей...
Попередній патент: Пристрій для внутрішньокісткових маніпуляцій
Наступний патент: Спосіб очищення води від нафти та нафтопродуктів
Випадковий патент: Атравматичний пристрій з концентричним каналом для введення лікувального засобу внутрішньошкірно