Спосіб визначення дійсних значень зусиль розтягування матеріалу, що прокатується, в багатоклітьовому стані безперервної прокатки
Номер патенту: 26896
Опубліковано: 29.12.1999
Автори: МЕССЕРШМІДТ Лутц, РІФЕНШТАЛЬ Ульріх, БРАНДТ Валтер, ВЕНЕЛЬТ Ханс-Дітріх
Текст
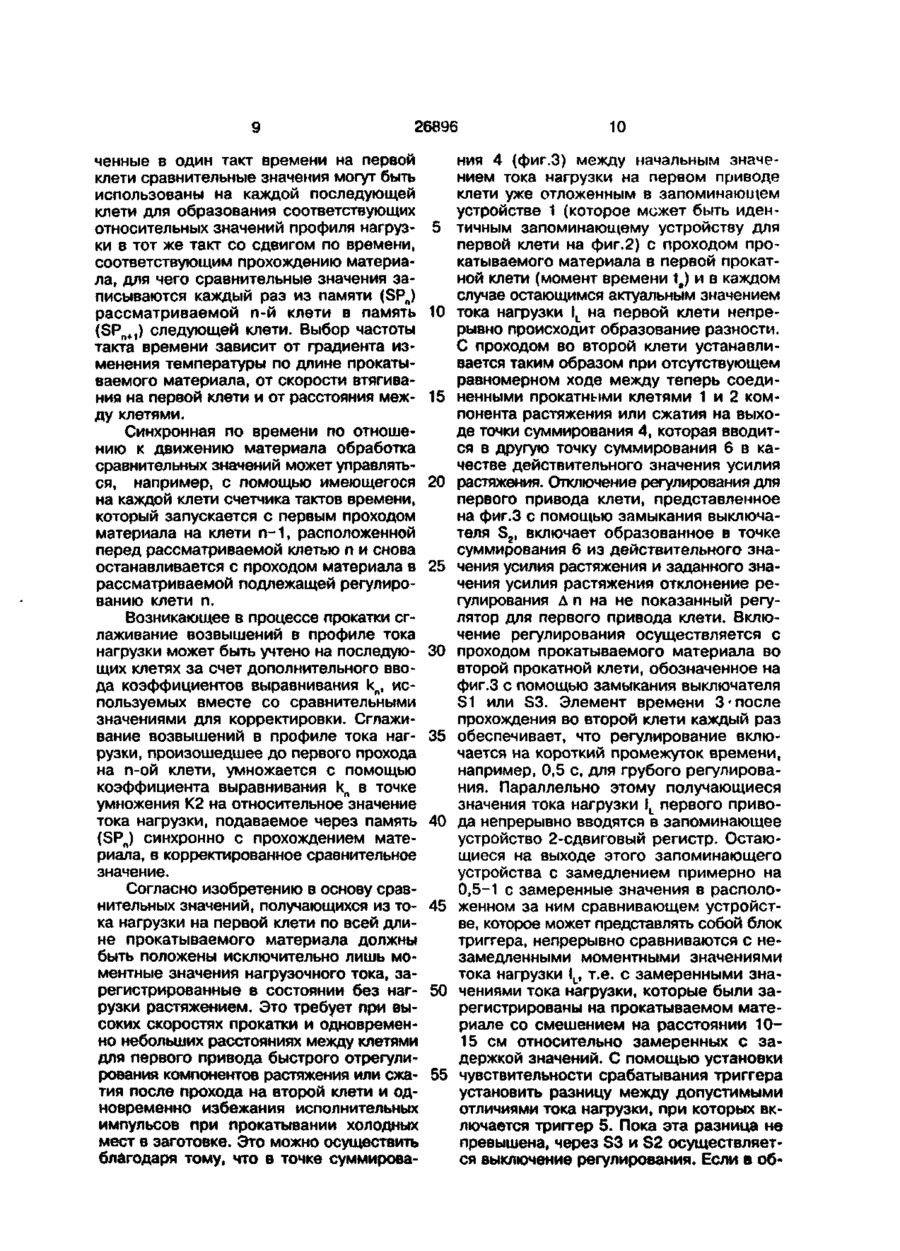
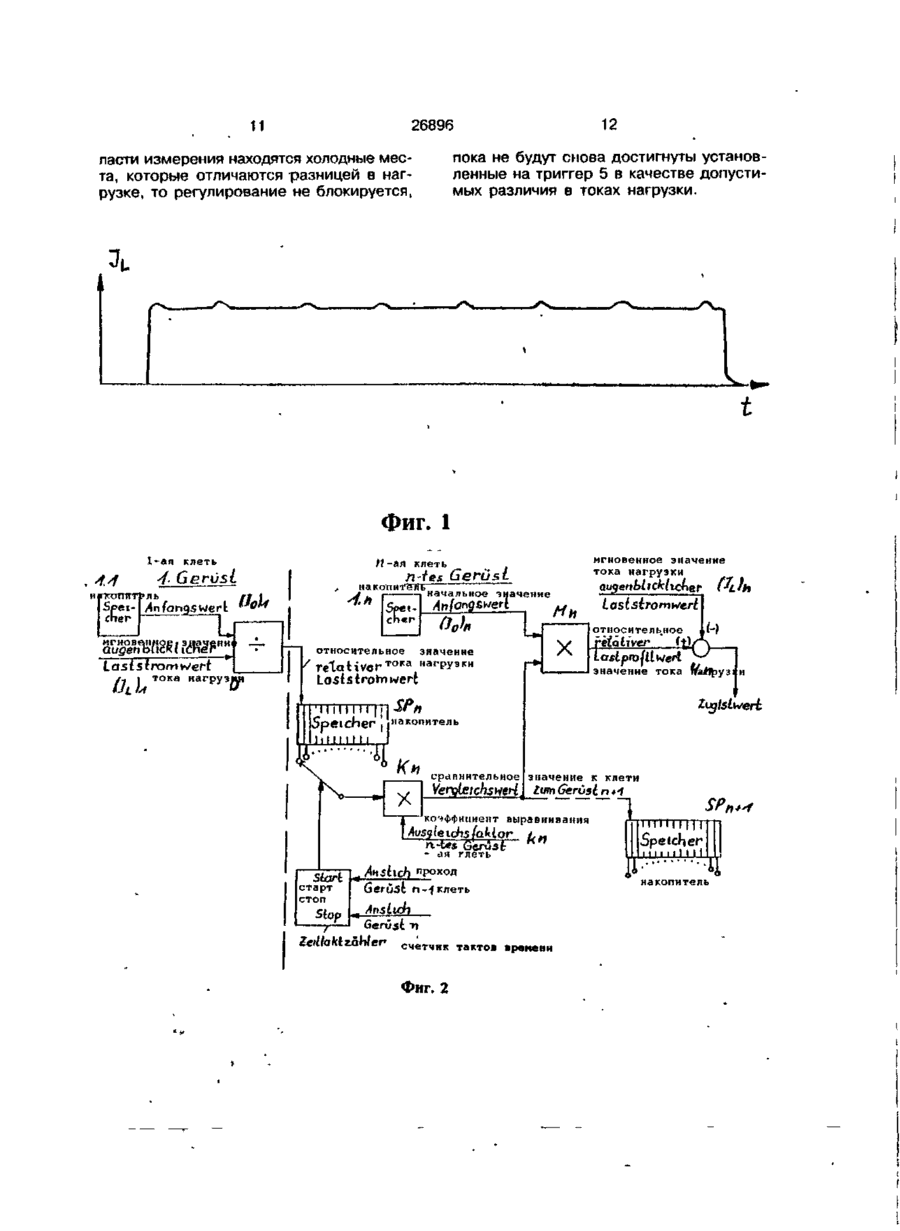
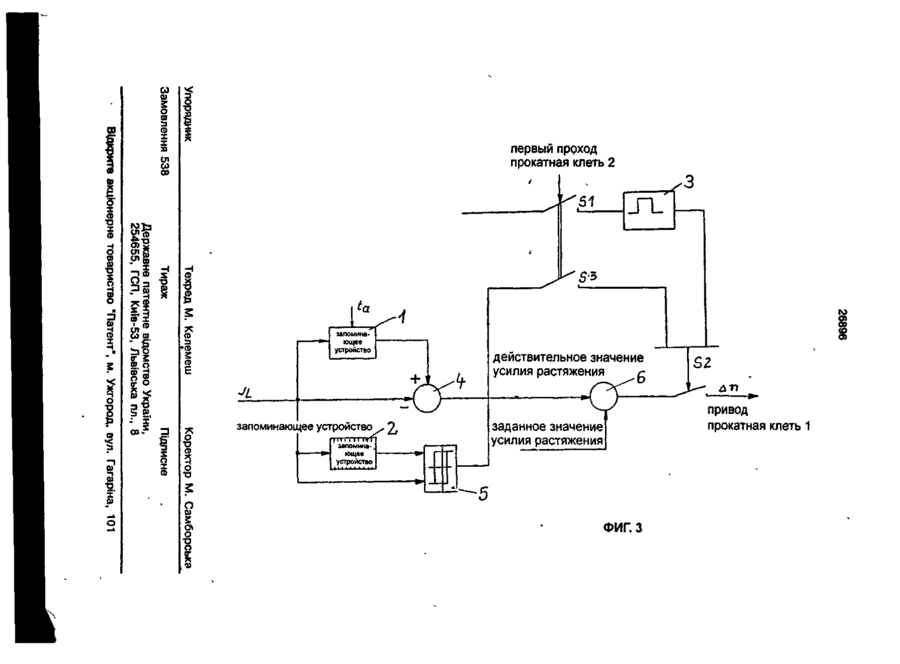
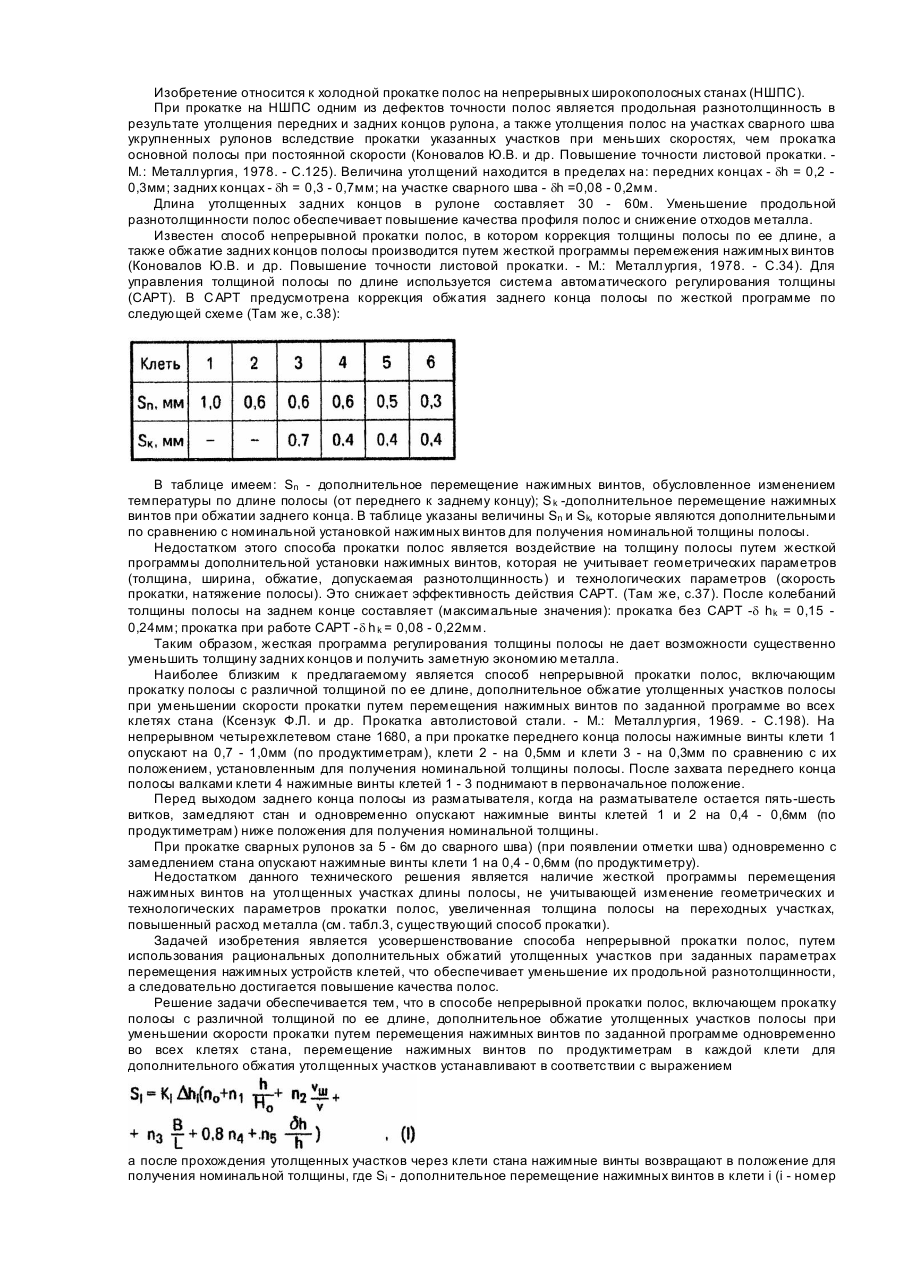
1. Способ определения действительных значений усилий растяжения прокатываемого материала в многоклетьевом стане непрерывной прокатки, включающий измерение и ввод в запоминающее устройство начального значения тока нагрузки двигателя каждой клети, скомпенсированного на величину, соответствующую динамическим изменениям тока нагрузки двигателя, определение текущих значений тока нагрузки двигателя каждой клети от момента поступления прокатываемого материала в соответствующую клеть по всей длине прокатываемого материала, определение отношения текущих значений тока двигателя каждой клети к его начальному значению, о т л и ч а ю щ и й с я тем, что определяют для первой клети отношение (t L ) 1 /(i o ) 1 текущих значений тока (l L ) t двигателя первой клети к его начальному значению (!o)1t полученному по всей длине прокатываемого материала при его прокатке без растяжения, по которому определяют действительное значение усилий растяжения прокатываемого материала при его прокатке в последующих клетях синхронно со вре менем перемещения материала по клетям, причем указанное отношение вводят в запоминающее устройство и в дальнейшем корректируют с учетом деформации прокатываемого материала в зазоре между валками данной клети, при этом действительное значение F усилий растяжения прокатываемого материала для (n-ой) клети определяют по следующему математическому выражению: где Кп - коэффициент компенсации от динамических изменений тока двигателя для n-ой клети; (1О)П - начальное значение тока двигателя для п-ой клети; (l L ) n - текущее значение тока двигателя по длине прокатываемого материала для n-ой клети. 2. Способ по п.1, о т л и ч а ю щ и йс я тем, что ввод отношения (IL)1/(IO)1 осуществляют с помощью тактированного ввода в часть запоминающего устройства по аналогии со сдвигающим регистром, причем частоту тактирования устанавливают в зависимости от градиентов температурных изменений по длине прокатываемого материала, от скорости втягивания материала валками на первой клети, а также от расстояния между клетями. 3. Способ л о п . 1 , о т л и ч а ю щ и й с я тем, что для прокатки материала на первой клети без его растяжения при поступлении материала во вторую клеть сигнал, пропорциональный текущему значению тока двигателя первой клети, одновременно вводят в запоминающее устройство и подают на один из входов сравнивающего устройства, причем средства регулирования растяжения для первой клети с > 00 ON О 26896 при поступлении материала во вторую клеть включают на короткий промежуток времени до момента окончания регулирования растяжения или сжатия, непрерывно осуществляют сравнение на сравнивающем устройстве задержанных во времени значений тока двигателя первой клети с выхода запоми нающего устройства с текущими значениями тока двигателя первой клети, и осуществляют включение или отключение регулирования растяжения, при этом при превышении разницы между токами допустимой величины средства регулирования растяжения первой клети отключают. Изобретение касается способа регистрации действительных значений усилий растяжения для регулирования минимальных усилий растяжения в стане горячей прокатки, при котором действительное значение усилия растяжения определяется исключительно путем сравнения токов. Из [1] известно регулирование минимальных усилий напряжения, с использованием тока якоря или момента вращения, в основе которого в качестве базисной величины принимается ток якоря двигателя валков, в качестве регулировочного параметра. Одновременно, однако, указывалось также на то, что регулирование на основе сравнения токов дает ощибки для напряжений растяжения, например, изза наличия холодных мест в прокатываемом материале. Это регулирование минимальных усилий растяжения, как и способ, описанный в [2] для регулирования усилий растяжения, основан на том, что он постоянно замеряемой на соответствующей первой из двух следующих друг за другом прокатных клетей, эквивалентной усилию растяжения*величины, которая, например, может представлять собой ток нагрузки, в накопитель вводится единственное значение измерения, представляющее состояние перед контактом прокатываемого материала со следующей клетью и вследствие этого состояние при усилии растяжения, равном нулю. Отклонения, полученные после первого прохода прокатываемого материала в следующей клети из сравнения значений токов нагрузки, устанавливающихся в соответствующей первой клети со значением, зафиксированным в памяти, вводятся в качестве корректирующих значений в целях регулирования усилий растяжения или сжатия управляющего и регулирующего устройства следящего привода для продолжительнос ти связи обеих клетей прокатываемым материалом. При этом моментные значения, зарегистрированные на всех клетях и тем самым также на первой клети прокатного стана, постоянно вместе с начальным значением, введенным в память, вводятся в соотношение в органе сравнения, благодаря чему в качестве базисного значения для регулирования по всей длине заготовки во внимание принимается лишь единственное сравнительное значение, полученное из состояния прокатки без растяжения, а именно, значение, введенное в память. Оно представляет, однако, лишь одну точку профиля тока нагрузки при прокатке в ненапряженном состоянии. Изменения, связанные с меняющейся по длине прокатываемого материала температурной структурой, которые вызывают изменения токов нагрузки при прохождении прокатываемого материала в первой клети, таким образом, остаются не учтенными. Для устранения таких ошибок при определении напряжений растяжения в публикации указывают на регулирование минимального усилия напряжения, при котором вместо момента вращения или тока якоря в качестве регулирующего параметра используют отношение момента вращения или тока якоря к усилию прокатки. Необходимое в таких случаях усилие прокатки регистрируется с помощью встроенных в прокатную клеть устройств для измерения давления. Преимущественно применяемые на практике для регулирования минимального усилия растяжения способы регистрации действительных значений усилий растяжения базируются на срав^ нении необходимой деформации прокатываемого материала момента вращения или тока якоря привода валков с усилием прокатки, получающимся при деформации в зазоре между валками. Так как 6 уход за встроенными в прокатные клети устройствами для измерения давления по опыту осуществляется в недостаточной степени, со стороны операторов прокатных станов выставляются достаточно правомочные требования регулирования минимальных усилий растяжения без применения устройств для измерения давления. Таким образом, кажется очевидной целесообразность возврата к регулированию минимальных усилий растяжения для устранения погрешностей (определения) напряжений растяжения, описанных выше. Это нельзя осуществить с помощью простых средств, так как благодаря поступлению заготовок на холодные направляющие скольжения, происходит отвод тепловой энергии, что приводит к возникновению более холодных мест в заготовке. При прохождении заготовок через прокатные клети это вызывает повышение тока, благодаря чему прежние способы регистрации действительных значений усилий растяжения на основе сравнения токов ставятся под вопрос. Поэтому в основе изобретения лежит задача создать способ регистрации действительных значений усилий растяжения для регулирования минимальных усилий растяжения, основанных на сравнении замеряемых значений тока, пропорциональных моменту нагрузки, и учете неравномерного прохождения тока по всей длине заготовки. Эта задача при регулировании минимального усилия растяжения, при котором для регистрации действительных значений усилий растяжения определяется и вводится в память начальное значение служащего в качестве базисной величины и компенсированного на свою составную часть тока, получающуюся из динамических изменений, тока нагрузки каждой прокатной клети, а также регистрируются моментные значения тока нагрузки каждого привода прокатной клети от ввода прокатываемого материала в соответствующую прокатную клеть по всей длине прокатываемого материала и, будучи введенными в соотношение к запомненному начальному значению тока нагрузки на соответствующей клети, образуют сравнительные значения для корректирующего подключения регулирующих и управляющих устройств следующей клети, решается, согласно изобретению, благодаря тому, что все сравнительные значения от первой прокатной клети, в основе которых лежат полученные в состоянии без растяжения моментные значения тока нагрузки, отк ладываются в запоминающем устройстве, имеющемся в следующей непосредственно за первой клетью n-й клети и оттуда синхронно по времени с прохождением 5 материала предоставляются в распоряжение в качестве сравнительных значений как n-й клети, так и через запоминающее устройство, приданное клети, следующей за n-й клетью, также и этой клети, при10 чем в сравнительных значениях учитывается для корректировки возникающее благодаря деформации прокатываемого материала в зазоре между валками соответствующей рассматриваемой клети, смо15 делированное с помощью выравнивающего фактора сглаживание профиля кривой нагрузки, и что путем умножения введенного в память соответствующей клети начального значения тока нагрузки на отдель20 ные предоставленные в распоряжение от первой клети сравнительные значения образуются моментные относительные значения профиля нагрузки, которые в сумме с соответствующим моментным значением 25 тока нагрузки рассматриваемой клети образуют значения тока, эквивалентные моментному действительному значению усилий растяжения регулирования минимального усилия растяжения рассматриваемой 30 клети. В целесообразном варианте выполнения изобретения запоминание сравнительных значений осуществляется путем тактированного считывания в области памяти 35 аналогично сдвиговому регистру, причем тактовая частота определяется в зависимости от градиентов изменений температуры по длине прокатываемого материала, от скорости втягивания валками на 40 первой прокатной клети, а также от расстояния между клетями. В дальнейшем развитии изобретения задача управления регулирования первого привода клети, для которого действи45 тельное значение усилия растяжения определяется путем образования разности между начальным значением тока нагрузки, введенным в память после первого прохода прокатываемого материала че50 рез первую клеть, и последующими моментными значениями тока нагрузки первого привода прокатной клети и, постоянно суммируясь с заданным значением усилия растяжения, образует регулирующее 55 отклонение для регулирования первого привода клети, для достижения состояния без нагрузки растяжением на первой клети прокатного стана также после первого прохода прокатываемого материала во вто• рой клети, решается, согласно изобрете 26896 нию, благодаря тому, что получающиеся непрерывно соответствующие моментные значения тока нагрузки первой клети одновременно вводятся в память сдвижного регистра, и направляются в сравнивающее устройство, причем регулирование для первого привода клети с первым проходом прокатываемого материала во второй клети кратковременно отключают до тех пор, пока не будут отрегулированы напряжения растяжения или сжатия и затем регулирование включают или прерывают сравнивающим устройством в зависимости от задаваемой разницы токов нагрузки, которая определяется путем сравнения значений тока нагрузки, приложенного с замедлением во времени на выходе сдвигового регистра, и значения тока нагрузки, полученного без замедления во времени, моментно, на сравнивающем устройстве, причем сравнивающее устройство интерпретирует превышение установленной, как допустимой, разницы токов нагрузки как холодные места в прокатываемом материала и на это время вызывает прерывание регулирования. Преимущества, достигаемые с помощью изобретения, состоят, в частности, в том, что можно отказаться от необходимых в ином случае устройств для измерения давления с целью компенсации погрешностей измерений значений усилий растяжения и, по сравнению с ранее известными способами определения действительных значений усилий растяжения на основе сравнения токов, и определить достаточно точное действительное значение усилий растяжения для регулирования минимального усилия напряжения. На фиг.1 показана кривая тока нагрузки IL (профиль тока нагрузки) привода клети по длине заготовки; на фиг.2 - схема образования действительного значения усилия растяжения для n-й клети; на фиг.З - функционирование регулировки для первого привода клети. Встречающиеся в представленном профиле тока нагрузки фиг.1 повышения тока возникают при прохождении заготовки через прокатные клети из-за так называемых холодных мест в прокатываемом материале, причиной возникновения которых является контакт заготовки с водоохлаждаемыми направляющими в печи. Регулирование минимальных усилий растяжения интерпретирует такие повышения тока на кривой тока как усилия растяжения, вследствие чего имеет место постоянная настройка числа оборотов прокатной клети, участвующей в создании растяжения, 5 10 15 20 25 30 35 40 45 50 55 8 поскольку это влияние нельзя скомпенсировать. В усгройствах для измерения давления такая компенсация осуществляется с помощью повышения давления в холодных местах. Для устройств без измерения давления решение, согласно изобретению, позволяет исключить это вредное воздействие. С входом прокатываемого материала в первую прокатную клеть профиль тока нагрузки регистрируется в состоянии без нагрузки растяжением. При этом исходят из того, что динамические изменения из-за составляющих ускорения и замедления в токе якоря привода клети компенсируются с помощью известных решений. Способ согласно изобретению более подробно поясняется на фиг.2 и 3. В ЗУ (1.1) запоминают начальные значения (l o ) t тока нагрузки, полученные при прокатке без натяжения, а затем в точке (D) осуществляют деление на мгновенное значение (I L ) 1 тока нагрузки, в результате которого образуется относительное значение тока нагрузки, записываемое в определенные постоянные промежутки времени в область памяти (SPn) аналогично сдвиговому регистру, соответствующей п-ой клети (первая последующая клеть), откуда их синхронно с прохождением материала подают к п-ой клети в качестве сравнительных значений. Путем умножения этих сравнительных значений (в точке Мп) на измеренное на регулируемой п-ой клети и также запомненное начальное значение (10)п тока нагрузки определяют относительное значение профиля нагрузки, за счет чего происходит перенос температурного профиля с первой клети на n-ую. Возникающая в суммирующей точке 4. п разность между относительным значением профиля нагрузки и мгновенным значением (lL)n тока нагрузки образует достаточно точное фактическое значение для минимального регулирования натяжения на п-ой клети. Из сравнения заданного значения натяжения с полученным таким образом фактическим значением в суммирующей точке 6 образуется регулирующий сигнал для требуемого изменения частоты вращения А п для данной клети. На основе действующего для непрерывных прокатных станов требования о том, чтобы на всех клетях соотношение объема материала в единицу времени было всегда постоянным, снятый на первой клети профиль тока нагрузки в его временном прохождении с соответствующим сдвигом по времени относится также ко всем другим клетям. Вследствие этого полу 26896 ченные в один такт времени на первой клети сравнительные значения могут быть использованы на каждой последующей клети для образования соответствующих относительных значений профиля нагрузки в тот же такт со сдвигом по времени, соответствующим прохождению материала, для чего сравнительные значения записываются каждый раз из памяти (SPn) рассматриваемой n-й клети в память (SP n+1 ) следующей клети. Выбор частоты такта времени зависит от градиента изменения температуры по длине прокатываемого материала, от скорости втягивания на первой клети и от расстояния между клетями. Синхронная по времени по отношению к движению материала обработка сравнительных значений может управляться, например, с помощью имеющегося на каждой клети счетчика тактов времени, который запускается с первым проходом материала на клети п - 1 , расположенной перед рассматриваемой клетью п и снова останавливается с проходом материала в рассматриваемой подлежащей регулированию клети п. Возникающее в процессе прокатки сглаживание возвышений в профиле тока нагрузки может быть учтено на последующих клетях за счет дополнительного ввода коэффициентов выравнивания kn> используемых вместе со сравнительными значениями для корректировки. Сглаживание возвышений в профиле тока нагрузки, произошедшее до первого прохода на п-ой клети, умножается с помощью коэффициента выравнивания kn в точке умножения К2 на относительное значение тока нагрузки, подаваемое через память (SPn) синхронно с прохождением материала, в корректированное сравнительное значение. Согласно изобретению в основу сравнительных значений, получающихся из тока нагрузки на первой клети по всей длине прокатываемого материала должны быть положены исключительно лишь моментные значения нагрузочного тока, зарегистрированные в состоянии без нагрузки растяжением. Это требует при высоких скоростях прокатки и одновременно небольших расстояниях между клетями для первого привода быстрого отрегулирования компонентов растяжения или сжатия после прохода на второй клети и одновременно избежания исполнительных импульсов при прокатывании холодных мест в заготовке. Это можно осуществить благодаря тому, что в точке суммирова 5 10 15 20 25 30 35 40 45 50 55 10 ния 4 (фиг.З) между начальным значением тока нагрузки на первом приводе клети уже отложенным в запоминающем устройстве 1 (которое может быть идентичным запоминающему устройству для первой клети на фиг.2) с проходом прокатываемого материала в первой прокатной клети (момент времени t a ) и в каждом случае остающимся актуальным значением тока нагрузки I L на первой клети непрерывно происходит образование разности. С проходом во второй клети устанавливается таким образом при отсутствующем равномерном ходе между теперь соединенными прокатными клетями 1 и 2 компонента растяжения или сжатия на выходе точки суммирования 4, которая вводится в другую точку суммирования 6 в качестве действительного значения усилия растяжения. Отключение регулирования для первого привода клети, представленное на фиг.З с помощью замыкания выключателя S2, включает образованное в точке суммирования 6 из действительного значения усилия растяжения и заданного значения усилия растяжения отклонение регулирования Д п на не показанный регулятор для первого привода клети. Включение регулирования осуществляется с проходом прокатываемого материала во второй прокатной клети, обозначенное на фиг.З с помощью замыкания выключателя S1 или S3. Элемент времени 3'после прохождения во второй клети каждый раз обеспечивает, что регулирование включается на короткий промежуток времени, например, 0,5 с, для грубого регулирования. Параллельно этому получающиеся значения тока нагрузки JL первого привода непрерывно вводятся в запоминающее устройство 2-сдвиговый регистр. Остающиеся на выходе этого запоминающего устройства с замедлением примерно на 0,5-1 с замеренные значения в расположенном за ним сравнивающем устройстве, которое может представлять собой блок триггера, непрерывно сравниваются с незамедленными моментными значениями тока нагрузки I L , т.е. с замеренными значениями тока нагрузки, которые были зарегистрированы на прокатываемом материале со смешением на расстоянии 1 0 15 см относительно замеренных с задержкой значений. С помощью установки чувствительности срабатывания триггера установить разницу между допустимыми отличиями тока нагрузки, при которых включается триггер 5. Пока эта разница не превышена, через S3 и S2 осуществляется выключение регулирования. Если в об 12 26896 11 пока не будут снова достигнуты установленные на триггер 5 в качестве допустимых различия в токах нагрузки. ласти измерения находятся холодные места, которые отличаются разницей в нагрузке, то регулирование не блокируется, Фиг. 1 1-ая клеть Y- Gerusi 'ЛЬ Spet- An fangs w e r l спег мгновенное значение тока нагрузки /?-ая клеть n-tes Gerust «t.h ihU Laslslromwert начальное значение 5p cnmr относительное Й > Onh о'п значение retaUver T O I c a "^грузки X *j » тока нагрузки относительное eta Liver ft? relauvcr \ Last pro jllweri значение тока паіТрузян •і 111 і 1 1 1 1 І і Speicher \ накопитель hi II I I I I I X сравнительное значение к клети lurr\ Gerusi п И коэффициент выравнивания Avsqieichsfaklor ТО* derlst StarL старт стоп Stop - ая глеть проход г»--f клеть Gerusi Ansiuh ZedlaMzahier счетчик тактов времени Фиг. 2 ТТПТІ I | | | Speicber і III 111 1 1 1 накопитель О) 01 о ш ф Z Z ел со 00
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B21B 38/00
Мітки: стані, прокатується, дійсних, прокатки, значень, безперервної, визначення, спосіб, матеріалу, зусиль, багатоклітьовому, розтягування
Код посилання
<a href="https://ua.patents.su/8-26896-sposib-viznachennya-dijjsnikh-znachen-zusil-roztyaguvannya-materialu-shho-prokatuehtsya-v-bagatoklitovomu-stani-bezperervno-prokatki.html" target="_blank" rel="follow" title="База патентів України">Спосіб визначення дійсних значень зусиль розтягування матеріалу, що прокатується, в багатоклітьовому стані безперервної прокатки</a>
Труба для охолодження матеріалу, що прокатується, у водоохолоджувальних лініях
Номер патенту: 12998
Опубліковано: 28.02.1997
Автори: Райнер Мерк, Франк Гауч, Вільфрід Лампе, Ханс-Юрген Грунвальд, Нільс Мойзель
МПК: C21D 1/62, B21B 45/02
Мітки: лініях, прокатується, водоохолоджувальних, матеріалу, охолодження, труба
Формула / Реферат:
(57) 1. Труба для охлаждения прокатываемого материала в водоохлаждаемых линиях, содержащая корпус, соединенный с системой подачи хладагента, причем направление движения хладагента и прокатываемого материала совпадают, имеющий конический диффузор в концевой его части и отклоняющее приспособление, размещенное перед коническим диффузором, отличающаяся тем, что отклоняющее приспособление выполнено в виде не менее одного открытого...
Спосіб безперервної прокатки дроту
Номер патенту: 20203
Опубліковано: 15.07.1997
Автори: Лобанов Олександр Іванович, Крилов Михайло Юрійович, Шаге Євген Петрович, Сергєєв Віктор Володимирович, Хаустов Георгій Йосипович, Правдін Юрій Михайлович
МПК: B21B 1/16
Мітки: спосіб, прокатки, безперервної, дроту
Формула / Реферат:
Способ непрерывной прокатки проволоки, включающий многократную деформацию круглой заготовки в клетях с трехвалковыми калибрами, отличающийся тем, что заготовку подвергают холодной деформации при снижении ее величины по ходу процесса прокатки от 18-32% в первой клети до 7-14% в предпоследней клети, а деформацию в последней клети осщуествляют в интервале 2-5%.
Труба для охолодження матеріалу, який прокатується, у водоохолоджуваних лініях
Номер патенту: 13465
Опубліковано: 28.02.1997
Автори: Ханс-Юрген Грунвальд, Вільфрід Лампе, Нільс Мойзель
МПК: B21B 45/02, C21D 1/62
Мітки: лініях, прокатується, труба, матеріалу, водоохолоджуваних, охолодження
Формула / Реферат:
1. Труба для охлаждения прокатываемого материала в водоохлаждаемых линиях, содержащая корпус, соединенный с системой подачи хладагента, причем направление движения хладагента и прокатываемого материала совпадают, имеющий воронкообразное расширение в концевой его части и отклоняющее приспособление, размещенное перед воронкообразным расширением, отличающаяся тем, что отклоняющее приспособление выполнено в виде не менее одного открытого...
Спосіб безперервної прокатки штаб
Номер патенту: 21489
Опубліковано: 16.12.1997
Автори: Штехно Олег Миколайович, Тилик Василь Трохимович, Кудрин Володимир Іванович, Мовшович Вілорд Соломонович, Телюк Віктор Григорович, Васильєв Олександр Геннадійович, Ніколаєв Віктор Олександрович
МПК: B21B 1/22
Мітки: безперервної, спосіб, штаб, прокатки
Формула / Реферат:
Способ непрерывной прокатки полос, включающий прокатку полосы с различной толщиной ее по длине, дополнительное обжатие утолщенных участков полосы при уменьшении скорости прокатки путем перемещения нажимных винтов по заданной программе одновременно во всех клетях стана, отличающийся тем, что перемещение нажимных винтов по продуктиметрам в каждой клети для дополнительного обжатия утолщенных участков устанавливают в соответствии с...
Спосіб прокатки труб на пільгерному стані з рухомою кліттю
Номер патенту: 12725
Опубліковано: 28.02.1997
Автори: Вольфович Валерій Вольфович, Гамерштейн Володимир Аронович, Макаркін Ніколай Стєпановіч, Попов Марат Васильович, Вольфович Георгій Вольфович, Бондаренко Анатолій Петрович, Кириченко Віктор Васильович, Фельдман Олександр Ісакович
МПК: B21B 21/00
Мітки: спосіб, кліттю, пільгерному, прокатки, труб, стані, рухомою
Формула / Реферат:
(57) Способ прокатки труб на пильгерном стане с подвижной клетью, включающий порционную подачу металла заготовки патроном подачи в валки, имеющие зоны редуцирования, обжатия и калибровки, деформацию ее на неподвижной оправке уменьшающегося сечения, извлечение оправки при остановленных валках при подходе патрона в крайнее его положение, отличающийся тем, что перед извлечением оправки порцию металла, поданную при подходе патрона в крайнее...
Попередній патент: Спосіб конденсації парів аміаку, вуглекислого газу і води та пристрій для його здійснення
Наступний патент: Ущільнювальний вузол і обладнаний ним клапан
Випадковий патент: Овочерізка