Спосіб комплексної обробки литого металорізального інструменту
Номер патенту: 71705
Опубліковано: 25.07.2012
Автори: Мовчан Олександр Володимирович, Губенко Світлана Іванівна, Чорноіваненко Катерина Олександрівна, Пройдак Юрій Сергійович, Бачурін Анатолій Павлович

Формула / Реферат
1. Спосіб комплексної обробки литого металорізального інструменту, що включає двоступеневу гомогенізуючу обробку в зневуглецюючому середовищі і високотемпературну цементацію, який відрізняється тим, що високотемпературну цементацію здійснюють при температурах, що відповідають фазовому перетворенню фериту приповерхневого шару одночасно в аустеніт та карбід М6С, відповідно до діаграми стану Fe-W(Mo)-C.
2. Спосіб за п. 1, який відрізняється тим, що перший етап зневуглецюючого відпалу здійснюють при температурі 1030-1060 °C, на другому етапі температуру відпалу підвищують до 1190-1220 °C.
3. Спосіб за п. 1, який відрізняється тим, що для швидкорізальної сталі з підвищеним вмістом вольфраму в межах 9-18 % перед цементацією здійснюють нікелювання.
Текст
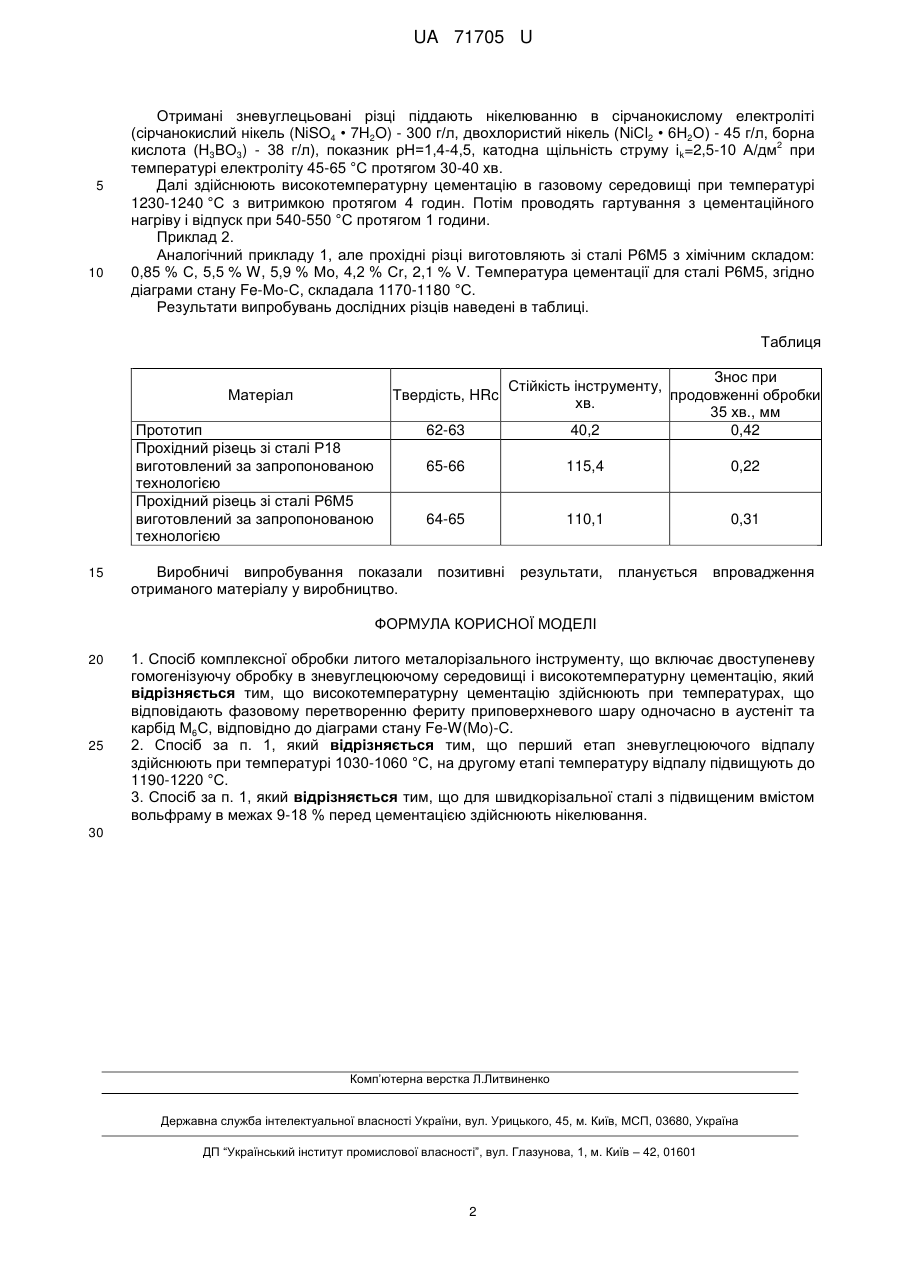
Реферат: Спосіб комплексної обробки литого металорізального інструменту включає двоступеневу гомогенізуючу обробку в зневуглецюючому середовищі і високотемпературну цементацію. Високотемпературну цементацію здійснюють при температурах, що відповідають фазовому перетворенню фериту приповерхневого шару одночасно в аустеніт та карбід. UA 71705 U (54) СПОСІБ КОМПЛЕКСНОЇ ОБРОБКИ ЛИТОГО МЕТАЛОРІЗАЛЬНОГО ІНСТРУМЕНТУ UA 71705 U UA 71705 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до хіміко-термічної обробки металообробного інструменту і може бути використана в машинобудівній та інструментальній галузях. Відомий спосіб цементації виробів з низьковуглецевих швидкорізальних сталей, в якому шляхом дифузійного насичення в газовій суміші, що складається з ендогазу та 0,5-5 % метану при температурі вище фазового перетворення фериту в аустеніт (А С3), отримували двофазний волокнистий аустеніто-карбідний композит (Авт. св. СРСР № 1715883, МПК С 23 С 8 / 22, опубл. 1991). Проте інструмент, отриманий із застосуванням даного способу, не завжди має стабільну структуру цементованого шару. Найбільш близьким способом того ж призначення до заявленого є спосіб обробки литого ріжучого інструменту зі швидкорізальної сталі, який включає гомогенізуючу обробку, гартування і відпуск, при цьому з метою підвищення зносостійкості інструменту гомогенізуючу обробку здійснюють двоступенево при температурах 1270-1280 °C та 1310-1320 °C в зневуглецюючому середовищі, а потім проводять високотемпературну цементацію (Авт. св. СРСР № 850703, МПК С 21 D 9 / 22, опубл. 1981). Недоліками даного способу є недостатня зносостійкість інструменту, що обумовлена формуванням в приповерхневому шарі глобулярних карбідів, а також висока температура гомогенізуючої обробки. Задачею корисної моделі є підвищення стійкості та опору зношуванню приповерхневих шарів литого ріжучого інструменту зі швидкорізальної сталі. Технічний результат - отримання природних композиційних матеріалів, що являють собою двофазні аустеніто-карбідні колонії, спрямовані нормально основній та допоміжній сторонам литого різального інструменту. Зазначена задача корисної моделі вирішується тим, що в способі комплексної обробки литого металорізального інструменту, згідно з корисною моделлю, перший етап зневуглецюючого відпалу здійснюють при температурі 1030-1060 °C, на другому етапі температуру відпалу підвищують до 1190-1220 °C, а високотемпературну цементацію здійснюють при температурах, що відповідають фазовому перетворенню фериту приповерхневого шару одночасно в аустеніт та карбід М6С, відповідно до діаграми стану FeW(Mo)-C, а також завдяки тому, що для швидкорізальної сталі з підвищеним вмістом вольфраму в межах 9-18 % перед цементацією здійснюють нікелювання. Процес зневуглецювання литих швидкорізальних сталей доцільно проводити в два етапи: перший етап проводиться при температурі 1030-1060 °C з метою усунення в приповерхневому шарі евтектики і отримання тугоплавкої оболонки на поверхні зразків, другий етап проводиться у твердо-рідкому стані при температурі 1190-1220 °C, що дозволяє отримати чисто феритну структуру на поверхні. Таке зневуглецювання є підготовчим етапом для подальшої цементації поверхні інструменту. Завдяки цементації литої швидкорізальної сталі згідно запропонованих параметрів в приповерхневому шарі інструменту здійснюється спільний (кооперативний) ріст аустеніту і карбіду М6С при вихідному однофазному феритному стані. В результаті формуються структури, подібні евтектичним або евтектоїдним, що складаються з бікристалітних утворень, в яких кристали взаємно розгалужені один в одному. Структура природного двофазного композиту, рівномірно зміцненого по всьому дифузійному шару карбідними волокнами, забезпечує отримання поверхні матеріалу, що має високу твердість і опір зносу. В швидкорізальній сталі з підвищеним вмістом вольфраму в межах 9-18 % при температурі цементації на поверхні інструменту утворюється окисна плівка, імовірно WO3. Даний оксид є не проникним для вуглецю, що робить неможливим процес цементації. Оксид вольфраму відновлюється вуглецем при високих значеннях вуглецевого потенціалу атмосфери у газовому середовищі, при цьому поверхня пересичується вуглецем, що призводить до її оплавлення, що не припустимо. У зв'язку з цим, перед цементацією доцільно нікелювати вироби з метою захисту поверхні від окислення. Приклад 1. Для здійснення заявленого способу комплексної обробки литого металорізального інструменту отримують заготовки під прохідні різці методом точного лиття зі сталі Р18 з хімічним складом: 0,85 % С, 18 % W, 4,1 % Сr, 2,2 % V. Зневуглецювання заготовок проводять у дві стадії: обробка 1,5 години при 1030-1060 °C, потім підвищують температуру до 1190-1220 °C і витримують 2 години. В результаті зневуглецюючого відпалу в приповерхневому шарі утворюється шар фериту товщиною 1,8-2 мм. Потім проводиться нагрів заготовки до температур вище плавлення евтектики і надання остаточної форми інструменту за допомогою штампування. 1 UA 71705 U 5 10 Отримані зневуглецьовані різці піддають нікелюванню в сірчанокислому електроліті (сірчанокислий нікель (NiSO4 • 7H2O) - 300 г/л, двохлористий нікель (NiСl2 • 6Н2О) - 45 г/л, борна 2 кислота (Н3ВО3) - 38 г/л), показник рН=1,4-4,5, катодна щільність струму іk=2,5-10 А/дм при температурі електроліту 45-65 °C протягом 30-40 хв. Далі здійснюють високотемпературну цементацію в газовому середовищі при температурі 1230-1240 °C з витримкою протягом 4 годин. Потім проводять гартування з цементаційного нагріву і відпуск при 540-550 °C протягом 1 години. Приклад 2. Аналогічний прикладу 1, але прохідні різці виготовляють зі сталі Р6М5 з хімічним складом: 0,85 % С, 5,5 % W, 5,9 % Мо, 4,2 % Сr, 2,1 % V. Температура цементації для сталі Р6М5, згідно діаграми стану Fe-Мо-С, складала 1170-1180 °C. Результати випробувань дослідних різців наведені в таблиці. Таблиця Матеріал Твердість, HRc Прототип Прохідний різець зі сталі Р18 виготовлений за запропонованою технологією Прохідний різець зі сталі Р6М5 виготовлений за запропонованою технологією 15 62-63 Знос при Стійкість інструменту, продовженні обробки хв. 35 хв., мм 40,2 0,42 65-66 0,22 64-65 Виробничі випробування показали отриманого матеріалу у виробництво. 115,4 110,1 0,31 позитивні результати, планується впровадження ФОРМУЛА КОРИСНОЇ МОДЕЛІ 20 25 1. Спосіб комплексної обробки литого металорізального інструменту, що включає двоступеневу гомогенізуючу обробку в зневуглецюючому середовищі і високотемпературну цементацію, який відрізняється тим, що високотемпературну цементацію здійснюють при температурах, що відповідають фазовому перетворенню фериту приповерхневого шару одночасно в аустеніт та карбід М6С, відповідно до діаграми стану Fe-W(Mo)-C. 2. Спосіб за п. 1, який відрізняється тим, що перший етап зневуглецюючого відпалу здійснюють при температурі 1030-1060 °C, на другому етапі температуру відпалу підвищують до 1190-1220 °C. 3. Спосіб за п. 1, який відрізняється тим, що для швидкорізальної сталі з підвищеним вмістом вольфраму в межах 9-18 % перед цементацією здійснюють нікелювання. 30 Комп’ютерна верстка Л.Литвиненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for complex treatment of cast metal cutting tools
Автори англійськоюProidak Yurii Serhiiovych, Movchan Oleksandr Volodymyrovych, Hubenko Svitlana Ivanivna, Bachurin Anatolii Pavlovych, Chornoivanenko Kateryna Oleksandrivna
Назва патенту російськоюСпособ комплексной обработки литого металлорежущего инструмента
Автори російськоюПройдак Юрий Сергеевич, Мовчан Александр Владимирович, Губенко Светлана Ивановна, Бачурин Анатолий Павлович, Чорноиваненко Екатерина Александровна
МПК / Мітки
МПК: C21D 9/22
Мітки: комплексної, литого, інструменту, металорізального, спосіб, обробки
Код посилання
<a href="https://ua.patents.su/4-71705-sposib-kompleksno-obrobki-litogo-metalorizalnogo-instrumentu.html" target="_blank" rel="follow" title="База патентів України">Спосіб комплексної обробки литого металорізального інструменту</a>
Спосіб зміцнення лезового металорізального інструменту
Номер патенту: 6770
Опубліковано: 16.05.2005
Автори: Дубинський Борис Євгенович, Самотугін Сергій Савелійович, Норка Сергій Петрович, Мазур Владислав Олександрович, Кіріцева Тетяна Анатолієвна, Ковальчук Олексій Васильович, Климанчук Владислав Владиславович, Рябухін Володимир Федорович, Сєроухов Сергій Олександрович
МПК: B21K 9/00
Мітки: лезового, зміцнення, інструменту, металорізального, спосіб
Формула / Реферат:
Спосіб зміцнення лезового металорізального інструменту, що включає обробку висококонцентрованим джерелом нагріву передньої і задньої поверхні, який відрізняється тим, що обробку виконують повздовж передньої поверхні з утворенням зміцненої зони з шириною, яку визначають з виразу bf+aл, деf - відстань від вершини леза до лунки на...
Багатошарове покриття для металорізального інструменту

Номер патенту: 66171
Опубліковано: 15.04.2004
Автори: Маковкін Олег Миколайович, Гладкий Ярослав Миколайович
МПК: B23P 15/28, C23C 28/00
Мітки: металорізального, покриття, багатошарове, інструменту
Формула / Реферат:
Багатошарове покриття для металорізального інструменту, поверхня якого складається зі зносостійких шарів на різальній частині, яке відрізняється тим, що один із шарів покриття металорізального інструменту є гідридом металу (МеН), з якого виділяється водень при механічній обробці різанням після локального руйнування оболонки і розігріванні гідриду до температури 200... 300 °С, при цьому водень дифундує в зону різання.
Спосіб хіміко-термічної обробки інструменту з швидкорізальної сталі
Номер патенту: 42541
Опубліковано: 15.10.2001
Автори: Ульяненко Наталія Валентинівна, Майборода Віктор Станіславович, Бобіна Марина Миколаївна
МПК: B24B 31/112, C23C 8/00
Мітки: обробки, хіміко-термічної, інструменту, сталі, швидкорізальної, спосіб
Формула / Реферат:
Спосіб хіміко-термічної обробки інструменту з швидкорізальної сталі, що включає нагрів та витримку інструменту у середовищі, що насичує, за яке використовують суміш щавлевокислого амонію та хлористого амонію при наступному співвідношенні компонентів, мас. %: щавлевокислий амоній - 98-99, хлористий амоній - 1-2, обробку холодом шляхом занурення в середовище, що охолоджує, який відрізняється тим, що перед нагрівом проводять активацію поверхні...
Спосіб одержання металорізального інструменту
Номер патенту: 2998
Опубліковано: 26.12.1994
Автори: Малимон Валентина Ігорівна, Жуков Андрій Олександрович, Бондаренко Олександр Вікторович, Бондарюк Ніколай Ніколаєвіч
Мітки: інструменту, одержання, спосіб, металорізального
Формула / Реферат:
Способ получения металлорежущего инструмента, включающий формирование на державке упрочненного слоя путем размещения на ней углеродсодержащего материала, последующий нагрев, отличающийся тем, что в качестве углеродсодержащего материала используют углеродистый волокнистый материал, шаржированный металлом, выполняющим роль связки в твердом сплаве, например кобальта, им карбидообразующими, например, вольфрамом, танталом, титаном, нагрев ведут до...
Спосіб обробки інструменту з порошкової швидкорізальної сталі

Номер патенту: 60833
Опубліковано: 15.10.2003
Автори: Алімов Валерій Іванович, Кримов Віталій Миколайович, Пасечна Яна Валеріївна
МПК: C21D 9/22, C21D 8/00, B21K 5/00
Мітки: спосіб, обробки, порошкової, швидкорізальної, інструменту, сталі
Формула / Реферат:
1. Спосіб обробки інструменту з порошкової швидкорізальної сталі, що включає оплавлення, наступне гідропресування і завершальну термічну обробку, який відрізняється тим, що оплавлення роблять плазмовим впливом, наступне гідропресування здійснюють зі ступенем деформації не більше 50%, а при завершальній термічній обробці гартування ведуть з регламентацією питомої тривалості нагріву.2. Спосіб за п.1, який відрізняється тим, що оплавлення...
Попередній патент: Конструкція дитячої книжки
Випадковий патент: Спосіб фізичної модифікації епоксидних композицій