Спосіб прошивання електричною дугою отворів в траках

Формула / Реферат
Спосіб прошивання електричною дугою отворів в траках з прокачуванням робочої рідини через міжелектродний проміжок під технологічним тиском за напрямком від периферії до центру електрода-інструмента, який відрізняється тим, що обробку здійснюють одночасно в двох суміжних траках з попереднім ущільненням зони тиску електропровідним клеєм або електропровідною піною.
Текст
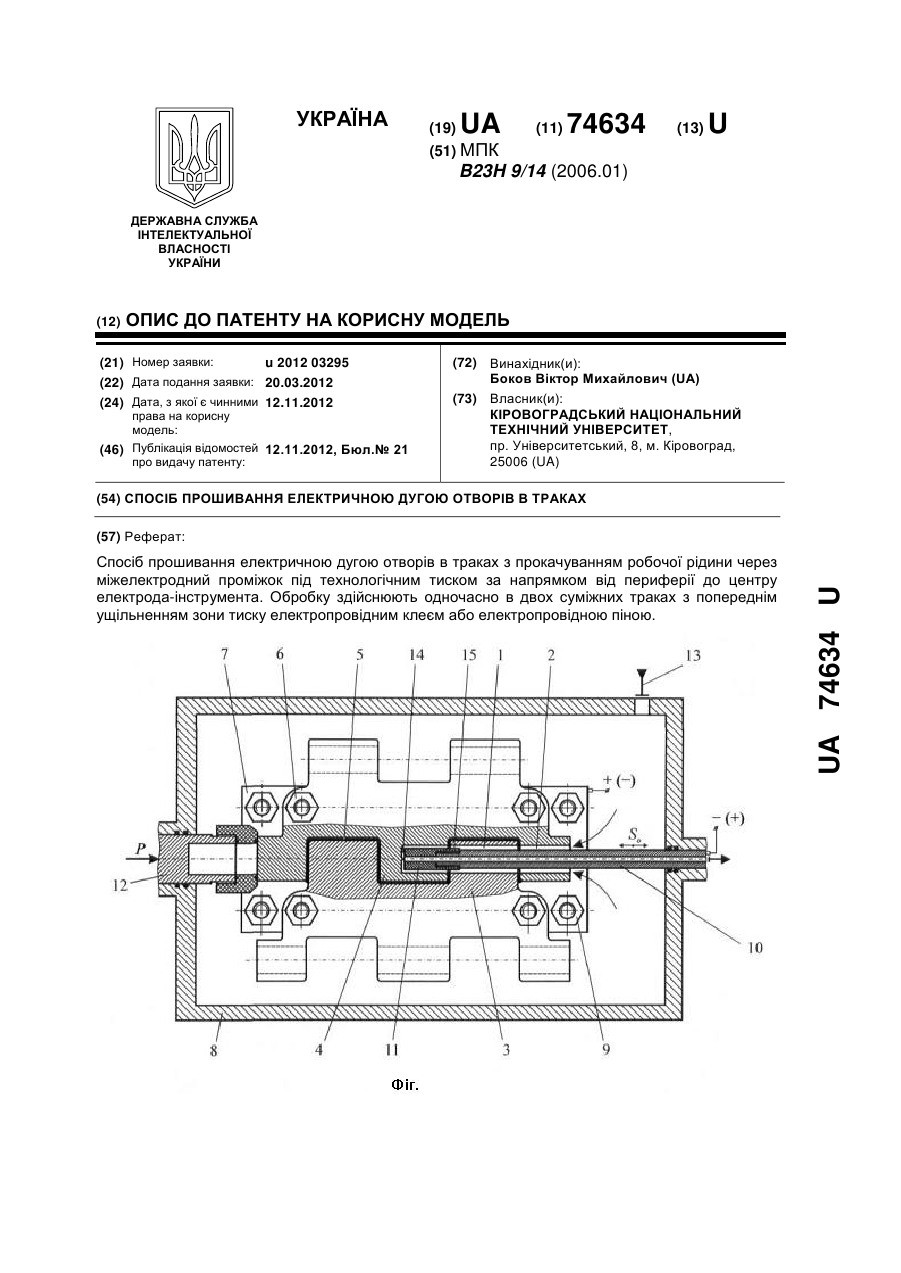
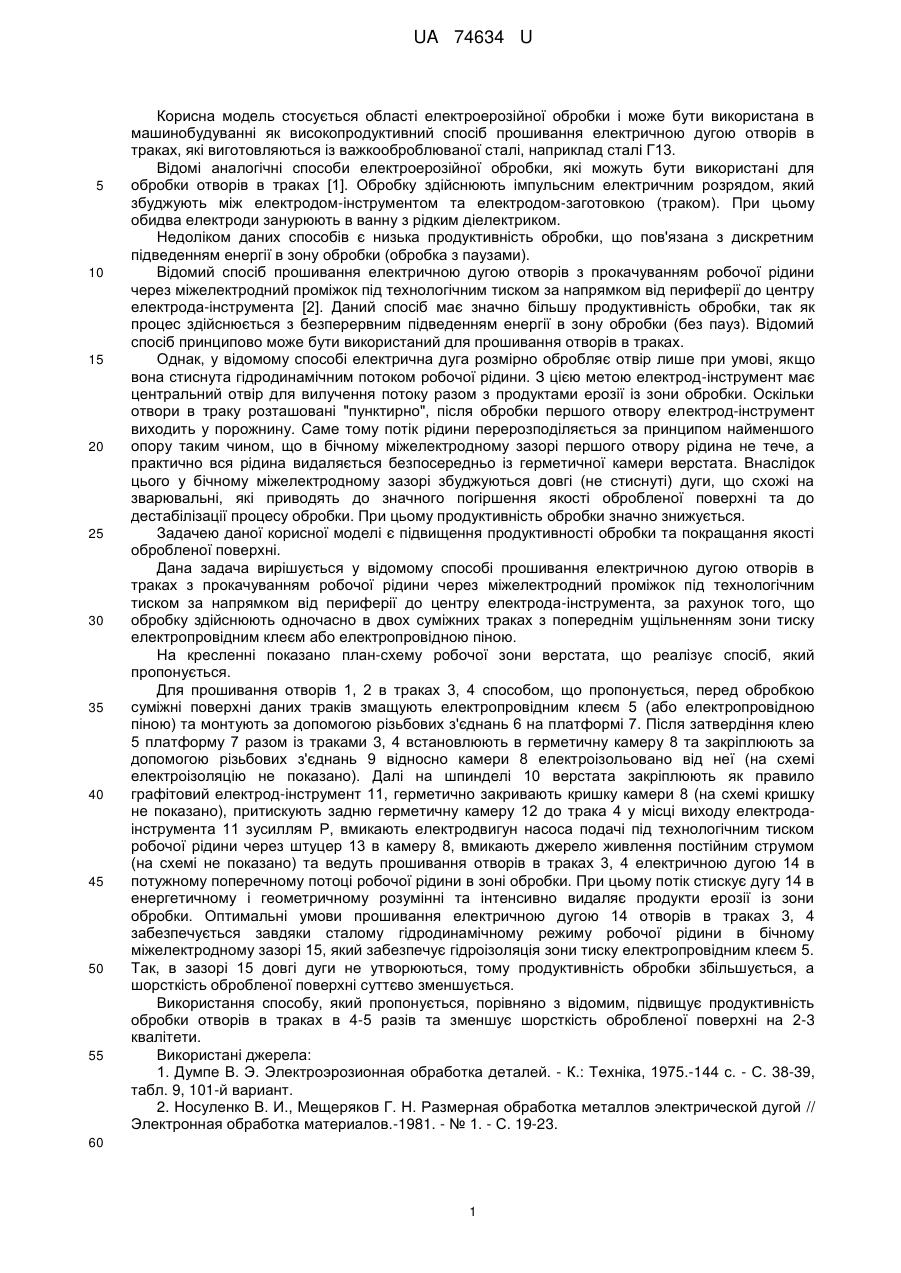
Реферат: UA 74634 U UA 74634 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель стосується області електроерозійної обробки і може бути використана в машинобудуванні як високопродуктивний спосіб прошивання електричною дугою отворів в траках, які виготовляються із важкооброблюваної сталі, наприклад сталі Г13. Відомі аналогічні способи електроерозійної обробки, які можуть бути використані для обробки отворів в траках [1]. Обробку здійснюють імпульсним електричним розрядом, який збуджують між електродом-інструментом та електродом-заготовкою (траком). При цьому обидва електроди занурюють в ванну з рідким діелектриком. Недоліком даних способів є низька продуктивність обробки, що пов'язана з дискретним підведенням енергії в зону обробки (обробка з паузами). Відомий спосіб прошивання електричною дугою отворів з прокачуванням робочої рідини через міжелектродний проміжок під технологічним тиском за напрямком від периферії до центру електрода-інструмента [2]. Даний спосіб має значно більшу продуктивність обробки, так як процес здійснюється з безперервним підведенням енергії в зону обробки (без пауз). Відомий спосіб принципово може бути використаний для прошивання отворів в траках. Однак, у відомому способі електрична дуга розмірно обробляє отвір лише при умові, якщо вона стиснута гідродинамічним потоком робочої рідини. З цією метою електрод-інструмент має центральний отвір для вилучення потоку разом з продуктами ерозії із зони обробки. Оскільки отвори в траку розташовані "пунктирно", після обробки першого отвору електрод-інструмент виходить у порожнину. Саме тому потік рідини перерозподіляється за принципом найменшого опору таким чином, що в бічному міжелектродному зазорі першого отвору рідина не тече, а практично вся рідина видаляється безпосередньо із герметичної камери верстата. Внаслідок цього у бічному міжелектродному зазорі збуджуються довгі (не стиснуті) дуги, що схожі на зварювальні, які приводять до значного погіршення якості обробленої поверхні та до дестабілізації процесу обробки. При цьому продуктивність обробки значно знижується. Задачею даної корисної моделі є підвищення продуктивності обробки та покращання якості обробленої поверхні. Дана задача вирішується у відомому способі прошивання електричною дугою отворів в траках з прокачуванням робочої рідини через міжелектродний проміжок під технологічним тиском за напрямком від периферії до центру електрода-інструмента, за рахунок того, що обробку здійснюють одночасно в двох суміжних траках з попереднім ущільненням зони тиску електропровідним клеєм або електропровідною піною. На кресленні показано план-схему робочої зони верстата, що реалізує спосіб, який пропонується. Для прошивання отворів 1, 2 в траках 3, 4 способом, що пропонується, перед обробкою суміжні поверхні даних траків змащують електропровідним клеєм 5 (або електропровідною піною) та монтують за допомогою різьбових з'єднань 6 на платформі 7. Після затвердіння клею 5 платформу 7 разом із траками 3, 4 встановлюють в герметичну камеру 8 та закріплюють за допомогою різьбових з'єднань 9 відносно камери 8 електроізольовано від неї (на схемі електроізоляцію не показано). Далі на шпинделі 10 верстата закріплюють як правило графітовий електрод-інструмент 11, герметично закривають кришку камери 8 (на схемі кришку не показано), притискують задню герметичну камеру 12 до трака 4 у місці виходу електродаінструмента 11 зусиллям Р, вмикають електродвигун насоса подачі під технологічним тиском робочої рідини через штуцер 13 в камеру 8, вмикають джерело живлення постійним струмом (на схемі не показано) та ведуть прошивання отворів в траках 3, 4 електричною дугою 14 в потужному поперечному потоці робочої рідини в зоні обробки. При цьому потік стискує дугу 14 в енергетичному і геометричному розумінні та інтенсивно видаляє продукти ерозії із зони обробки. Оптимальні умови прошивання електричною дугою 14 отворів в траках 3, 4 забезпечується завдяки сталому гідродинамічному режиму робочої рідини в бічному міжелектродному зазорі 15, який забезпечує гідроізоляція зони тиску електропровідним клеєм 5. Так, в зазорі 15 довгі дуги не утворюються, тому продуктивність обробки збільшується, а шорсткість обробленої поверхні суттєво зменшується. Використання способу, який пропонується, порівняно з відомим, підвищує продуктивність обробки отворів в траках в 4-5 разів та зменшує шорсткість обробленої поверхні на 2-3 квалітети. Використані джерела: 1. Думпе В. Э. Электроэрозионная обработка деталей. - К.: Техніка, 1975.-144 с. - С. 38-39, табл. 9, 101-й вариант. 2. Носуленко В. И., Мещеряков Г. Н. Размерная обработка металлов электрической дугой // Электронная обработка материалов.-1981. - № 1. - С. 19-23. 60 1 UA 74634 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 Спосіб прошивання електричною дугою отворів в траках з прокачуванням робочої рідини через міжелектродний проміжок під технологічним тиском за напрямком від периферії до центру електрода-інструмента, який відрізняється тим, що обробку здійснюють одночасно в двох суміжних траках з попереднім ущільненням зони тиску електропровідним клеєм або електропровідною піною. Комп’ютерна верстка І. Мироненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for broaching by electric arc of holes in tracks
Автори англійськоюBokov Viktor Myhailovych
Назва патенту російськоюСпособ прошивки электрической дугой отверстий в траках
Автори російськоюБоков Виктор Михайлович
МПК / Мітки
МПК: B23H 9/14
Мітки: дугою, траках, прошивання, електричною, спосіб, отворів
Код посилання
<a href="https://ua.patents.su/4-74634-sposib-proshivannya-elektrichnoyu-dugoyu-otvoriv-v-trakakh.html" target="_blank" rel="follow" title="База патентів України">Спосіб прошивання електричною дугою отворів в траках</a>
Спосіб прошивання наскрізних отворів електричною дугою
Номер патенту: 59348
Опубліковано: 10.05.2011
Автор: Боков Віктор Михайлович
МПК: B23H 1/00
Мітки: дугою, електричною, спосіб, отворів, прошивання, наскрізних
Формула / Реферат:
Спосіб прошивання наскрізних отворів електричною дугою з прокачуванням робочої рідини в торцевому міжелектродному зазорі за напрямком від периферії до центра електрода-інструмента, який відрізняється тим, що прошивання здійснюють з виходом електрода-інструмента в металеву підкладку, яку попередньо з'єднують з деталлю за усією торцевою поверхнею приклеюванням електропровідним клеєм або припаюванням.
Верстат для прошивання електричною дугою наскрізних отворів
Номер патенту: 59345
Опубліковано: 10.05.2011
Автор: Боков Віктор Михайлович
Мітки: отворів, прошивання, наскрізних, електричною, верстат, дугою
Формула / Реферат:
Верстат для прошивання електричною дугою наскрізних отворів, який містить локальну вхідну герметичну камеру, що працює під тиском, змонтовану навколо електрода-інструмента з можливістю осьового переміщення і містить силовий привід, та вихідну герметичну камеру, що розташована співвісно з вхідною, який відрізняється тим, що вихідна герметична камера виконана рухомою в осьовому напрямку як встановлювальна та має несиловий привід переміщення,...
Пристрій для прошивання наскрізних отворів електричною дугою
Номер патенту: 60478
Опубліковано: 25.06.2011
Автор: Боков Віктор Михайлович
МПК: B23H 1/00
Мітки: отворів, електричною, пристрій, наскрізних, дугою, прошивання
Формула / Реферат:
Пристрій для прошивання наскрізних отворів електричною дугою в гідродинамічному потоці робочої рідини за напрямком течії в торцевому міжелектродному зазорі від периферії до центра електрода-інструмента, що включає технологічну пластинку під заготовкою, який відрізняється тим, що технологічна пластинка виконана у вигляді герметичної камери та оснащена електроізоляційною кільцеподібною вставкою, внутрішня поверхня якої еквідистантна бічній...
Спосіб прошивання отворів електричною дугою
Номер патенту: 63441
Опубліковано: 10.10.2011
Автор: Боков Віктор Михайлович
МПК: B23H 1/00
Мітки: дугою, прошивання, електричною, отворів, спосіб
Формула / Реферат:
1. Спосіб прошивання отворів електричною дугою в гідродинамічному потоці робочої рідини з використанням електрода-інструмента, що трепанує, який відрізняється тим, що робочу рідину нагнітають в торцевий міжелектродний зазор одночасно крізь зовнішній та внутрішній бічні міжелектродні зазори, а відводять із торцевого зазору крізь центральну частину стінки електрода-інструмента.2. Спосіб за п. 1, який відрізняється тим, що...
Шпиндель верстата для прошивання електричною дугою глибоких отворів
Номер патенту: 74246
Опубліковано: 25.10.2012
Автор: Боков Віктор Михайлович
МПК: B23B 9/00
Мітки: шпиндель, отворів, дугою, верстата, електричною, прошивання, глибоких
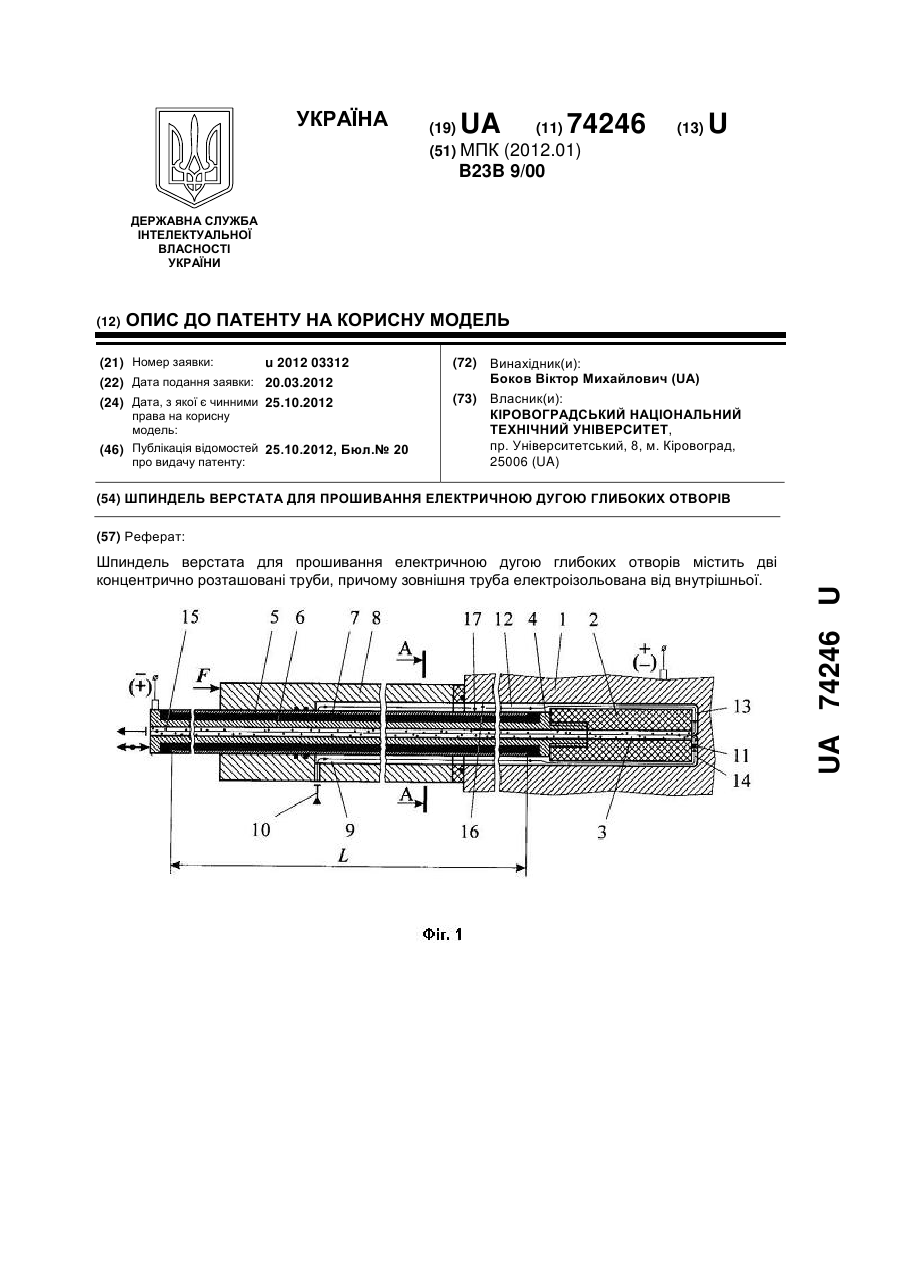
Формула / Реферат:
Шпиндель верстата для прошивання електричною дугою глибоких отворів, який відрізняється тим, що подовжена частина шпинделя складається із двох концентрично розташованих труб, причому зовнішня труба електроізольована від внутрішньої.
Попередній патент: Спосіб медичної реабілітації хворих із синдромом подразненого кишечнику в сполученні з хронічним обструктивним захворюванням легень
Наступний патент: Пневмомеханічний висівний апарат
Випадковий патент: Розподільник шихти завантажувального пристрою