Спосіб виготовлення полотна кришки люка піввагона
Номер патенту: 74975
Опубліковано: 12.11.2012
Автори: Прокопенко Володимир Сергійович, Латайчук Григорій Кіндратович

Формула / Реферат
Спосіб виготовлення полотна кришки люка піввагона, що включає послідовне формоутворення замкнутих гофрів в валках клітей прокатного стана по технологічних переходах, який відрізняється тим, що як заготовку використовують стальні листи товщиною 5 мм та розміром 1600 × 4605 мм або 1600 × 6140 мм, а в кожній кліті профілюючі валки видавлюють на заготовці шість гофрів з ребрами на 1/4 заданої глибини, після чого заготовку розрізають на три або чотири частини з типовими розмірами полотна кришок люка.
Текст
Реферат: Спосіб виготовлення полотна кришки люка піввагона включає послідовне формоутворення замкнутих гофрів в валках клітей прокатного стана по технологічних переходах. Як заготовку використовують стальні листи товщиною 5 мм та розміром 1600 × 4605 мм або 1600 × 6140 мм, 1 а в кожній кліті профілюючі валки видавлюють на заготовці шість гофрів з ребрами на /4 заданої глибини, після чого заготовку розрізають на три або чотири частини з типовими розмірами полотна кришок люка. UA 74975 U (54) СПОСІБ ВИГОТОВЛЕННЯ ПОЛОТНА КРИШКИ ЛЮКА ПІВВАГОНА UA 74975 U UA 74975 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до металургії та вагонобудування і може бути використана при виробництві полотна кришок люка вантажних піввагонів загального призначення. Кришки люків піввагонів за [ТУ У 35.2-01124454-018-2003] виготовляються з гофрованого листового полотна та встановлюються в піввагони для перевезення сипучих, великокускових, штучних та інших вантажів, які не потребують захисту від атмосферних опадів. Така кришка є уніфікованою і може встановлюватися на всі види піввагонів з типовими розмірами розвантажувальних люків (1327 × 1540 мм) при всіх видах ремонту, а також новому виготовленні. А самі профілі для кришок люка виготовляють на клітьових профілезгинальних станах шляхом послідовного формоутворення гофрів, причому поздовжні гофри різної конфігурації починають формувати, як правило, з середини ширини смугової заготівки. Відомий спосіб виготовлення гнутих гофрованих профілів, переважно листових [Патент РФ №2030943, МПК В 21 D 5/08, 1995 p.], що включає формоутворення профілю в валках клітей стана по технологічних переходах, причому заготівці за допомогою підгинання її ділянок надають форму проміжного профілю з трапецієвидними гофрами і горизонтальними ділянками, а місця контакту валків з внутрішньою зоною місць вигину гофрів профілю розміщують від осі обертання валків на заданій відстані, при цьому гофри профілю утворюють по технологічних переходах послідовно від середини заготовки до її периферії з розміщенням стінок кожного відформованого гофра в площинах, відповідних їх положенню в останньому технологічному переході, при цьому осі обертання валків зміщують у вертикальній площині щодо рівня формовки, витримуючи відстань для формуючих гофрів від внутрішньої зони їх місць вигину до згаданої осі обертання однаковою в усіх технологічних переходах і рівним значенню цієї відстані, щонайменше для одного гофра профілю в останній формуючій кліті стана. Недоліком даного технологічного процесу є складність виготовлення листового гофрованого профілю. Відомий спосіб для виготовлення гнутих профілів за допомогою пристрою для виготовлення гнутих профілів [Патент України №45852, МПК B21D 13/00, опубл. 25.11.2009, Бюл. № 22, 2009 p.], що містить встановлені в технологічній послідовності привідні формуючі кліті для попереднього та кінцевого формоутворення і кліті, що тягнуть, з роликовими парами, які мають замкнутий профільований зазор. Спосіб виготовлення гнутих профілів за допомогою даного пристрою полягає в наступному. Лист, надходячи в профілезгинальний пристрій, рухається по приводних клітях, при цьому за рахунок центрально розміщених спряжених валків утворюється гофр. На наступній парі спряжених валків, які розташовані на відстані природного розвантаження від першої пари, формуються гофри суміжні з утвореним, при цьому для запобігання деформації уже сформованого гофра, його фіксують спеціальними виступами на валках. При подальшому русі листа утворюються гофри, сусідні до вже утворених, за рахунок спряжених пар валків, що містять формувальні і фіксуючі виступи для формоутворення і фіксування. Недоліком цього способу є можливість утворення тріщин на профілях, а також підвищена витрата валків. Даний спосіб не можливо використовувати для виготовлення заготовок для кришок люка піввагонів. З рівня техніки заявнику невідомо спосіб виготовлення полотна кришки люка піввагона, при якому за один процес формоутворення профілю в валках клітей прокатного стана виготовляється декілька заготовок кришки люка з листів, розміри яких кратні розмірам заготовки полотна кришок люка, тобто з листів довжиною 4605 мм або 6140 мм. В основу корисної моделі поставлено задачу розробити спосіб виготовлення полотна кришки люка піввагона, в якому за рахунок використання запропонованої технології за один технологічний процес отримують декілька заготовок кришки люка піввагона, що приводить до підвищення швидкості виготовлення полотен кришок люка піввагона. Поставлена задача вирішується тим, що запропоновано спосіб виготовлення полотна кришки люка піввагона, що включає послідовне формоутворення замкнутих гофрів в валках клітей прокатного стана по технологічних переходах, в якому, згідно з корисною моделлю, як заготовку використовують стальні листи товщиною 5 мм та розміром 1600 × 4605 мм або 1600 × 6140 мм, а в кожній кліті профілюючі валки видавлюють на заготовці шість гофрів з ребрами на 1 /4 заданої глибини, після чого заготовку розрізають на три або чотири частини з типовими розмірами полотна кришок люка. Використання в даному способі стальних листів товщиною 5 мм та розміром 1600 × 4605 мм або 1600 × 6140 мм дає змогу виробляти за один цикл три або чотири полотна кришки люка піввагона. 1 Послідовне видавлювання на заготовці в кожній з чотирьох клітей гофрів з ребрами на /4 заданої глибини дає змогу створити полотно високої жорсткості, яке надалі буде використовуватися для виготовлення кришок люка піввагонів. Для виготовлення полотна кришки люка піввагона використовують автоматичну лінію з чотириклітьовим прокатним станом. Лінія складається з таких основних вузлів та механізмів: 1 UA 74975 U 5 10 15 20 25 30 підйомного столу з механізмом, який подає листи, пристрою орієнтації та подачі листа, який являє собою косий рольганг з бічними вертикальними роликами і керованим упором, прокатного стана, який складається з чотирьох клітей, на яких встановлені по шість пар профілюючих пар валків і встановлених між ними притискних валків, по краях перших трьох клітей встановлені притискні валки, які защемляють краї профільованого листа. Крайні притискні валки четвертої кліті прибирають сліди деформації на листі, які були отримані на попередніх трьох клітях. Нижні профілюючі валки кожної пари мають сегментний виступ, довжина якого дорівнює довжині профільованого ребра, а поперечний переріз має форму перерізу профільованого ребра. Довжина гладкої сегментної частини валка дорівнює довжині проміжку між ребрами профільованого листа. Верхні відповідні валки виконані в вигляді втулки з проточкою по зовнішньому діаметру западини, яка має форму перерізу профільованого ребра. В кінці лінії знаходиться приймальний стапелер, який служить для прийому спрофільованого листа. Виготовлення полотен кришки люка здійснюють наступним чином. На підйомний стіл встановлюють пачку стальних листів (наприклад, сталь марки 09Г2С) товщиною 5 мм та розміром листа 1600 × 4605 мм або 1600 × 6140мм. Механізм подачі подає по одному листу на пристрій орієнтації та подачі листа, лист переміщається приводними косими постійно обертаючими роликами рольгангу, притискається до вертикальних роликів і досягнувши упора зупиняється. У певний момент, по команді датчика управління, механізм подачі пропускає лист в першу кліть рольганга, краї листа затискаються крайніми притискними валками, а профілюючі 1 валки видавлюють на листі шість гофрів з ребрами на /4 заданої глибини. При цьому на одному листі видавлюється по три або чотири сукупності ребер (в залежності від довжини листа). На другий і третій кліті відбувається таким же чином поглиблення ребер, тобто знову видавлюється 1 ребра на /4 заданої глибини. На четвертій кліті профілюючі валки поглиблюють ребро до кінцевого розміру, а крайні притискні валки прибирають сліди деформацій на листі, яка була отримана на перших трьох клітях. Після проходження четвертої кліті лист потрапляє на приймальний стапалер, де формується стопка виготовлених листів. Далі листи розрізають на частини, розміри яких кратні розмірам заготовки, необхідної для полотна кришок люка. Запропонований спосіб використовується для виготовлення полотен кришок люка на піввагона. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 35 Спосіб виготовлення полотна кришки люка піввагона, що включає послідовне формоутворення замкнутих гофрів в валках клітей прокатного стана по технологічних переходах, який відрізняється тим, що як заготовку використовують стальні листи товщиною 5 мм та розміром 1600 × 4605 мм або 1600 × 6140 мм, а в кожній кліті профілюючі валки видавлюють на заготовці 1 шість гофрів з ребрами на /4 заданої глибини, після чого заготовку розрізають на три або чотири частини з типовими розмірами полотна кришок люка. 40 Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacturing plate of hatch cover of gondola car
Автори англійськоюProkopenko Volodymyr Serhiiovych, Lataichuk Hryhorii Kindratovych
Назва патенту російськоюСпособ изготовления полотна крышки люка полувагона
Автори російськоюПрокопенко Владимир Сергеевич, Латайчук Григорий Кондратович
МПК / Мітки
МПК: B21D 13/00, B61D 17/00, B21D 5/08
Мітки: спосіб, кришки, полотна, люка, піввагона, виготовлення
Код посилання
<a href="https://ua.patents.su/4-74975-sposib-vigotovlennya-polotna-krishki-lyuka-pivvagona.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення полотна кришки люка піввагона</a>
Пристрій для закривання кришки люка піввагона

Номер патенту: 22987
Опубліковано: 25.04.2007
Автори: Клименко Ірина Володимирівна, Панасенко Віталій Якович, Ковальчук Надія Іванівна
МПК: B61D 7/30
Мітки: кришки, піввагона, закривання, люка, пристрій
Формула / Реферат:
Пристрій для закривання кришки люка піввагона, який складається з силового циліндра, шарнірно закріпленого на рамі візка, і захвата кришки люка, який відрізняється тим, що силовий циліндр має два розхідні поршні, штоки яких мають пружини різної жорсткості, причому жорсткість пружини верхнього штока менша, ніж нижнього на величину ваги кришки люка, захват кришки виконаний на верхній частині верхнього штока, а нижня частина штока рухомо...
Пристрій для закривання кришки люка піввагона
Номер патенту: 28131
Опубліковано: 26.11.2007
Автори: Панасенко Віталій Якович, Клименко Ірина Володимирівна
МПК: B61D 7/30
Мітки: кришки, пристрій, піввагона, люка, закривання
Формула / Реферат:
Пристрій для закривання кришки люка піввагона, який складається з візка та жорстко закріпленої на ньому станини, до яких шарнірно приєднано силовий циліндр з розхідними поршнями, верхній шток якого через шарнір закріплено до стінок станини візка, котрий переміщається колесами з ребордами по рейках, розташованих паралельно колії розташування піввагона, який відрізняється тим, що шарнір верхнього штока разом з кареткою та закріпленою на ній...
Кришка люка піввагона
Номер патенту: 51339
Опубліковано: 12.07.2010
Автори: Карлєчук Андрій Дмитрович, Кутішенко Олександр Володимирович, Повх Юрій Ісакович, Ничипоренко Олег Вікторович, Харченко Сергій Іванович
МПК: B61D 17/00
Мітки: піввагона, люка, кришка
Формула / Реферат:
1. Кришка люка піввагона, що складається з обв'язок, полотна кришки, запірних кронштейнів і петель, яка відрізняється тим, що полотно виконане з сімома гофрами, причому крайні гофри розташовані в безпосередній близькості до краю полотна.2. Кришка за п. 1, яка відрізняється тим, що відстань від крайніх гофрів до краю полотна є мінімально можливою при приляганні кришки люка до верхніх листів перекриття проміжних та шкворневих...
Державка петлі кришки люка піввагона

Номер патенту: 64108
Опубліковано: 25.10.2011
Автори: Пасько Володимир Володимирович, Кучер Валерій Никифорович, Жовтобрюх Григорій Дем'янович
МПК: B61D 17/10
Мітки: державка, петлі, піввагона, люка, кришки
Формула / Реферат:
1. Державка петлі кришки люка піввагона, що виконана у вигляді з'єднаних між собою двох округлених ребер, з отворами для осі шарніра кришки, і має контактну поверхню для жорсткого кріплення до несучого елемента піввагона, яка відрізняється тим, що контактна поверхня утворена кромками основин округлених ребер, і з'єднання останніх між собою виконано за допомогою похилої перемички, верхній край якої розташований в площині кромок основин...
Державка петлі кришки люка піввагона
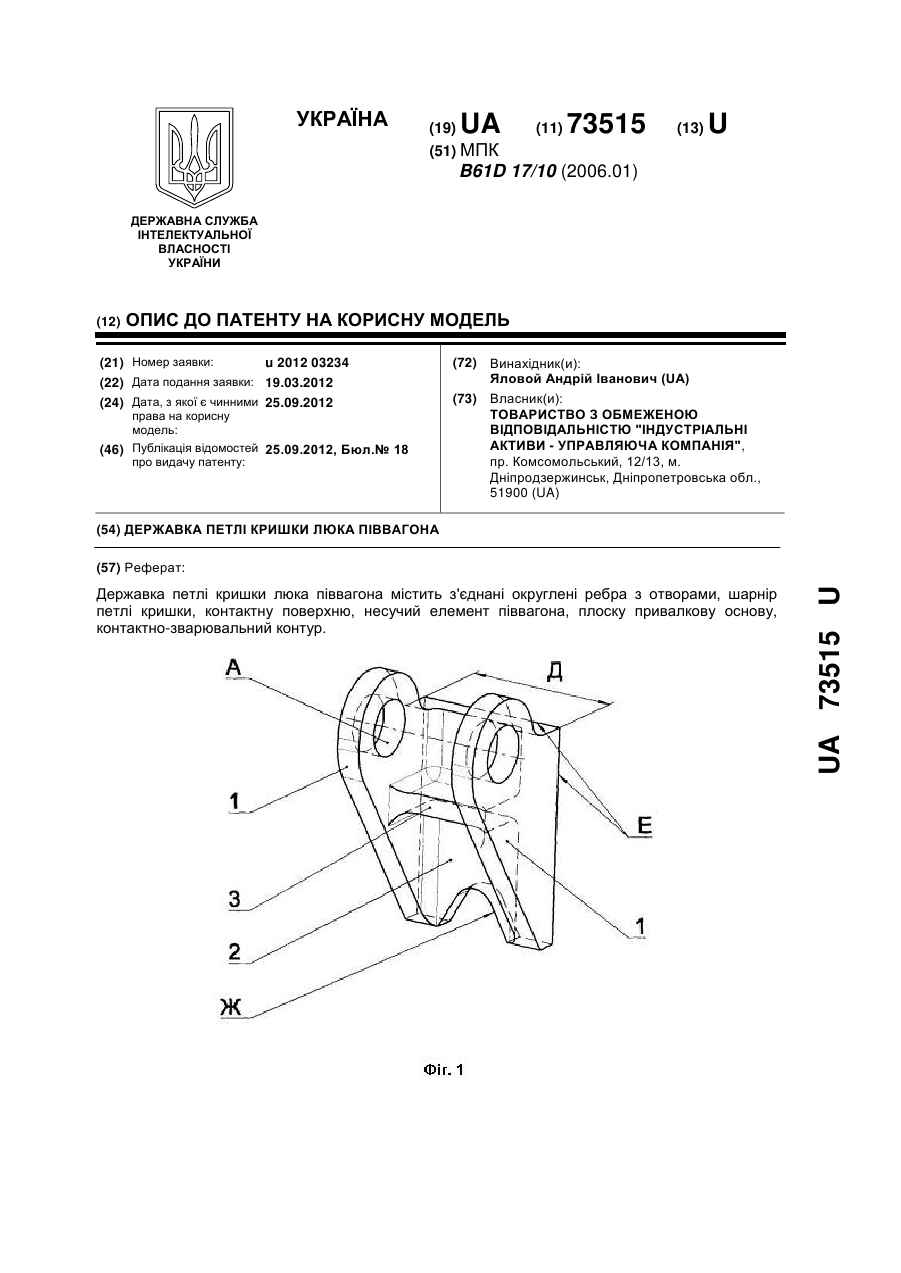
Номер патенту: 73515
Опубліковано: 25.09.2012
Автор: Яловой Андрій Іванович
МПК: B61D 17/10
Мітки: петлі, піввагона, люка, кришки, державка
Формула / Реферат:
1. Державка петлі кришки люка піввагона, що виконана у вигляді суцільнолитої деталі та містить з'єднані між собою два округлені ребра з отворами для осі шарніра петлі кришки, і має контактну поверхню для жорсткого закріплення зваркою до несучого елемента піввагона, яка відрізняється тим, що з'єднання округлених ребер та утворення контактної поверхні для жорсткого закріплення деталі до несучого елемента піввагона виконано за допомогою плоскої...
Попередній патент: Утримувач для паличок
Наступний патент: Комплексна система продажу товарів
Випадковий патент: Спосіб термічної дегазації води