Спосіб профілювання робочих валків
Номер патенту: 81676
Опубліковано: 10.07.2013
Автори: Ніколенко Андрій Георгійович, Васильєв Андрій Олександрович, Васильєв Олександр Геннадійович, Сімененко Олег Володимирович, Ніколаєв Віктор Олександрович, Мазур Валерій Леонідович
Формула / Реферат
Спосіб профілювання робочих валків, що включає виконання параболічних скосів на одній половині довжини бочки, який відрізняється тим, що кінцеві скоси мають прямолінійну форму і їх виконують на кінцевих ділянках валка з кутом нахилу tgφ = 5B / m = 0,00063-0,0016 (де δв - величина зменшення пружних деформацій діаметра робочого валка на ділянці m; m - довжина стоншених кромок штаби, яка дорівнює 60-80 мм; φ - кут нахилу скосів).
Текст
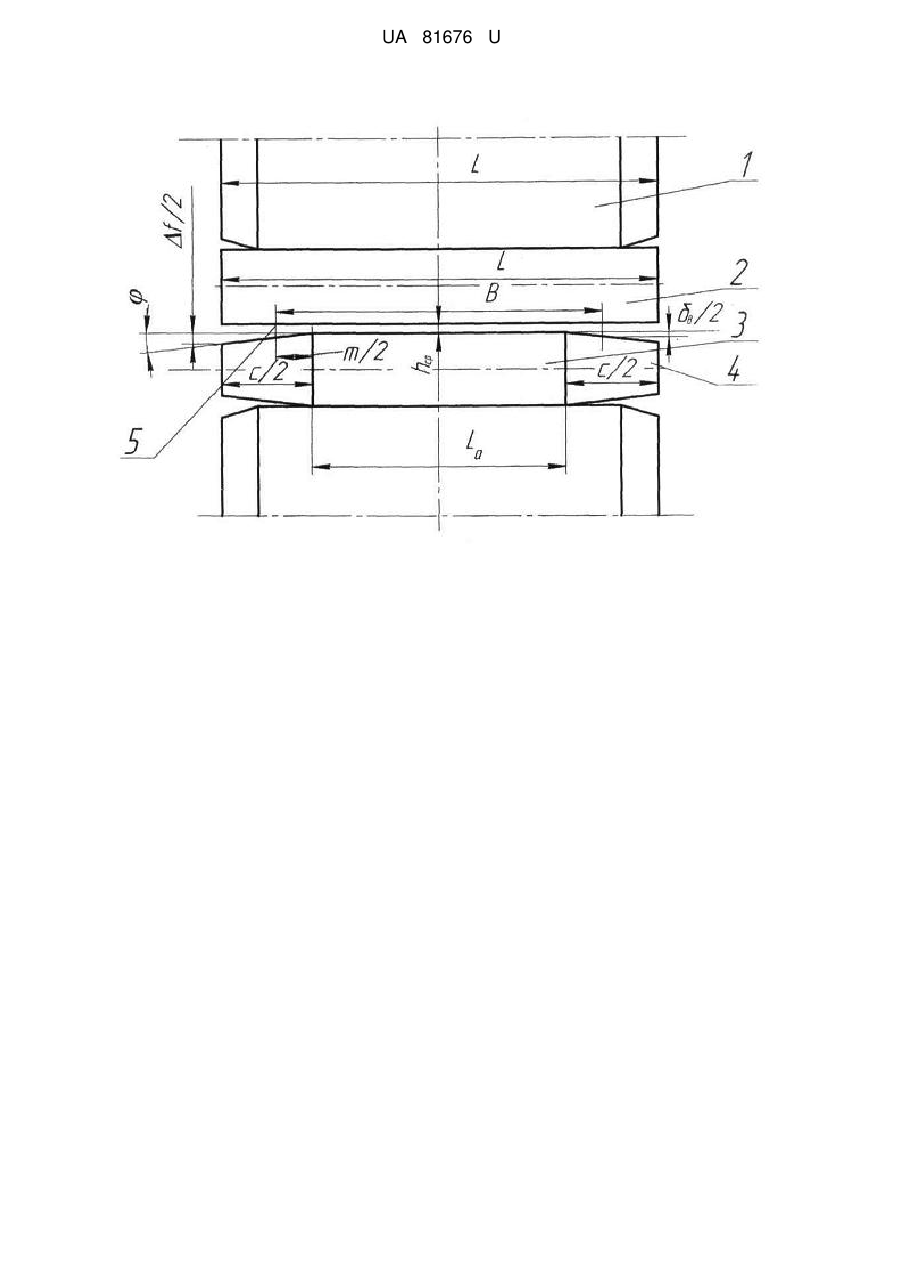
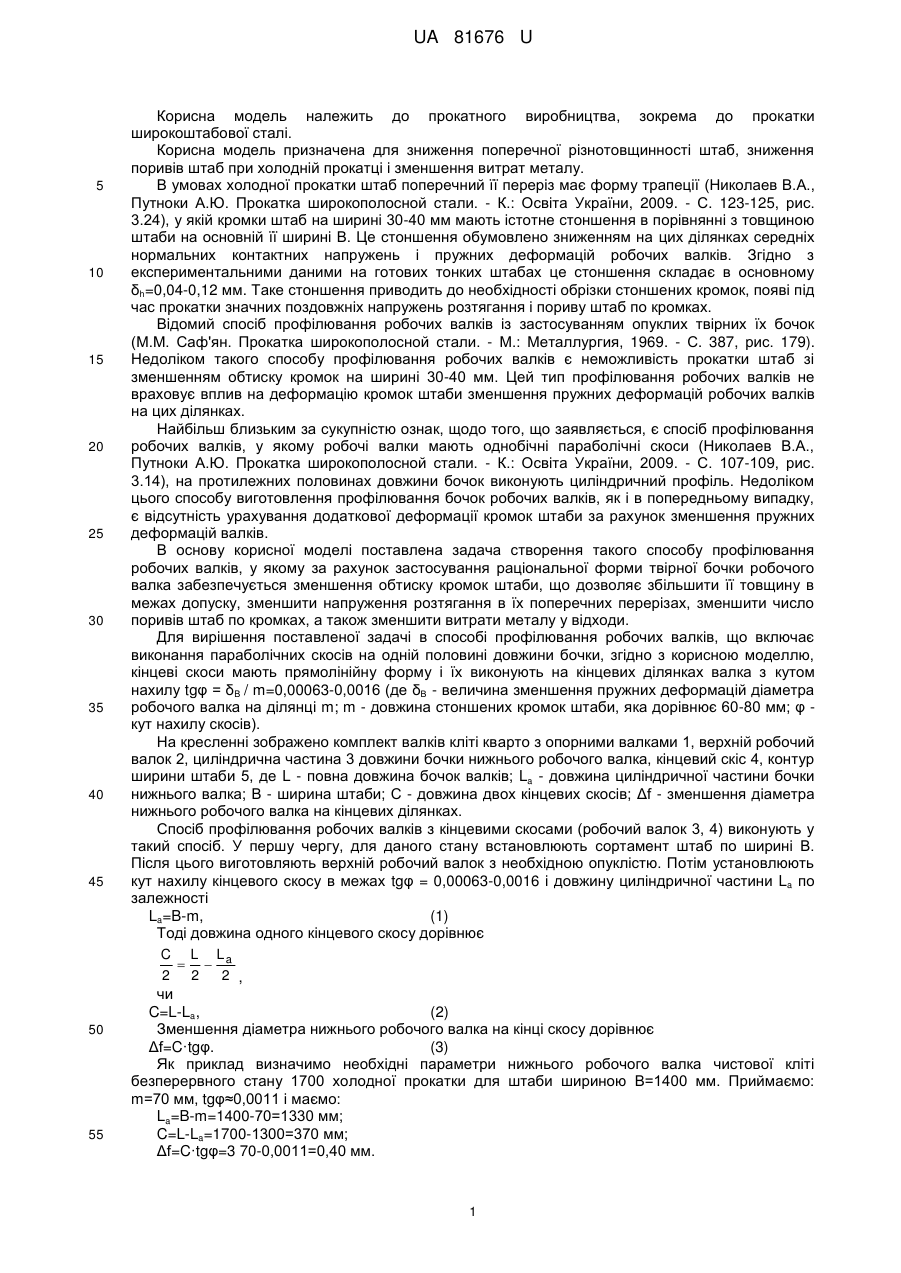
Реферат: Спосіб профілювання робочих валків включає виконання параболічних скосів на одній половині довжини бочки. Кінцеві скоси мають прямолінійну форму і їх виконують на кінцевих ділянках валка з кутом нахилу tgφ = 5B / m = 0,00063-0,0016 (де δв - величина зменшення пружних деформацій діаметра робочого валка на ділянці m; m - довжина стоншених кромок штаби, яка дорівнює 60-80 мм; φ - кут нахилу скосів). UA 81676 U (12) UA 81676 U UA 81676 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до прокатного виробництва, зокрема до прокатки широкоштабової сталі. Корисна модель призначена для зниження поперечної різнотовщинності штаб, зниження поривів штаб при холодній прокатці і зменшення витрат металу. В умовах холодної прокатки штаб поперечний її переріз має форму трапеції (Николаев В.А., Путноки А.Ю. Прокатка широкополосной стали. - К.: Освіта України, 2009. - С. 123-125, рис. 3.24), у якій кромки штаб на ширині 30-40 мм мають істотне стоншення в порівнянні з товщиною штаби на основній її ширині В. Це стоншення обумовлено зниженням на цих ділянках середніх нормальних контактних напружень і пружних деформацій робочих валків. Згідно з експериментальними даними на готових тонких штабах це стоншення складає в основному δh=0,04-0,12 мм. Таке стоншення приводить до необхідності обрізки стоншених кромок, появі під час прокатки значних поздовжніх напружень розтягання і пориву штаб по кромках. Відомий спосіб профілювання робочих валків із застосуванням опуклих твірних їх бочок (М.М. Саф'ян. Прокатка широкополосной стали. - М.: Металлургия, 1969. - С. 387, рис. 179). Недоліком такого способу профілювання робочих валків є неможливість прокатки штаб зі зменшенням обтиску кромок на ширині 30-40 мм. Цей тип профілювання робочих валків не враховує вплив на деформацію кромок штаби зменшення пружних деформацій робочих валків на цих ділянках. Найбільш близьким за сукупністю ознак, щодо того, що заявляється, є спосіб профілювання робочих валків, у якому робочі валки мають однобічні параболічні скоси (Николаев В.А., Путноки А.Ю. Прокатка широкополосной стали. - К.: Освіта України, 2009. - С. 107-109, рис. 3.14), на протилежних половинах довжини бочок виконують циліндричний профіль. Недоліком цього способу виготовлення профілювання бочок робочих валків, як і в попередньому випадку, є відсутність урахування додаткової деформації кромок штаби за рахунок зменшення пружних деформацій валків. В основу корисної моделі поставлена задача створення такого способу профілювання робочих валків, у якому за рахунок застосування раціональної форми твірної бочки робочого валка забезпечується зменшення обтиску кромок штаби, що дозволяє збільшити її товщину в межах допуску, зменшити напруження розтягання в їх поперечних перерізах, зменшити число поривів штаб по кромках, а також зменшити витрати металу у відходи. Для вирішення поставленої задачі в способі профілювання робочих валків, що включає виконання параболічних скосів на одній половині довжини бочки, згідно з корисною моделлю, кінцеві скоси мають прямолінійну форму і їх виконують на кінцевих ділянках валка з кутом нахилу tgφ = δB / m=0,00063-0,0016 (де δΒ - величина зменшення пружних деформацій діаметра робочого валка на ділянці m; m - довжина стоншених кромок штаби, яка дорівнює 60-80 мм; φ кут нахилу скосів). На кресленні зображено комплект валків кліті кварто з опорними валками 1, верхній робочий валок 2, циліндрична частина 3 довжини бочки нижнього робочого валка, кінцевий скіс 4, контур ширини штаби 5, де L - повна довжина бочок валків; La - довжина циліндричної частини бочки нижнього валка; В - ширина штаби; С - довжина двох кінцевих скосів; Δf - зменшення діаметра нижнього робочого валка на кінцевих ділянках. Спосіб профілювання робочих валків з кінцевими скосами (робочий валок 3, 4) виконують у такий спосіб. У першу чергу, для даного стану встановлюють сортамент штаб по ширині В. Після цього виготовляють верхній робочий валок з необхідною опуклістю. Потім установлюють кут нахилу кінцевого скосу в межах tgφ = 0,00063-0,0016 і довжину циліндричної частини La по залежності La=B-m, (1) Тоді довжина одного кінцевого скосу дорівнює C L La 2 2 2 , чи C=L-La, (2) Зменшення діаметра нижнього робочого валка на кінці скосу дорівнює Δf=C·tgφ. (3) Як приклад визначимо необхідні параметри нижнього робочого валка чистової кліті безперервного стану 1700 холодної прокатки для штаби шириною В=1400 мм. Приймаємо: m=70 мм, tgφ≈0,0011 і маємо: La=B-m=1400-70=1330 мм; C=L-La=1700-1300=370 мм; Δf=C·tgφ=3 70-0,0011=0,40 мм. 1 UA 81676 U 5 10 Таким чином, діаметр нижнього робочого валка на кінці бочки повинний бути на Δf≈0,4 мм менше, ніж по осі бочки. При такому профілюванні нижнього робочого валка буде забезпечена прокатка штаби з товщиною кромки, приблизно рівною товщині hcp в середині ширини штаби. Визначений по експериментальним даним δΒ і "m" кут нахилу кінцевих скосів нижнього робочого валка в межах tgφ=0,00063…0,0016 є найбільш раціональним. Тому що при tgφ0,0016 товщина кромок може бути більше товщини hcp і вище допустимої. Таким чином, запропоноване технічне рішення забезпечує, у порівнянні з прототипом, збільшення товщини кромок штаби, зменшення напружень розтягання на кромках і імовірність пориву штаб, а також зменшення витрат металу. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 Спосіб профілювання робочих валків, що включає виконання параболічних скосів на одній половині довжини бочки, який відрізняється тим, що кінцеві скоси мають прямолінійну форму і їх виконують на кінцевих ділянках валка з кутом нахилу tgφ = 5B / m = 0,00063-0,0016 (де δв величина зменшення пружних деформацій діаметра робочого валка на ділянці m; m - довжина стоншених кромок штаби, яка дорівнює 60-80 мм; φ - кут нахилу скосів). Комп’ютерна верстка Л. Литвиненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for working roll contouring
Автори англійськоюNikolaiev Viktor Oleksandrovych, Simenenko Oleh Volodymyrovych, Nikolenko Andrii Heorhiiovych, Mazur Valerii Leonidovych, Vasyliev Andrii Oleksandrovych, Vasyliev Oleksandr Hennadiiovych
Назва патенту російськоюСпособ профилирования рабочих валков
Автори російськоюНиколаев Виктор Александрович, Симененко Олег Владимирович, Николенко Андрей Георгиевич, Мазур Валерий Леонидович, Васильев Андрей Александрович, Васильев Александр Геннадьевич
МПК / Мітки
МПК: B21B 27/02
Мітки: робочих, профілювання, валків, спосіб
Код посилання
<a href="https://ua.patents.su/4-81676-sposib-profilyuvannya-robochikh-valkiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб профілювання робочих валків</a>
Спосіб профілювання утворюючих валків з осьовим зміщенням
Номер патенту: 80650
Опубліковано: 10.06.2013
Автори: Васильєв Андрій Олександрович, Мазур Валерій Леонідович, Ніколаєв Віктор Олександрович
МПК: B21B 31/02
Мітки: спосіб, валків, профілювання, осьовим, утворюючих, зміщенням
Формула / Реферат:
Спосіб профілювання утворюючих валків з осьовим зміщенням, що включає виготовлення S-подібних профіліровок, який відрізняється тим, що S-подібну профіліровку валка виготовляють з різними радіусами кривизни лівого і правого країв бочки, відношення яких складає (де і
Спосіб прокатки штаб при горизонтальному зміщенні робочих валків
Номер патенту: 76172
Опубліковано: 25.12.2012
Автори: Ніколенко Андрій Георгійович, Васильєв Андрій Олександрович, Ніколаєв Віктор Олександрович
МПК: B21B 31/02
Мітки: спосіб, штаб, робочих, валків, прокатки, горизонтальному, зміщенні
Формула / Реферат:
Спосіб прокатки штаб при горизонтальному зміщенні робочих валків щодо осі опорних валків в протилежному напрямку, який відрізняється тим, що прокатку штаб виконують при горизонтальному зміщенні осей кожного робочого валка на величину, рівну e/ld=0,1…0,3 (e - величина зміщення осі робочого валка; ld - довжина дуги контакту).
Диск для профілювання валків
Номер патенту: 43234
Опубліковано: 10.08.2009
Автори: Ніколаєв Віктор Олександрович, Жученко Станіслав Вікторович, Васильєв Олександр Геннадійович, Ніколенко Андрій Георгійович
МПК: B23B 5/00
Мітки: профілювання, диск, валків
Формула / Реферат:
Диск для профілювання валків з параболічним профілем твірної, який відрізняється тим, що твірна диска має вигляд параболи 4-6 ступеня.
Спосіб установки робочих валків в кліті кварто
Номер патенту: 76093
Опубліковано: 25.12.2012
Автори: Жученко Станіслав Вікторович, Васильєв Андрій Олександрович, Мацко Сергій Володимирович, Ніколенко Андрій Георгійович, Васильєв Олександр Геннадійович, Ніколаєв Віктор Олександрович
МПК: B21B 31/02
Мітки: установки, кварто, кліті, валків, робочих, спосіб
Формула / Реферат:
Спосіб установки робочих валків в кліті кварто, що включає установку одного опуклого, а другого циліндричного (увігнутого) робочих валків, який відрізняється тим, що розташування опуклого і циліндричного (увігнутого) робочих валків між перевалками опорних валків періодично змінюють на протилежне відносно верхнього і нижнього опорних валків.
Подушки робочих валків листового стана
Номер патенту: 4221
Опубліковано: 17.01.2005
Автор: Ніколаєв Віктор Олександрович
МПК: B21B 31/00
Мітки: листового, робочих, подушки, валків, стана
Формула / Реферат:
Подушки робочих валків листового стана, які включають підшипники кочення, плунжери гідравлічних пристроїв, котрі встановлено у подушках нижнього робочого валка, а бокові поверхні подушок робочих валків на частки висоти виконано з нахилом на кут φ = 3-45 град. проти напрямку обертання робочих валків, які відрізняються тим, що подушки робочих валків виконано з двох частин і при цьому складову частину з поверхнею, яка має нахил, переміщують...
Попередній патент: Спосіб приготування шлакопортландцементу
Наступний патент: Ретрактор для ампутації на рівні стегна
Випадковий патент: Спосіб визначення зносу робочих органів землерийно-транспортних машин