Екструзійне сопло для екструдування порожнистих профілів
Формула / Реферат
1. Екструзійне сопло для екструдування порожнистих профілів, зокрема віконних профілів, яке містить один або декілька осердь (21-25), причому в екструзійному соплі передбачено декілька проточних каналів (11-19) для потоків розплаву, які ще всередині екструзійного сопла зведені в потрібний профіль, яке відрізняється тим, що воно складається з декількох плит (1-7), причому у всіх плитах (3-7) з осердям або, відповідно, осердями, за винятком останньої плити (7), проточні канали (11-19) відділені один від одного, так що осердя або, відповідно, декілька осердь (21-25) з'єднане або з'єднані з рештою плити за допомогою перемичок (34-38) між проточними каналами (11-19).
2. Сопло за п. 1, яке відрізняється тим, що проточні канали (11-19) в останній плиті (7) мають між собою суцільне з'єднання, при цьому осердя або, відповідно, декілька осердь (21-25) останньої плити (7) може або, відповідно, можуть прикручуватися до відповідного осердя або, відповідно, осердь сусідньої плити (6).
3. Сопло за п. 1, яке відрізняється тим, що проточні канали (11-19) в останній плиті (7) з'єднані між собою тільки на частині висоти, так що перемички (34-38) між проточними каналами (11-19) є на частині висоти останньої плити (7) і з'єднують осердя або, відповідно, декілька осердь (21-25) останньої плити (7) з рештою плити (7).
Текст
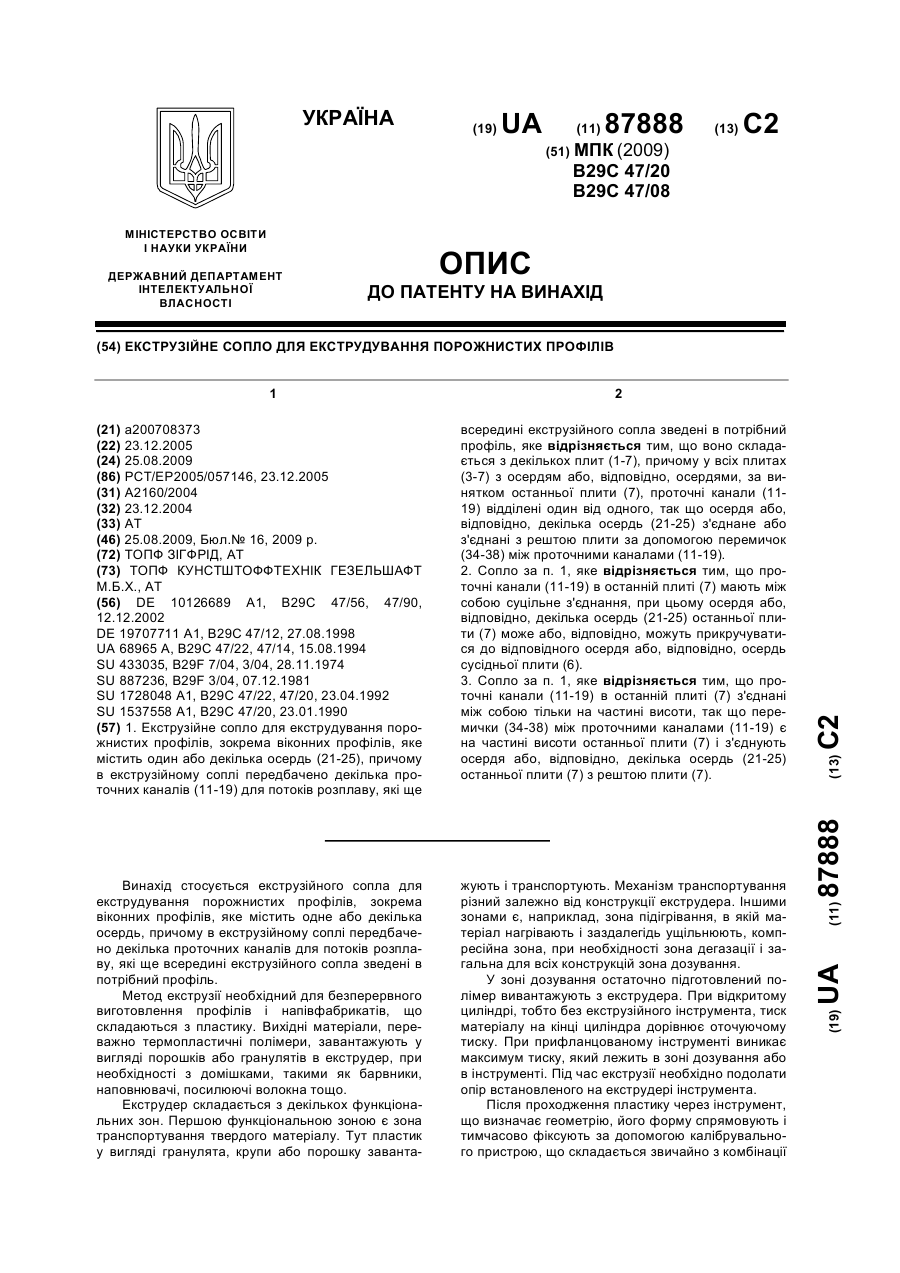
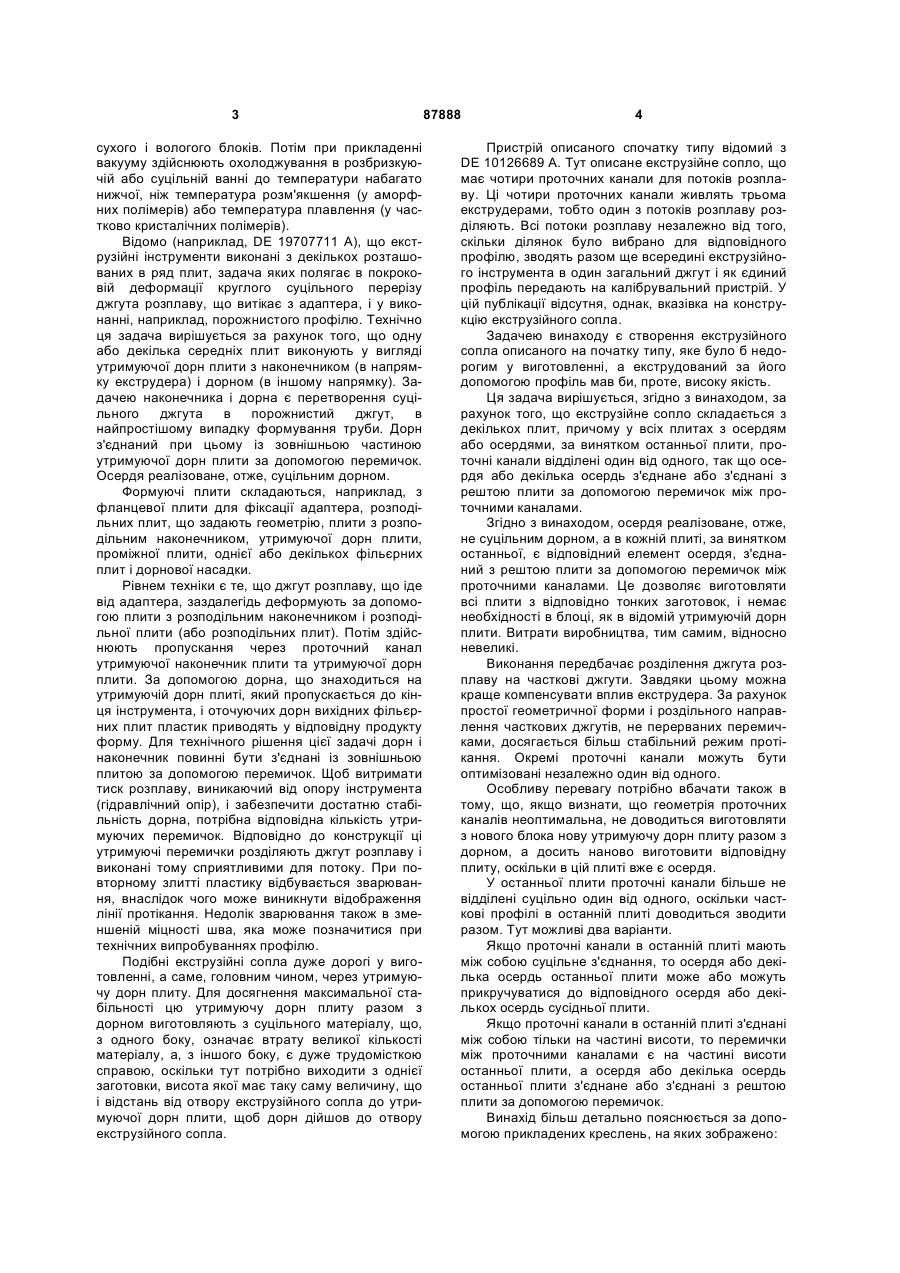
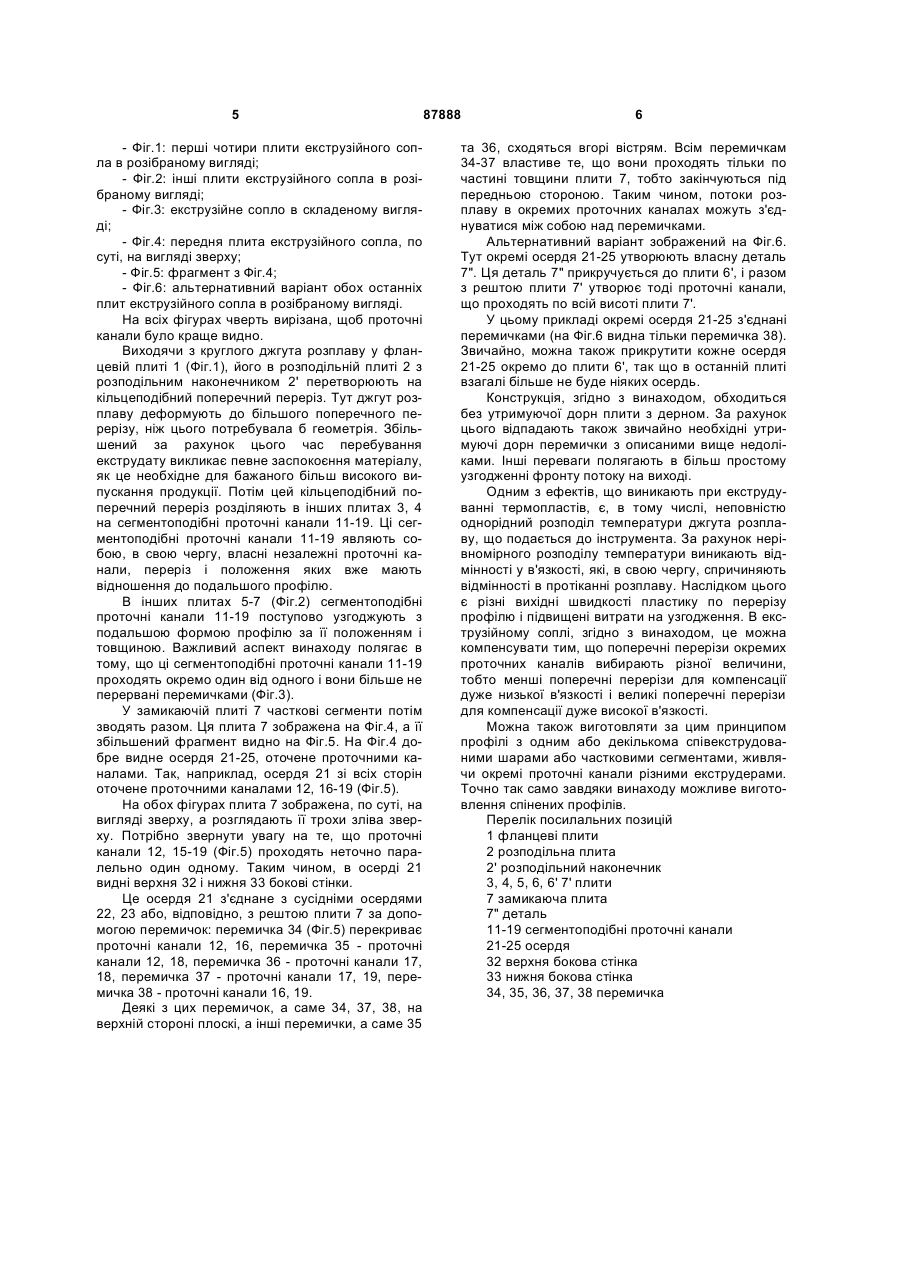
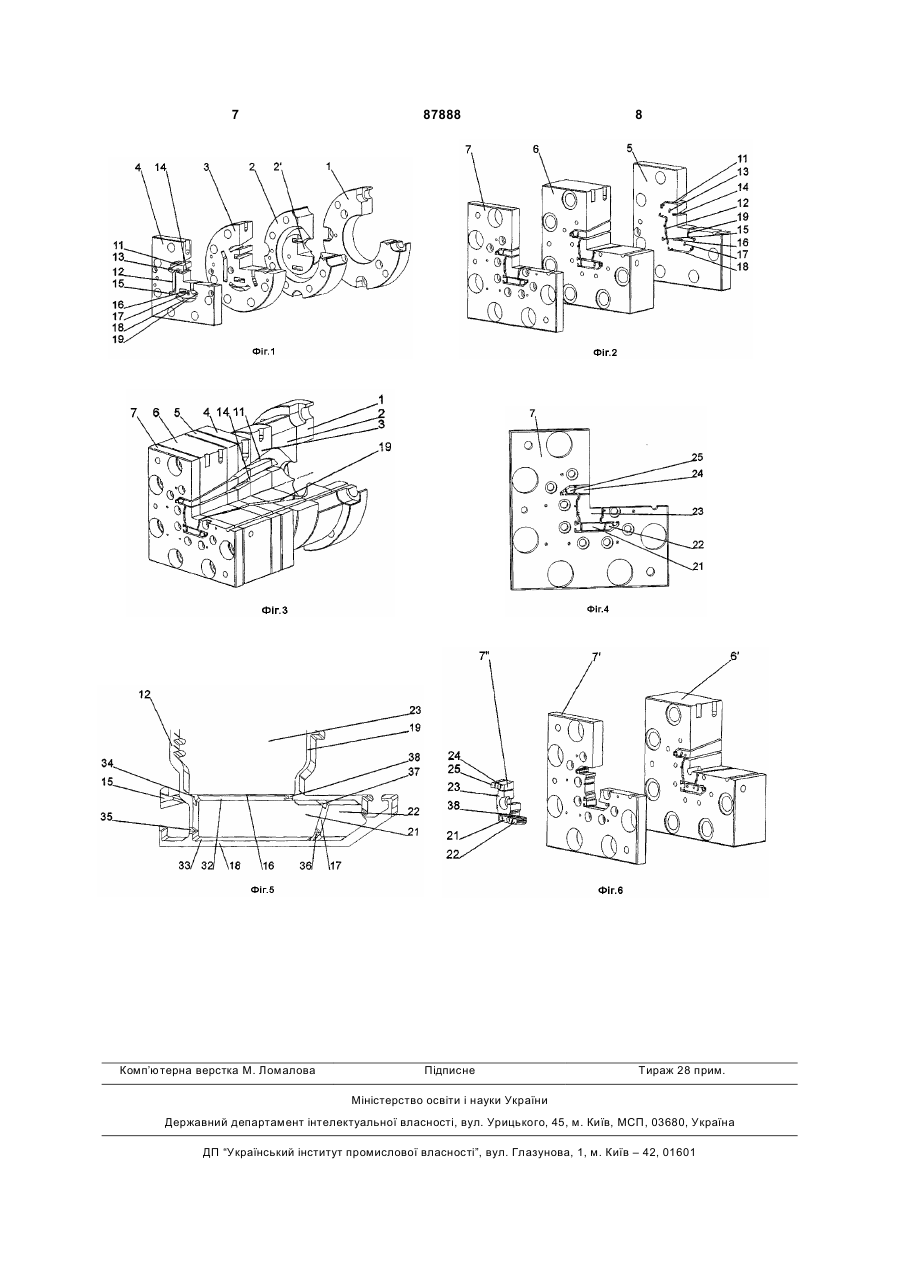
1. Екструзійне сопло для екструдування порожнистих профілів, зокрема віконних профілів, яке містить один або декілька осердь (21-25), причому в екструзійному соплі передбачено декілька проточних каналів (11-19) для потоків розплаву, які ще C2 2 (19) 1 3 сухого і вологого блоків. Потім при прикладенні вакууму здійснюють охолоджування в розбризкуючій або суцільній ванні до температури набагато нижчої, ніж температура розм'якшення (у аморфних полімерів) або температура плавлення (у частково кристалічних полімерів). Відомо (наприклад, DE 19707711 А), що екструзійні інструменти виконані з декількох розташованих в ряд плит, задача яких полягає в покроковій деформації круглого суцільного перерізу джгута розплаву, що витікає з адаптера, і у виконанні, наприклад, порожнистого профілю. Технічно ця задача вирішується за рахунок того, що одну або декілька середніх плит виконують у вигляді утримуючої дорн плити з наконечником (в напрямку екструдера) і дорном (в іншому напрямку). Задачею наконечника і дорна є перетворення суцільного джгута в порожнистий джгут, в найпростішому випадку формування труби. Дорн з'єднаний при цьому із зовнішньою частиною утримуючої дорн плити за допомогою перемичок. Осердя реалізоване, отже, суцільним дорном. Формуючі плити складаються, наприклад, з фланцевої плити для фіксації адаптера, розподільних плит, що задають геометрію, плити з розподільним наконечником, утримуючої дорн плити, проміжної плити, однієї або декількох фільєрних плит і дорнової насадки. Рівнем техніки є те, що джгут розплаву, що іде від адаптера, заздалегідь деформують за допомогою плити з розподільним наконечником і розподільної плити (або розподільних плит). Потім здійснюють пропускання через проточний канал утримуючої наконечник плити та утримуючої дорн плити. За допомогою дорна, що знаходиться на утримуючій дорн плиті, який пропускається до кінця інструмента, і оточуючих дорн вихідних фільєрних плит пластик приводять у відповідну продукту форму. Для технічного рішення цієї задачі дорн і наконечник повинні бути з'єднані із зовнішньою плитою за допомогою перемичок. Щоб витримати тиск розплаву, виникаючий від опору інструмента (гідравлічний опір), і забезпечити достатню стабільність дорна, потрібна відповідна кількість утримуючих перемичок. Відповідно до конструкції ці утримуючі перемички розділяють джгут розплаву і виконані тому сприятливими для потоку. При повторному злитті пластику відбувається зварювання, внаслідок чого може виникнути відображення лінії протікання. Недолік зварювання також в зменшеній міцності шва, яка може позначитися при технічних випробуваннях профілю. Подібні екструзійні сопла дуже дорогі у виготовленні, а саме, головним чином, через утримуючу дорн плиту. Для досягнення максимальної стабільності цю утримуючу дорн плиту разом з дорном виготовляють з суцільного матеріалу, що, з одного боку, означає втрату великої кількості матеріалу, а, з іншого боку, є дуже трудомісткою справою, оскільки тут потрібно виходити з однієї заготовки, висота якої має таку саму величину, що і відстань від отвору екструзійного сопла до утримуючої дорн плити, щоб дорн дійшов до отвору екструзійного сопла. 87888 4 Пристрій описаного спочатку типу відомий з DE 10126689 А. Тут описане екструзійне сопло, що має чотири проточних канали для потоків розплаву. Ці чотири проточних канали живлять трьома екструдерами, тобто один з потоків розплаву розділяють. Всі потоки розплаву незалежно від того, скільки ділянок було вибрано для відповідного профілю, зводять разом ще всередині екструзійного інструмента в один загальний джгут і як єдиний профіль передають на калібрувальний пристрій. У цій публікації відсутня, однак, вказівка на конструкцію екструзійного сопла. Задачею винаходу є створення екструзійного сопла описаного на початку типу, яке було б недорогим у виготовленні, а екструдований за його допомогою профіль мав би, проте, високу якість. Ця задача вирішується, згідно з винаходом, за рахунок того, що екструзійне сопло складається з декількох плит, причому у всіх плитах з осердям або осердями, за винятком останньої плити, проточні канали відділені один від одного, так що осердя або декілька осердь з'єднане або з'єднані з рештою плити за допомогою перемичок між проточними каналами. Згідно з винаходом, осердя реалізоване, отже, не суцільним дорном, а в кожній плиті, за винятком останньої, є відповідний елемент осердя, з'єднаний з рештою плити за допомогою перемичок між проточними каналами. Це дозволяє виготовляти всі плити з відповідно тонких заготовок, і немає необхідності в блоці, як в відомій утримуючій дорн плити. Витрати виробництва, тим самим, відносно невеликі. Виконання передбачає розділення джгута розплаву на часткові джгути. Завдяки цьому можна краще компенсувати вплив екструдера. За рахунок простої геометричної форми і роздільного направлення часткових джгутів, не перерваних перемичками, досягається більш стабільний режим протікання. Окремі проточні канали можуть бути оптимізовані незалежно один від одного. Особливу перевагу потрібно вбачати також в тому, що, якщо визнати, що геометрія проточних каналів неоптимальна, не доводиться виготовляти з нового блока нову утримуючу дорн плиту разом з дорном, а досить наново виготовити відповідну плиту, оскільки в цій плиті вже є осердя. У останньої плити проточні канали більше не відділені суцільно один від одного, оскільки часткові профілі в останній плиті доводиться зводити разом. Тут можливі два варіанти. Якщо проточні канали в останній плиті мають між собою суцільне з'єднання, то осердя або декілька осердь останньої плити може або можуть прикручуватися до відповідного осердя або декількох осердь сусідньої плити. Якщо проточні канали в останній плиті з'єднані між собою тільки на частині висоти, то перемички між проточними каналами є на частині висоти останньої плити, а осердя або декілька осердь останньої плити з'єднане або з'єднані з рештою плити за допомогою перемичок. Винахід більш детально пояснюється за допомогою прикладених креслень, на яких зображено: 5 - Фіг.1: перші чотири плити екструзійного сопла в розібраному вигляді; - Фіг.2: інші плити екструзійного сопла в розібраному вигляді; - Фіг.3: екструзійне сопло в складеному вигляді; - Фіг.4: передня плита екструзійного сопла, по суті, на вигляді зверху; - Фіг.5: фрагмент з Фіг.4; - Фіг.6: альтернативний варіант обох останніх плит екструзійного сопла в розібраному вигляді. На всіх фігурах чверть вирізана, щоб проточні канали було краще видно. Виходячи з круглого джгута розплаву у фланцевій плиті 1 (Фіг.1), його в розподільній плиті 2 з розподільним наконечником 2' перетворюють на кільцеподібний поперечний переріз. Тут джгут розплаву деформують до більшого поперечного перерізу, ніж цього потребувала б геометрія. Збільшений за рахунок цього час перебування екструдату викликає певне заспокоєння матеріалу, як це необхідне для бажаного більш високого випускання продукції. Потім цей кільцеподібний поперечний переріз розділяють в інших плитах 3, 4 на сегментоподібні проточні канали 11-19. Ці сегментоподібні проточні канали 11-19 являють собою, в свою чергу, власні незалежні проточні канали, переріз і положення яких вже мають відношення до подальшого профілю. В інших плитах 5-7 (Фіг.2) сегментоподібні проточні канали 11-19 поступово узгоджують з подальшою формою профілю за її положенням і товщиною. Важливий аспект винаходу полягає в тому, що ці сегментоподібні проточні канали 11-19 проходять окремо один від одного і вони більше не перервані перемичками (Фіг.3). У замикаючій плиті 7 часткові сегменти потім зводять разом. Ця плита 7 зображена на Фіг.4, а її збільшений фрагмент видно на Фіг.5. На Фіг.4 добре видне осердя 21-25, оточене проточними каналами. Так, наприклад, осердя 21 зі всіх сторін оточене проточними каналами 12, 16-19 (Фіг.5). На обох фігурах плита 7 зображена, по суті, на вигляді зверху, а розглядають її трохи зліва зверху. Потрібно звернути увагу на те, що проточні канали 12, 15-19 (Фіг.5) проходять неточно паралельно один одному. Таким чином, в осерді 21 видні верхня 32 і нижня 33 бокові стінки. Це осердя 21 з'єднане з сусідніми осердями 22, 23 або, відповідно, з рештою плити 7 за допомогою перемичок: перемичка 34 (Фіг.5) перекриває проточні канали 12, 16, перемичка 35 - проточні канали 12, 18, перемичка 36 - проточні канали 17, 18, перемичка 37 - проточні канали 17, 19, перемичка 38 - проточні канали 16, 19. Деякі з цих перемичок, а саме 34, 37, 38, на верхній стороні плоскі, а інші перемички, а саме 35 87888 6 та 36, сходяться вгорі вістрям. Всім перемичкам 34-37 властиве те, що вони проходять тільки по частині товщини плити 7, тобто закінчуються під передньою стороною. Таким чином, потоки розплаву в окремих проточних каналах можуть з'єднуватися між собою над перемичками. Альтернативний варіант зображений на Фіг.6. Тут окремі осердя 21-25 утворюють власну деталь 7". Ця деталь 7" прикручується до плити 6', і разом з рештою плити 7' утворює тоді проточні канали, що проходять по всій висоті плити 7'. У цьому прикладі окремі осердя 21-25 з'єднані перемичками (на Фіг.6 видна тільки перемичка 38). Звичайно, можна також прикрутити кожне осердя 21-25 окремо до плити 6', так що в останній плиті взагалі більше не буде ніяких осердь. Конструкція, згідно з винаходом, обходиться без утримуючої дорн плити з дерном. За рахунок цього відпадають також звичайно необхідні утримуючі дорн перемички з описаними вище недоліками. Інші переваги полягають в більш простому узгодженні фронту потоку на виході. Одним з ефектів, що виникають при екструдуванні термопластів, є, в тому числі, неповністю однорідний розподіл температури джгута розплаву, що подається до інструмента. За рахунок нерівномірного розподілу температури виникають відмінності у в'язкості, які, в свою чергу, спричиняють відмінності в протіканні розплаву. Наслідком цього є різні вихідні швидкості пластику по перерізу профілю і підвищені витрати на узгодження. В екструзійному соплі, згідно з винаходом, це можна компенсувати тим, що поперечні перерізи окремих проточних каналів вибирають різної величини, тобто менші поперечні перерізи для компенсації дуже низької в'язкості і великі поперечні перерізи для компенсації дуже високої в'язкості. Можна також виготовляти за цим принципом профілі з одним або декількома співекструдованими шарами або частковими сегментами, живлячи окремі проточні канали різними екструдерами. Точно так само завдяки винаходу можливе виготовлення спінених профілів. Перелік посилальних позицій 1 фланцеві плити 2 розподільна плита 2' розподільний наконечник 3, 4, 5, 6, 6' 7' плити 7 замикаюча плита 7" деталь 11-19 сегментоподібні проточні канали 21-25 осердя 32 верхня бокова стінка 33 нижня бокова стінка 34, 35, 36, 37, 38 перемичка 7 Комп’ютерна верстка М. Ломалова 87888 8 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюExtrusion nozzle for extrusion of hollow profiles
Автори англійськоюTopf Siegfried
Назва патенту російськоюЭкструзионное сопло для экструдирования полых профилей
Автори російськоюТопф Зигфрид
МПК / Мітки
МПК: B29C 47/20, B29C 47/08
Мітки: профілів, сопло, порожнистих, екструзійне, екструдування
Код посилання
<a href="https://ua.patents.su/4-87888-ekstruzijjne-soplo-dlya-ekstruduvannya-porozhnistikh-profiliv.html" target="_blank" rel="follow" title="База патентів України">Екструзійне сопло для екструдування порожнистих профілів</a>
Безперервний спосіб виготовлення суцільних, порожнистих і відкритих профілів

Номер патенту: 80347
Опубліковано: 10.09.2007
Автори: Фрер Роберт, Майєре Жан-П'єр, Ноель Емманюель, Наве Венсан
МПК: B29C 44/34, B29C 44/00
Мітки: безперервний, виготовлення, відкритих, спосіб, профілів, порожнистих, суцільних
Формула / Реферат:
1. Спосіб виготовлення суцільних, порожнистих або відкритих профілів на основі полістиролу, який включає наступні стадії:- дозування полімерів, які включають щонайменше полістирол,- пластифікацію компонентів в екструдері для одержання однорідної суміші,- подачу стисненого газу через вхідний отвір у кількості, яка становить від 0,2 до 0,4 мас. % у перерахунку на полімери, які включають полістирол,- розмішування...
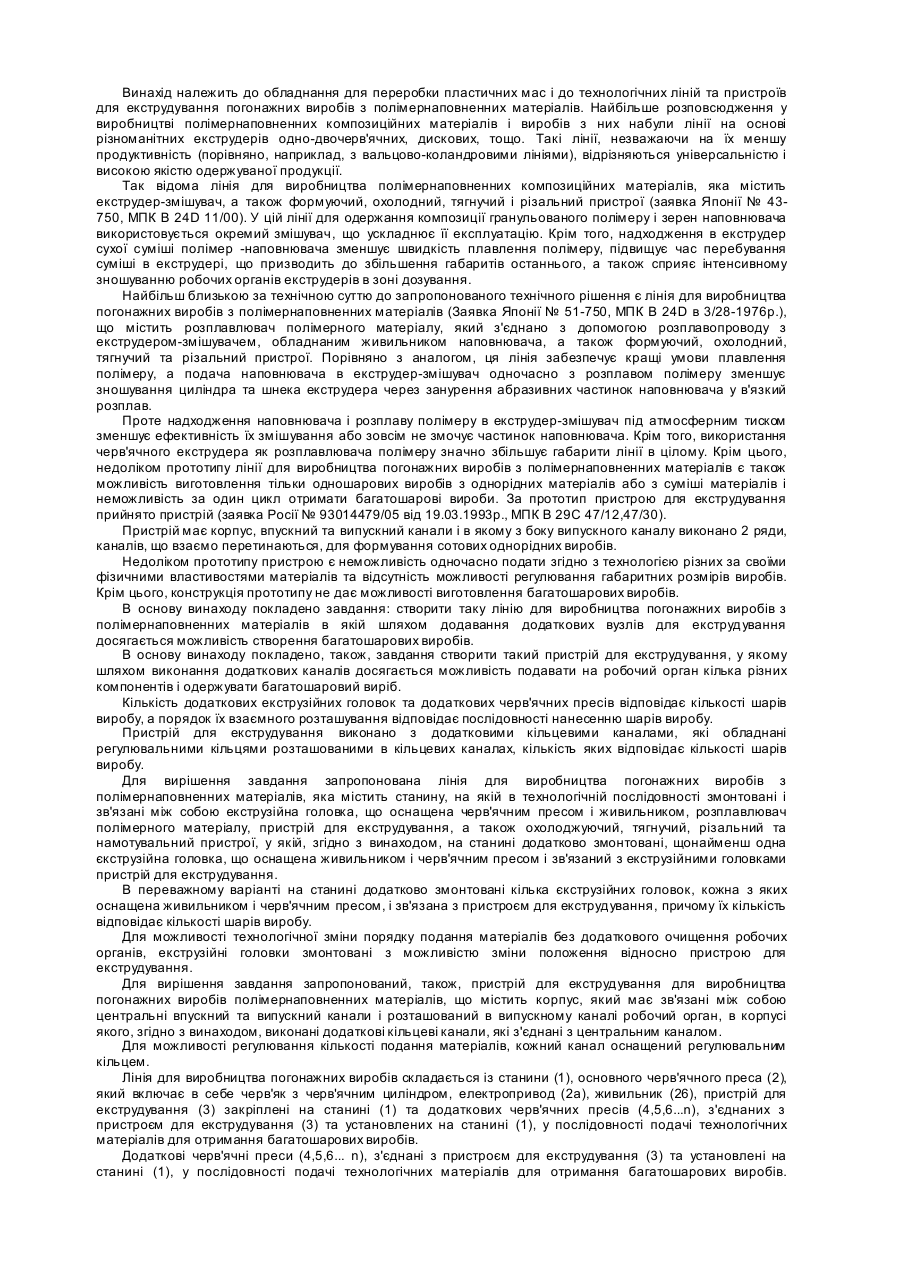
Лінія для виробництва погонажних виробів з полімернаповнених матеріалів та пристрій для екструдування
Номер патенту: 63832
Опубліковано: 15.01.2004
Автор: Бердзенішвілі Теймураз Борисович
МПК: B30B 11/22, B29C 47/36, B29C 47/00
Мітки: пристрій, виробництва, лінія, погонажних, виробів, матеріалів, полімернаповнених, екструдування
Формула / Реферат:
1. Лінія для виробництва погонажних виробів з полімернаповнених матеріалів, яка містить станину, на якій в технологічній послідовності змонтовані і зв'язані між собою екструзійна головка, що оснащена черв'ячним пресом і живильником, розплавлювач полімерного матеріалу, пристрій для екструдування, а також охолоджуючий, тягнучий, різальний та намотувальний пристрої, яка відрізняється тим, що на станині додатково змонтовані щонайменш одна...
Матриця для екструдування щільникових структур
Номер патенту: 38015
Опубліковано: 15.05.2001
Автори: Пащенко Микола Григорович, Наливка Григорій Данилович
МПК: B28B 3/26
Мітки: щільникових, структур, екструдування, матриця
Текст:
...живильників; на фіг. 4 - вигляд зверху на гребенеподібну пластину; на фіг. 5 - загальний вигляд двох суміжних пластин з поперечними перерізами; на фіг. 6 - поперечний переріз двох су міжних пластин; на фіг. 7,8 - різновиди загального вигляду пластини матриці в аксонометрії; на фіг. 9 - варіант виконання матриці з канавками на внутрішній поверхні корпусу; на фіг. 10 - вигляд І на фіг. 9 (збільшено). Матриця для екструдування щільникових...
Екструдер і спосіб екструдування
Номер патенту: 49009
Опубліковано: 16.09.2002
Автори: Ярвенкіля Юрі, Кір'явайнен Карі
МПК: B29C 47/38
Мітки: екструдер, спосіб, екструдування
Формула / Реферат:
1. Екструдер, що містить, принаймні, один статор і, принаймні, один ротор, причому статор має конічну поверхню, принаймні, з боку ротора, а ротор має конічну поверхню, принаймні, з боку статора, найбільше співвідношення довжини ротора до діаметра його найбільш широкої частини переважно дорівнює 5, і зазначений ротор своєю найбільш широкою частиною встановлений у екструдері на підшипниках, який відрізняється тим, що ротор установлений на,...
Дорн для горизонтального безперервного лиття порожнистих заготівок з кольорових металів та сплавів
Номер патенту: 16997
Опубліковано: 15.09.2006
Автор: Хорошилов Олег Миколайович
МПК: B22D 11/04
Мітки: дорн, безперервного, металів, кольорових, лиття, горизонтального, порожнистих, заготівок, сплавів
Формула / Реферат:
Дорн для горизонтального безперервного лиття порожнистих заготівок з кольорових металів та сплавів, що містить посадочний бурт, в якому виконані отвори, формоутворюючу поверхню, на якій виконані зрізи, розташовані впродовж його осі, який відрізняється тим, що вершини зрізів виконані на боковій поверхні робочої поверхні дорна і розташовані по лінії між точками перетинання фронту твердіння та верхньої і нижньої твірних поверхні дорна, при цьому...