Просторовий металевий виливок
Номер патенту: 90494
Опубліковано: 11.05.2010
Автори: Дорошенко Володимир Степанович, Шинський Олег Йосипович
Формула / Реферат
1. Просторовий металевий виливок, що містить металевий остов, формою подібний до стовбура дерева, на якому в просторі розташовані розгалуження, подібні до гілок дерева, зі зменшенням їх діаметра від остова до кінців, який відрізняється тим, що діаметри металевого остова і розгалужень-гілок ![]() до початку розгалуження і діаметри
до початку розгалуження і діаметри ![]() після їх розгалуження задовольняють відношення:
після їх розгалуження задовольняють відношення:
![]() де діаметричний показник
де діаметричний показник ![]() визначається як 2 £ М £ 3.
визначається як 2 £ М £ 3.
2. Просторовий металевий виливок за п. 1, який відрізняється тим, що вага його розгалуження-гілки пропорційна її діаметру, піднесеному до степеня М, де 2,5 £ М £ 2+D.
3. Просторовий металевий виливок за п. 1, який відрізняється тим, що розгалуження-гілки спрямовані до остова перпендикулярно його осі.
4. Просторовий металевий виливок за п. 1, який відрізняється тим, що його остов в перерізі має форму еліпса при відношенні його діаметрів як 1,26 до 1,0.
Текст
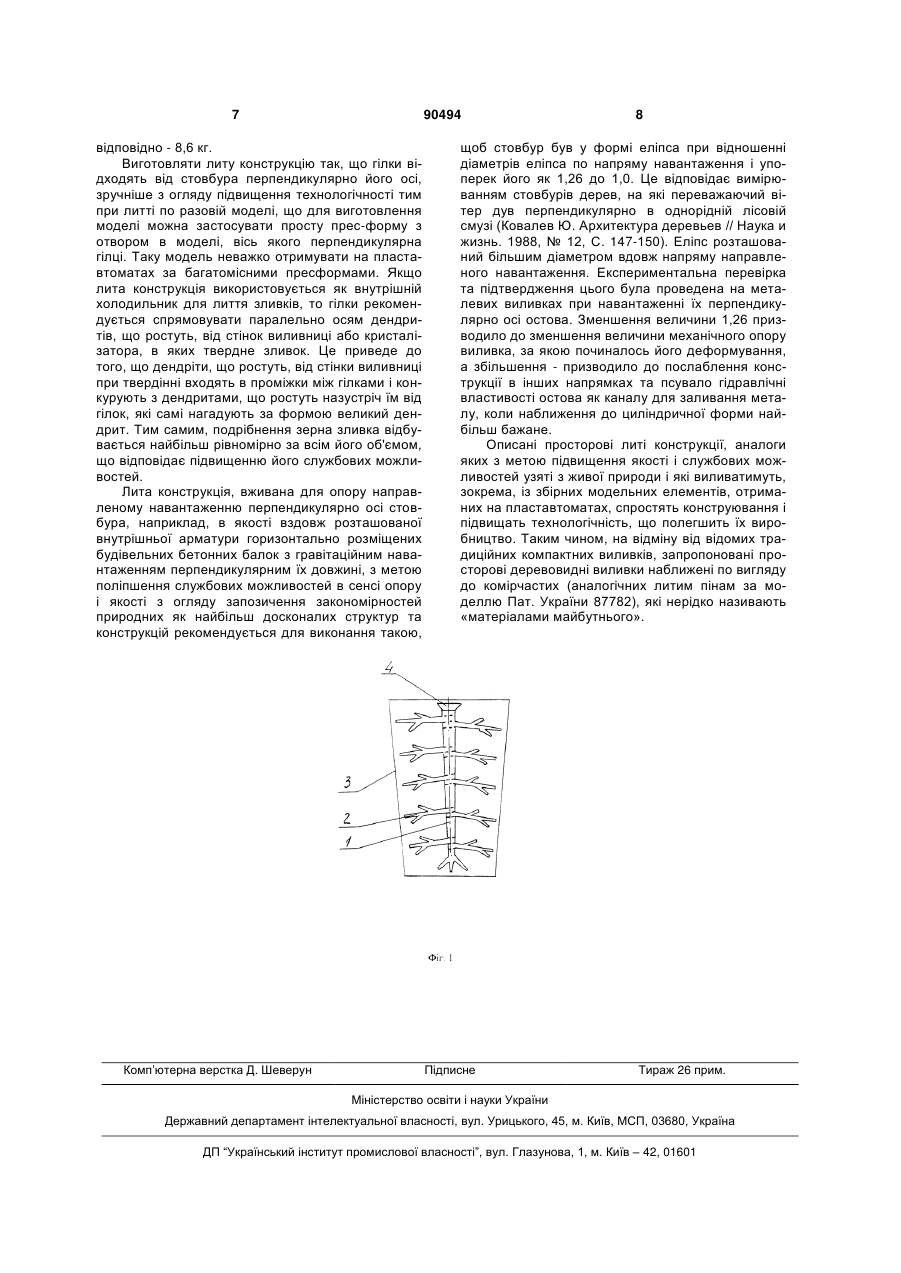
1. Просторовий металевий виливок, що містить металевий остов, формою подібний до стовбура дерева, на якому в просторі розташовані роз галуження, подібні до гілок дерева, зі зменшенням їх діаметра від остова до кінців, який відрізняється тим, що діаметри металевого остова і розгалужень-гілок d до початку розгалуження і діаметри d1, d 2 після їх розгалуження задовольняють відношення: Винахід відноситься до ливарного виробництва, зокрема до литих металевих виробів, а саме до просторових переважно тонкостінних металевих виливків, що використовуються як металеві несучі конструкції, наприклад, в будівництві в якості декоративних чи протиударних тонкостінних огорож, для армування бетонних виробів, а також як металеві електропровідні конструкції для заземлення як елемент електробезпеки будівель та споруд, в електрохімічній галузі як електрод, теплообмінник чи каталізатор з великою площею поверхні, що занурюється в рідке середовище або рідинне чи газове середовище рухається повз чи крізь нього, чи фільтрувальний та загороджувальний елемент, що створює своїми металевими розгалуженнями крупнопористу структуру для очищення рідин та газів, а також в ливарному виробництві як арматура, внутрішні холодильники, фасонні затравки для виливків та зливків, як матеріал для виготовлення біметалевих чи композитних виробів з об'ємним розташуванням одного металу в іншому металі чи матеріалі, та ін. Відоме застосування в ливарному виробництві металевих просторових конструкцій у вигляді ґрат, наприклад, як внутрішній холодильник з дроту для сталевих виливків (Ю.М. Юрин. О внутреннем холодильнике для стальных отливок. Литейное производство, 2006, №12, с. 14-16). Проте просторові тонкостінні конструкції аналогічні цим гратам не виробляються як монолітний суцільнолитий матеріал, оскільки для лиття такі конструкції не технологічні, із-за обмеженої рідкотекучостІ металу важко отримати такі виливки без недоливів. У збірних конструкціях для отримання d2 , де діаметричний показник визна (19) UA (11) 90494 чається як 2 М 3. 2. Просторовий металевий виливок за п. 1, який відрізняється тим, що вага його розгалуженнягілки пропорційна її діаметру, піднесеному до степеня М, де 2,5 М 2+ . 3. Просторовий металевий виливок за п. 1, який відрізняється тим, що розгалуження-гілки спрямовані до остова перпендикулярно його осі. 4. Просторовий металевий виливок за п. 1, який відрізняється тим, що його остов в перерізі має форму еліпса при відношенні його діаметрів як 1,26 до 1,0. C2 d1 (13) d 3 механічно міцного виробу у вузлах ґрат необхідно виконати кріплення прутів, наприклад, зварюванням, проте, це вельми трудомістка операція, особливо для грат, у яких перемички є криволінійними. Механічно зібрані просторові конструкції важко скріпляти, якщо їх комірки мають різні розміри, а тонкі частини наближаються по розмірах до 3-5 мм. Найбільш близьким за технічною суті та ефекту, що досягається, є просторовий металевий виливок у вигляді литої конструкції, що отримують по газифікованій моделі, зібраній з елементів в стопку з виконанням колектора ливника як несучої основи і одночасно каналу для заливання металу (Литье по газифицируемым моделям. Монография под ред. Ю.А. Степанова. M., Машиностроение, 1976, с. 69-70). Проте, для виконання таких виробів у вигляді просторових, комірчастих або стільникових виливків не запропоновані варіанти їх оптимальних конструкцій і не описані особливості принципів їх конструювання. Конструкції типу литих пін з відкритою пористістю, застосування яких має оптимістичні прогнози, виконані з приблизно рівних за товщинами перемичок без плавних переходів, що ускладнює заповнення форм і обмежує розміри виливка, а системи ливників, як правило, від них видаляються. Конструкції художніх виливків типу розгалужених свічників можуть мати деяку схожість з деревом, проте застосування їх з тими технічними цілями, що комірчасті або стільникові виливки не передбачено. Мета винаходу - підвищення технологічності, якості і фізико-механічних властивостей просторових виливків. Поставлена мета досягається тим, що просторовий металевий виливок, що містить металевий остов формою подібний до стовбура дерева, на якому в просторі розташовані розгалуження подібні до гілок дерева зі зменшенням їх діаметра від остову до кінців, згідно винаходу, діаметри металевого остову і розгалужень-гілок d до початку розгалуження і діаметри d1, d2 після їх розгалу d d1 d2 ження задовольняють відношенню: , де діаметричний показник визначається як 2 3. Крім того, вага його розгалуження-гілки може бути пропорційна її діаметру, піднесеному до ступеня М, де 2,5 M 2 ± /3, розгалуження-гілки можуть бути спрямовані до остова перпендикулярно його осі, а його остов в перерізі може мати форму еліпса при відношенні його діаметрів як 1,26 до 1,0. На фіг. 1 показаний приклад просторового металевого виливка, що складається із вилитого з металу остову 1 подібного до стовбура дерева, на якому в просторі розташовані розгалуження 2 у вигляді подібних до гілок дерева. При використанні його як внутрішнього холодильника для лиття злитків розгалуження-гілки 2 розташовані перпендикулярно поверхням 3 стінок виливниці (показані контури виливниці), тобто паралельно осям дендритів, які будуть рости перпендикулярно стінці виливниці або кристалізатора, в яких твердне злиток навколо деревовидного холодильника після 90494 4 заливки розплаву у виливницю. Виготовляли деревовидну просторову металеву конструкцію такого виливка при заливці розплаву через лійку, залишок 4, якої зберігся на остові 1. Виливати просторовий металевий виливок можуть різними способами, з яких найбільш технологічний спосіб лиття за моделями, що газифікуються (ЛГМ). Якщо при цьому модель виконують з пінопласту, то виготовлення її елементів полягає в засипанні гранул цього матеріалу і їх спіканні в прес-формі, або вирізуванні елементів з блоку. Модель можуть виконувати також з льоду шляхом заморожування водної композиції в прес-формі. Елементи моделі гілки і трубчасті ділянки стовбура можуть збирати і склеювати на направляючому штирі (пунктиром показані лінії стику). Просторові литі конструкції, згідно винаходу, виконані з дотриманням відомих загальних закономірностях будови дерев, що простежуються в живій природі. Найважливіша вимога до всіх будов - міцність, в цьому плані конструкція дерева бездоганна, оскільки відшліфована еволюційним відбором. Як вказано в монографії Бенуа Мандельброта (Мандельброт Б. Б. Фрактальная геометрия природы.— M.: Институт компьютерных исследований, 2002. С. 224), Леонардо да Вінчі емпіричним шляхом прийшов до висновку про таке співвідношення товщини стовбура і всіх гілок дерева на будь-якій висоті, що діаметри стовбура і гілок d до розгалуження і діаметри d1, d2 після розгалуження задовольняють співвідношенню: d d1 d2 , де діаметричний показник =2. Це підтверджено на практиці. У цій же книзі вказано, що показник «дерева» артерій ссавців близький до = 2,7, а для «дерева» бронхів = 3. З огляду гідродинаміки система каналів при = 3 має мінімальний опір, що є найкращим значенням, яке можна досягти як цілеспрямованим конструюванням, так і селективною еволюцією. В результаті багатьох експериментальних досліджень закономірності зазначені природних конструкцій дерев були перевірені на конструкціях металевих виливків, при цьому з'ясувалося, що описані вище співвідношення відповідають і правильні щодо таких же співвідношень для виробів з литого металу аналогічної складної просторової форми. Тобто вказані співвідношення величин, що зазначені в формулі винаходу і характеризують металеві литі конструкції, повністю підтверджуються для такого виду металевих виливків як такі, що підвищують технологічність, якість і фізикомеханічні властивості цих просторових виливків. Експериментальні дослідження показали, що при менше 2 знижується технологічність та якість виливка, бо надмірне звуження каналів порожнини ливарної форми при переходах від d до d1, d2, коли площа перерізу каналу стає меншою ніж сумарна площа каналів після розгалуження, створює в місці переходу збільшення тиску, що дає в цьому місці збільшення пригару піщаної поверхні, а також таке місцеве гальмування потоку металу погіршує заповнюваність форми в цілому і виливок виходить з багатьма недоливами. Тому доцільно не зменшувати нижче 2. При = 2 ви 5 ливок виглядає найбільш ажурним та легковаговим, що підтверджують нижченаведені розрахунки. Таким чином, якщо важливі властивості міцності (для армування композитних виробів та ін.) виливка, то показник А приймають близьким до 2. При цьому сумарна площа перерізу по металевих частинах виливка в напрямі руху (як при заливанні форми розплавом) від остова через кожне розгалуження практично не змінюється, що дає ефект рівномірності механічних властивостей виливка по його довжині. Якщо важлива умова заповнення форми при заливанні металом для тонкостінної конструкції, то показник приймають близьким до 3 з урахуванням деякої шорсткості піщаної поверхні ливарної форми та незначному опору парогазового чи частково рідинного середовища при газифікації пінопластової моделі, бо такий спосіб лиття саме рекомендовано як найбільш технологічний і недорогий. Наприклад, при виготовленні виливка керувались наступним: d2=102=62+82, або d3=103 7,93+83. В результаті досліджень отримували при =3 найбільш тонкостінні виливки, оскільки з огляду заповнення форми рідким металом такий показник відповідає найменшому опорові рідини при переході її через розгалуження в ливарній формі, для чавунних та виливків з алюмінієвих сплавів отримували товщини найтонших кінців виливка на рівні 1,2-1,5 мм при заповненні виливка на 98-100%. Тоді як відхилення від показника =3 в сторону зменшення або збільшення його на 0,1-0,2 давало заповнення виливка на 95-97% при отриманні зазначених виливків в однакових умовах: в одній двомісній формі і заливанні їх з одного ковша. Експериментальні дослідження показали, що збільшення понад 3 дає створення місцевих турбулентних завихрень потоку металу та створення зон нерівномірного тиску в потоці металу, що сприяє ерозії піщаної форми при затягуванні (засмоктуванні) піщинок в потік металу та спостерігається у вигляді підвищення забрудненості виливка піском з випадками дефектів виливка в місці розгалужень. У останньому випадку ( =3) заливання рідким металом запозичених у природи найбільш досконалих по конструкції в гідродинамічному сенсі каналів ливарної форми з розгалуженнями з мінімальним гідравлічним опором яких відповідає підвищенню технологічності і дозволить виготовляти найбільш тонкостінні легковагові просторові конструкції на кінцях гілок деревоподібних виливків. В результаті виливок завдяки підвищення своєї технологічності, що дозволить проливатись найтоншим дендритним закінченням, збільшить свої експлуатаційні можливості в якості внутрішнього холодильника чи кристалізатора з метою подрібнення, як своїх, так і наростаючих на ньому кристалічних зерен металу. З огляду технології лиття це фактично перетворює виливок в досконалу в гідравлічному сенсі розгалужену просторову ливникову систему при подачі розплаву металу підчас його заливання в найбільш товсту частину остова чи стовбура, який функціонально стає стояком, і це є засобом досягнення найбільшого охоплення простору його гілками-розгалудженнями, що хара 90494 6 ктерне як для природних конструкцій, так і для такого виду виливків, що наведені в першому абзаці опису виноходу. Те, що одного типу заявлена конструкція може використовуватись в різних службових цілях, підвищує її можливості в цьому сенсі. Рукотворне виготовлення деревоподібних виливків планової конструкції дозволить безконтактно розмістити чи переплітати їх гілля одного дерева в іншому як електроди в електрохімічних машинах та пристроях, або арматуру в композитах. Саме технічне рішення по виконанню співвідношень розмірів деталей виливка, взятих з конструкцій живої природи, дає підстави вважати це рішення кроком до підвищення експлуатаційної якості просторової і в той же час ергономічної і естетичної конструкції, крім зазначеного вище при обгрунтуванні значень і доведеного експериментально підвищення його якості як високотехнологічного в ливарному сенсі. В найтоншій вилитій гілочці будуть найдрібніші зерна кристалів, а такий метал як правило найміцніший. Немає підстав стверджувати, що по технологічності проливання рідинами каналів можна перевершити природні конструкції створені з цією метою, фактично в нашому випадку проливаєтья металом саме таке, яке створено природою одночасно як оптимум свого проникнення в простір як довгі і тонкі просторові каркасні структури і як найвища функціональність каналів для подачі рідин та газів в природні органи. Тому у просторовому виливку шляхом досягнення своєю конструкцією найвищих гідравлічних характеристик як підвищення технологічності одночасно досягають таких службових можливостей як найбільшої тонкостінності і міцності дрібнозернистого тонкостінного литого металу. Згідно тієї ж монографії, встановлено дослідним шляхом, що вага гілки пропорційна її діаметру, піднесеному до ступеня M = 2,5, а також залежить від значення у вигляді M=2+ /3. Величини M = 2,5 і М, отримана по останньому виразу при підстановці =2, відрізняються менше, ніж на 6,7%, що прийнятно для технічних розрахунків, і можна користуватися обома значеннями для оцінки ваги гілки, а при 2< 3 слід підставляти конкретне значення у вираз для М. Цим другим ваговим обмеженням ми ще більше наближаємо виливок до природної конструкції. Водночас такий зручний метод визначення ваги виливка увигляді гілки, виготовленого з дотриманням закономірностей досконалих природних конструкцій, сприяє підвищенню технологічності проектування цього виливка при розрахунках його ваги як арматури, залитої в інший більш крупний виливок, внутрішнього холодильника, фасонної затравки для виливків та зливків, як матеріал для виготовлення біметалевих та композитних виробів з об'ємним розташуванням одного металу/матеріалу в іншому та інших випадків, де потрібне точне вагове співвідношення складових. Наприклад, при d =10 см і при = 3, M =3, вага гілки дорівнює 103 = 1000 г при густині несушеного дерева 0,9 г/см3. А при густині чавуну 7,0 г/см3, який в 7/0,9=7,8 разів важчий від дерева, вага чавунної гілки такого ж діаметру дорівнює 7,8 кг, а стальної з густиною 7,7 г/см3 7 90494 відповідно - 8,6 кг. Виготовляти литу конструкцію так, що гілки відходять від стовбура перпендикулярно його осі, зручніше з огляду підвищення технологічності тим при литті по разовій моделі, що для виготовлення моделі можна застосувати просту прес-форму з отвором в моделі, вісь якого перпендикулярна гілці. Таку модель неважко отримувати на пластавтоматах за багатомісними пресформами. Якщо лита конструкція використовується як внутрішній холодильник для лиття зливків, то гілки рекомендується спрямовувати паралельно осям дендритів, що ростуть, від стінок виливниці або кристалізатора, в яких твердне зливок. Це приведе до того, що дендріти, що ростуть, від стінки виливниці при твердінні входять в проміжки між гілками і конкурують з дендритами, що ростуть назустріч їм від гілок, які самі нагадують за формою великий дендрит. Тим самим, подрібнення зерна зливка відбувається найбільш рівномірно за всім його об'ємом, що відповідає підвищенню його службових можливостей. Лита конструкція, вживана для опору направленому навантаженню перпендикулярно осі стовбура, наприклад, в якості вздовж розташованої внутрішньої арматури горизонтально розміщених будівельних бетонних балок з гравітаційним навантаженням перпендикулярним їх довжині, з метою поліпшення службових можливостей в сенсі опору і якості з огляду запозичення закономірностей природних як найбільш досконалих структур та конструкцій рекомендується для виконання такою, Комп’ютерна верстка Д. Шеверун 8 щоб стовбур був у формі еліпса при відношенні діаметрів еліпса по напряму навантаження і упоперек його як 1,26 до 1,0. Це відповідає вимірюванням стовбурів дерев, на які переважаючий вітер дув перпендикулярно в однорідній лісовій смузі (Ковалев Ю. Архитектура деревьев // Наука и жизнь. 1988, № 12, С. 147-150). Еліпс розташований більшим діаметром вдовж напряму направленого навантаження. Експериментальна перевірка та підтвердження цього була проведена на металевих виливках при навантаженні їх перпендикулярно осі остова. Зменшення величини 1,26 призводило до зменшення величини механічного опору виливка, за якою починалось його деформування, а збільшення - призводило до послаблення конструкції в інших напрямках та псувало гідравлічні властивості остова як каналу для заливання металу, коли наближення до циліндричної форми найбільш бажане. Описані просторові литі конструкції, аналоги яких з метою підвищення якості і службових можливостей узяті з живої природи і які виливатимуть, зокрема, із збірних модельних елементів, отриманих на пластавтоматах, спростять конструювання і підвищать технологічність, що полегшить їх виробництво. Таким чином, на відміну від відомих традиційних компактних виливків, запропоновані просторові деревовидні виливки наближені по вигляду до комірчастих (аналогічних литим пінам за моделлю Пат. України 87782), які нерідко називають «матеріалами майбутнього». Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП ―Український інститут промислової власності‖, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюSpace metal casting
Автори англійськоюShynskyi Oleh Yosypovych, Doroshenko Volodymyr Stepanovych
Назва патенту російськоюПространственная металлическая отливка
Автори російськоюШинский Олег Иосифович, Дорошенко Владимир Степанович
МПК / Мітки
МПК: B22D 23/00, B22D 25/00, B22D 7/00
Мітки: просторовий, виливок, металевій
Код посилання
<a href="https://ua.patents.su/4-90494-prostorovijj-metalevijj-vilivok.html" target="_blank" rel="follow" title="База патентів України">Просторовий металевий виливок</a>
Виливок напівспокійної та киплячої сталі

Номер патенту: 6335
Опубліковано: 16.05.2005
Автори: Максаков Анатолій Іванович, ШУЛЬГІНА ІРИНА ПРОКОПІВНА, РЯБКІН ЮРІЙ ЮРІЙОВИЧ, Кукуй Давид Пенхусович, Корінь Андрій Олександрович, Маншилін Олександр Гейнійович, Феофілактов Андрій Вікторович
МПК: B22D 7/06
Мітки: виливок, сталі, киплячої, напівспокійної
Формула / Реферат:
Виливок напівспокійної та киплячої сталі, що містить сполучені по гранях і ребрах звужену донизу нижню частину і звужену догори верхню частину, який відрізняється тим, що висоти нижньої і верхньої частин співвідносяться як 1:12 - 1:1,5, а сторона найменшого горизонтального перерізу низу нижньої частини становить не менше половини сторони горизонтального перерізу виливка в сполученні нижньої і верхньої частин виливка.
Виливок із напівспокійної й киплячої сталі
Номер патенту: 54220
Опубліковано: 17.02.2003
Автор: Дубина Олег Вікторович
МПК: B22D 7/06
Мітки: виливок, киплячої, напівспокійної, сталі
Формула / Реферат:
Виливок із напівспокійної й киплячої сталі, що має звужену донизу нижню частину і звужену догори головну частину з нахилом граней і ділянок заокруглення по ребрах, який відрізняється тим, що площа перерізу верху нижньої частини виливка в 1,005 - 1,1 рази перевищує площу перерізу низу головної частини виливка.
Виливок напівспокійної і киплячої сталі
Номер патенту: 39343
Опубліковано: 15.09.2003
Автори: Євстаф'єв Євген Іванович, Кукуй Давид Пенхусович, Тартачний Віктор Сергійович, Дишлевич Ігор Йосипович, Юнаков Олександр Михайлович, Шибко Олександр Васильович, Бембінек Юрій Євгенійович, Пищіда Валерій Іванович, Малий Юрій Георгійович
МПК: B22D 7/06
Мітки: напівспокійної, киплячої, виливок, сталі
Формула / Реферат:
Виливок напівспокійної і киплячої сталі, який складається із спряжених по гранях та ребрах нижньої частини і звуженої догори головної частини, який відрізняється тим, що нижня частина звужена донизу і має похил граней не менше 1,5% від висоти нижньої частини, верхня частина виливка має похил граней 1,0 ¸ 5,0% від висоти верхньої частини, а похил ділянок закруглень по ребрах 10 ¸ 20% від висоти верхньої частини.
Виливок із напівспокійної й киплячої сталі

Номер патенту: 50487
Опубліковано: 15.02.2005
Автори: Маншилін Олександр Гейнійович, Левицький Анатолій Петрович, Крикунов Борис Петрович, Онищенко Сергій Олександрович, Подберезний Микола Петрович, Плеплер Марк Лазаревич
МПК: B22D 7/06
Мітки: виливок, напівспокійної, киплячої, сталі
Формула / Реферат:
A method for complex utilization of nitro-acid oxidants of liquid rocket fuel with obtaining nitrates of mono- and polyatomic alcohols relates to the field of chemical processes. For a complex utilization of nitro-acid oxidants the known process for reprocessing solutions of nitric acid and nitrogen oxides containing hydrofluor and orthophosphoric acid and consisting in regeneration thereof by method of rectification with obtaining...
Виливок напівспокійної й киплячої сталі для прокатування у валках реверсивного обтискного стана
Номер патенту: 54848
Опубліковано: 17.03.2003
Автори: Кекух Анатолій Володимирович, Корінь Андрій Олександрович, Теряєв Олександр Митрофанович, Сокуренко Анатолій Валентинович, Омесь Микола Михайлович, Шеремет Володимир Олександрович
МПК: B22D 7/06
Мітки: обтискного, валках, прокатування, стана, реверсивного, сталі, киплячої, напівспокійної, виливок
Формула / Реферат:
Виливок напівспокійної й киплячої сталі для прокатування у валках реверсивного обтискного стана, що містить основну частину, звужену до низу, і головну частину, звужену до верху, який відрізняється тим, що основна і головна частини виливка сполучені по гранях і ребрах по дузі окружності, зверненою опуклістю до серцевини виливка, висота ділянки сполучення становить від...
Попередній патент: Альфа-тимозинові пептиди як ад’юванти протиракових вакцин
Наступний патент: Рангове прогнозування на основі пропускної здатності в мімо-схемі
Випадковий патент: Спосіб очищення кухонної солі