Спосіб виготовлення присадочних прутків для зносостійкої наплавки
Номер патенту: 9131
Опубліковано: 30.09.1996
Автори: Кардаш Володимир Анатолійович, Гладченко Олександр Миколайович, Левін Віктор Володимирович, Степанов Олександр Мстиславович
Формула / Реферат
1. Способ изготовления присадочных прутков для износостойкой наплавки из металлического порошка, при котором металлический порошок размещают в кварцевые трубки, концы которых закрывают, и трубки с порошком подвергают нагрспу, отличающийся тем, что, с целью повышения качества присадочных прутков, производительности и расширения номенклатуры изготавливаемых прутков, концы кварцевых трубок закрывают огнеупорными пробками, трубки устанавливают в лазах графитного блока, который размещают внутри кварцевой реторты, а нагрев кварцевых трубок осуществляют при помощи подвижного высокочастотного индуктора, которым охватывают реторту и перемещают вдоль трубок, обеспечивая последовательно полное расплавление порошка в зоне нагрева.
2. Способ по п. 1, отличающийся тем, что при использовании порошков из несамофлюсующихся сплавов нагрев и расплавление порошка ведут в атмосфере защитного газа, продувая его через полость реторты.
3. Способ по п. 1, отличающийся тем, что, с целью наблюдения за ходом плавки, процесс ведут в прозрачной кварцевой реторте.
Текст
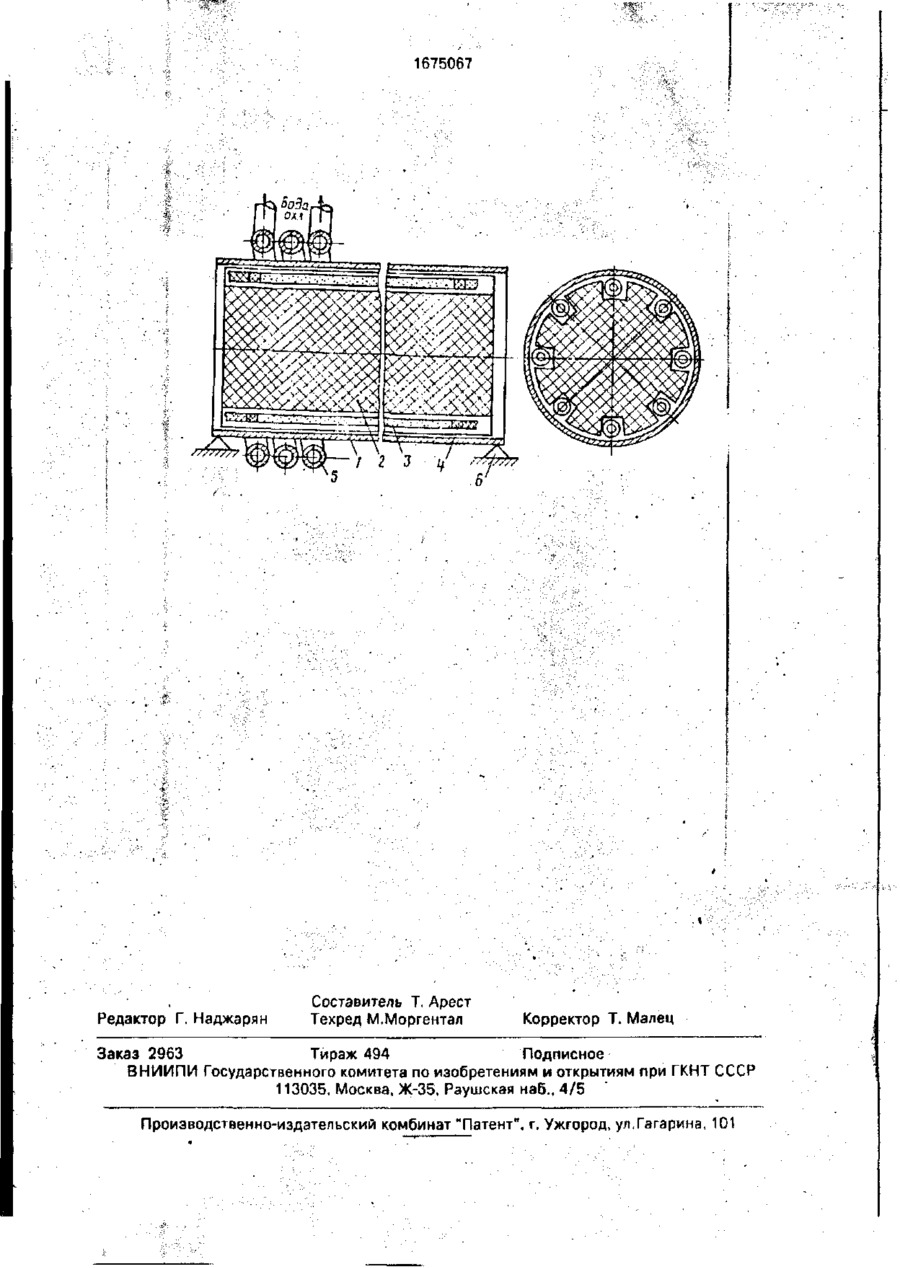
Изобретение относится к машиностроению, главным образом сварочного производства, и может быть использовано для изготовления присадочных прутков, применяемых при сварке и наплавке в защитных газах. Цель изобретения - повышение качества присадочных прутков при одновременном увеличении производительности и упрощении технологии их изготовления. Металлический порошок размещают в формующих кварцевых трубках 3, которые закрывают г. обеих сторон огнеупорными пробками 4 и устанавливают в пазах размещенного внутри кварцевой реторты 1 графитового блока 2. Нагрев ведут при одновременном пере'мещении источника нагрева со скоростью, обеспечивающей полное расплавление порошка в зоне нагрева. В качестве источника нагрева используют высокочастотный индуктор 5, 3 з.п.ф-лы, 1 ил. Изобретение относится к области машиностроения, главным образом сварочного производства, и может быть использовано для изготовления присадочных прутков, применяемых при сварке и наплавке в защитных газах. Целью изобретения является повышение качества присадочных прутков, производительности и расширения номенклатуры изготавливаемых прутков. На чертеже изображена схема осуществления способа. Внутри кварцевой реторты 1 располагается цилиндрический графитовый блок 2, в пазах которого размещены формующие кварцевые трубки 3, заполненные порошком, подлежащего расплавлению сплава. Концы трубок закрыты асбестовыми пробками 4. Ретора 1, размещенная на опорах 6, охватывается источником нагрева, например кольцевым индуктором 5 высокочастотной установки, который может перемещаться от одного конца реторты к другому с плавно регулируемой скоростью, обеспечивающей полное расплавление порошка в зоне нагрева. • Пример конкретного осуществления способа. Были проведены работы по изготовлению опытных присадочных прутков из никелевого сплава марки ПГ-СР 4 для аргонодуговой 'наплавки. В формующие кварцевые трубки с внешним диаметром 5 мм и внутренним диаметром 2 мм засыпали ел С сл о 1675067 порошок гранулированного сплава. Концы трубок заглушали пробками из асбестового шнура. Трубки размещали в пазах графитового блока, который вводили в полость кварцевой реторты. Реторту устанавливали внутри кольцевого индуктора, размещая ее концы на неподвижных опорах При этом особое внимание обращали на то, чтобы обеспечивалась соосность графитового блока, реторты и кольцевого индуктора. 10 Включив высокочастотную установку, поднимали температуру графитового блока до величины, достаточной для расплавления гранулированного сплава, а затем включали продольное перемещение индуктора. 15 После того как расплавленная зона переместилась к противоположному краю формующих трубок, выключали нагрев, дожидались охлаждения блока с формующими трубками до 300-400°С и извлекали 20 трубки из пазов блока. После охлаждения формующих трубок до комнатной темпера^ туры удаляли асбестовые пробки и извлекали готовые присадочные прутки. Основные параметры процесса: 25 Наружный диаметр защитной кварцевой реторты 65 мм Диаметр графитового блока 58 мм Количество пазов в блоке 12 Напряжение на индукторе ЗОВ 30 Ток в индукторе 70-75 А Скорость перемещения 3-5 см /мин индуктора Емкость батарей 15.4 мкФ 35 конденсаторов Потребляемая 20-25 кВт ' мощность Коэффициент мощности 0,95-1,0 (cos # ) > Концы трубок закрывают негерметич- 40 но, например асбестовыми пробками, которые только препятствуют высыпанию порошка и вытеканию расплава. При ис пользовании самофлюсующихся порошков, например, сплавов типа "колмоной" не требуется специальной защиты при плавлении. При использовании окисляющихся на воздухе сплавов реторту в процессе плавки продувают защитным газом. Использование изобретения позволит упростить технологию получения высококачественных прутков для наппавки и повышает качество наплавленного металла Формула изобретения 1. Способ изготовления присадочных прутков для износостойкой наплавки из металлического порошка, при котором металлический порошок размещают в кварцевые трубки, концы которых закрывают, и трубки с порошком подвергают нагреву, о т л и ч а ю щ и й с я тем, что, с целью повышения качества присадочных прутков, производительности и расширения номенклатуры изготавливаемых прутков, концы кварцевых трубок закрывают огнеупорными пробками, трубки устаг*\вливают в пазах графитного блока, который размещают внутри кварцевой реторты, а нагрев кварцевых трубок осуществляют при помощи подвижного высокочастотного индуктора, которым охватывают реторту и перемещают вдоль трубок, обеспечивая последовательно полное расплавление порошка в зоне нагрева 2. Способ по л 1 . о т л и ч а ю щ и й с я тем, что при использовании порошков из нерамофлюсующихся сплавов нагрев и расплавление порошка ведут в атмосфере защитного газа, продувая его через полость реторты. 3. Способ по п . 1 , о т л и ч а ю щ и й с я тем, что, с целью наблюдения за ходом плавки, процесс ведут в прозрачной кварцевой реторте 1675067 Редактор Г. Наджарян Составитель Т, Арест Техред М.Моргентал Корректор Т. Малец Заказ 2963 Тираж 494 Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб.. 4/5 Производственно-издательский комбинат "Патент", г, Ужгород, ул.Гагарина, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing filler rods for wear welding
Автори англійськоюHladchenko Oleksandr Mykolaiovych, Levin Viktor Volodymyrovych, Kardash Volodymyr Anatoliiovych, Stepanov Oleksandr Mstyslavovych
Назва патенту російськоюСпособ изготовления присадочных прутков для износостойкой наплавки
Автори російськоюГладченко Александр Николаевич, Левин Виктор Владимирович, Кардаш Владимир Анатольевич, Степанов Александр Мстиславович
МПК / Мітки
МПК: B23K 35/40
Мітки: виготовлення, присадочних, зносостійкої, наплавки, спосіб, прутків
Код посилання
<a href="https://ua.patents.su/4-9131-sposib-vigotovlennya-prisadochnikh-prutkiv-dlya-znosostijjko-naplavki.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення присадочних прутків для зносостійкої наплавки</a>
Спосіб наплавки заготівок
Номер патенту: 5267
Опубліковано: 28.12.1994
Автори: Сорока Петро Семенович, Костенко Георгій Дмитрович, Хісматулін Назип Ісханович, Бєлоусов Владислав Васильович, Чепегін Вячеслав Володимирович, Бердниченко Віктор Іванович, Марушевський Леонід Васильович, Будилін Миколай Олексійович
МПК: B22D 19/00
Мітки: спосіб, наплавки, заготівок
Формула / Реферат:
1. Способ наплавки заготовок, включающий размещение на наплавляемой поверхности накладки-модели наплавляемого слоя, выполненной из легкоудаляемого материала, например пенополистирола, установку заготовки в литейную форму, индукционный нагрев заготовки, выжигание накладки-модели с образованием полости для наплавляемого металла и заливку ее расплавом, отличающийся тем, что, с целью повышения качества наплавки за счет уменьшения загрязнения...
Пристрій для підтримки прутків
Номер патенту: 770
Опубліковано: 15.12.1993
Автори: Данильченко Михайло Григорович, Паньків Роман Іванович, Гевко Роман Богданович, Мартиненко Володимир Якимович, Петровський Богдан Степанович
МПК: B23B 13/00
Мітки: прутків, пристрій, підтримки
Формула / Реферат:
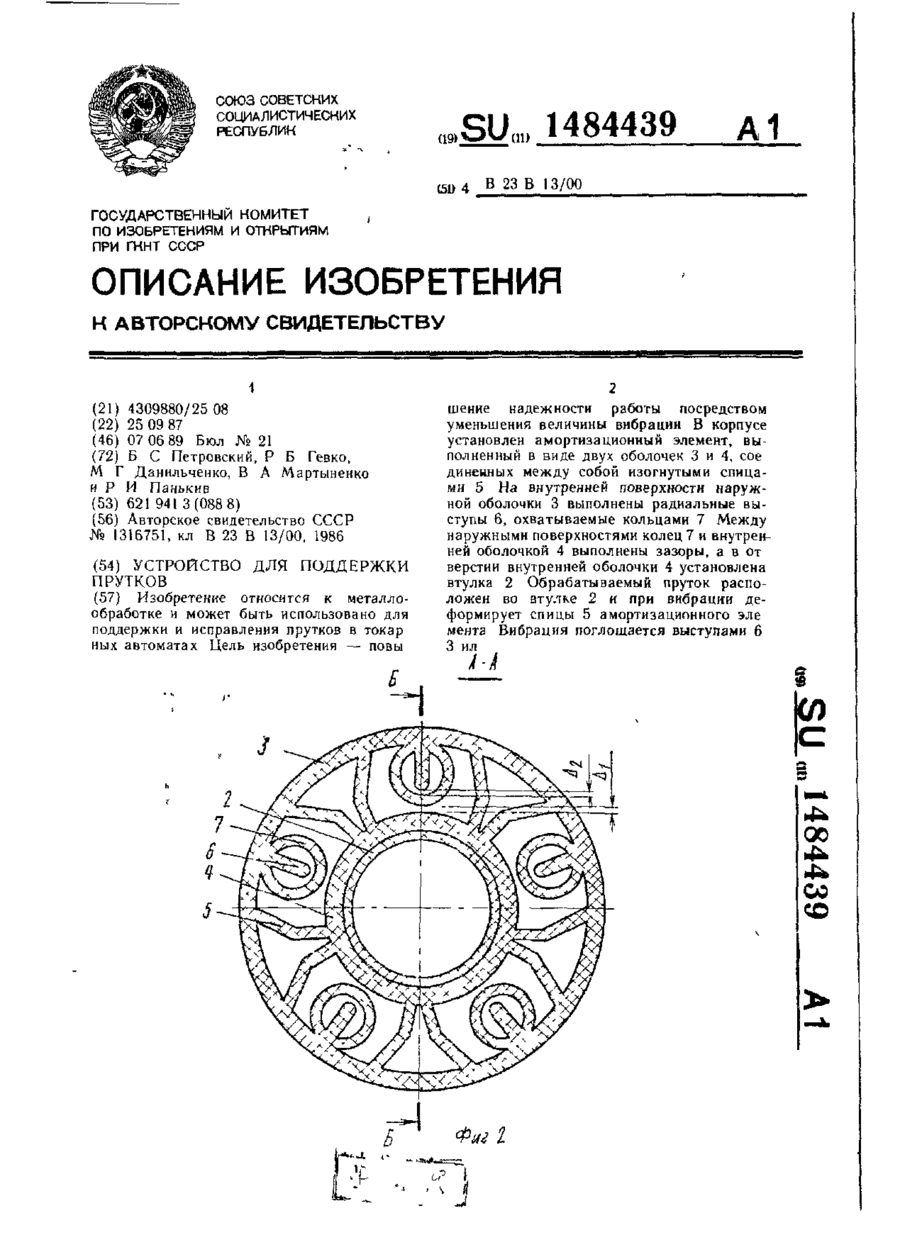
Устройство для поддержки прутков, в цилиндрическом корпусе которого установлен амортизационный элемент с расположенной в его внутреннем отверстии втулкой, отличающееся тем, что, с целью повышения надежности работы, амортизационный элемент выполнен в виде соединенных между собой попарно расположенными изогнутыми спицами наружной и внутренней оболочек, размещенных соосно одна в другой, и выполненных на внутренней поверхности наружной оболочки...
Спосіб гарячого ремонту вогнетривкої кладки нагрівальних печей методом керамічної наплавки
Номер патенту: 6866
Опубліковано: 31.03.1995
Автори: Збиковський Іван Гнатович, Фасенко Юрій Олександрович, Мітрущенков Олексій Миколайович, Тузенков Володимир Вікторович, Баланов Віктор Григорович, Трегуб Леонід Ізраілевич, Носков Юрій Володимирович
МПК: C10B 29/00, C21C 5/44
Мітки: гарячого, керамічної, печей, методом, вогнетривкої, наплавки, нагрівальних, ремонту, кладки, спосіб
Формула / Реферат:
1. Способ горячего ремонта огнеупорной кладки нагревательных печей методом керамической наплавки, включающий подачу по техническому трубопроводу к наплавочной головке и нанесение торкрет-массы в виде сухой смеси порошков огнеупорных материалов и топливных составляющих струей кислорода на предварительно зачищенную нагретую до температуры неменее 600 °С поверхность кладки, расплавление огнеупорных составляющих факелом с температурой...
Спосіб наплавки
Номер патенту: 49
Опубліковано: 30.04.1993
Автори: Шмиголь Владислав Іванович, Шнейдерман Олександр Шлемович, Веретник Анатолій Львович, Яскевич Даніїл Савич, Волобуєв Олександр Іванович, Кочетов Константин Кузьмич, Товштейн Олександр Самойлович
МПК: B22D 19/00, B23K 9/04
Формула / Реферат:
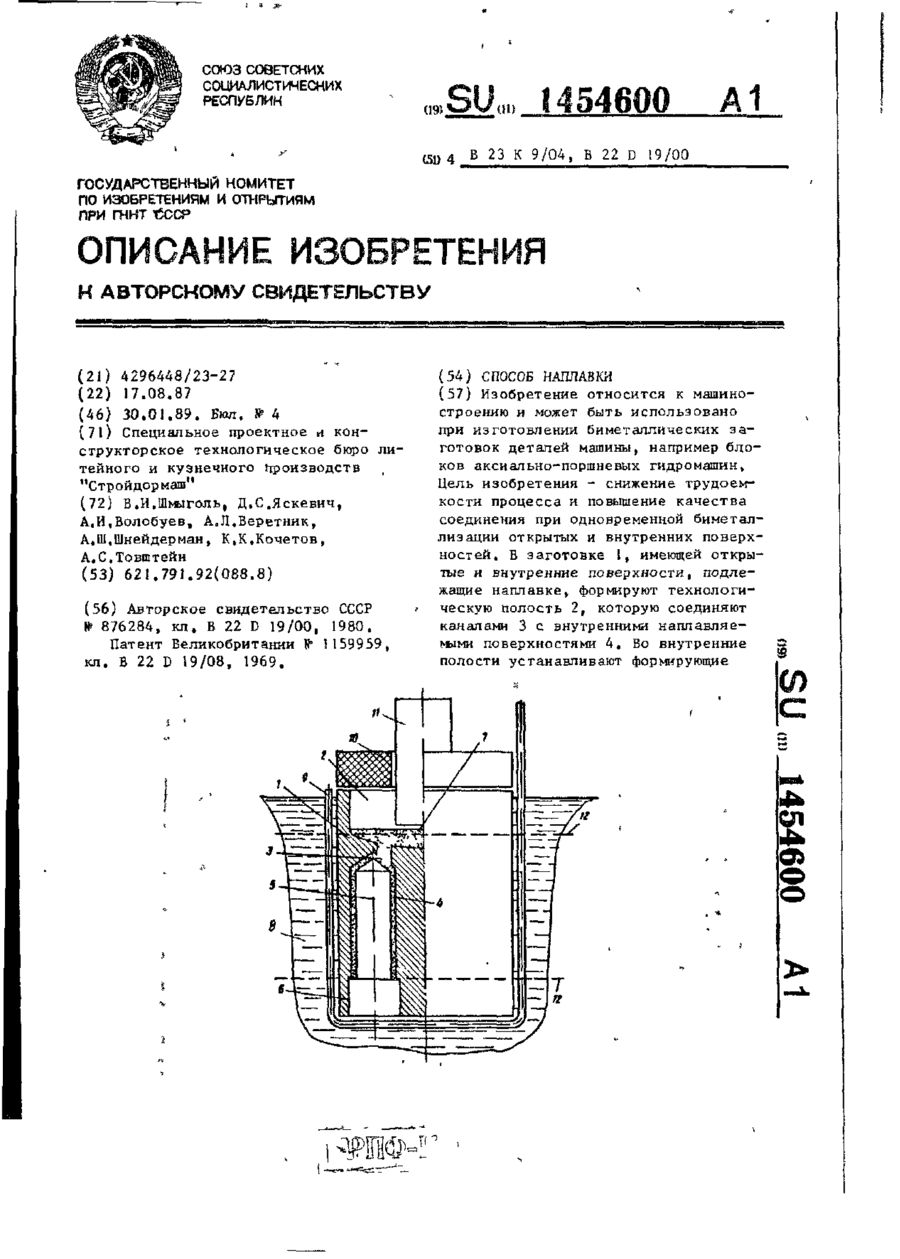
1. Способ наплавки, при котором в более тугоплавкой заготовке устанавливают формирующие стержни, нагревают заготовку, расплавляя наплавляемый металл, охлаждают собранный узел, после чего удаляют формирующие стержни, отличающийся тем, что, с целью снижения трудоемкости процесса и повышения качества соединения при одновременной наплавке открытых и внутренних поверхностей, на открытой поверхности более тугоплавкой заготовки в пределах припуска...
Склад для наплавки чавуну
Номер патенту: 7570
Опубліковано: 29.09.1995
Автори: Булат Іван Васильйович, Потапов Юрій Семенович, Краля Василь Дмитриєвич, Коростиль Анатолій Павлович, Шевченко Євген Григорович
МПК: B23K 35/30, C22C 37/10
Мітки: наплавки, чавуну, склад
Формула / Реферат:
Состав для наплавки чугуна, преимущественно в виде порошка, содержащий углерод, алюминий, магний, кальций, редкоземельные металлы, кремний, железо, отличающийся тем, что, с целью повышения жаропрочности, окалиностойкости, изяосостойкости и физико-механических свойств наплавленного металла, его компоненты взяты в следующем соотношении, вес. %:Углерод 5 - 20 Алюминий...
Попередній патент: Система автоматичного управління температурним режимом у похилих дифузійних апаратах
Наступний патент: Вузол кріплення обертового елементу торцового ущільнення
Випадковий патент: Спосіб отримання комплексоутворюючого іоніту