Спосіб підготовки виробів з корозійностійких сталей
Номер патенту: 9200
Опубліковано: 30.09.1996
Автори: Оліфіренко Сергій Миколайович, Васько Олександр Тихонович
Формула / Реферат
Способ подготовки, изделий из коррозионно-стойких сталей перед электролитическим осаждением покрытий, преимущественно вольфрамовых, включающий обезжиривание и промывку, отличающийся тем, что, с целью повышения адгезии покрытий, изделия дополнительно подвергают катодной обработке в водном растворе, содержащем 110-180 г/л фторида аммония, при плотности тока 120-450 А/дм2 и без промывки под током погружают в электролит вольфрамирования.
Текст
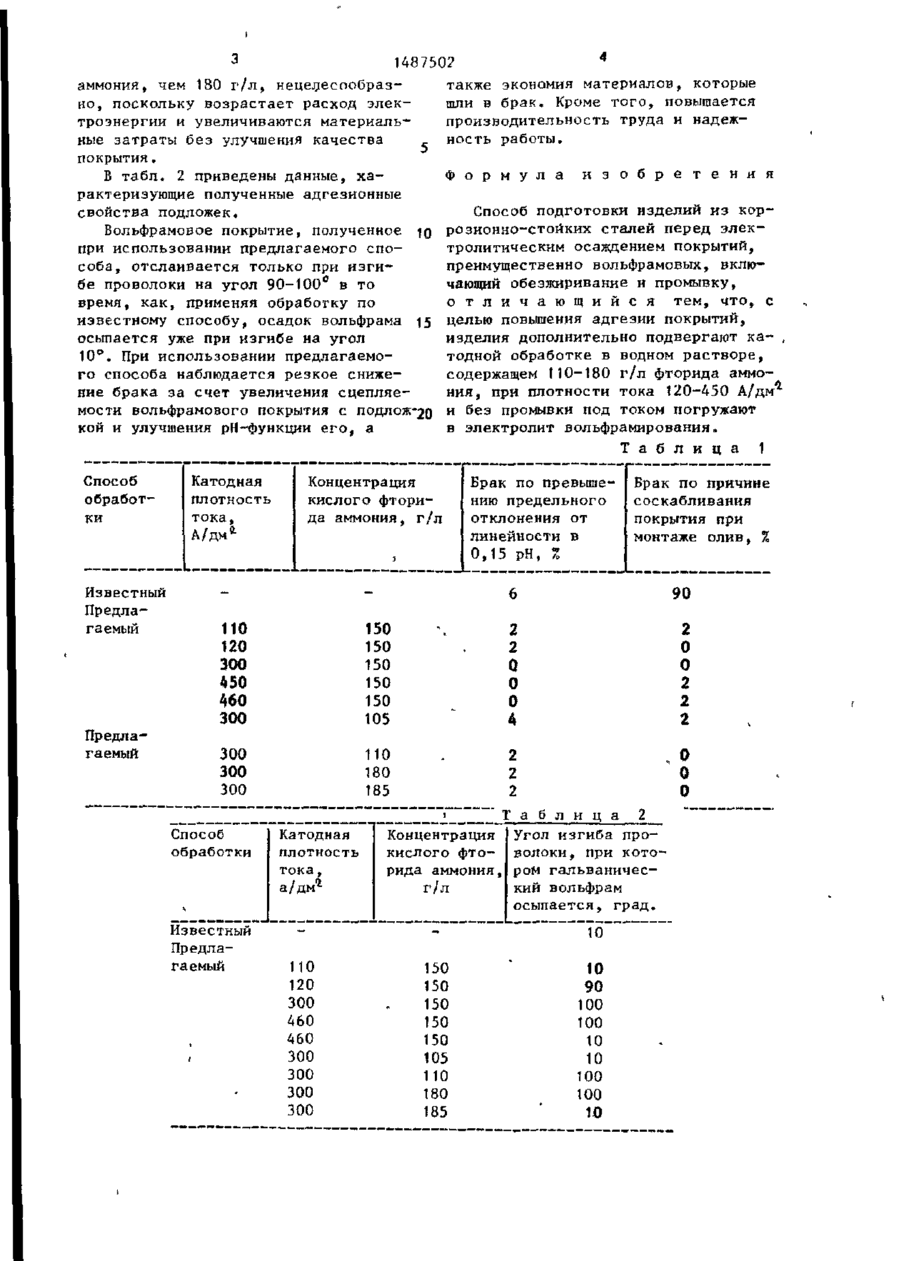
Изобретение относится к электро Изобретение относится к подготовке поверхности коррозионно-стойких сплавов преимущественно на кобальтникелевой основе перед электроосаждением кислород- и водородсодержащего вольфрама - материала, обладающего рН~функцией. Цель изобретения - повышение адгезии покрытий. Проводилась подготовка поверхности олив миниатюрного зонда для рН-метрии желудочного тракта в количестве 500 шт. (10 групп по 50 шт. в группе). Оливы цилиндрической конфигурации (внутри полые) изготавливались из сплава марки 40К27ХНМ с танталом. Состав сплава,%: кобальт 41, хром 27, никель 17, молибден 7,4, тантал 2, кремний 0,5, углерод 0,05. Изделия вначале электрохимичес ки обезжиривались на катоде в течение 10 мин а растворе, содержащем, г/л: NaOH 40, N a s P 0 4 40, Na a CO 5 10, HfcO 40, при плотности тока 10 А/дм 1 , 22-89 ВТ? CTHL.ll и . химической подготовке изделий перед нанесением покрытии, преимущественно вольфрамовых, пелъ изобретения повышение адгезии покрытий. Способ включает обезжиривание, промывку, катодную обработку в водном растворе, содержащем 110-180 г/л фторида аммония, при плотности тока 120-450 А/дм и без промывки погружение в электролит вольфрамирования под током. Повышение адгезии достигается за счет применения высоких плотностей тока и стимулятора адгезии фторида аммония. 2 табл. температура 70°С. После промывки изделия подвергались анодному травлению в растворе NaCl (10 г/л) в течение 1 мин при плотности тока 1 А/дм . " д После промывки в дистиллированной во- р де при комнатной температуре в течение 3 мин изделия подвергались катодной обработке в растворе кислого фторида аммония в течение 1 мин. Кон- 00 центрации кислого фторида аммония СЛ и значения катодной плотности тока приведены s табл. 1. Обработанные изделия без промывки под током погружались в электролит, Предельные значения концентрации кислого фторида аммония и катодной плотности тока выбирались, исходя из следующих соображений. При катодной плотности ниже 120 А/дм 1 и концентрации кислого фторида аммония ниже 110 г/л растет количество брака, а использование более высоких плотностей тока, ч-ем 450 А/дм*2 , и более высоких значений концентраций кислого о 3 148750? аммония, чем 180 г/л, нецелесообразно, поскольку возрастает расход электроэнергии и увеличиваются материальные затраты без улучшения качества покрытия, В табл. 2 приведены данные, характеризующие полученные адгезионные свойства подложек. Вольфрамовое покрытие, полученное 10 при использовании предлагаемого способа, отслаивается только при изгибе проволоки на угол 90-100° в то время, как, применяя обработку по известному способу, осадок вольфрама 15 осыпается уже при изгибе на угол 10°. При использовании предлагаемого способа наблюдается резкое снижение брака за счет увеличения сцепляемости вольфрамового покрытия с подложно кой и улучшения рН-функдии его, а также экономия материалов, которые шли в брак. Кроме того, повышается производительность труда и надежность работы. Ф о р м у л а и з о б р е т е н и я Способ подготовки изделии из коррозионно-стойких сталей перед электролитическим осаждением покрытий, преимущественно вольфрамовых, включающий обезжиривание и промывку, о т л и ч а ю щ и й с я тем, что, с целью повышения адгезии покрытий, изделия дополнительно подвергают ка- , тодной обработке в водном растворе, содержащем 110-180 г/л фторида аммония, при плотности тока 120-450 А/дм и без промывки под током погружают в электролит вольфрамирования. Т а б л и ц а Способ обработ ки Катодная плотность тока, А/дм* Концентрация кислого фторида аммония, г/л Брак по превышению предельного отклонения от линейности в 0,15 рН, % Брак по причине соскабливания покрытия при монтаже олив, % 90 Известный Предлагаемый 110 120 300 150 150 150 150 150 105 2 2 0 0 0 4 2 0 О 2 2 2 300 300 110 180 185 2 2 2 0 0 0 450 460 300 Предлагаемый 300 Способ обработки Известный Предлагаемый і • Катодная плотность тока, а/дм* Т а б л и ц а 2 Концентрация Угол изгиба прокислого фто- волоки , при которида аммония, ром гальванический вольфрам г/л осыпается, град. „ 110 120 300 460 460 300 300 300 300 10 150 150 150 150 150 105 110 180 185 10 90 100 100 10 10 100 100 10 1 1487502 Редактор Т.Смирнова Составитель Н.Скопинцева Техред Л.Олийнык Корректор С.Черни Заказ 1007/ДСП Тираж 436 . Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при PJCHT СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-издательский комбинат "Патент", г. Ужгород, ул. Гагарина, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for preparation articles of corrosion resistant steels
Автори англійськоюVasko Oleksandr Tykhonovych, Olifirenko Serhii Mykolaiovych
Назва патенту російськоюСпособ подготовки изделий из коррозионностойких сталей
Автори російськоюВаско Александр Тихонович, Олифиренко Сергей Николаевич
МПК / Мітки
МПК: C25D 5/34
Мітки: виробів, підготовки, корозійностійких, спосіб, сталей
Код посилання
<a href="https://ua.patents.su/4-9200-sposib-pidgotovki-virobiv-z-korozijjnostijjkikh-stalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб підготовки виробів з корозійностійких сталей</a>
Спосіб термообробки виробів, переважно із нержавіючих сталей
Номер патенту: 4337
Опубліковано: 27.12.1994
Автори: Чейлях Олександр Петрович, Малінов Леонід Соломонович
Мітки: нержавіючих, термообробки, сталей, виробів, переважно, спосіб
Формула / Реферат:
1. Способ термической обработки изделий, преимущественно из нержавеющих сталей, включающий улучшение, скоростной нагрев, охлаждение, отличающийся тем, что скоростной нагрев ведут до Аc3+(370-450)°С, а затем проводят низкотемпературный отпуск.2. Способ по п.1, отличающийся тем, что осуществляют объемный скоростной нагрев детали.
Спосіб виготовлення металізованих керамічних виробів
Номер патенту: 5639
Опубліковано: 28.12.1994
Автори: Вов'янко Сергій Олександрович, Самусенко Юрій Васильович, Магда Віктор Іванович, Кожушко Григорій Мефодійович, Гур'янов Ігор Валерійович
МПК: C04B 41/88, C04B 41/85
Мітки: металізованих, виготовлення, керамічних, спосіб, виробів
Формула / Реферат:
Способ изготовления металлизированных керамических изделий путем пропитки поверхности предварительно обожженной керамики водным раствором вольфрамата аммония с последующим обжигом, отличающийся тем, что пропитку осуществляют 20-23% водно-аммиачным раствором вольфрамата аммония.
Спосіб сушіння вогнетривких виробів в електромагнітному полі надвисокої частоти
Номер патенту: 6605
Опубліковано: 29.12.1994
Автори: Звержковський Ігор Володимирович, Стеценко Віктор Григорович, Шевцов Віталій Тимофійович, Грачов Кім Григорович
МПК: F26B 3/32
Мітки: електромагнітному, вогнетривких, частоти, полі, сушіння, спосіб, виробів, надвисокої
Формула / Реферат:
(57) Способ сушки огнеупорных изделий в электромагнитном поле сверхвысокой частоты путем изменения плотности потока мощности сверхвысокочастотного излучения обрабатываемого материала по экспоненциальному закону, отличающийся тем, что предварительно определяют уровень плотности потока мощности при нулевой влажности материала изделия, устанавливают коэффициент уровня плотности потока мощности, коэффициент максимума плотности потока мощности,...
Спосіб підготовки проб для неполум’яного атомно-абсорбційного визначення свинцю в матеріалах на основі міді
Номер патенту: 1702
Опубліковано: 25.10.1994
Автори: Махно Андрій Якович, Алемасова Антоніна Сергіївна, Шевчук Іван Олексійович, Вінокурова Олена Костянтинівна
МПК: G01N 21/71
Мітки: свинцю, проб, неполум'яного, основі, матеріалах, атомно-абсорбційного, визначення, міді, підготовки, спосіб
Формула / Реферат:
1. Способ про бо под готовки для непламенного атомно-абсорбционного определения свинца в материалах на основе меди, включающий растворение пробы при нагревании в присутствии азотной кислоты, охлаждение полученного раствора, отличающийся тем, что растворение проводят в смеси равных объемов хлористоводородной и азотной кислот, а после охлаждения в раствор дополнительно вводят аминополифосфоновую кислоту в количестве 0,001-0,050 моль/л.2....
Спосіб зміцнення металевих виробів
Номер патенту: 1649
Опубліковано: 25.10.1994
Автори: Шкляр Віктор Соломонович, Солодкін Михайло Бєніамінович
МПК: C23C 14/32
Мітки: виробів, зміцнення, металевих, спосіб
Формула / Реферат:
Способ упрочнения металлических изделий, включающий разогрев изделия в вакууме и ионно-плазменное нанесение одного или нескольких слоев из металлов IV—VI групп Периодической системы элементов или на основе их нитридов, отличающийся тем, что, с целью повышения срока службы изделий, перед нанесением одного или нескольких слоев металлов IV—VI групп Периодической системы элементов, или их нитридов, наносят слой металла, радиус иона которого...
Попередній патент: Свердло
Наступний патент: Спосіб приробки двигуна внутрішнього сгоряння
Випадковий патент: Спосіб одержання губчастого титану