Спосіб термічного зміцнення бандажів залізничних коліс
Номер патенту: 94361
Опубліковано: 26.04.2011
Автори: Бабаченко Олександр Іванович, Беседнов Сергій Вікторович, Узлов Іван Герасимович, Узлов Костянтин Іванович, Чуприна Любов Володимирівна, Хулін Артем Миколайович, Руденко Юлія Олександрівна, Іващенко Ірина Михайлівна, Кононенко Ганна Андріївна, Кузьмичов Вячеслав Михайлович, Камишний Андрій Євгенович, Донський Анатолій Іванович
Формула / Реферат
Спосіб термічного зміцнення бандажів залізничних коліс, який включає нагрів бандажів стопами до температури аустенітизації, витримку при цій температурі, прискорене охолодження стопи бандажів в гартувальному баці з водою до температури відпуску та їх відпуск, який відрізняється тим, що бандажі нагрівають до температури аустенітизації 890-910 °С, в гартувальному баці встановлюють допоміжний елемент для утворення кільцевого шару води товщиною 20-40 мм біля внутрішньої поверхні стопи бандажів, бандажі розміщують на допоміжному елементі і охолоджують в воді з температурою 30-40 °С протягом 150-180 с, відпуск виконують при температурі 490-510 °С протягом 4 годин 30 хвилин - 5 годин.
Текст
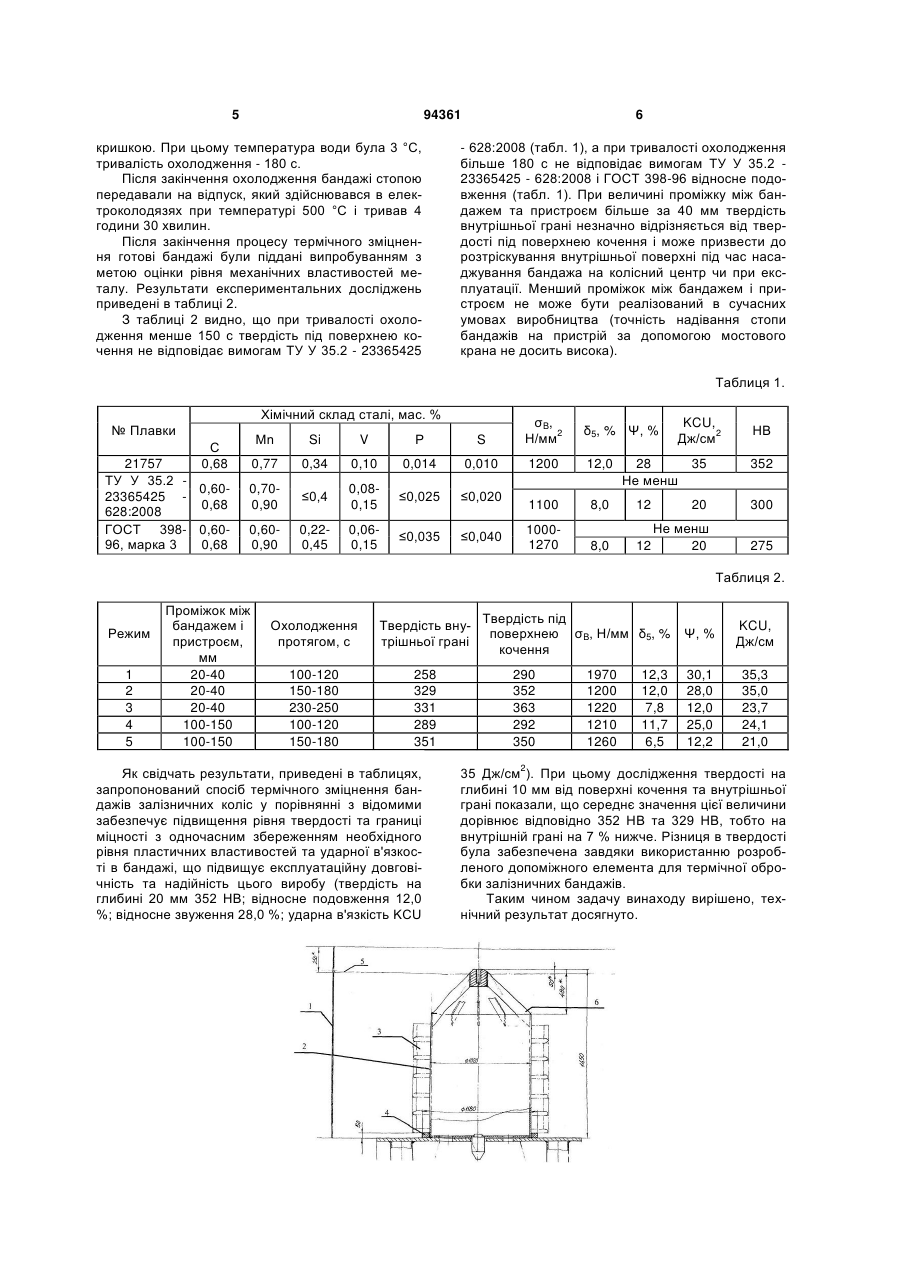
Спосіб термічного зміцнення бандажів залізничних коліс, який включає нагрів бандажів стопами до температури аустенітизації, витримку при цій температурі, прискорене охолодження стопи бандажів в гартувальному баці з водою до температури відпуску та їх відпуск, який відрізняється тим, що бандажі нагрівають до температури аустенітизації 890-910 °С, в гартувальному баці встановлюють допоміжний елемент для утворення кільцевого шару води товщиною 20-40 мм біля внутрішньої поверхні стопи бандажів, бандажі розміщують на допоміжному елементі і охолоджують в воді з температурою 30-40 °С протягом 150-180 с, відпуск виконують при температурі 490-510 °С протягом 4 годин 30 хвилин - 5 годин. Винахід належить до галузі чорної металургії, зокрема до виробництва транспортного металу і може бути використаним для термічної обробки бандажів залізничних коліс. Відомий спосіб термічного зміцнення бандажів, за яким їх нагрівають стопами в печах до температури аустенітизації 860-880 °С та витримують при цій температурі 4 години 15 хвилин - 4 години 45 хвилин з наступним охолодженням бандажів тривалістю 160 с стопою в баці з підігрітою до температури 40-50 °С водою (Стародубов К.Ф. и др. Термическое упрочнение проката, М.: Металлургия, 1970. - С. 156-158). Бандажі піддають відпуску стопами при температурі 490-510 °С протягом 4-5 год. В результаті термозміцнення отримують межу міцності і твердість зовнішніх (робочих) шарів металу бандажів - відповідно не вище 1270 Н/мм2 та 290 НВ. Недоліком способу є те, що він не дозволяє отримати достатню для експлуатації в сучасних умовах твердість металу зовнішньої поверхні бандажа і пластичність та в'язкість металу його внутрішньої поверхні. Найбільш близьким за технічною суттю та ефектом, що досягається, є спосіб термічного зміцнення бандажів залізничних коліс (патент РФ № 2 122 037, МПК C21D 9/34. опубл. 20.11.1998, Бюл. № 32), який включає нагрів бандажів стопами до температури аустенітизації, витримку при цій температурі, прискорене охолодження стопи в баці з водою до температури відпуску і відпуск. Недоліком відомого способу є те, що він, забезпечуючи досягнення високої твердості і міцності зовнішньої поверхні бандажа (поверхні кочення), не дозволяє одночасно отримувати достатню для технологічної насадки на центри пластичність і в'язкість металу на внутрішній поверхні бандажа, що призводить до розтріскування внутрішньої поверхні під час насаджування бандажа на колісний центр. Задачею способу термічного зміцнення бандажів залізничних коліс є одночасне одержання при високій твердості зовнішньої поверхні (поверхні кочення) бандажів високої пластичності і в'язкості металу внутрішньої поверхні бандажів за рахунок різної швидкості охолодження зовнішньої (19) UA (11) 94361 (13) (21) a201007020 (22) 07.06.2010 (24) 26.04.2011 (46) 26.04.2011, Бюл.№ 8, 2011 р. (72) УЗЛОВ ІВАН ГЕРАСИМОВИЧ, БАБАЧЕНКО ОЛЕКСАНДР ІВАНОВИЧ, УЗЛОВ КОСТЯНТИН ІВАНОВИЧ, БЕСЕДНОВ СЕРГІЙ ВІКТОРОВИЧ, ЧУПРИНА ЛЮБОВ ВОЛОДИМИРІВНА, ДОНСЬКИЙ АНАТОЛІЙ ІВАНОВИЧ, ІВАЩЕНКО ІРИНА МИХАЙЛІВНА, КОНОНЕНКО ГАННА АНДРІЇВНА, КАМИШНИЙ АНДРІЙ ЄВГЕНОВИЧ, КУЗЬМИЧОВ ВЯЧЕСЛАВ МИХАЙЛОВИЧ, ХУЛІН АРТЕМ МИКОЛАЙОВИЧ, РУДЕНКО ЮЛІЯ ОЛЕКСАНДРІВНА (73) ІНСТИТУТ ЧОРНОЇ МЕТАЛУРГІЇ ІМ. З.І. НЕКРАСОВА НАЦІОНАЛЬНОЇ АКАДЕМІЇ НАУК УКРАЇНИ (56) UA, 91788, C2, 25.08.2010 SU, 836156, 07.06.1981 SU, 555150, 5.04.1977 C2 1 3 та внутрішньої поверхонь, що забезпечує технологічність насадки на центри. Задача вирішується тим, що в способі термічного зміцнення бандажів залізничних коліс, який включає нагрів бандажів стопами до температури аустенітизації, витримку при цій температурі, прискорене охолодження стопи бандажів в гартувальному баці з водою до температури відпуску та їх відпуск, відповідно, бандажі нагрівають до температури аустенітизації 890-910 °С, в гартувальному баці встановлюють допоміжний елемент для утворення кільцевого шару води товщиною 20-40 мм біля внутрішньої поверхні стопи бандажів, бандажі розміщують на допоміжному елементі, і охолоджують в воді з температурою 30-40 °С протягом 150-180 с, відпуск виконують при температурі 490510 °С, протягом 4 години 30 хвилин - 5 годин. Нагрівання бандажів до температури аустенітизації 890-910 °С та витримка при цій температурі забезпечує максимальну гомогенізацію аустенітного стану в металі по всьому перерізу бандажа, в той же час не приводить до росту аустенітного зерна завдяки присутності мікролегуючих домішок. В результаті метал має однорідний структурний стан як поверхневих, так і внутрішніх зон бандажа зі збереженням дрібнозернистої структури. Охолодження стопи від температури 890-910 °С в баці з водою з температурою 30-40 °С протягом 150-180 с забезпечує високі швидкості та більший ступінь переохолодження в галузі аустенітно-перлітного перетворення, що приводить до формування в бандажах структури дрібнодисперсного пластинчатого перліту, що, разом з дрібним аустенітним зерном, забезпечить не тільки підвищення міцності та твердості, а також збереження необхідного рівня показників пластичності та ударної в'язкості. Інтервали температури води (30-40 °С) та тривалості охолодження (150-180 с) при прискореному охолодженні стопи бандажів у баці, в центрі якого встановлюють допоміжний елемент для утворення кільцевого проміжку 20-40 мм між зовнішньою поверхнею елемента і внутрішньою поверхнею бандажа, встановлені емпіричним шляхом з урахуванням того, що при зниженні тривалості охолодження та підвищенні температури води відповідно нижче та вище вказаної мінімальної та максимальної межі не забезпечується одержання необхідної твердості металу на поверхні кочення на рівні 325-340 НВ, а перевищення даних параметрів призводить до збільшення тривалості наступного відпуску. Усе це негативно позначається на одержанні структурного стану металу, який забезпечує оптимальні показники міцності, твердості, пластичності та ударної в'язкості. Розміщення бандажів в гартувальному баці на допоміжному елементі для утворення кільцевого шару води товщиною 20-40 мм біля внутрішньої поверхні стопи бандажів, забезпечує обмеження циркуляції охолоджуючої рідини (води) біля внутрішньої поверхні бандажа, що приводить до зменшення швидкості охолодження металу і забезпечує одержання на внутрішній поверхні бандажа меншої, ніж на зовнішній поверхні (поверхні кочення) твердості і більшої пластичності металу. 94361 4 Після охолодження стопа проходить відпуск при температурі 490-510 °С, його тривалість 4 години 30 хвилин - 5 годин. Після відпуску стопи бандажів охолоджують на спокійному повітрі. Здійснення відпуску бандажів в таких умовах забезпечує максимальне зниження рівня залишкових напружень і при цьому не приводить до зміни морфології перліту в металі бандажів. Таким чином в результаті використання запропонованого способу термічного зміцнення бандажів залізничних коліс досягається одночасне одержання при високій твердості зовнішньої поверхні (поверхні кочення) бандажів, високої пластичності і в'язкості металу внутрішньої поверхні бандажів, що забезпечує технологічність насадки на центри. Спосіб термічного зміцнення залізничних бандажів пояснюється кресленням. На кресленні представлено гартувальний бак для проведення охолодження стопи бандажів. В гартувальному баці 1 встановлюють допоміжний елемент 2, що має вигляд циліндричного стакана для утворення кільцевого шару води товщиною 20-40 мм біля внутрішньої поверхні стопи бандажів. Внутрішній об'єм стакана 2 заповнюють прокатною окалиною та розміщують його на дні бака з водою. На кільці 4 елемента 2 розташовують стопу бандажів 3. Гартувальний бак 1 заповнюють водою до рівня 5. Циліндричний стакан 2 має конічну кришку 6. При такому рівні води верхівка пристрою знаходиться над водою і є орієнтиром при надяганні стопи бандажів 3. Конічна кришка 6 пристрою 2 також сприяє полегшенню спрямування стопи при надяганні на нього. Максимальна кількість бандажів в стопі, що підлягає обробці, шість штук. Стопа бандажів 3 охолоджується шляхом її занурення в гартувальний бак 1 з водою з надяганням стопи на циліндричний стакан з конічною кришкою 6, з утворенням кільцевого шару води товщиною 20-40 мм біля внутрішньої поверхні стопи бандажів. Цього проміжку достатньо для того, щоб, обмеживши доступ охолоджувальної рідини до цих об'ємів металу, уповільнити охолодження внутрішньої поверхні бандажа, та водночас достатньо для легкого надівання гарячих та знімання охолоджених бандажів. Реалізація запропонованого способу термічного зміцнення бандажів залізничних коліс була здійснена в умовах кільце-бандажної лінії колесопрокатного цеху ВАТ "ІНТЕРПАЙП НТЗ" м. Дніпропетровська. Стопи бандажів залізничних коліс для вантажних локомотивів розміром 1060x140 х98 мм (діаметр, висота, товщина відповідно) з плавки № 21757 (С=0,68 мас. %, Мn=0,77 мас. %, Si=0,34 мас. %, V=0,10 мас. %, Р=0,014 мас. %, S=0,10 мас. % Технічні умови ТУ У 35.2 - 23365425 628:2008), температура яких складала 650°С, за допомогою крана встановлювали на подину печі колодязного типу, в якій нагрівали ці бандажі до температури аустенітизації 900 °С. Тривалість нагрівання та витримка при вказаній температурі складала 4 години 30 хвилин. Далі, нагріту стопу бандажів краном витягали з печі та занурювали у бак з водою, вдягаючи її на циліндричний стакан з 5 94361 кришкою. При цьому температура води була 3 °С, тривалість охолодження - 180 с. Після закінчення охолодження бандажі стопою передавали на відпуск, який здійснювався в електроколодязях при температурі 500 °С і тривав 4 години 30 хвилин. Після закінчення процесу термічного зміцнення готові бандажі були піддані випробуванням з метою оцінки рівня механічних властивостей металу. Результати експериментальних досліджень приведені в таблиці 2. З таблиці 2 видно, що при тривалості охолодження менше 150 с твердість під поверхнею кочення не відповідає вимогам ТУ У 35.2 - 23365425 6 - 628:2008 (табл. 1), а при тривалості охолодження більше 180 с не відповідає вимогам ТУ У 35.2 23365425 - 628:2008 і ГОСТ 398-96 відносне подовження (табл. 1). При величині проміжку між бандажем та пристроєм більше за 40 мм твердість внутрішньої грані незначно відрізняється від твердості під поверхнею кочення і може призвести до розтріскування внутрішньої поверхні під час насаджування бандажа на колісний центр чи при експлуатації. Менший проміжок між бандажем і пристроєм не може бути реалізований в сучасних умовах виробництва (точність надівання стопи бандажів на пристрій за допомогою мостового крана не досить висока). Таблиця 1. Хімічний склад сталі, мас. % Мn Si V Р S σ B, Н/мм2 δ5, % Ψ, % 0,77 0,34 0,10 0,014 0,010 1200 12,0 0,700,90 ≤0,4 0,080,15 ≤0,025 ≤0,020 1100 8,0 12 20 300 0,600,90 0,220,45 0,060,15 ≤0,035 ≤0,040 10001270 8,0 12 Не менш 20 275 № Плавки С 0,68 21757 ТУ У 35.2 0,6023365425 0,68 628:2008 ГОСТ 398- 0,6096, марка 3 0,68 KCU, Дж/см2 28 35 Не менш НВ 352 Таблиця 2. Режим 1 2 3 4 5 Проміжок між бандажем і пристроєм, мм 20-40 20-40 20-40 100-150 100-150 Охолодження протягом, с Твердість внутрішньої грані 100-120 150-180 230-250 100-120 150-180 258 329 331 289 351 Як свідчать результати, приведені в таблицях, запропонований спосіб термічного зміцнення бандажів залізничних коліс у порівнянні з відомими забезпечує підвищення рівня твердості та границі міцності з одночасним збереженням необхідного рівня пластичних властивостей та ударної в'язкості в бандажі, що підвищує експлуатаційну довговічність та надійність цього виробу (твердість на глибині 20 мм 352 НВ; відносне подовження 12,0 %; відносне звуження 28,0 %; ударна в'язкість KCU Твердість під поверхнею σB, Н/мм δ5, % Ψ, % кочення 290 352 363 292 350 2 1970 1200 1220 1210 1260 12,3 12,0 7,8 11,7 6,5 30,1 28,0 12,0 25,0 12,2 KCU, Дж/см 35,3 35,0 23,7 24,1 21,0 35 Дж/см ). При цьому дослідження твердості на глибині 10 мм від поверхні кочення та внутрішньої грані показали, що середнє значення цієї величини дорівнює відповідно 352 НВ та 329 НВ, тобто на внутрішній грані на 7 % нижче. Різниця в твердості була забезпечена завдяки використанню розробленого допоміжного елемента для термічної обробки залізничних бандажів. Таким чином задачу винаходу вирішено, технічний результат досягнуто. 7 Комп’ютерна верстка І.Скворцова 94361 8 Підписне Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for thermal strengthening of railway wheels tyres
Автори англійськоюUzlov Ivan Herasymovych, Babachenko Oleksandr Ivanovych, Uzlov Kostiantyn Ivanovych, Besednov Serhii Viktorovych, Chupryna Liubov Volodymyrivna, Donskyi Anatolii Ivanovych, Ivaschenko Iryna Mykhailivna, Kononenko Hanna Andriivna, Kamyshnyi Andrii Yevhenovych, Kuzmychov Viacheslav Mykhailovych, Khulin Artem Mykolaiovych, Rudenko Yuliia Oleksandrivna
Назва патенту російськоюСпособ термического укрепления бандажей железнодорожных колес
Автори російськоюУзлов Иван Герасимович, Бабаченко Александр Иванович, Узлов Константин Иванович, Беседнов Сергей Викторович, Чуприна Любовь Владимировна, Донский Анатолий Иванович, Иващенко Ирина Михайловна, Кононенко Анна Андреевна, Камышный Андрей Евгеньевич, Кузьмичов Вячеслав Михайлович, Хулин Артем Николаевич, Руденко Юлия Александровна
МПК / Мітки
МПК: C21D 1/34, C21D 9/34, C21D 1/25
Мітки: спосіб, залізничних, термічного, коліс, бандажів, зміцнення
Код посилання
<a href="https://ua.patents.su/4-94361-sposib-termichnogo-zmicnennya-bandazhiv-zaliznichnikh-kolis.html" target="_blank" rel="follow" title="База патентів України">Спосіб термічного зміцнення бандажів залізничних коліс</a>
Спосіб охолодження при термічному зміцненні бандажів для залізничних коліс
Номер патенту: 27211
Опубліковано: 25.10.2007
Автори: Іващенко Ірина Михайлівна, Донський Анатолій Іванович, Грищенко Микола Миколайович, Вакуленко Ігор Олексійович, Анофрієв Василь Григорович, Перков Олег Миколайович
МПК: B21H 1/00
Мітки: термічному, бандажів, залізничних, зміцненні, спосіб, коліс, охолодження
Формула / Реферат:
Спосіб охолодження при термічному зміцненні бандажів для залізничних коліс, при якому після гарячої формоутворюючої деформації бандажі складають на бокові поверхні один на одний у стопи, завантажують у печі, аустенітизують та переносять у бак з водою, який відрізняється тим, що між боковими поверхнями бандажів у стопі утворюють зазор.
Спосіб термічного зміцнення суцільнокатаних залізничних коліс
Номер патенту: 67568
Опубліковано: 15.06.2004
Автори: Бесєднов Сергій Вікторович, Бабаченко Олександр Іванович, Лашко Анатолій Дмитрович, Шрамко Олександр Вікторович, Узлов Іван Герасимович, Чуприна Любов Володимирівна, Мархай Володимир Вікторович, Узлов Костянтин Іванович, Козловський Альфред Іванович, Кабачний Віктор Петрович
МПК: C21D 9/34
Мітки: зміцнення, суцільнокатаних, термічного, залізничних, спосіб, коліс
Формула / Реферат:
1. Спосіб термічного зміцнення суцільнокатаних залізничних коліс, що включає нагрівання коліс до температури аустенітизації, термічне зміцнення ободу охолодженням його водою, підстуджування коліс на повітрі і їх відпуск, який відрізняється тим, що нагрівання коліс до температури аустенітизації виконують при 875-900°С, термічне зміцнення ободу охолодженням його водою виконують при температурі води 23-27°С, питомою витратою води 75-100 м3/год....
Пристрій для термічного зміцнення залізничних коліс
Номер патенту: 43438
Опубліковано: 17.12.2001
Автори: Перков Олег Миколайович, Козловський Альфред Іванович, Бабаченко Олександр Іванович, Весна Олександр Іванович, Чуприна Любов Володимирівна, Кузьменко Володимир Олексійович, Узлов Іван Герасимович, Мирошниченко Микола Григорович, Кірсанов Володимир Михайлович, Немога Вячеслав Анатолійович
МПК: C21D 9/34
Мітки: залізничних, зміцнення, коліс, пристрій, термічного
Формула / Реферат:
Пристрій для термічного зміцнення залізничних коліс, що містить порожнистий корпус з перфорованою стінкою і патрубком для подання охолоджувача, який відрізняється тим, що перфорована стінка корпусу виконана плоскою і має канали з співвідношенням їх1/d=1.8 - 2.2, де 1 - довжина каналу;d - діаметр каналу та нахилені під кутами 60°-70° та 150°-160° до стінки.
Сталь бейнітна для суцільнокатаних залізничних коліс (варіанти) і спосіб термічної обробки суцільнокатаних залізничних коліс з бейнітної сталі
Номер патенту: 84987
Опубліковано: 10.12.2008
Автори: Іськов Михайло Вікторович, Губенко Світлана Іванівна, Єсаулов Геннадій Олександрович, Чуприна Любов Володимирівна, Сухомлин Георгій Дмитрович, Беспалько Валентина Миколаївна, Узлов Іван Герасимович, Пройдак Юрій Сергійович, Горб Євгеній Васильович, Козловський Альфред Іванович
МПК: C22C 38/04, B60B 17/00, C21D 1/18, C22C 38/08, C22C 38/50, C21D 9/34, C22C 38/22, B21H 1/00, C22C 38/24, C22C 38/18, C21D 1/78, C22C 38/00
Мітки: обробки, коліс, залізничних, сталь, бейнітна, спосіб, сталі, варіанти, суцільнокатаних, термічної, бейнітної
Формула / Реферат:
1. Сталь бейнітна для суцільнокатаних залізничних коліс, що містить вуглець, марганець, кремній, хром, нікель, алюміній, титан, залізо, яка відрізняється тим, що вона додатково містить молібден, ванадій при наступному співвідношенні компонентів, мас. %: C 0,12-0,129 Мn 1,02-1,5 Si 0,24-0,32 Сr 0,37-3,5 ...
Спосіб прокатки чорнових залізничних коліс
Номер патенту: 67603
Опубліковано: 15.06.2004
Автори: Новиков Денис Миколайович, Яковченко Олександр Васильович
МПК: B21H 1/00
Мітки: прокатки, чорнових, коліс, залізничних, спосіб
Формула / Реферат:
Спосіб прокатки чорнових залізничних коліс, що включає гарячу пластичну деформацію обода похилими і натискними валками і прилеглого до нього диска - похилими валками, який відрізняється тим, що процес осьової і/або радіальної деформації обода суміщають із примусовим охолодженням бічних поверхонь обода і/або поверхні кочення обода і гребеня до температури 1000 – 1070 °С.
Попередній патент: Спосіб одержання металізованого продукту із залізооксидного сировинного матеріалу, що забруднений домішками
Наступний патент: Спосіб термічного зміцнення бандажів залізничних коліс
Випадковий патент: Пристрій кріплення статора у пласкому двигуні ліфта