Верстат для обточування кристалів
Номер патенту: 944
Опубліковано: 16.07.2001
Автори: Мазур Юрій Михайлович, Данілов Олександр Михайлович, Мануковський Володимир Михайлович
Формула / Реферат
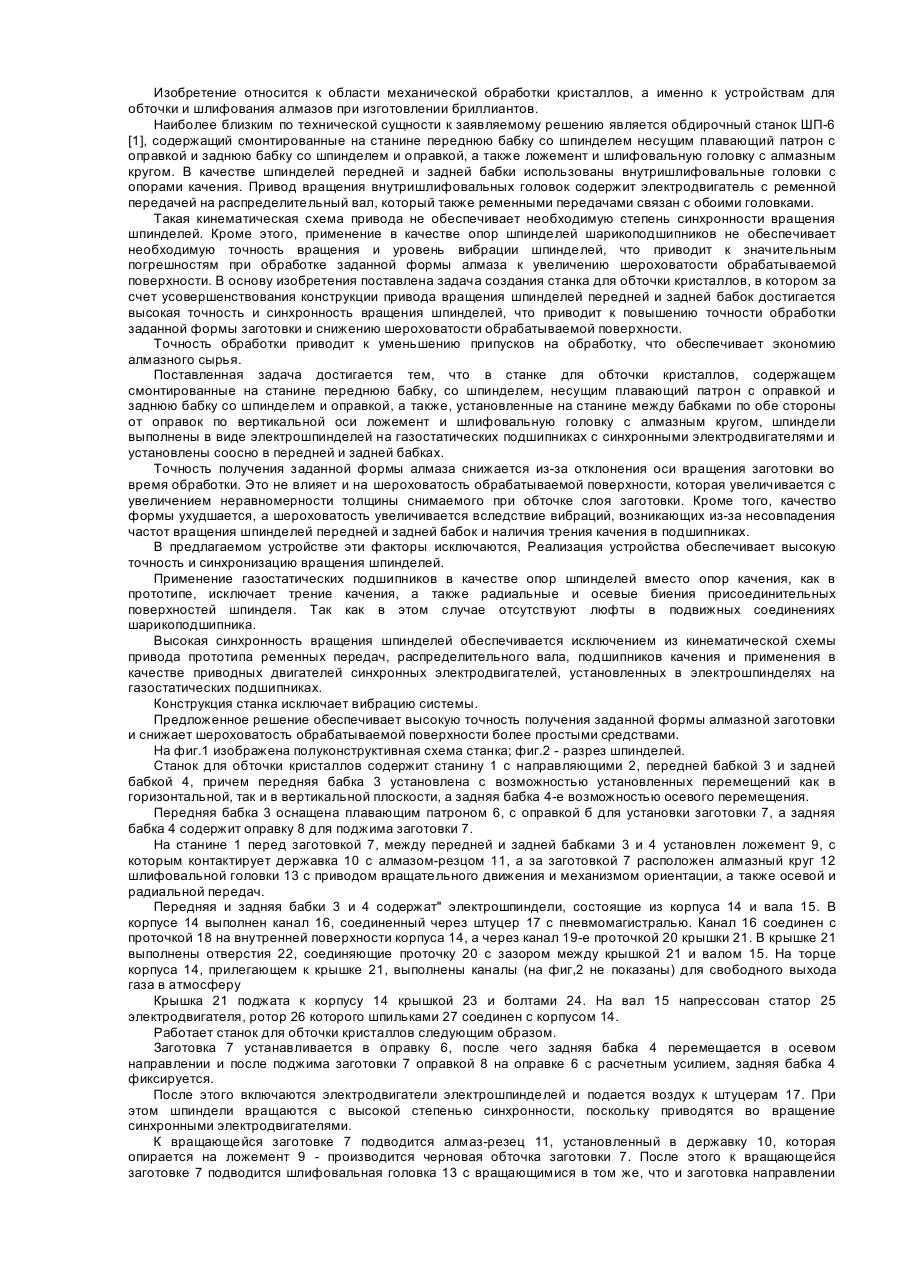
1. Верстат для обточування кристалів, що містить змонтовані на станині на одній осі передню бабку з електрошпинделем, оснащеним плаваючим патроном з оправкою, і задню бабку з електрошпинделем з оправкою, а також установлені між бабками по обидва боки від оправок ложемент з державкою і алмазом - різцем та шліфувальну головку з алмазним кругом, який відрізняється тим, що електрошпинделі виконані у вигляді керованих електроприводів, в яких електродвигуни з регульованою частотою обертання і однаковими електомеханічними характеристиками підключені до схеми живлення паралельно.
2. Верстат за п.1, який відрізняється тим, що і як електродвигуни електрошпинделів з регульованою частотою обертання використані електродвигуни постійного струму з однаковими електромеханічними характеристиками.
3. Верстат за п. 1, який відрізняється тим, що як електродвигуни електрошпинделів з регульованою частотою обертання, використані синхронні або асинхронні двигуни змінного струму з однаковими електромеханічними характеристиками.
Текст
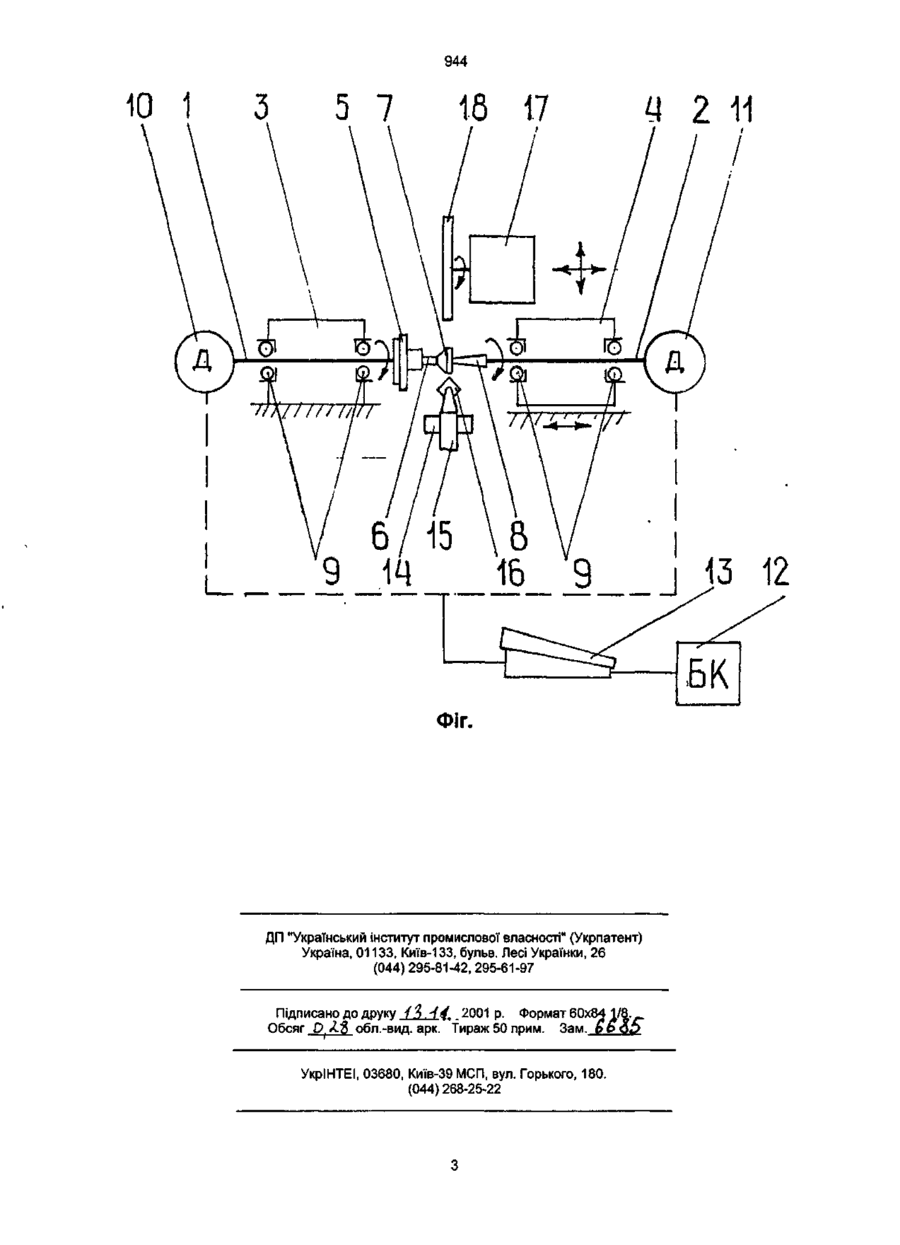
1. Верстат для обточування кристалів, що містить змонтовані на станині на одній осі передню бабку з електрошпинделем, оснащеним плаваючим патроном з оправкою, і задню бабку з еле ктрошпинделем з оправкою, а також установлені між бабками по обидва боки від оправок ложемент з державкою і алмазом-різцем та шліфувальну головку з алмазним кругом, який відрізняється тим, що електрошпинделі виконані у вигляді керованих електроприводів, в яких електродвигуни з регульованою частотою обертання і однаковими електромеханічними характеристиками підключені до схеми живлення паралельно. 2. Верстат за п.1, який відрізняється тим, що як електродвигуни електрошпинделів з регульованою частотою обертання використані електродвигуни постійного струму з однаковими електромеханічними характеристиками. 3. Верстат за п. 1, який відрізняється тим, що як електродвигуни електрошпинделів з регульованою частотою обертання використані синхронні або асинхронні двигуни змінного струму з однаковими електромеханічними характеристиками. Корисна модель відноситься до галузі обробки кристалів, а саме до пристроїв для обточування та шліфування алмазів при виготовленні діамантів. За прототип обраний верстат для обточування кристалів (патент України № 34, МПК 5 В 28 D 5/00, бюл. №1,1997), який містить змонтовані на станині на одній осі передню бабку з епектрошпинделем, який оснащений плаваючим патроном з оправкою та задню бабку з електрошпинделем з оправкою, а також установлені на станині між бабками по обидва боки від оправок по вертикальній осі ложемент з державкою і алмазом - різцем та шліфувальну головку з алмазним кругом. Електрошпинделі передньої та задньої бабок змонтовані на газостатичних підшипниках, а як електродвигуни використані синхронні електродвигуни. Використання електрошпинделів з синхронними двигунами не забезпечує високу точність та якість обробки кристалів алмазів, оскільки такі двигуни мають одну номінальну частоту їх обертання, наприклад 3000 об./хв. Це звужує технологічні можливості верстату, оскільки інтенсивність зняття та шорсткість обточуваної поверхні алмазу найбільш залежні від швидкості різання на початкових та кінцевих стадіях обробки, яка лежить в межах 2500...5000 об/хв. Відсутність можливості регулювання частоти обертання електрошпинделів призводить до значних похибок обробки алмазу, до збільшення шорсткості оброблюваної пове рхні, а також до збільшення відходів, внаслідок чого понижується якість і продуктивність обробки. В основу корисної моделі поставлена задача, удосконалення верстата для обточування кристалів, в якому за рахунок введення нових конструктивних елементів досягається підвищення точності обробки кристалів і зменшення шорсткості оброблюваної поверхні за рахунок синхронного регулювання частоти обертання електродвигунів, що призводить до підвищення якості та продуктивності обточки кристалів і економії алмазної сировини. Поставлена задача вирішується тим, що, у верстаті для обточування кристалів, що містить змонтовані на станині на одній осі передню бабку з електрошпинделем, оснащеним плаваючим патроном з оправкою і задню бабку з електрошпинделем з оправкою, а також установлені на станині між бабками по обидва боки від оправок ложемент, з державкою і алмазом - різцем та шліфувальну головку з алмазним кругом, електрошпинделі виконані у вигляді керованих електроприводів, в яких електродвигуни з регульованою частотою обертання і однаковими електромеханічними характеристиками підключені до схеми живлення паралельно. Як електродвигуни електрошпинделів з регульованою частотою обертання можуть бути використані електродвигуни постійного струму або синхронні чи асинхронні двигуни змінного струму з о 944 однаковими електромеханічними характеристиками. Точність та якість обробки кристалу забезпечується постадійною обробкою. Інтенсивність зняття шару алмазу при обточуванні зростає зі збільшенням швидкості обертання заготовки, яка задається електрошпиделями центрових бабок. В той же час на початкових стадіях обробки, коли зрізаються двогранні кути початкового кристалу, швидкість різання повинна бути значно нижча швидкості кінцевої доводки обточуваної поверхні. Шорсткість оброблюваної поверхні зменшується при збільшенні швидкості обертання кристалу. Висока синхронність обертання електрошпинделів за рахунок того, що вони мають однакові електромеханічні характеристики і підключені до схеми живлення паралельно, виключає вібрацію заготовки, що також впливає на точність обробки. Таким чином, регулювання частоти обертання електрошпинделів дозволяє установлювати оптимальні швидкості обертання заготовки будь - якого розміру на будь - якій стадії обробки, що дає можливість підвищити якість обробки кристалу. Крім того, точність обробки на початковій стадії приводить до зменшення припусків на обробку, що забезпечує економію алмазної сировини. На кресленні зображена електрокінематична схема верстату для обточування кристалів. Верстат містить змонтовані на станині на одній осі передню 1 та задню 2 бабки з електрошпинделями 3 та 4. Електрошпиндель 3 передньої бабки 1 оснащений плаваючим патроном 5 з оправкою 6 для установки заготовки кристалу 7. Електрошпиндель 4 задньої бабки 2 містить оправку 8 для підтискання заготовки 7. Електрошпинделі змонтовані на опорах кочення 9 і виконані у вигляді керованих електроприводів, в яких електродвигуни 10,11 з однаковими електромеханічними характеристиками підключені до схеми живлення паралельно. Частота обертання електрошпинделів регулюється за допомогою блока керування 12 з педа льним регулятором 13. На станині між бабками з одного боку від заготовки установлений ложемент 14, на який опирається державка 15 з алмазомрізцем 16, а з другого боку -шліфувальна головка 17 з алмазним кругом 18, яка має привід обертального руху, а також механізми поперечної та повздовжньої подач (на кресленні не показані). Як електродвигуни електрошпинделів можуть бути використані електродвигуни з регульованою частотою обертання постійного або змінного струму з однаковими електромеханічними характеристиками. Верстат для обточування кристалів працює таким чином. Заготовка 7 установлюється в оправку 6 передньої бабки 1 та підтискується оправкою 8 задньої бабки 2. Після цього включаються електродвигуни електрошпинделів 3 та 4 і за допомогою блока керування 12 з педальним регулятором 13 установлюється необхідна початкова частота обертання електрошпинделів. До заготовки кристалу, що обертається, підводиться алмаз-різець 16 і виконується її чорнове обточування. В процесі обточування оптимальна частота обертання заготовки (швидкість різання), установлюється педальним регулятором 13. При цьому схема живлення електрошпинделів 3 та 4 та їх однакові електромеханічні характеристики забезпечують високий ступінь синхронності їх обертання. Після закінчення чорнової обточки до заготовки кристалу, що обертається, підводиться шліфувальна головка 17 з алмазним кругом 18, який обертається в тому ж напрямку, що і заготовка, виконується тонка шліфовка кристалу. У випадку використання електроприводів з електродвигунами постійного струму, регулювання частоти обертання електрошпинделів здійснюється шляхом зміни напруги живильного струму, а при використанні синхронних або асинхронних електродвигунів змінного струму - шляхом зміни частоти живильного струму. 944 5 7 10 1 \ 16 17 \ і i§_ 19 ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 Підписано до друку і% .-і'4. 2001 р. Формат 60x84 1/8. Обсяг О ^-3 обл.-вид. арк. Тираж 50 прим. Зам. bo CD УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 1 \\ і ІЗ 12
ДивитисяДодаткова інформація
Назва патенту англійськоюMachine tool for machining of crystals
Автори англійськоюDanilov Oleksandr Mykhailovych, Manukovskyi Volodymyr Mykhailovych, Mazur Yurii Mykhailovych
Назва патенту російськоюСтанок для обтачивания кристаллов
Автори російськоюДанилов Александр Михайлович, Мануковский Владимир Михайлович, Мазур Юрий Михайлович
МПК / Мітки
МПК: B28D 5/00
Мітки: верстат, кристалів, обточування
Код посилання
<a href="https://ua.patents.su/4-944-verstat-dlya-obtochuvannya-kristaliv.html" target="_blank" rel="follow" title="База патентів України">Верстат для обточування кристалів</a>
Верстат для обточування кристалів
Номер патенту: 34
Опубліковано: 28.02.1997
Автор: Данілов Олександр Михайлович
МПК: B28D 5/00
Мітки: обточування, верстат, кристалів
Формула / Реферат:
Станок для обточки кристаллов, содержащий смонтированные на станке переднюю бабку со шпинделем, несущим плавающий патрон с оправкой, и заднюю бабку со шпинделем и оправкой, а также установленные на станине между бабками по обе стороны от оправок по вертикальной оси ложемент и шлифовальную головку с алмазным кругом, отличающийся тем, что шпиндели выполнены в виде электрошпинделей на газостатических подшипниках с синхронными...
Відцентровий верстат для обточування мінеральних часток і шліфування галечника
Номер патенту: 39540
Опубліковано: 15.06.2001
Автор: Готовцев Анатолій Олександрович
МПК: B28B 11/00, B24B 31/00
Мітки: галечника, верстат, часток, обточування, відцентровий, шліфування, мінеральних
Формула / Реферат:
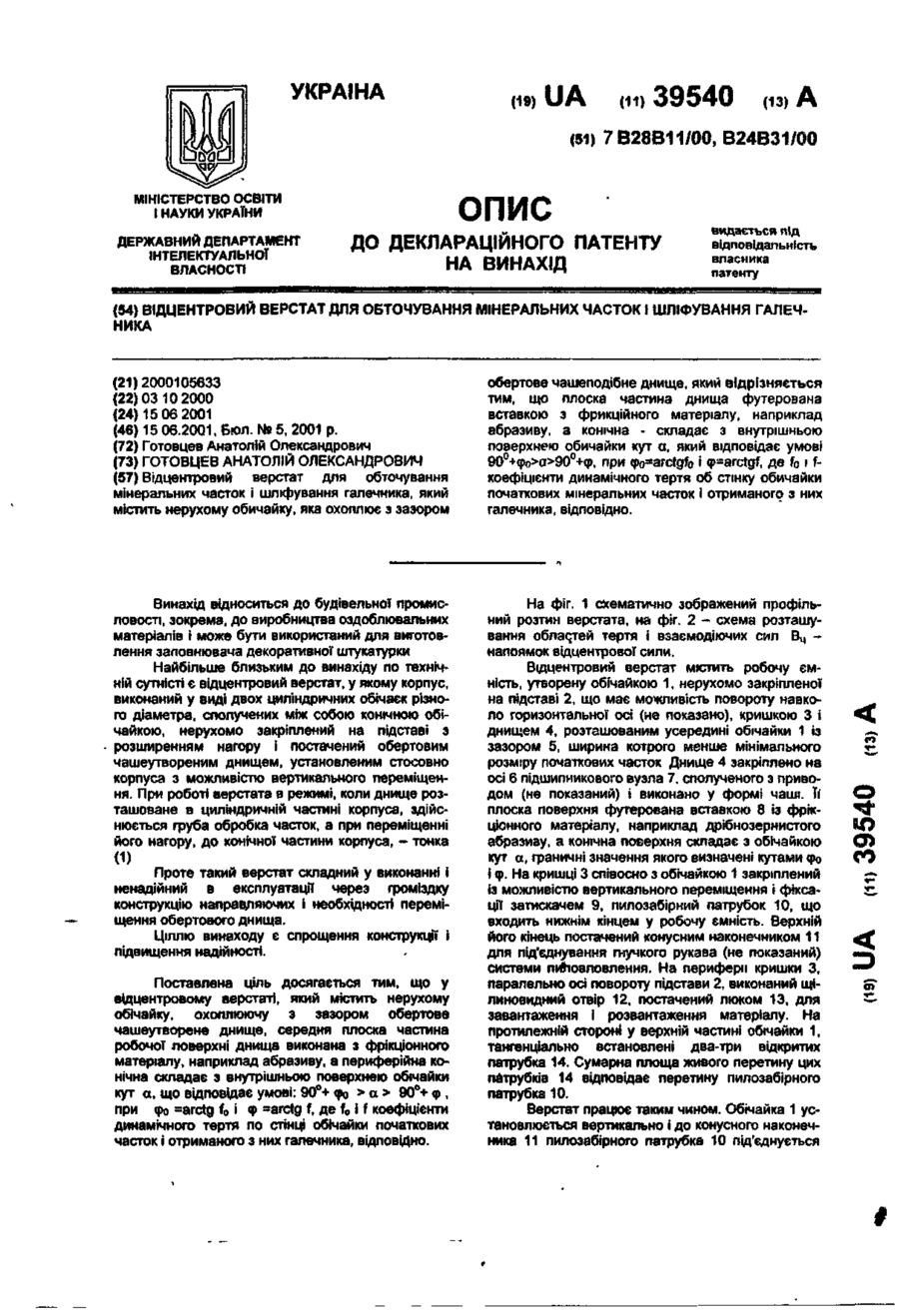
Відцентровий верстат для обточування мінеральних часток і шліфування галечника, який містить нерухому обичайку, яка охоплює з зазором обертове чашеподібне днище, який відрізняється тим, що плоска частина днища футерована вставкою з фрикційного матеріалу, наприклад абразиву, а конічна - складає з внутрішньою поверхнею обичайки кут α, який відповідає умові 900+φo>α>900+φ, при φo=arctgfo і φ=arctgf, де fo і...
Верстат для навивання стрічки в спіраль на ребро
Номер патенту: 15898
Опубліковано: 30.06.1997
Автори: Костриба Михайло Васильович, Сліпченко Володимир Дмитрович, Ревко Роман Богданович, Кичма Ігор Данилович, Мартиненко Володимир Якимович, Данильченко Михайло Григорович, Ревко Богдан Матвійович
МПК: B23H 11/00
Мітки: стрічки, верстат, навивання, ребро, спіраль
Формула / Реферат:
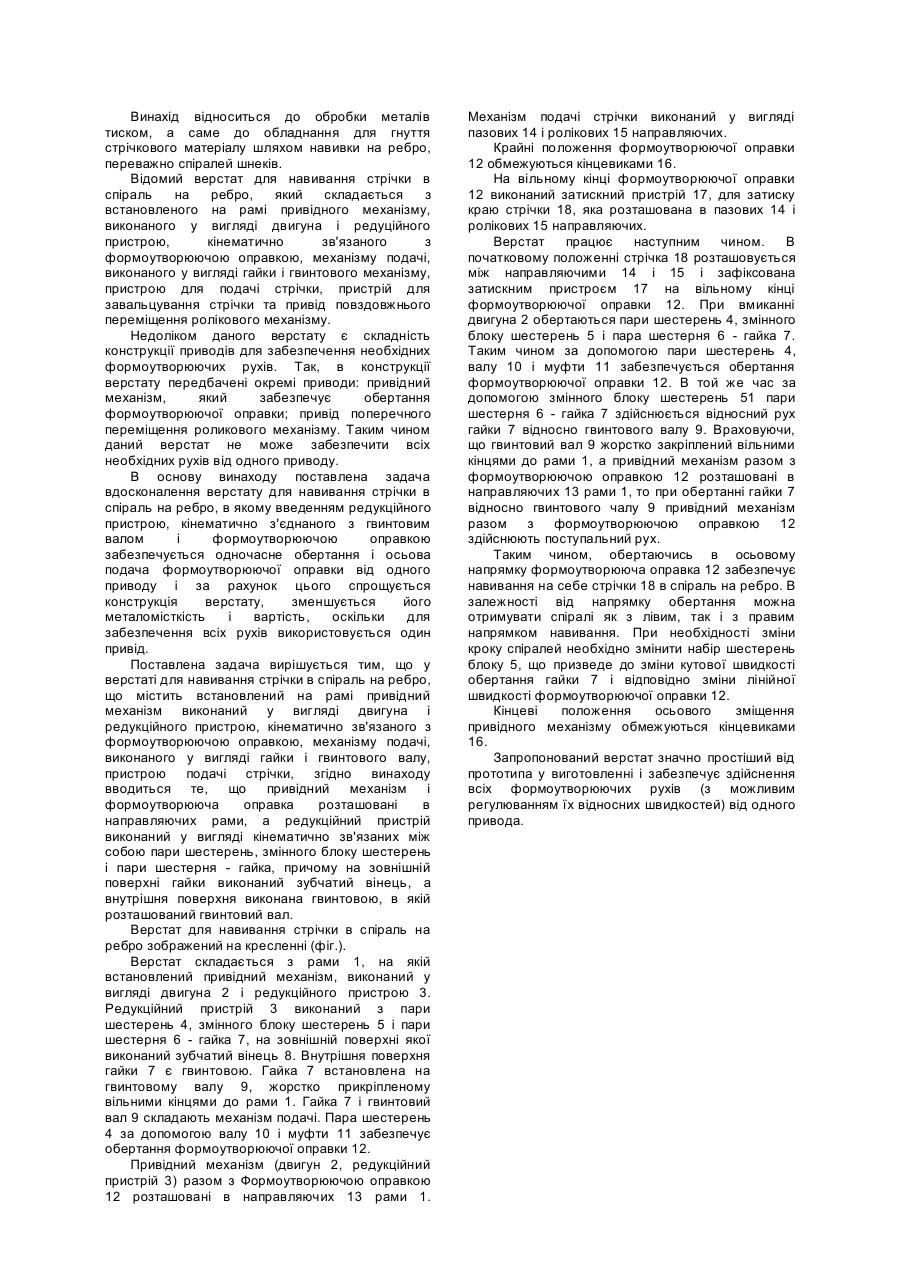
Верстат для навивання стрічки в спіраль на ребро, що містить встановлений на рамі привідний механізм, виконаний у вигляді двигуна і редукційного пристрою, кінематичне зв'язаного з формоутворюючою оправкою, механізму подачі, виконаного у вигляді гайки і гвинтового валу, пристрою подачі стрічки, який відрізняється тим, що привідний механізм і формуюча оправка розташовані в направляющих рами, а редукційний пристрій виконаний у вигляді...
Зубофрезерний верстат з чпу
Номер патенту: 30818
Опубліковано: 15.12.2000
Автори: Гліжинський Дмитро Адольфович, Гліжинський Адольф Дмитрович
МПК: B23F 9/00
Мітки: верстат, зубофрезерний, чпу
Текст:
...вертикально му напрямку на величину поздовжньої подачі та здійснює при цьому n обертів, які визначаються залежністю (1). æ S × cos q f ö ÷, n = z k × ç1 ± 0 (1) ç ÷ Pxzw è ø де: n - число обертів інструментального шпинделя з різцевою головкою; z - число зубів конічного колеса; К - число заходів черв'ячної різцевої головки; S0 - поздовжня подача супорта з черв'ячною різцевою головкою на один оберт шпинделя бабки для кріплення заготовки; q¦ -...
Шліфувальний верстат
Номер патенту: 28792
Опубліковано: 16.10.2000
Автор: Пестунов Володимир Михайлович
МПК: B24B 5/00
Мітки: верстат, шліфувальний
Формула / Реферат:
1. Шліфувальний верстат, який складається з шліфувального круга, привода обертання круга та механізмів повздовжньої, поперечної та вертикальної подачі відносного руху формоутворення у системі інструмент-заготовка, який відрізняється тим, що привод головного обертального руху розташованийна поворотній відносно вертикальної вісі колоні та споряджені механізмом вертикальної подачі, а с протилежного боку колони встановлений шпіндель з механізмом...
Попередній патент: Горілка особлива “союз”
Наступний патент: Відкидний тент для двоколісного транспортного засобу типу велосипеда або мотоцикла
Випадковий патент: Спосіб попередньої обробки чорної смородини при виробництві непросвітленого соку