Спосіб обробки зубців черв’ячних коліс

Формула / Реферат
1. Спосіб тангенціального фрезерування зубів черв’ячних коліс черв’ячною фрезою з забірним конусом методом обкочування, який відрізняється тим, що операції завантаження, обробки і розвантаження принаймні трьох коліс здійснюють одночасно у трьох однакових несуміжних секторах безперервно обертового ротора, колову швидкість якого циклічно змінюють від мінімальної, яка дорівнює швидкості тангенціальної подачі під час виконання вищезазначених операцій до максимальної на 3-4 порядки більшої за мінімальну, для прискореного транспортування коліс між секторами.
2. Спосіб фрезерування зубів за п. 1, який відрізняється тим, що для можливості використання стандартної фрези і здійснення притаманної їй схеми різання оброблюване колесо перед сектором обробки, в якому розташована фреза, переводять з колової траєкторії руху на паралельну осі фрези прямолінійну ділянку, розташовану від цієї осі на міжцентровій відстані черв'ячної передачі, для якої колесо виготовляється, а після обробки зубів оброблене колесо повертають на продовження колової траєкторії і прискорюють швидкість ротора.
3. Спосіб фрезерування зубів за п. 1, або 2, який відрізняється тим, що довжину прямолінійної ділянки траєкторії руху колеса при обробці всіх зубів за 1 прохід визначають за формулою:
![]() ,
,
а за два проходи за формулами:
перший прохід ![]() ,
,
другий прохід ![]() ,
,
де ![]() - кількість зубів оброблюваного колеса;
- кількість зубів оброблюваного колеса;
![]() - модуль зубів.
- модуль зубів.
4. Спосіб фрезерування зубів за п. 1, або 2, який відрізняється тим, що кут секторів завантаження, обробки і розвантаження визначають за формулою:
![]() ,
,
де ![]() - радіус траєкторії центра колеса, яку він описує при обертанні ротора.
- радіус траєкторії центра колеса, яку він описує при обертанні ротора.
Текст
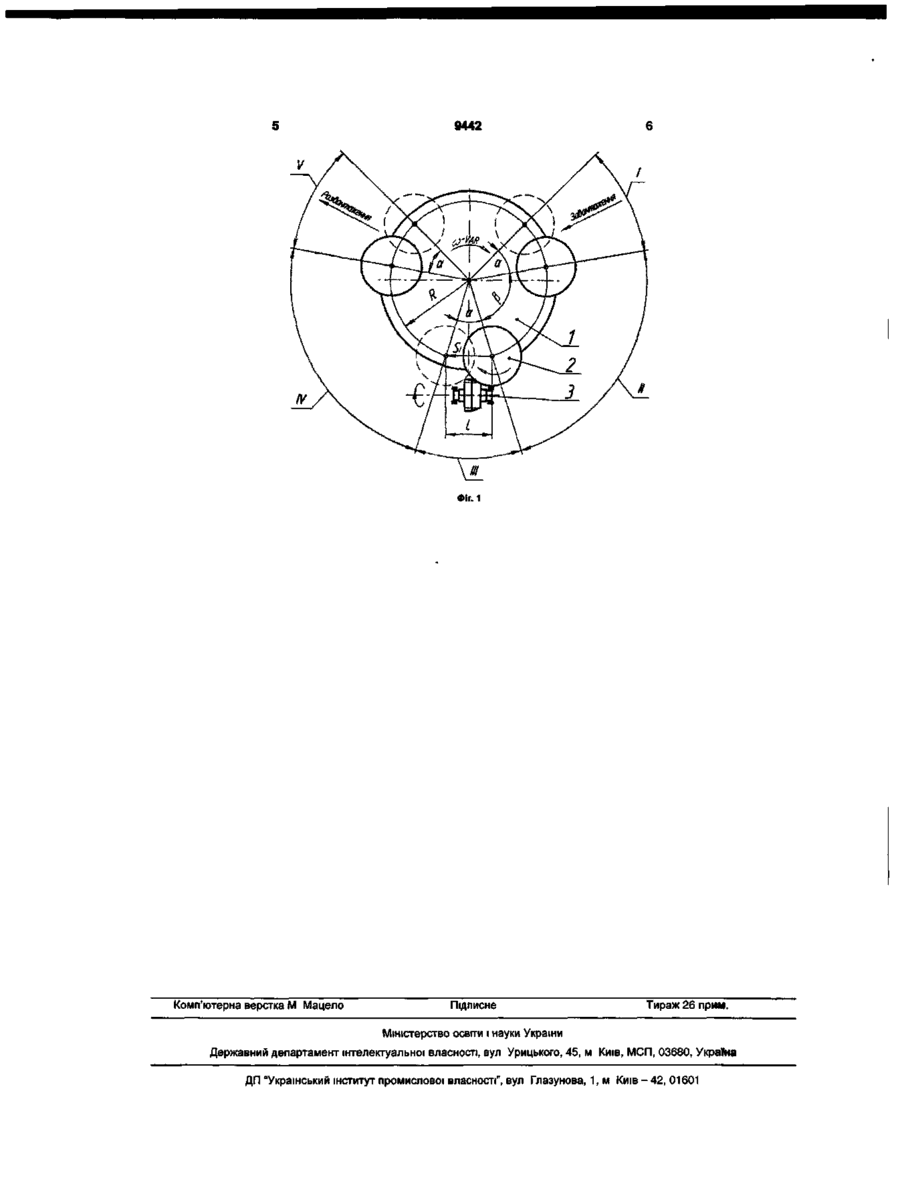
1. Спосіб тангенціального фрезерування зубів черв'ячних коліс черв'ячною фрезою з забірним конусом методом обкочування, який відрізняється тим, що операції завантаження, обробки і розвантаження принаймні трьох коліс здійснюють одночасно у трьох однакових несуміжних секторах безперервно обертового ротора, колову швидкість якого циклічно змінюють від мінімальної, яка дорівнює швидкості тангенціальної подачі під час виконання вищезазначених операцій до максимальної на 3-4 порядки більшої за мінімальну, для прискореного транспортування коліс між секторами. 2. Спосіб фрезерування зубів за п. 1, який відрізняється тим, що для можливості використання стандартної фрези і здійснення притаманної їй схеми різання оброблюване колесо перед сектором обробки, в якому розташована фреза, переводять з колової траєкторії руху на паралельну осі фрези прямолінійну ділянку, розташовану від цієї осі на міжцентровій відстані черв'ячної' передачі, для якої колесо виготовляється, а після обробки зубів оброблене колесо повертають на продовження колової траєкторії і прискорюють швидкість ротора. 3. Спосіб фрезерування зубів за п. 1, або 2, який відрізняється тим, що довжину прямолінійної ділянки траєкторії руху колеса при обробці всіх зубів за 1 прохід визначають за формулою: L = (0,11z - 7,5)m - 5 а за два проходи за формулами: перший прохід L = (0,11z - 6)m - 5 , другий прохід L = (0,11z - 4,4)m - 5 , де z - кількість зубів оброблюваного колеса; m - модуль зубів. 4. Спосіб фрезерування зубів за п. 1, або 2, який відрізняється тим, що кут секторів завантаження, обробки і розвантаження визначають за формулою: а = 2 arcsin— 2R ) де R - радіус траєкторії центра колеса, яку він описує при обертанні ротора. 1 Спосіб стосується технології обробки зубів черв'ячних коліс, а саме: тангенціального фрезерування зубів черв'ячних коліс. Відомий спосіб тангенціального фрезерування зубів черв'ячних коліс однозубою фрезою або різцем-летючкою сутність якого полягає в тому, що заготовку при виключеному верстаті встановлюють, закріплюють і обертають навколо її вісі, а фрезу (або різець) узгоджено з заготовкою обертають і одночасно перемішують з швидкістю тангенційної подачі вздовж своєї вісі відносно заготовки, а після обробки кожної западини фрезу (або різець) повертають у вихідне положення [1,с,155,2,т.2,с,495,3,с,62]. Недоліком цього способу є дуже мала продуктивність. Також відомий спосіб тангенціального фрезерування зубів черв'ячною фрезою з конусом, встановленою на про тяжному супорті. Цей спосіб відрізняється від попереднього лише тим, що фрезу разом із супортом повертають у вихідне положення після обробки всіх западин (тобто зубів). Найбільш близьким за технічним рішенням до пропонуємого способу є спосіб, сутність якого полягає в тому, що при виключеному верстаті заготовку встановлюють, закріплюють і обертають навколо її вісі, а фрезу узгоджено з заготовкою обертають і одночасно переміщують відносно неї на довжину, достатню для обробки всіх зубів після чого фрезу разом з супортом, на якому вона встановлена, повертають у вихідне положення, верстат зупиняють і готову деталь розвантажують. Недоліком цього способу є те, що допоміжні операції завантаження і розвантаження оброблюваної деталі, а також холостий рух супорта, для його пове о 9442 рнення у вихідне положення, виконуються послідовно і не перекриваються машиним часом, що знижує продуктивність. Метою цього винаходу є вирішення задачі підвищення продуктивності тангенційного фрезерування зубів черв'ячних коліс за рахунок перекриття часу на завантаження і розвантаження коліс машиним часом, а також за рахунок виключення холостих рухів фрези. Поставлена задача вирішується завдяки тому, що операції завантаження, обробки і розвантаження принаймні трьох коліс виконують одночасно у трьох однакових несуміжних секторах ротора, що безперервно обертається, колову швидкість якого циклічно змінюють від мінімальної, яка дорівнює швидкості тангенціальної подачі St, під час виконання вищезазначених операцій до максимальної, на 3-4 порядки більшої від мінімальної, для прискореного транспортування коліс між секторами. Така швидкість обертання дозволяє скоротити час транспортування деталей між секторами завантаження, обробки і розвантаження до 2-х...3-х с і узгоджена з рекомендаціями, наведеними в джерелі [4 с.36]. Пропонуємий спосіб пояснюється схемою, Фіг.1 на якій зображені ротор 1 з оброблюваними деталями 2, фреза 3 і сектори завантаження І, обробки III і розвантаження ротора V. Спосіб здійснюється слідуючим чином: заготовку колеса з умовним номером 1 завантажують у секторі 1 ротора, коли його колова швидкість мінімальна і закріплюють, після чого швидкість ротора збільшують до максимальної і в секторі II колесо прискорено транспортують по коловій траєкторії радіуса R до сектора обробки III, перед яким колесо переводять на прямолінійну ділянку траєкторії руху, паралельну осі фрези і розташовану від неї на міжцентровій відстані передачі для якої колесо обробляється, а в секторі III, після зниження швидкості до технологічної заготовку колеса №1 обробляють і в цей же час в секторі І на ротор завантажують слідуючу заготовку з умовним номером 2. Після обробки колеса №1 його переводять з прямолінійної ділянки траєкторії на продовження колової і прискорено транспортують вже два колеса №1 - в секторі IV, а №2 - в секторі П, потім в секторі V колесо №1 розвантажують, в секторі III обробляють колесо №2, а в секторі І завантажують заготовку колеса з умовним номером 3 і т.д. Таким чином, на роторі знаходиться принаймні З деталі над якими одночасно виконують три операції: завантаження, обробки і розвантаження. Кількість деталей на роторі може бути і збільшена до числа, кратного трьом. Для забезпечення синхронності виконання цих операцій кути секторів завантаження, обробки і розвантаження приймають однаковими і визначають за формулою: L а = 2 • arcsin • (1) 2R де L - шлях колеса відносно фрези в напрямку тангенціальної подачі під час обробки всіх зубів, включаючи перебіг. Цей шлях при обробці всіх зубів, наприклад, за один прохід визначають за формулою [5] L = (0,11z-7,5)m-5) (2) де z - кількість зубів оброблюваного колеса, т - модуль зубів. Переведення колеса з колової ділянки траєкторії на прямолінійну виконують для можливості використання стандартної фрези і здійснення притаманної їй схеми різання. Завантаження і розвантаження оброблюваних деталей під час руху ротора можливі завдяки тому, що під час виконання цих операцій швидкість ротора дуже мала і, наприклад, при фрезеруванні 50 зубів з модулем 3 при тангенційній подачі 1,5мм/об, заготовки складає лише 0,004хв"1. Кути секторів II, IV, а також кут між секторами I.V при розміщенні на роторі трьох деталей визначають за формулою: р = (360°-3-а)/3 > (3) Завдяки одночасному виконанню всіх операцій, відсутності холостих рухів фрези, а також завдяки тому, що час прискореного обертання ротора в секторах II,IV складає лише 0,6% від машиного часу, обробка пропонуємим способом практично буде безперервною, а продуктивність буде максимально можливою і перевищуватиме продуктивність існуючих методів обробки зубів черв'ячних коліс тангенціальною подачею. Джерела інформації: 1. Металлорежущие станки. Под ред. Н.С.Колева, Л.В.Красниченко, Н.С.Никулина, А.С.Пронина й др. М.: Машиностроение, 1980. 2. Справочник по технологии резания металлов. Под ред. д.т.н., проф. Г.Шпура и д.т.н., проф.Т.Штеферле.: М.Машиностроение, 1985. 3. В.В.Лоскутов, А.Г.Ничков Зубообрабатывающие станки.: М. Машиностроение, 1978. 4. Справочник технолога по автоматическим линиям. Под ред. А.Г.Косиловой.: М.Машиностроение, 1982. 5. Г.Г.Овумян, Я.И.Адам Справочник зубореза. М.: Машиностроение, 1983. 9442 Комп'ютерна верстка М Мацело Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул Урицького, 45, м Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул Глазунова, 1, м Київ - 4 2 , 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of machining of the teeth of worm wheels
Автори англійськоюBezuhlyi Leonid Ivanovych
Назва патенту російськоюСпособ обработки зубьев червячных колес
Автори російськоюБезуглый Леонид Иванович
МПК / Мітки
МПК: B23C 3/00
Мітки: черв'ячних, спосіб, коліс, зубців, обробки
Код посилання
<a href="https://ua.patents.su/4-9442-sposib-obrobki-zubciv-chervyachnikh-kolis.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки зубців черв’ячних коліс</a>
Спосіб обробки великомодульних циліндричних зубчастих коліс
Номер патенту: 39595
Опубліковано: 15.06.2001
Автори: Рибак Валерій Якович, Маховський Юрій Олексійович, Микищенко Олександр Анатолійович, Розенберг Олег Олександрович
МПК: B23F 9/00
Мітки: зубчастих, коліс, великомодульних, циліндричних, спосіб, обробки
Формула / Реферат:
Спосіб обробки крупномодульних циліндричних зубчастих коліс, що включає обробку заготовок по зовнішньому діаметру зубчастих коліс i зубофрезерування бокових сторін зуб’їв безперервною обкаткою черв'ячною фрезою до отримання заданих розмірів, який відрізняється тим, що обробку заготовок по зовнішньому діаметру зубчастих коліс i зубофрезерування бокових сторін зуб’їв безперервною обкаткою черв'ячною фрезою здійснюють одночасно, при цьому на...
Спосіб обробки секторів зубчастих коліс внутрішнього зачеплення
Номер патенту: 65904
Опубліковано: 15.04.2004
Автори: Равська Наталья Сергіївна, Родін Родіон Петрович, Лупкін Борис Володимирович, Мамлюк Олег Володимирович
МПК: B23F 21/00
Мітки: внутрішнього, зачеплення, секторів, спосіб, зубчастих, коліс, обробки
Формула / Реферат:
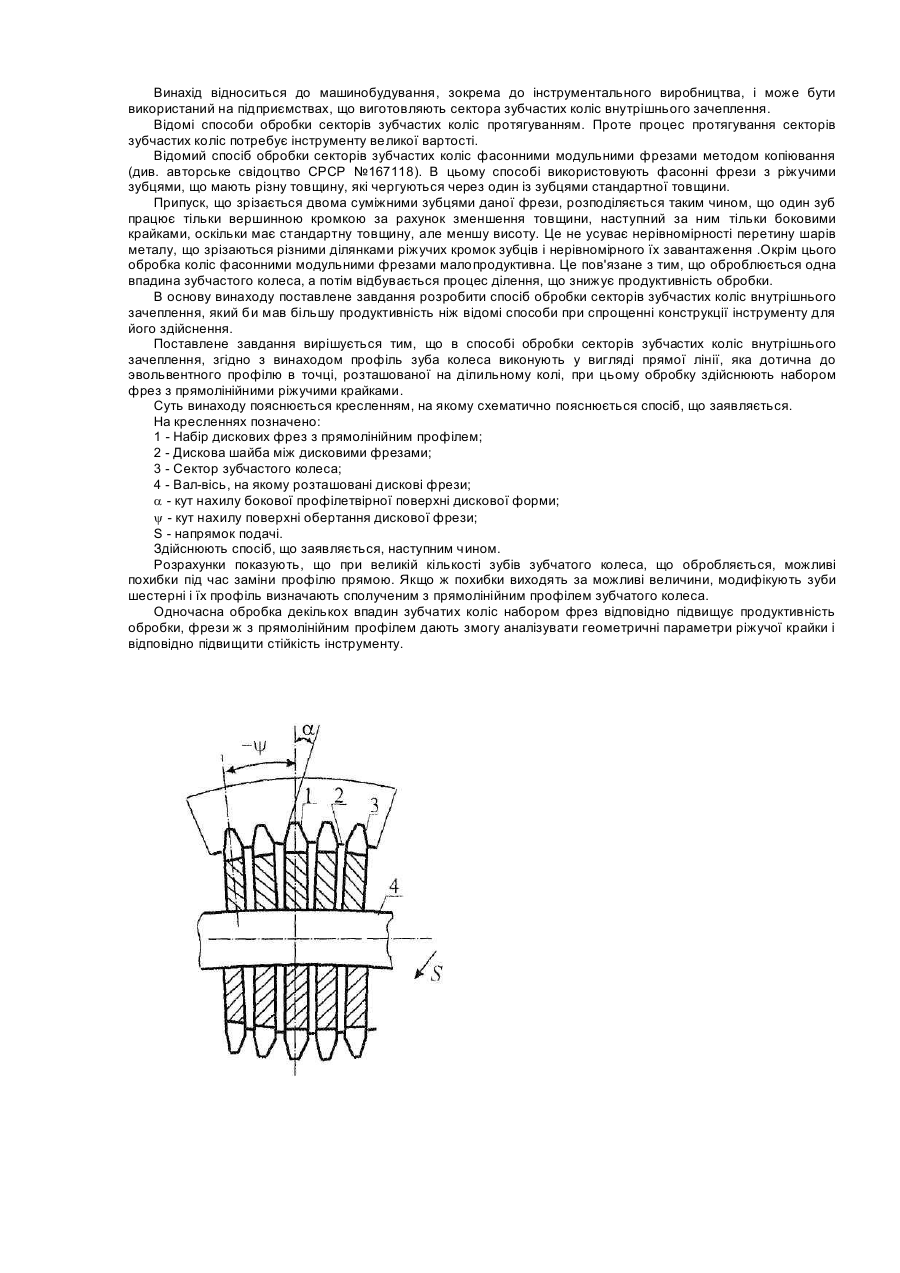
Спосіб обробки секторів зубчастих коліс внутрішнього зачеплення, що включає обробку секторів зубчатих коліс фасонними модульними фрезами, який відрізняється тим, що профіль зуба колеса виконують у вигляді прямої лінії, яка дотична до евольвентного профілю в точці, розташованій на ділильному колі, при цьому обробку здійснюють набором фрез з прямолінійними різальними крайками.
Спосіб зміцнення зубців зубчатих коліс
Номер патенту: 49194
Опубліковано: 16.09.2002
Автори: Онищук Сергій Григорович, Саункін Володимир Тимофійович, Лобунець Євген Юрійович
МПК: B23C 3/00, B24B 39/00
Мітки: зубчатих, спосіб, коліс, зміцнення, зубців
Формула / Реферат:
Спосіб зміцнення зубців зубчатих коліс, що здійснюється шляхом пластичного деформування поверхні зубців обробляючими тілами, що вільно розташовані у западинах зубців, при цьому оброблюваному зубчатому колесу і уведеному з ним у зачеплення деформуючому елементу, виконаному у вигляді шестірні зі зменшеною висотою зубців до діаметра ділильного кола, надають обертання з рівними кутовими швидкостями, але у різні сторони, який відрізняється тим, що...
Вихідний контур зубців коліс
Номер патенту: 6708
Опубліковано: 16.05.2005
Автори: Ткач Павло Миколайович, Шишов Валентин Павлович, Басов Генадій Григорович, Найш Наум Михайлович, Муховатий Олександр Анатолійович
МПК: F16H 19/00
Мітки: контур, вихідній, коліс, зубців
Формула / Реферат:
Вихідний контур зубців коліс з профілем, що містить прямолінійні й криволінійні ділянки ніжки й головки зуба, який відрізняється тим, що прямолінійна і опукла криволінійна профільні ділянки сполучаються на ділильній прямій.
Спосіб обробки внутрішніх зубців зовнішнього зубчастого колеса позацентроїдного внутрішнього цівкового зачеплення
Номер патенту: 55734
Опубліковано: 15.04.2003
Автори: Підгаєцький Михайло Матвійович, Валявський Андрій Олександрович, Скібінський Олександр Іванович
МПК: B23F 15/00
Мітки: зубців, спосіб, зачеплення, обробки, зубчастого, внутрішнього, колеса, зовнішнього, позацентроїдного, цівкового, внутрішніх
Формула / Реферат:
1. Спосіб обробки внутрішніх зубців зовнішнього зубчастого колеса позацентроїдного внутрішнього цівкового зачеплення, який створює верстатне зачеплення і повторює роботу передачі, в якій внутрішнє колесо є однолезовим інструментом, а зовнішнє - деталлю, і кожне з яких обертається навколо власних осей, який відрізняється тим, що однолезовий інструмент на кожному наступному проході змінює радіус власної центроїди від мінімального значення, при...
Попередній патент: Ігровий майданчик
Наступний патент: Настільна пізнавальна гра “україна”
Випадковий патент: Прилад для аналізу біохімічних середовищ