Пристрій для охолоджування металевої штаби
Формула / Реферат
1. Пристрій (1) для охолоджування металевої штаби (2) між двома прокатними клітями (3), в якому штаба (2) прямує по виконаному плоским передавальному елементу (4), під яким розташований розпилювальний елемент (5), що направляє охолоджуюче середовище (7) через щонайменше один отвір (6) в передавальному елементі (4) на нижню сторону (8) штаби (2), який відрізняється тим, що в передавальному елементі (4) виконані щонайменше два розташовані поруч один з одним в напрямі (Q) упоперек напряму (F) транспортування штаби (2) отвори (6), які мають довгасту форму з подовжньою віссю (9), орієнтованою під кутом (α) до напряму (F) транспортування штаби, при цьому щонайменше два отвори (6) розташовані паралельно поруч один з одним в напрямі (Q) упоперек напряму (F) транспортування і тягнуться в напрямі (F) транспортування в тому ж діапазоні протяжності.
2. Пристрій за п. 1, який відрізняється тим, що кут (α ) становить 10°÷50°.
3. Пристрій за п. 2, який відрізняється тим, що кут (α ) становить 20°÷40°.
4. Пристрій за будь-яким із пп. 1-3, який відрізняється тим, що в передавальному елементі (4) виконана множина отворів (6), розташованих поруч один з одним.
5. Пристрій за будь-яким із пп. 1-4, який відрізняється тим, що отвори (6) в передавальному елементі (4) мають довжину (L), що становить їх подвійну, переважно щонайменше потрійну ширину (В).
6. Пристрій за будь-яким із пп. 1-5, який відрізняється тим, що вздовж подовжньої осі (9) отворів (6) в розпилювальному елементі (5) розташовані декілька розпилювальних сопел (10).
7. Пристрій за будь-яким із пп. 1-6, який відрізняється тим, що в напрямі (Q) упоперек напряму (F) транспортування штаби (2) має місце перекриття (b) поперечної протяжності отворів (6).
8. Пристрій за п. 7, який відрізняється тим, що отвори (6) мають таку поперечну протяжність, що передній в напрямі (F) транспортування кінець (11) отвору (6') при розгляді в напрямі (Q) упоперек напряму (F) транспортування штаби (2) виступає за задній (12) в напрямі транспортування (F) кінець (12) сусіднього отвору (6'') у бік останнього.
9. Пристрій за будь-яким із пп. 1-8, який відрізняється тим, що передавальний елемент (4) виконаний у вигляді передавального стола.
10. Пристрій за будь-яким з пп. 1-9, який відрізняється тим, що розпилювальний елемент (5) виконаний у вигляді розпилювального бруса.
Текст
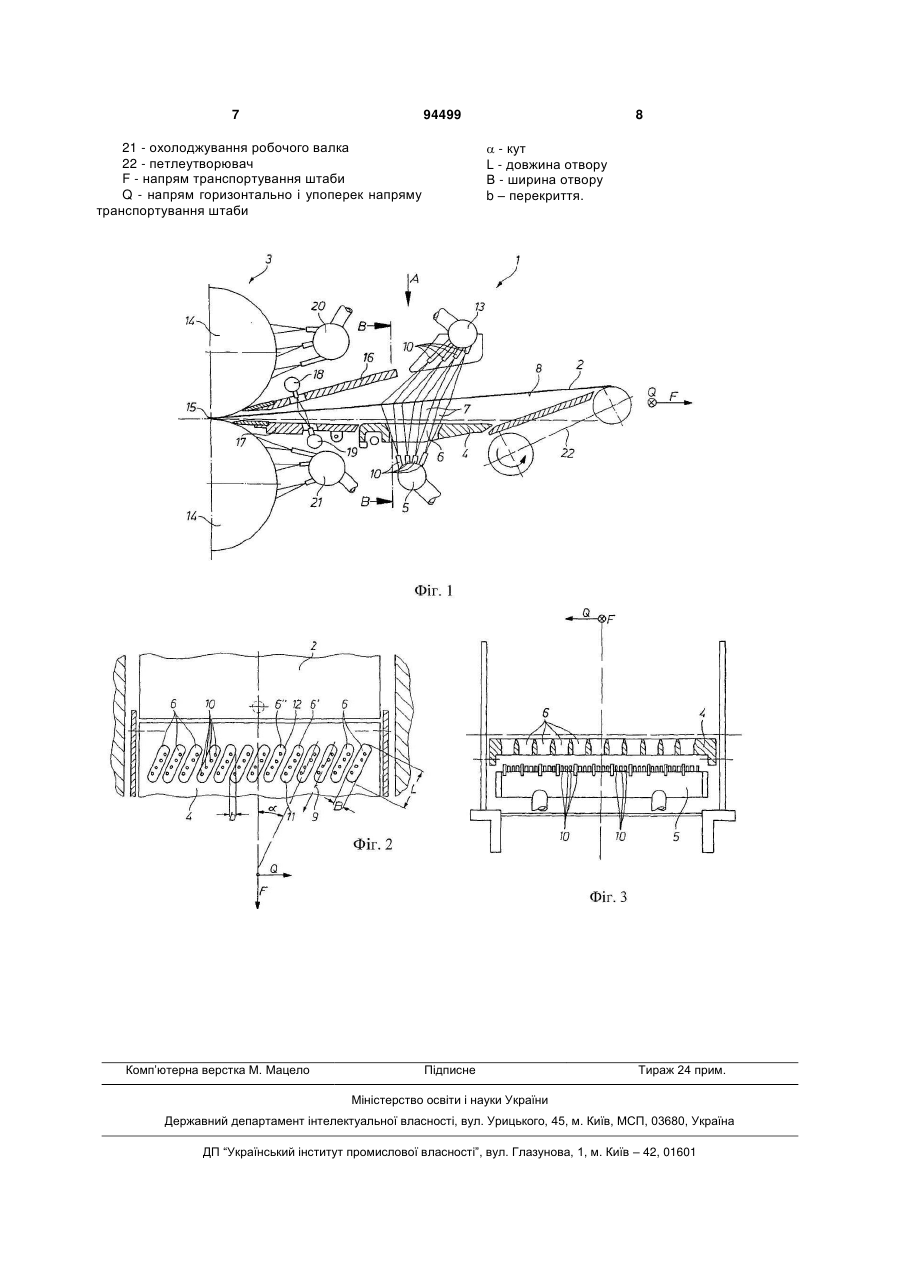
1. Пристрій (1) для охолоджування металевої штаби (2) між двома прокатними клітями (3), в якому штаба (2) прямує по виконаному плоским передавальному елементу (4), під яким розташований розпилювальний елемент (5), що направляє охолоджуюче середовище (7) через щонайменше один отвір (6) в передавальному елементі (4) на нижню сторону (8) штаби (2), який відрізняється тим, що в передавальному елементі (4) виконані щонайменше два розташовані поруч один з одним в напрямі (Q) упоперек напряму (F) транспортування штаби (2) отвори (6), які мають довгасту форму з подовжньою віссю (9), орієнтованою під кутом (α) до напряму (F) транспортування штаби, при цьому щонайменше два отвори (6) розташовані паралельно поруч один з одним в напрямі (Q) упоперек напряму (F) транспортування і тягнуться в напрямі (F) транспортування в тому ж діапазоні протяжності. C2 2 (19) 1 3 По-друге, за допомогою міжклітьового охолоджування встановлюється температура штаби в рамках ведення технологічного процесу, щоб за рахунок обробки штаби необхідною для цього кількістю води встановити певні властивості матеріалу. Цей режим стосується всіх клітей. У зв'язку з цим важливо, щоб водою оброблялася якомога більша поверхня. Звичайні необхідні кількості води коливаються при міжклітьовому 3 охолоджуванні між 80 і 280 м /год. при двосторонній обробці штаби водою. При цьому тиск води становить 1-10 бар. Щоб при однаковій довжині тракту охолоджування між двома клітями забезпечити підвищену охолоджуючу дію у прокатній кліті, в ЕР 0998993 В1 передбачена комбінація міжклітьового охолоджування з додатковим охолоджуванням валків у вихідній зоні міжвалкового зазору з використанням направленого потоку води під тиском вздовж периферійної зони бочки кожного робочого валка. При міжклітьовому охолоджуванні і охолоджуванні валків використовується безконтактна герметизація поверхні прокату або бочки. У DE 3704599 А1 описаний спосіб охолоджування гарячої рухомої катаної штаби по горизонтальному транспортному шляху, причому зверху і знизу на катану штабу наноситься рідкий охолоджуючий засіб у вигляді ламінарних водяних завіс. Для підтримки витрати охолоджуючої води на низькому рівні в цій публікації передбачено, що водяні завіси по ширині і товщині можуть регулюватися безступінчасто і незалежно одна від одної. З ЕР 1399277 В1 відомий спосіб охолоджування і змащування валків прокатної кліті, при якому з метою рентабельності в залежності від крайових умов і вимог або тільки наноситься мастильний засіб, або тільки активується водяне охолоджування. З ЕР 1624078 А1 відомий пристрій для охолоджування штаби, що містить, розташовані поперечні ряди відносно напряму подачі штаби і під нею сопла для штаби охолоджуючої рідини, що розпилюється на нижню сторону. Для створення сприятливих умов охолоджування в цій публікації передбачено, що сопла, виконані у вигляді плоскоструминних сопел, утворюють в кожному поперечному ряду одну загальну середню струминну поверхню і, що в зоні розпилення сопел з боків до штаби примикають бортики. У WO 2005/115651 А1 розкриті спосіб і пристрій для охолоджування валків і змащування прокату з використанням охолоджуючого середовища і основного мастила. Для досягнення поліпшеного змащування в міжвалковому зазорі охолоджуюче середовище наноситься на валки окремо від основного мастила, а на прокат по всій його ширині наноситься виключно основне мастило без води як середовище-носій в кількості, дуже малій по відношенню до звичайної кількості. В ЕР 1527829 А1 і JP 2002239623 А описані рішення, в яких охолоджуючі пристрої містять передавальний елемент, в якому виконані отвори, що забезпечують доступ охолоджуючої рідини до штаби, що охолоджується. 94499 4 При міжклітьовому охолоджуванні виникає та проблема, що як при мінімальному, так і при максимальному тиску на штабі, що охолоджується, повинно досягатися розпилювання охолоджуючої рідини, що забезпечує достатнє перекриття, щоб уникати утворення смуг на поверхні штаби. При цьому особлива увага приділяється створеному нижньою сопловою балкою розпилюванню, тобто при зрошуванні штаби за допомогою соплової балки з її нижньої сторони. Нижня соплова балка знаходиться під передавальним столом, по якому рухається штаба, що охолоджується. Задача передавального стола полягає, зокрема, в тому, щоб направляти смугу між вихідною напрямною і петлеутворювачем. Вода, що розпилюється нижньою сопловою балкою, повинна прямувати передавальним столом. Це означає, що передавальний стіл повинен бути забезпечений крізними отворами для охолоджуючого середовища. При цьому виявилося, що виконання отворів неспецифічної форми не може привести до задовільного результату. Без специфічного виконання отворів не можна реалізувати оптимальне розпилювання. Крім того, у випадку отворів неспецифічної форми може статися недопустиме ослаблення передавального стола. В основі винаходу лежить задача удосконалення міжклітьового охолоджування описаного вище роду так, щоб стало можливим краще охолоджування за рахунок створення поліпшеного розпилювання, зокрема на нижній стороні штаби, причому по ширині і довжині штаби повинно досягатися більш однорідне охолоджування. Ця задача вирішується, згідно з винаходом, за рахунок того, що в передавальному елементі виконані щонайменше два розташовані поруч один з одним в напрямі упоперек напряму транспортування штаби отвору, які при вигляді зверху на передавальний елемент мають довгасту форму, причому подовжня вісь отвору орієнтована під кутом до напряму транспортування штаби, і щонайменше два отвори, розташованих паралельно поруч один з одним в напрямі упоперек напряму транспортування штаби, тягнуться в напрямі транспортування по тому ж діапазону протяжності. При цьому кут становить переважно 10°-50°, особливо переважно 20°-40°. У передавальному елементі виконується щонайменше множина отворів, що розташовуються поруч один з одним. Отвори в передавальному елементі мають переважно довжину, що складає їх подвійну, переважно щонайменше потрійну ширину. Вздовж подовжньої осі отворів в розпилювальному елементі можуть бути розташовані декілька розпилювальних сопел. У напрямі упоперек напряму транспортування штаби має місце переважне перекриття поперечної протяжності отворів. Цим досягається оптимальне розпилювання охолоджуючого середовища. Отвори мають таку поперечну протяжність, що передній в напрямі транспортування кінець отвору при розгляді в напрямі упоперек напряму транспортування штаби виступає за задній в напрямі тра 5 нспортування кінець сусіднього отвору у бік останнього. Передавальний елемент являє собою переважно відомий як такий передавальний стіл, а розпилювальний елемент виконаний переважно у вигляді розпилювальної балки. Завдяки виконанню, згідно з винаходом, пристрою для охолоджування металевої штаби переважним чином досягається те, що виконаний у вигляді міжклітьового охолоджування охолоджуючий пристрій забезпечує велику довжину обробки штаби охолоджуючим середовищем. Крім того, гарантоване достатнє перекриття в напрямі упоперек напряму транспортування або прокатки штаби як при низькому, так і при високому тиску. Приклад здійснення винаходу зображений на кресленні, на якому представляють: - фіг. 1: вигляд збоку пристрою для охолоджування металевої штаби, розташованого між двома прокатними клітями; - фіг. 2: вигляд «А» за фіг. 1, тобто вигляд зверху на передавальний стіл пристрою без розташованого над смугою розпилювального бруса; - фіг. 3: розріз В-В за фіг. 1. На фіг. 1 зображений пристрій 1 для охолоджування металевої штаби 2, виконаний у вигляді міжклітьового охолоджування. Він розташований між двома прокатними клітями, причому на фіг. 1 позначена тільки одна з прокатних клітей 3. Штаба 2 в напрямі прокатки або напрямі F транспортування прямує по передавальному столу 4 (передавальний елемент), як це саме по собі відоме. Для охолоджування гарячекатаної штаби 2 над і під передавальним столом 4 знаходяться верхня 13 і нижня 5 розпилювальні балки. Верхня розпилювальна балка 13 зрошує верхню сторону штаби; відповідно нижня розпилювальна балка 5 зрошує нижню сторону 8 штаби 2. Балки 5, 13 містять відповідно множину розпилювальних сопел 10, що наносять охолоджуюче середовище 7 (воду). Передбачені різні додаткові елементи, які самі по собі відомі: Валки 14 утворюють міжвалковий зазор 15, через який проходить штаба 2. За валками 14 знаходяться скребачки 16, 17. Через отвори в цих напрямних 16, 17 на поверхню штаби розпилюється вода з верхньої 18 і нижньої 19 розпилювальних балок. Для охолоджування валків 14 передбачені охолоджуючі пристрої 20, 21. За передавальним столом 5 знаходиться петлеутворювач 22. Вода з нижньої розпилювальної балки 5 розпилюється на штабу 2 через отвори 6 в передавальному столі 4. При цьому істотно те, що в передавальному столі 4 в напрямі Q упоперек напряму F транспортування штаби 2 поруч один з одним виконані щонайменше два отвори 6, які у вигляді зверху на передавальний стіл 4 мають довгасту форму, причому подовжня вісь 9 отвору 6 орієнтована під кутом а до напряму F транспортування штаби. У даному прикладі цей кут складає близько 30°. 94499 6 Це виконання більш детально зображене на фіг. 2. Видні декілька отворів, розташовані поруч один з одним 6, що мають довгасту форму. Подовжня вісь 9 отворів 6 проходить паралельно площини поверхні передавального стола 4 або площини штаби 2. Довжина L отворів 6 помітно більше ширини В; довжина L повинна складати щонайменше подвійну, переважно щонайменше потрійну ширину В. Далі видно, що окремі отвори 6 перекриваються в напрямі Q упоперек напряму F транспортування. Перекриття b позначене для двох сусідніх отворів 6. Це видно також на прикладі двох отворів 6' і 6'', які розташовані поруч один з одним і мають передні 11 і задні 12 кінці. Якщо спроектувати на передній кінець 11 отвору 6' кінець отвору в напрямі Q, то вийде, що він знаходиться вже за поперечною протяжністю сусіднього отвору 6" і лежить в його кінцевій зоні 12. Це означає, що досягається повне поперечне перекриття зрошування штаби 2 охолоджуючим середовищем. Далі на фіг. 2 видно, що вздовж подовжньої осі 9 отворів 6 один за одним розташовані декілька розпилювальних сопел 10, так що вздовж подовжньої протяжності отворів гарантована безперервна течія охолоджуючого середовища. На фіг. 3 видно, що нижня розпилювальна балка 5 (те ж стосується і верхньої розпилювальної балки 13) має множину розпилювальних сопел 10, що зрошують смугу 2 охолоджуючим середовищем. Описане розташування або описана орієнтація отворів, тобто крізних щілин для охолоджуючої води, забезпечує достатню стабільність направляючого стола 4, тобто не відбувається його істотного механічного ослаблення. У поєднанні з відповідним розташуванням сопел 10 на розпилювальній балці 5 можна, тим самим, досягнути оптимального розпилювання в будь-яких типових експлуатаційних умовах. Перелік посилальних позицій 1 - пристрій для охолоджування 2 - металева штаба 3 - прокатна кліть 4 - передавальний елемент (передавальний стіл) 5 - розпилювальний елемент (розпилювальна балка) 6 - отвір 6' - отвір 6" - отвір 7 - охолоджуюче середовище 8 - нижня сторона 9 - подовжня вісь 10 - розпилювальне сопло 11 - передній кінець отвору 12 - задній кінець отвору 13 - розпилювальний брус 14 - валок 15 - міжвалковий зазор 16 - вихідна напрямна 17 - вихідна напрямна 18 - розпилювальна балка 19 - розпилювальна балка 20 - охолоджування робочого валка 7 94499 - кут L - довжина отвору В - ширина отвору b – перекриття. 21 - охолоджування робочого валка 22 - петлеутворювач F - напрям транспортування штаби Q - напрям горизонтально і упоперек напряму транспортування штаби Комп’ютерна верстка М. Мацело 8 Підписне Тираж 24 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for cooling metal strip
Автори англійськоюArmenat, Juergen, Fischer, Stephan
Назва патенту російськоюУстройство для охлаждения металлической полосы
Автори російськоюАрменат Юрген, Фишер Штефан
МПК / Мітки
МПК: B21B 45/02
Мітки: штаби, охолоджування, металевої, пристрій
Код посилання
<a href="https://ua.patents.su/4-94499-pristrijj-dlya-okholodzhuvannya-metalevo-shtabi.html" target="_blank" rel="follow" title="База патентів України">Пристрій для охолоджування металевої штаби</a>
Пристрій для вимірювання натягнення металевої штаби
Номер патенту: 94068
Опубліковано: 11.04.2011
Автори: Ніхюс Хайнц, Тушхофф Маттіас, Кіппінг Маттіас, Ебенбек Мартіна
МПК: B21B 38/00
Мітки: вимірювання, натягнення, пристрій, штаби, металевої
Формула / Реферат:
1. Пристрій (1) для вимірювання натягнення металевої штаби, зокрема стальної штаби, який містить плоский стіл (2), виконаний з можливістю проходження штаби по ньому, і на одному кінці (3) якого розташована множина вимірювальних елементів (4), придатних для вимірювання натягнення штаби, при цьому передбачені охолоджуючі елементи (5), розташовані під столом (2), і за допомогою яких охолоджуюча рідина, зокрема вода, підводитися в ділянку...
Пристрій для вимірювання ширини і/або положення металевої штаби або сляба
Номер патенту: 94102
Опубліковано: 11.04.2011
Автори: Кіппінг Маттіас, Йєпсен Олаф Норман, Франц Рольф, Тушхофф Маттіас
МПК: G01B 5/04, B21B 38/00, G01B 11/04, B21B 37/22
Мітки: ширини, сляба, металевої, пристрій, штаби, положення, вимірювання
Формула / Реферат:
1. Пристрій (1) для вимірювання ширини (В) і/або положення металевої штаби (2) або сляба, який містить щонайменше дві вимірювальні системи (3, 4), кожна з яких розташована з одного боку (5, 6) металевої штаби (1) або сляба та містить датчик (7) для реєстрації бічної кромки (8, 9) металевої штаби (2) або сляба, при цьому датчик (7) розташований на рухомому елементі (10), встановленому з можливістю поступального переміщення в напрямку (Q)...
Спосіб і пристрій для виробництва металевої штаби
Номер патенту: 90295
Опубліковано: 26.04.2010
Автор: Денкер Вольфганг
МПК: B21B 37/48, B21B 38/00
Мітки: штаби, спосіб, виробництва, металевої, пристрій
Формула / Реферат:
1. Спосіб виробництва металевої штаби (1), при якому металева штаба (1) проводиться по декількох роликах (2, 3, 4, 5) під таким натягненням (S) штаби і рухається в такому напрямку (F) подачі, що вона є по суті гладкою щонайменше між двома роликами (2, 3), причому діючі внутрішні напруження розтягнення в металевій штабі (1) стають оптично видимими, після чого визначають внутрішні напруження розтягнення або різниці внутрішніх напружень...
Спосіб та пристрій для видалення окалини з металевої штаби
Номер патенту: 89810
Опубліковано: 10.03.2010
Автори: Фромманн Клаус, Сєнокосов Євгєній Стєпановіч, Цербе Рюдігер, Беренс Хольгер, Сєнокосов Андрєй Євгєньєвіч, Кречмер Маттіас, Брісбергер Рольф
МПК: B21B 45/04, C21D 1/82, B08B 7/00
Мітки: металевої, окалини, спосіб, штаби, пристрій, видалення
Формула / Реферат:
1. Спосіб видалення окалини з металевої штаби (1), при якому металеву штабу (1) в напрямку (R) транспортування пропускають через щонайменше один пристрій (2, 3) плазмового видалення окалини, в якому здійснюють видалення окалини за допомогою плазми, при цьому металеву штабу (1) після плазмового видалення окалини щонайменше в одному пристрої (2, 3) плазмового видалення окалини піддають контрольованому охолоджуванню в пристрої (4, 5)...
Пристрій для виготовлення металевої штаби за допомогою безперервного лиття
Номер патенту: 92796
Опубліковано: 10.12.2010
Автори: Мерц Юрген, Кіппінг Маттіас, Зайдель Юрген, Зудау Петер
МПК: B22D 11/12, B23C 5/00, B23Q 11/10
Мітки: виготовлення, металевої, допомогою, безперервного, штаби, лиття, пристрій
Формула / Реферат:
1. Пристрій для виготовлення металевої штаби (1) за допомогою безперервного лиття, який містить розливну машину (2), в якій відливається плоска заготовка (3), при цьому в напрямку (F) транспортування заготовки (3) після розливної машини (2) розташований щонайменше один фрезерний верстат (4), в якому фрезерується щонайменше одна поверхня плоскої заготовки (3), переважно дві протилежні поверхні, при цьому на фрезерному верстаті (4) або в ньому...
Попередній патент: Спосіб підвищення зчеплення в зоні контакту колеса з рейкою
Наступний патент: Спосіб контролю фазової швидкості ультразвукових коливань
Випадковий патент: Спосіб діагностики дискінезії жовчовивідних шляхів у дітей з цукровим діабетом