Шліфувальна бабка
Номер патенту: 94813
Опубліковано: 10.06.2011
Автори: Габітов Валерій Валерійович, Матюха Петро Григорович, Благодарний Антон Олегович, Войтов Михайло Сергійович
Формула / Реферат
Шліфувальна бабка, яка містить розташовані на столі корпус, закріплену в ньому шліфувальну головку з шліфувальним кругом, електродвигун, шків якого з'єднаний зі шківом шліфувальної головки за допомогою паса, яка відрізняється тим, що шліфувальна головка встановлена з можливістю переміщення відносно столу в горизонтальній площині, на корпусі закріплений навантажувальний пристрій, наприклад вантаж, який забезпечує можливість притискання робочої поверхні шліфувального круга до оброблюваної поверхні з постійною силою, крім того, осі, які проходить через центри шківів електродвигуна та шліфувальної головки, знаходяться в одній вертикальній площині.
Текст
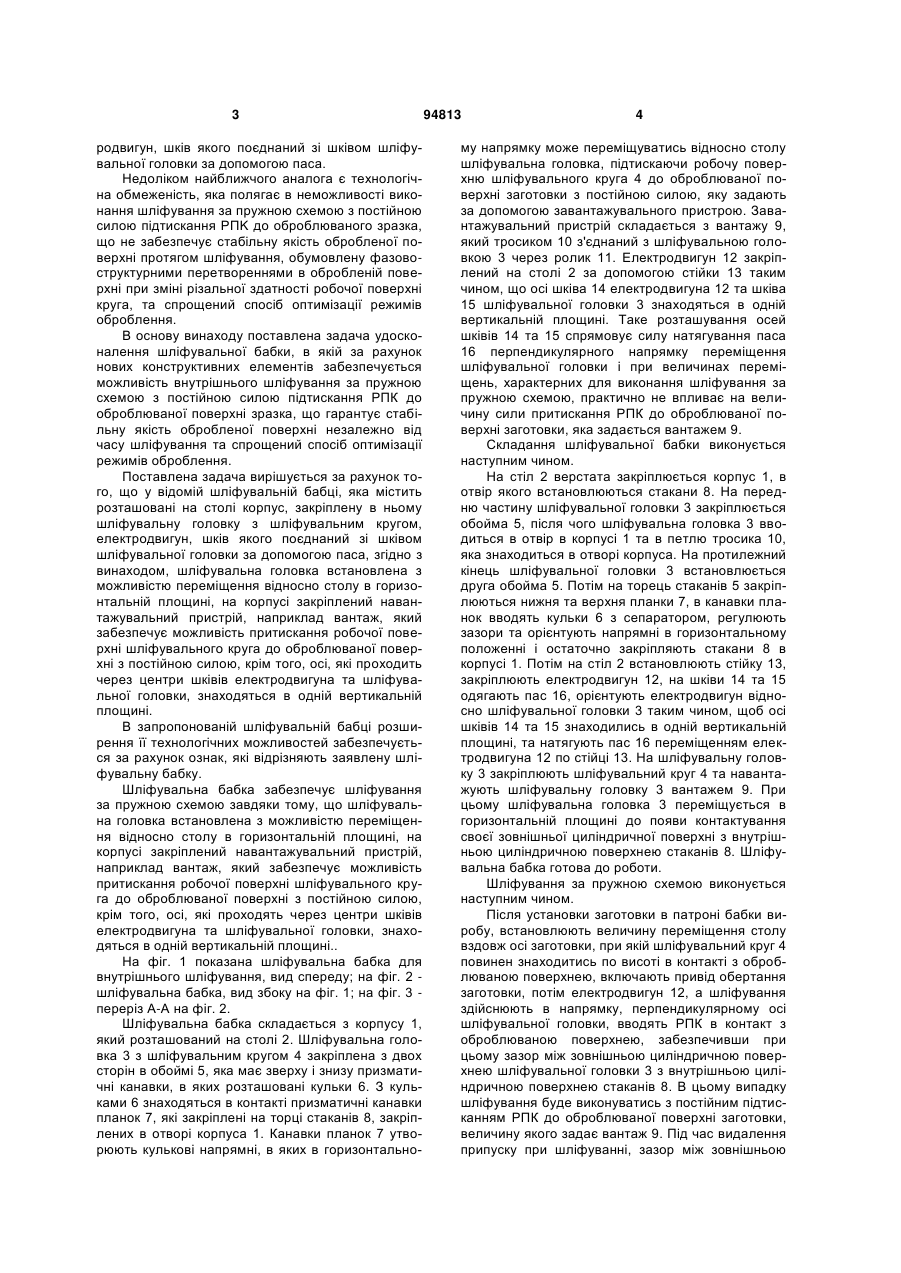
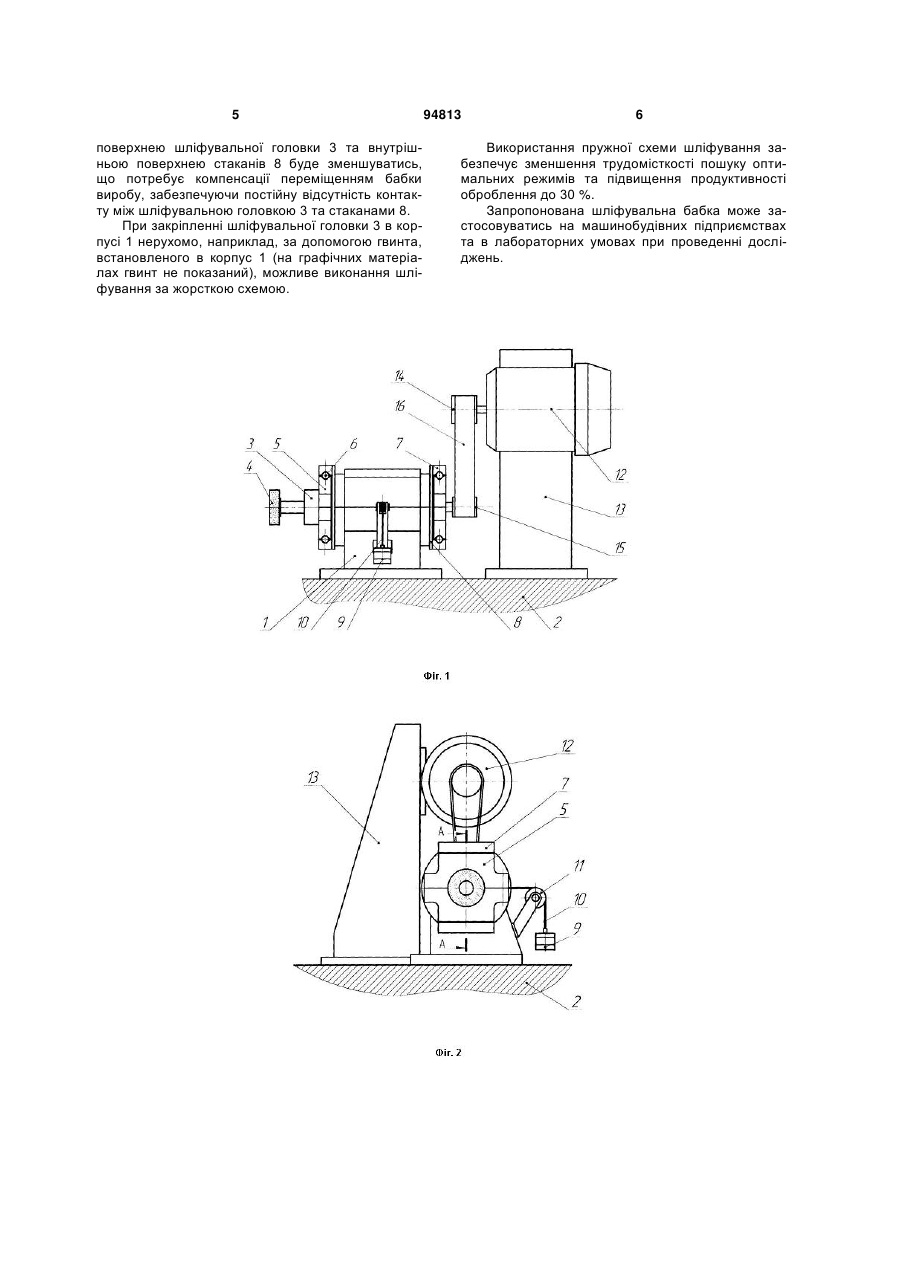
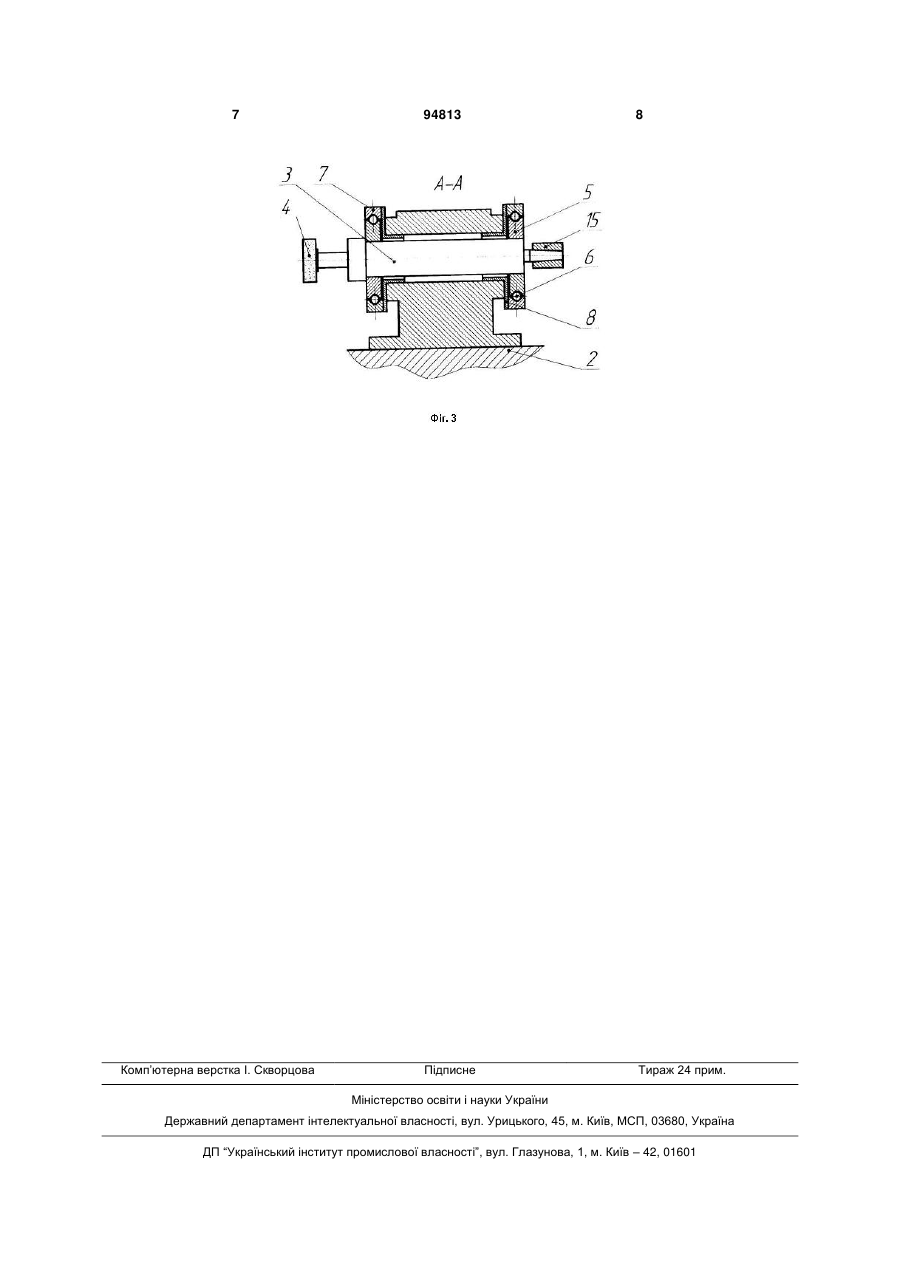
Шліфувальна бабка, яка містить розташовані на столі корпус, закріплену в ньому шліфувальну головку з шліфувальним кругом, електродвигун, шків якого з'єднаний зі шківом шліфувальної головки за допомогою паса, яка відрізняється тим, що шліфувальна головка встановлена з можливістю переміщення відносно столу в горизонтальній площині, на корпусі закріплений навантажувальний пристрій, наприклад вантаж, який забезпечує можливість притискання робочої поверхні шліфувального круга до оброблюваної поверхні з постійною силою, крім того, осі, які проходять через центри шківів електродвигуна та шліфувальної головки, знаходяться в одній вертикальній площині. Винахід належить до галузі механічної обробки, а саме до внутрішнього шліфування з постійною силою притискання робочої поверхні круга (РПК) до оброблюваної поверхні, яка реалізується пружною схемою шліфування. Відомий пристрій для круглого зовнішнього шліфування з постійним радіальним притисканням зразка до РПК [Корчак С.H. Производительность процесса шлифования стальных деталей. М.: Машиностроение, 1974, 280 с. - Рис. 81, стр. 195]. Пристрій складається з нижньої плити, закріпленої нерухомо на столі круглошліфувального верстата. Верхня плита переміщується в напрямку поверхні шліфувального круга на кульках, розташованих в напрямних нижньої та верхньої плит, які утворюють "ластівчин хвіст". На верхній плиті з боку шліфувального круга в нерухомих центрах встановлена оправка з оброблюваним зразком. Обертальний рух зразка через пасову передачу надається від електродвигуна, встановленого на спеціальній плиті і оснащеного механізмом безступінчастого регулювання обертів. Верхня плита з усіма розташованими на ній пристроями переміщується в напрямку робочої поверхні круга під дією вантажу, який підвішений на пластинчатому ланцюгу. Під дією цього вантажу зразок, який шліфується, притискається до РПК, забезпечуючи відсутність фазово-структурних перетворень в поверхневому шарі внаслідок погіршення різальної здатності РПК протягом оброблення. Недоліком конструкції є технологічна обмеженість пристрою круглим зовнішнім шліфуванням. Найбільш близьким аналогом шліфувальної бабки, що заявляється, є шліфувальна бабка внутрішньошліфувального верстата [Внутришлифовальные станки моделей 3А227, 3А227В, 3А227П. Руководство по эксплуатации. Центральное бюро технической информации. Саратов, 1967, 44 с. (Рис. 7, стр. 16)]. Шліфувальна бабка складається з закріплених на столі корпуса з шліфувальною головкою, електродвигуна, шків якого поєднаний зі шківом шліфувальної головки за допомогою паса. Під час шліфування стіл виконує зворотнопоступальні рухи, поперечна подача забезпечується переміщенням бабки виробу. Спільними ознаками найближчого аналога та запропонованої шліфувальної бабки є закріплені па столі корпус з шліфувальною головкою, елект (19) UA (11) 94813 (13) (21) a200911847 (22) 19.11.2009 (24) 10.06.2011 (46) 10.06.2011, Бюл.№ 11, 2011 р. (72) МАТЮХА ПЕТРО ГРИГОРОВИЧ, ГАБІТОВ ВАЛЕРІЙ ВАЛЕРІЙОВИЧ, ВОЙТОВ МИХАЙЛО СЕРГІЙОВИЧ, БЛАГОДАРНИЙ АНТОН ОЛЕГОВИЧ (73) ДОНЕЦЬКИЙ НАЦІОНАЛЬНИЙ ТЕХНІЧНИЙ УНІВЕРСИТЕТ (56) SU 701780 A; 05.12.1979 SU 1038205 A; 30.08.1983 SU 1509232 A1; 23.09.1989 US 4094102 A; 12.06.1978 RU 24138 U1; 27.07.2002 RU 57184 U1; 10.10.2006 SU 1323348 A1; 15.07.1987 US 449059 A; 24.03.1891 US 772222 A; 11.10.1904 US 2558943 A; 03.07.1951 US 3081581 A; 19.03.1963 C2 1 3 родвигун, шків якого поєднаний зі шківом шліфувальної головки за допомогою паса. Недоліком найближчого аналога є технологічна обмеженість, яка полягає в неможливості виконання шліфування за пружною схемою з постійною силою підтискання PПK до оброблюваного зразка, що не забезпечує стабільну якість обробленої поверхні протягом шліфування, обумовлену фазовоструктурними перетвореннями в обробленій поверхні при зміні різальної здатності робочої поверхні круга, та спрощений спосіб оптимізації режимів оброблення. В основу винаходу поставлена задача удосконалення шліфувальної бабки, в якій за рахунок нових конструктивних елементів забезпечується можливість внутрішнього шліфування за пружною схемою з постійною силою підтискання РПК до оброблюваної поверхні зразка, що гарантує стабільну якість обробленої поверхні незалежно від часу шліфування та спрощений спосіб оптимізації режимів оброблення. Поставлена задача вирішується за рахунок того, що у відомій шліфувальній бабці, яка містить розташовані на столі корпус, закріплену в ньому шліфувальну головку з шліфувальним кругом, електродвигун, шків якого поєднаний зі шківом шліфувальної головки за допомогою паса, згідно з винаходом, шліфувальна головка встановлена з можливістю переміщення відносно столу в горизонтальній площині, на корпусі закріплений навантажувальний пристрій, наприклад вантаж, який забезпечує можливість притискання робочої поверхні шліфувального круга до оброблюваної поверхні з постійною силою, крім того, осі, які проходить через центри шківів електродвигуна та шліфувальної головки, знаходяться в одній вертикальній площині. В запропонованій шліфувальній бабці розширення її технологічних можливостей забезпечується за рахунок ознак, які відрізняють заявлену шліфувальну бабку. Шліфувальна бабка забезпечує шліфування за пружною схемою завдяки тому, що шліфувальна головка встановлена з можливістю переміщення відносно столу в горизонтальній площині, на корпусі закріплений навантажувальний пристрій, наприклад вантаж, який забезпечує можливість притискання робочої поверхні шліфувального круга до оброблюваної поверхні з постійною силою, крім того, осі, які проходять через центри шківів електродвигуна та шліфувальної головки, знаходяться в одній вертикальній площині.. На фіг. 1 показана шліфувальна бабка для внутрішнього шліфування, вид спереду; на фіг. 2 шліфувальна бабка, вид збоку на фіг. 1; на фіг. 3 переріз А-А на фіг. 2. Шліфувальна бабка складається з корпусу 1, який розташований на столі 2. Шліфувальна головка 3 з шліфувальним кругом 4 закріплена з двох сторін в обоймі 5, яка має зверху і знизу призматичні канавки, в яких розташовані кульки 6. З кульками 6 знаходяться в контакті призматичні канавки планок 7, які закріплені на торці стаканів 8, закріплених в отворі корпуса 1. Канавки планок 7 утворюють кулькові напрямні, в яких в горизонтально 94813 4 му напрямку може переміщуватись відносно столу шліфувальна головка, підтискаючи робочу поверхню шліфувального круга 4 до оброблюваної поверхні заготовки з постійною силою, яку задають за допомогою завантажувального пристрою. Завантажувальний пристрій складається з вантажу 9, який тросиком 10 з'єднаний з шліфувальною головкою 3 через ролик 11. Електродвигун 12 закріплений на столі 2 за допомогою стійки 13 таким чином, що осі шківа 14 електродвигуна 12 та шківа 15 шліфувальної головки 3 знаходяться в одній вертикальній площині. Таке розташування осей шківів 14 та 15 спрямовує силу натягування паса 16 перпендикулярного напрямку переміщення шліфувальної головки і при величинах переміщень, характерних для виконання шліфування за пружною схемою, практично не впливає на величину сили притискання РПК до оброблюваної поверхні заготовки, яка задається вантажем 9. Складання шліфувальної бабки виконується наступним чином. На стіл 2 верстата закріплюється корпус 1, в отвір якого встановлюються стакани 8. На передню частину шліфувальної головки 3 закріплюється обойма 5, після чого шліфувальна головка 3 вводиться в отвір в корпусі 1 та в петлю тросика 10, яка знаходиться в отворі корпуса. На протилежний кінець шліфувальної головки 3 встановлюється друга обойма 5. Потім на торець стаканів 5 закріплюються нижня та верхня планки 7, в канавки планок вводять кульки 6 з сепаратором, регулюють зазори та орієнтують напрямні в горизонтальному положенні і остаточно закріпляють стакани 8 в корпусі 1. Потім на стіл 2 встановлюють стійку 13, закріплюють електродвигун 12, на шківи 14 та 15 одягають пас 16, орієнтують електродвигун відносно шліфувальної головки 3 таким чином, щоб осі шківів 14 та 15 знаходились в одній вертикальній площині, та натягують пас 16 переміщенням електродвигуна 12 по стійці 13. На шліфувальну головку 3 закріплюють шліфувальний круг 4 та навантажують шліфувальну головку 3 вантажем 9. При цьому шліфувальна головка 3 переміщується в горизонтальній площині до появи контактування своєї зовнішньої циліндричної поверхні з внутрішньою циліндричною поверхнею стаканів 8. Шліфувальна бабка готова до роботи. Шліфування за пружною схемою виконується наступним чином. Після установки заготовки в патроні бабки виробу, встановлюють величину переміщення столу вздовж осі заготовки, при якій шліфувальний круг 4 повинен знаходитись по висоті в контакті з оброблюваною поверхнею, включають привід обертання заготовки, потім електродвигун 12, а шліфування здійснюють в напрямку, перпендикулярному осі шліфувальної головки, вводять РПК в контакт з оброблюваною поверхнею, забезпечивши при цьому зазор між зовнішньою циліндричною поверхнею шліфувальної головки 3 з внутрішньою циліндричною поверхнею стаканів 8. В цьому випадку шліфування буде виконуватись з постійним підтисканням РПК до оброблюваної поверхні заготовки, величину якого задає вантаж 9. Під час видалення припуску при шліфуванні, зазор між зовнішньою 5 поверхнею шліфувальної головки 3 та внутрішньою поверхнею стаканів 8 буде зменшуватись, що потребує компенсації переміщенням бабки виробу, забезпечуючи постійну відсутність контакту між шліфувальною головкою 3 та стаканами 8. При закріпленні шліфувальної головки 3 в корпусі 1 нерухомо, наприклад, за допомогою гвинта, встановленого в корпус 1 (на графічних матеріалах гвинт не показаний), можливе виконання шліфування за жорсткою схемою. 94813 6 Використання пружної схеми шліфування забезпечує зменшення трудомісткості пошуку оптимальних режимів та підвищення продуктивності оброблення до 30 %. Запропонована шліфувальна бабка може застосовуватись на машинобудівних підприємствах та в лабораторних умовах при проведенні досліджень. 7 Комп’ютерна верстка І. Скворцова 94813 8 Підписне Тираж 24 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюGrinding head
Автори англійськоюMatiukha Petro Hryhorovych, Habitov Valerii Valeriiovych, Voitov Mykhailo Serhiiovych, Blahodarnyi Anton Olehovych
Назва патенту російськоюШлифовальная бабка
Автори російськоюМатюха Петр Григорьевич, Габитов Валерий Валерьевич, Войтов Михаил Сергеевич, Благодарный Антон Олегович
МПК / Мітки
МПК: B24B 41/00
Мітки: шліфувальна, бабка
Код посилання
<a href="https://ua.patents.su/4-94813-shlifuvalna-babka.html" target="_blank" rel="follow" title="База патентів України">Шліфувальна бабка</a>
Торцева шліфувальна головка
Номер патенту: 27888
Опубліковано: 26.11.2007
Автор: Кондратюк Віктор Іванович
Мітки: торцева, шліфувальна, головка
Формула / Реферат:
Торцева шліфувальна головка, що складається з корпусу та закріплених на ньому криволінійних елементів, яка відрізняється тим, що криволінійні абразивні елементи закріплені на корпусі випуклістю назустріч напрямку обертання інструмента.
Пристрій для шліфування криволінійних поверхонь обертання орієнтованим кругом
Номер патенту: 60090
Опубліковано: 10.06.2011
Автори: Погиба Наталія Миколаївна, Кальченко Віталій Іванович, Кальченко Володимир Віталійович
МПК: B24B 5/16
Мітки: поверхонь, орієнтованим, обертання, кругом, криволінійних, шліфування, пристрій
Формула / Реферат:
Пристрій для шліфування криволінійних поверхонь обертання орієнтованим кругом, що складається із рухомого столу, на якому в центрах передньої і задньої бабки встановлена оброблювана поверхня деталі, шліфувальної бабки, яка може повертатись в осьовій площині деталі і переміщатись в поперечному напрямку для компенсації зносу шліфувального круга, який відрізняється тим, що шліфувальна бабка, яка змонтована на плиті і закріплена на валу, вісь...
Лущільно-шліфувальна машина
Номер патенту: 41568
Опубліковано: 17.09.2001
Автори: Картохін Анатолій Миколайович, Голозубов Сергій Миколайович
МПК: B02C 4/10
Мітки: лущильно-шліфувальна, машина
Формула / Реферат:
1. Лущільно-шліфувальна машина, що включає завантажувальний і розвантажувальний патрубки, що розташовані в корпусі, ситовий циліндр з установленим всередині нього вертикальним валом з абразивним диском, яка відрізняється тим, що внутрішня частина корпуса має чотири деки, що складаються зі шпильки і притискної пластини. 2. Лущільно-шліфувальна машина по п. 1, яка відрізняється тим, що притискна пластина установлена під кутом 15-20° до...
Лущильно-шліфувальна машина

Номер патенту: 45180
Опубліковано: 15.03.2002
Автори: Картохін Анатолій Миколайович, Голозубов Сергій Миколайович
МПК: B02C 4/10
Мітки: лущильно-шліфувальна, машина
Формула / Реферат:
1. Лущильно-шліфувальна машина, що включає завантажувальний і розвантажувальний патрубки, що розташовані в корпусі, ситовий циліндр з установленим всередині нього вертикальним валом з абразивним диском, сітку і запобіжне кільце, яка відрізняється тим, що на абразивному диску виконані гонки, кількість яких може бути 2-12, які мають форму рівнорозподілених ямок від центру до периферії абразивного диска.2. Лущильно-шліфувальна машина за...
Шпиндельна бабка фрезерно – свердлильного верстата
Номер патенту: 36625
Опубліковано: 16.04.2001
Автори: Кроль Олег Соломонович, Сіндєєв Володимир Іванович
МПК: B23B 23/00, B23Q 1/26
Мітки: фрезерно, верстата, шпиндельна, свердлильного, бабка
Формула / Реферат:
Шпиндельна бабка фрезерно-свердлильного верстата, яка містить затискні елементи, розміщені в розточці корпуса шпиндельної бабки верстата і виконані у вигляді двох втулок тангенціального затискача, яка відрізняється тим, що в розточці корпуса шпиндельної бабки верстата додатково розміщено рейковий зубчатий механізм для вертикального переміщення пінолю шпиндельного вузла, кінематичне узгоджений з двома втулками тангенціального затискача.
Попередній патент: Спосіб доклінічної діагностики запальної реакції у породіль після повторного кесаревого розтину
Наступний патент: Сенсор хлорофілу
Випадковий патент: Пристрій для переміщення хворих