Спосіб виготовлення біметалевих виробів
Номер патенту: 97524
Опубліковано: 25.03.2015
Автори: Тривайло Михайло Семенович, Сабол Сергій Францевич, Рекало Михайло Олександрович
Формула / Реферат
Спосіб виготовлення біметалевих виробів, при якому корпус з вкладишем з бронзового матеріалу, який розміщують в отворі корпусу, нагрівають з корпусом до кувальної температури, видавлюють на вкладиші заглиблення (порожнину), який відрізняється тим, що отвір корпусу має ексцентрично розташовану відносно його осі кільцеву проточку.
Текст
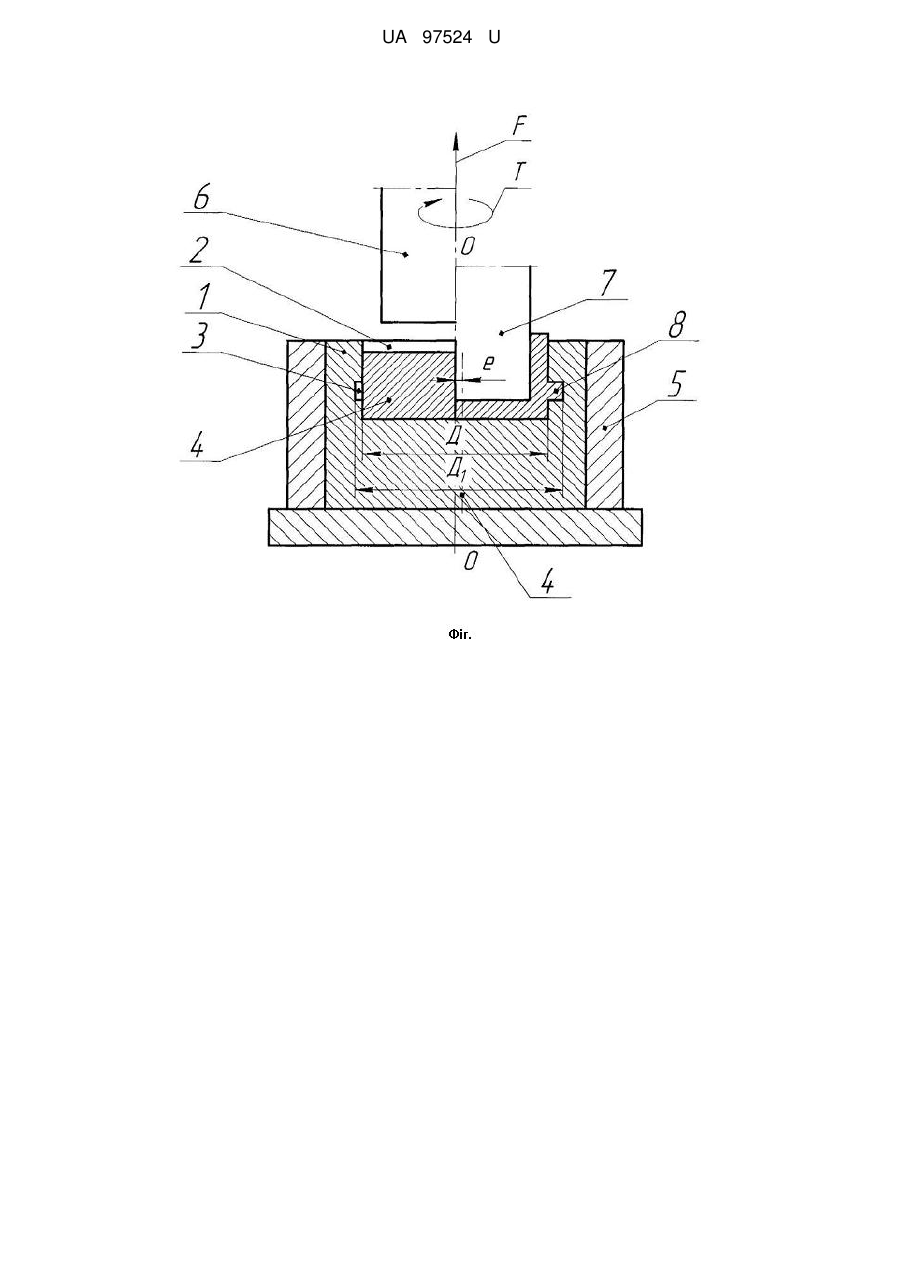
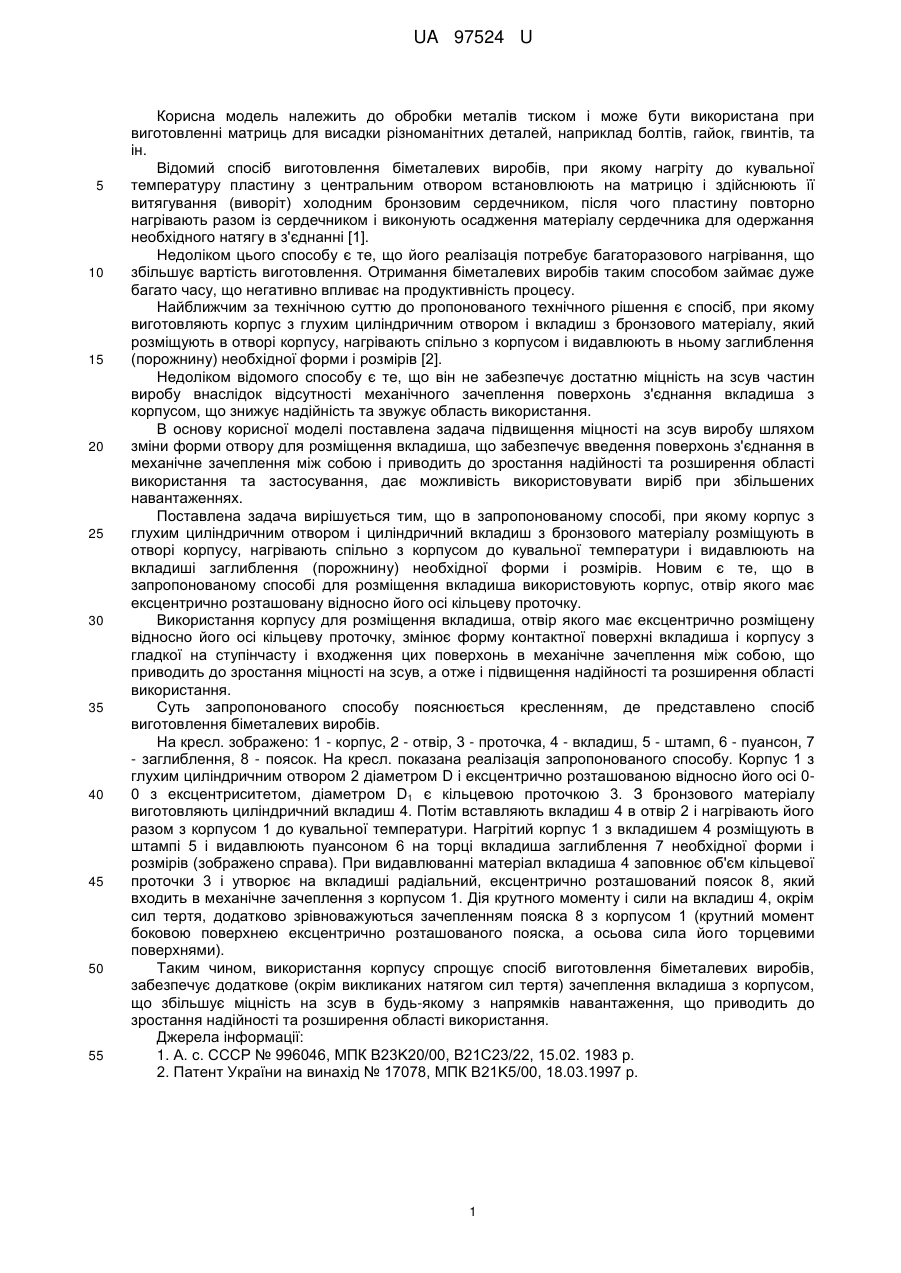
Реферат: Спосіб виготовлення біметалевих виробів, при якому корпус з вкладишем з бронзового матеріалу, який розміщують в отворі корпусу, нагрівають з корпусом до кувальної температури, видавлюють на вкладиші заглиблення (порожнину). Отвір корпусу має ексцентрично розташовану відносно його осі кільцеву проточку. UA 97524 U (54) СПОСІБ ВИГОТОВЛЕННЯ БІМЕТАЛЕВИХ ВИРОБІВ UA 97524 U UA 97524 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до обробки металів тиском і може бути використана при виготовленні матриць для висадки різноманітних деталей, наприклад болтів, гайок, гвинтів, та ін. Відомий спосіб виготовлення біметалевих виробів, при якому нагріту до кувальної температуру пластину з центральним отвором встановлюють на матрицю і здійснюють її витягування (виворіт) холодним бронзовим сердечником, після чого пластину повторно нагрівають разом із сердечником і виконують осадження матеріалу сердечника для одержання необхідного натягу в з'єднанні [1]. Недоліком цього способу є те, що його реалізація потребує багаторазового нагрівання, що збільшує вартість виготовлення. Отримання біметалевих виробів таким способом займає дуже багато часу, що негативно впливає на продуктивність процесу. Найближчим за технічною суттю до пропонованого технічного рішення є спосіб, при якому виготовляють корпус з глухим циліндричним отвором і вкладиш з бронзового матеріалу, який розміщують в отворі корпусу, нагрівають спільно з корпусом і видавлюють в ньому заглиблення (порожнину) необхідної форми і розмірів [2]. Недоліком відомого способу є те, що він не забезпечує достатню міцність на зсув частин виробу внаслідок відсутності механічного зачеплення поверхонь з'єднання вкладиша з корпусом, що знижує надійність та звужує область використання. В основу корисної моделі поставлена задача підвищення міцності на зсув виробу шляхом зміни форми отвору для розміщення вкладиша, що забезпечує введення поверхонь з'єднання в механічне зачеплення між собою і приводить до зростання надійності та розширення області використання та застосування, дає можливість використовувати виріб при збільшених навантаженнях. Поставлена задача вирішується тим, що в запропонованому способі, при якому корпус з глухим циліндричним отвором і циліндричний вкладиш з бронзового матеріалу розміщують в отворі корпусу, нагрівають спільно з корпусом до кувальної температури і видавлюють на вкладиші заглиблення (порожнину) необхідної форми і розмірів. Новим є те, що в запропонованому способі для розміщення вкладиша використовують корпус, отвір якого має ексцентрично розташовану відносно його осі кільцеву проточку. Використання корпусу для розміщення вкладиша, отвір якого має ексцентрично розміщену відносно його осі кільцеву проточку, змінює форму контактної поверхні вкладиша і корпусу з гладкої на ступінчасту і входження цих поверхонь в механічне зачеплення між собою, що приводить до зростання міцності на зсув, а отже і підвищення надійності та розширення області використання. Суть запропонованого способу пояснюється кресленням, де представлено спосіб виготовлення біметалевих виробів. На кресл. зображено: 1 - корпус, 2 - отвір, 3 - проточка, 4 - вкладиш, 5 - штамп, 6 - пуансон, 7 - заглиблення, 8 - поясок. На кресл. показана реалізація запропонованого способу. Корпус 1 з глухим циліндричним отвором 2 діаметром D і ексцентрично розташованою відносно його осі 00 з ексцентриситетом, діаметром D1 є кільцевою проточкою 3. З бронзового матеріалу виготовляють циліндричний вкладиш 4. Потім вставляють вкладиш 4 в отвір 2 і нагрівають його разом з корпусом 1 до кувальної температури. Нагрітий корпус 1 з вкладишем 4 розміщують в штампі 5 і видавлюють пуансоном 6 на торці вкладиша заглиблення 7 необхідної форми і розмірів (зображено справа). При видавлюванні матеріал вкладиша 4 заповнює об'єм кільцевої проточки 3 і утворює на вкладиші радіальний, ексцентрично розташований поясок 8, який входить в механічне зачеплення з корпусом 1. Дія крутного моменту і сили на вкладиш 4, окрім сил тертя, додатково зрівноважуються зачепленням пояска 8 з корпусом 1 (крутний момент боковою поверхнею ексцентрично розташованого пояска, а осьова сила його торцевими поверхнями). Таким чином, використання корпусу спрощує спосіб виготовлення біметалевих виробів, забезпечує додаткове (окрім викликаних натягом сил тертя) зачеплення вкладиша з корпусом, що збільшує міцність на зсув в будь-якому з напрямків навантаження, що приводить до зростання надійності та розширення області використання. Джерела інформації: 1. А. с. СССР № 996046, МПК В23K20/00, В21С23/22, 15.02. 1983 р. 2. Патент України на винахід № 17078, МПК В21K5/00, 18.03.1997 р. 1 UA 97524 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 Спосіб виготовлення біметалевих виробів, при якому корпус з вкладишем з бронзового матеріалу, який розміщують в отворі корпусу, нагрівають з корпусом до кувальної температури, видавлюють на вкладиші заглиблення (порожнину), який відрізняється тим, що отвір корпусу має ексцентрично розташовану відносно його осі кільцеву проточку. Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B21K 5/00
Мітки: виробів, виготовлення, біметалевих, спосіб
Код посилання
<a href="https://ua.patents.su/4-97524-sposib-vigotovlennya-bimetalevikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення біметалевих виробів</a>
Спосіб виготовлення біметалевих виробів
Номер патенту: 30508
Опубліковано: 25.02.2008
Автори: Титов Вячеслав Андрійович, Борис Руслан Степанович, Тривайло Михайло Семенович
МПК: B21K 5/00, B23K 20/00
Мітки: спосіб, виготовлення, виробів, біметалевих
Формула / Реферат:
Спосіб виготовлення біметалевих виробів, при якому виготовляють корпус з глухим циліндричним отвором і циліндричний вкладиш з іншого матеріалу, розміщують вкладиш в отворі корпусу, нагрівають вкладиш спільно з корпусом до кувальної температури і видавлюють на вкладиші заглиблення необхідної форми і розмірів, який відрізняється тим, що для розміщення вкладиша використовують корпус з додатковим отвором, який розташований в дні глухого отвору і...
Спосіб виготовлення біметалевих виробів
Номер патенту: 93140
Опубліковано: 25.09.2014
Автори: Титов Вячеслав Андрійович, Тривайло Михайло Семенович, Лельков Станіслав Станіславович, Борис Руслан Степанович
МПК: B21D 22/28
Мітки: виробів, виготовлення, біметалевих, спосіб
Формула / Реферат:
Спосіб виготовлення біметалевих виробів, при якому нагріту до кувальної температури круглу пластину з центральним отвором встановлюють на матрицю і здійснюють її виворіт холодним сердечником у формі циліндра з фаскою на торці, після чого пластину разом з сердечником повторно нагрівають і виконують осадження сердечника для одержання натягу між частинами виробу, який відрізняється тим, що для вивороту пластини використовують сердечник, фаска...
Спосіб виготовлення біметалевих виробів
Номер патенту: 79735
Опубліковано: 25.04.2013
Автори: Мартинов Сергій Володимирович, Гончарук Христина Василівна, Алієва Лейла Іграмотдіновна
МПК: B21K 21/00
Мітки: біметалевих, спосіб, виробів, виготовлення
Формула / Реферат:
Спосіб виготовлення біметалевих виробів, що полягає у видавлюванні пуансоном металу в порожнину, який відрізняється тим, що виконують радіальне доцентрове висадження порожнистої заготовки та охоплення фланцем, що при цьому отримують, іншої порожнистої заготівки.
Спосіб виготовлення біметалевих виробів
Номер патенту: 94873
Опубліковано: 10.12.2014
Автори: Борис Руслан Степанович, Титов Вячеслав Андрійович, Лельков Станіслав Станіславович, Тривайло Михайло Семенович
МПК: B21C 23/00
Мітки: спосіб, виготовлення, біметалевих, виробів
Формула / Реферат:
Спосіб виготовлення біметалевих виробів, при якому на розташованих в обоймі двох послідовно розміщених з зазором співвісних матрицях встановлюють листові заготовки з різних матеріалів, розташовують в зазорі між матрицями з'єднуючий елемент і здійснюють витяжку з потоншенням стінок, який відрізняється тим, що як з'єднуючий елемент використовують виконану по формі заготовок прокладку з металевої сітки, товщина якої не перевищує товщину...
Спосіб виготовлення біметалевих виробів
Номер патенту: 71195
Опубліковано: 10.07.2012
Автори: Жбанков Ярослав Геннадійович, Жукова Ольга Анатоліївна, Алієв Іграмотдін Серажутдінович
МПК: B21K 21/00
Мітки: спосіб, біметалевих, виробів, виготовлення
Формула / Реферат:
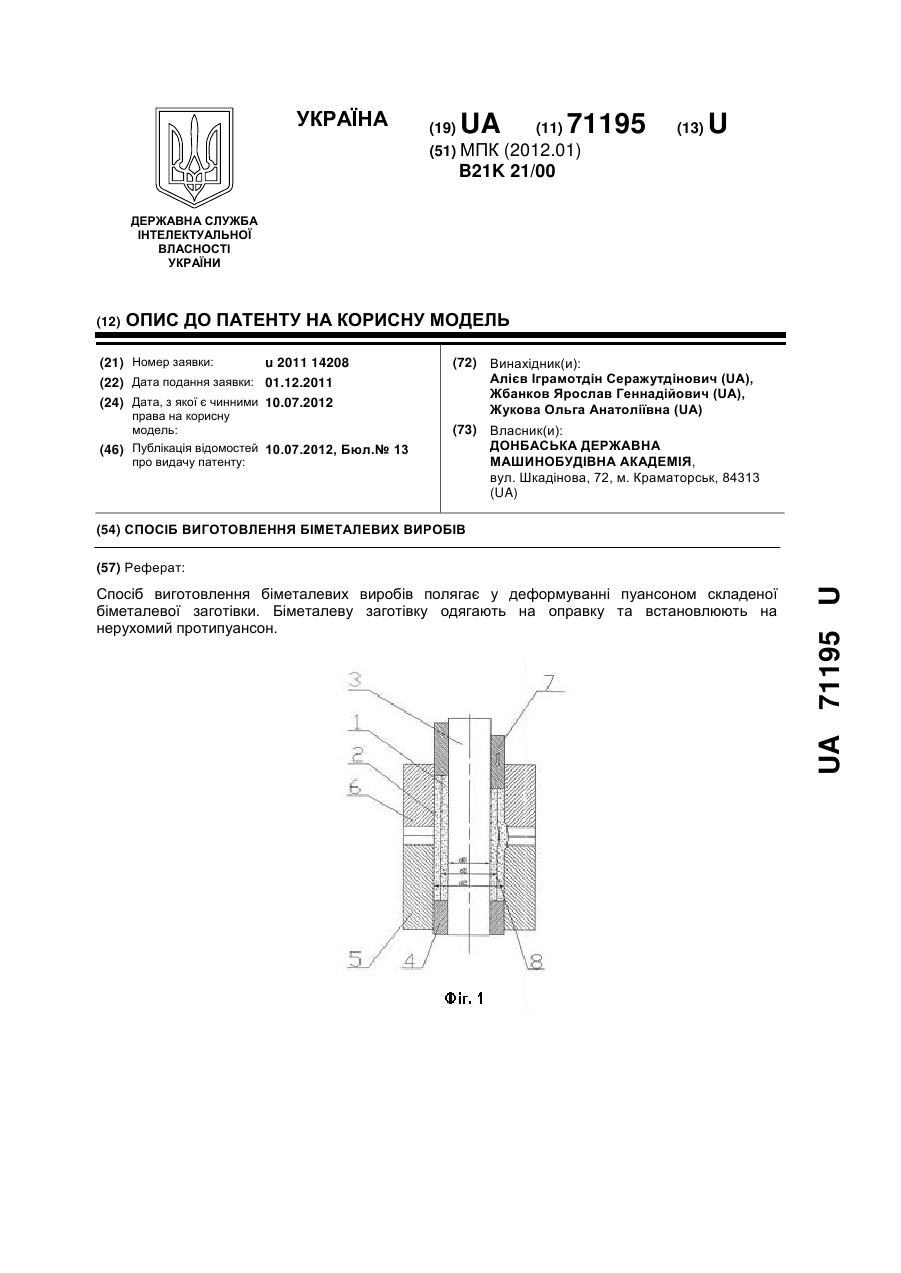
Спосіб виготовлення біметалевих виробів, що полягає у деформуванні пуансоном складеної біметалевої заготівки, який відрізняється тим, що вихідну складену біметалеву заготівку у вигляді двох труб, розташованих одна в одній, з різних матеріалів, одягають на оправку та встановлюють на нерухомий протипуансон, після чого здійснюють бокове видавлювання у порожнину, утворену між напівматрицями та протягування, при якому протипуансон починає...
Попередній патент: Система передачі багаточастотних сигналів ортогонального частотного мультиплексування
Наступний патент: Накладка на ремінь, переважно ремінь безпеки
Випадковий патент: Спосіб безперервного лиття трубної заготівки