Спосіб виготування покришок
Номер патенту: 9787
Опубліковано: 30.09.1996
Автори: Мальцев Віктор Михайлович, Скорняков Едуард Сергійович, Глебік Микола Михайлович, Пилипенко Олексій Григорович, Свердел Михайло Осипович, Єрохін Олександр Петрович

Текст
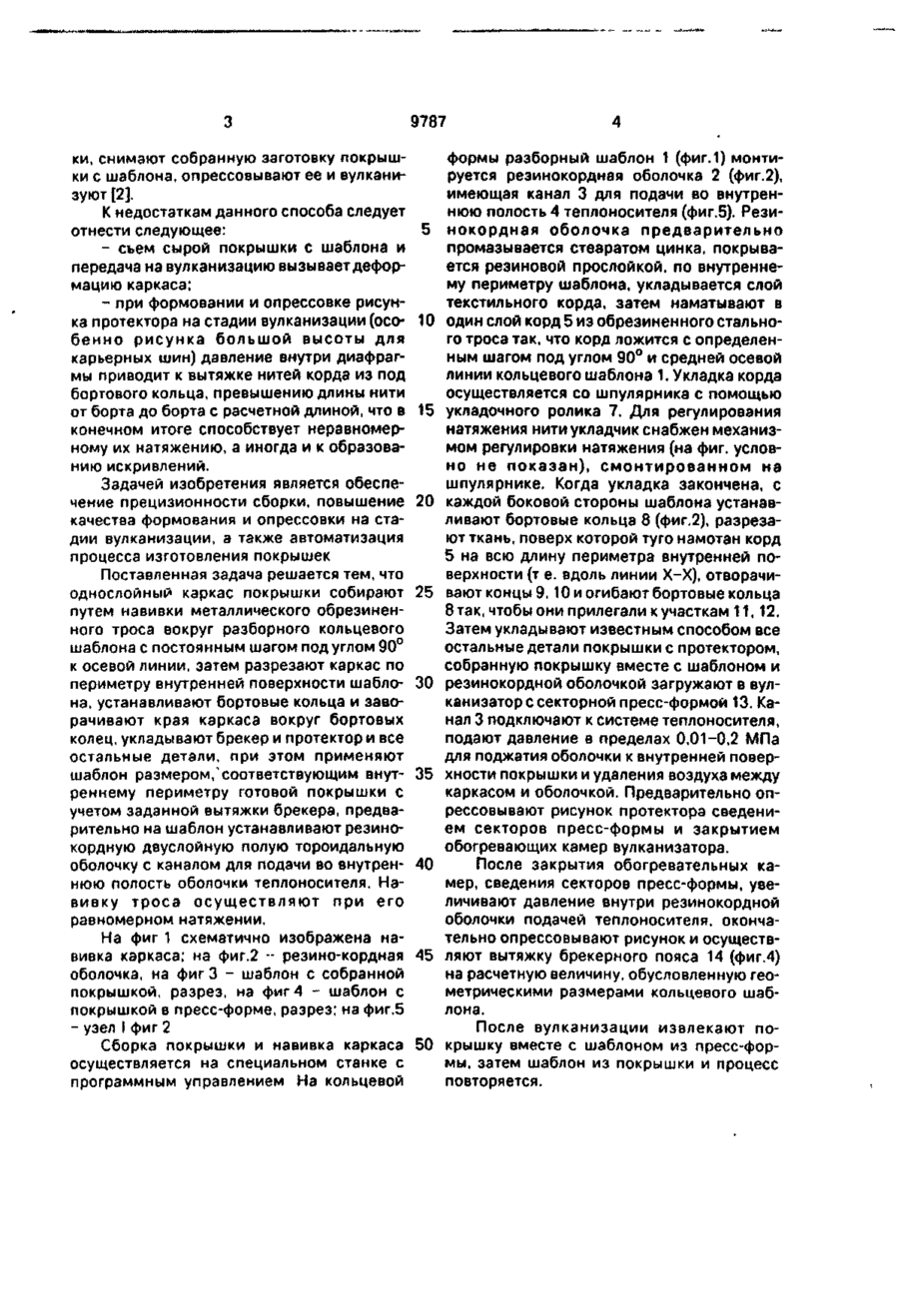
1. Способ изготовления покрышек, при котором собирают однослойный каркас навивкой металлического обрезиненного троса вокруг разборного кольцевого шаблона и укладкой троса с постоянным шагом под углом 90° к осевой линии шаблона, затем разрезают каркас по периметру внутренней поверхности шаблона, устанавливают бортовые кольца, заворачивают края каркаса вокруг бортовых колец, укладывают брекер и протектор и все остальные детали, входящие в состав покрышки, снимают собранную заготовку покрышки с шаблона, опрессовывают ее и вулканизуют, отличающ и й с я тем, что используют кольцевой шаблон размером, соответствующим внутреннему периметру готовой покрышки с учетом заданной вытяжки брекера при опрессовке перед вулканизацией, и охватывающую внешнюю поверхность шаблона резинокордную двухслойную полую тороидальную оболочку с каналом для подачи во внутреннюю полость оболочки теплоносителя. 2. Способ по п. 1 , о т л и ч а ю щ и й с я тем, что навивку троса осуществляют при его равномерном натяжении. Изобретение относится к шинной промышленности, а именно к способу изготовления покрышек пневматических шин. и неравномерное перераспределение напряжения в нитях при формовании каркаса. Известен и другой способ изготовления покрышек, при котором собирают однослойный каркас навивкой металлического обрезиненного троса вокруг разборного кольцевого шаблона и укладкой троса с постоянным шагом под углом 90° к осевой линии шаблона, затем разрезают каркас по периметру внутренней поверхности шаблона, устанавливают бортовые кольца, заворачивают края каркаса вокруг бортовых колец, укладывают брекер и протектор и все остальные детали, входящие в состав покрыт Известен способ намотки каркасов покрышек, при котором обрезиненные нити навивают на сферическую поверхность тороидального дорна совместным вращением колец и шпули [1]. Недостатком способа является несоответствие формулы получаемого каркаса покрышки окончательной, отсутствие постоянного натяжения наматываемой нити оо О 9787 ки, снимают собранную заготовку покрышки с шаблона, опрессовывают ее и вулканизуют [2]. К недостаткам данного способа следует отнести следующее: - съем сырой покрышки с шаблона и передача на вулканизацию вызывает деформацию каркаса; - при формовании и опрессовке рисунка протектора на стадии вулканизации (особенно рисунка большой высоты для карьерных шин) давление внутри диафрагмы приводит к вытяжке нитей корда из под бортового кольца, превышению длины нити от борта до борта с расчетной длиной, что в конечном итоге способствует неравномерному их натяжению, а иногда и к образованию искривлений. Задачей изобретения является обеспечение прецизионности сборки, повышение качества формования и опрессовки на стадии вулканизации, а также автоматизация процесса изготовления покрышек Поставленная задача решается тем, что однослойный каркас покрышки собирают путем навивки металлического обрезиненного троса вокруг разборного кольцевого шаблона с постоянным шагом под углом 90° к осевой линии, затем разрезают каркас по периметру внутренней поверхности шаблона, устанавливают бортовые кольца и заворачивают края каркаса вокруг бортовых колец, укладывают брекер и протектор и все остальные детали, при этом применяют шаблон размером, соответствующим внутреннему периметру готовой покрышки с учетом заданной вытяжки брекера, предварительно на шаблон устанавливают резинокордную двуслойную полую тороидальную оболочку с каналом для подачи во внутреннюю полость оболочки теплоносителя. Навивку троса осуществляют при его равномерном натяжении. На фиг 1 схематично изображена навивка каркаса; на фиг.2 - резино-кордная оболочка, на фиг 3 - шаблон с собранной покрышкой, разрез, на фиг 4 - шаблон с покрышкой в пресс-форме, разрез; на фиг.5 - узел I фиг 2 Сборка покрышки и навивка каркаса осуществляется на специальном станке с программным управлением На кольцевой 5 10 15 20 25 30 35 40 45 50 4 формы разборный шаблон 1 (фиг.1) монтируется резинокордная оболочка 2 (фиг.2), имеющая канал 3 для подачи во внутреннюю полость 4 теплоносителя (фиг.5). Резинокордная оболочка предварительно промазывается стеаратом цинка, покрывается резиновой прослойкой, по внутреннему периметру шаблона, укладывается слой текстильного корда, затем наматывают в один слой корд 5 из обрезиненного стального троса так, что корд ложится с определенным шагом под углом 90° и средней осевой линии кольцевого шаблона 1. Укладка корда осуществляется со шпулярника с помощью укладочного ролика 7. Для регулирования натяжения нити укладчик снабжен механизмом регулировки натяжения (на фиг. условно не показан), смонтированном на шпулярнике. Когда укладка закончена, с каждой боковой стороны шаблона устанавливают бортовые кольца 8 (фиг.2), разрезают ткань, поверх которой туго намотан корд 5 на всю длину периметра внутренней поверхности (т е. вдоль линии Х-Х), отворачиваютконцыЭ, 10 и огибают бортовые кольца 8 так, чтобы они прилегали к участкам 11,12. Затем укладывают известным способом все остальные детали покрышки с протектором, собранную покрышку вместе с шаблоном и резинокордной оболочкой загружают в вулканизатор с секторной пресс-формой 13. Канал 3 подключают к системе теплоносителя, подают давление в пределах 0,01-0,2 МПа для поджатия оболочки к внутренней поверхности покрышки и удаления воздуха между каркасом и оболочкой. Предварительно опрессовывают рисунок протектора сведением секторов пресс-формы и закрытием обогревающих камер вулканизатора. После закрытия обогревательных камер, сведения секторов пресс-формы, увеличивают давление внутри резинокордной оболочки подачей теплоносителя, окончательно опрессовывают рисунок и осуществляют вытяжку брекерного пояса 14 (фиг.4) на расчетную величину, обусловленную геометрическими размерами кольцевого шаблона. После вулканизации извлекают покрышку вместе с шаблоном из пресс-формы, затем шаблон из покрышки и процесс повторяется. 9787 Техред М.Моргентал Упорядник Замовлення 4551 Коректор О.Обручар Тираж Підписне Державне патентне відомство України, 254655, ГСП, Київ-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул.Гагаріна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing the tires
Автори англійськоюSkorniakov Eduard Serhiiovych, Maltsev Viktor Mykhailovych, Sverdel Mykhailo Osypovych, Hlebik Mykola Mykhailovych, Yerokhin Oleksandr Petrovych, Pylypenko Oleksii Hryhorovych
Назва патенту російськоюСпособ изготовления покрышек
Автори російськоюСкорняков Эдуард Сергеевич, Мальцев Виктор Михайлович, Свердел Михаил Осипович, Глебик Николай Михайлович, Ерохин Александр Петрович, Пилипенко Алексей Григорьевич
МПК / Мітки
МПК: B29D 30/06
Мітки: виготування, покришок, спосіб
Код посилання
<a href="https://ua.patents.su/4-9787-sposib-vigotuvannya-pokrishok.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготування покришок</a>
Спосіб складання покришок пневматичних шин
Номер патенту: 8642
Опубліковано: 30.09.1996
Автори: Полонов Олександр Михайлович, Смірнов Олександр Генадійович, Каспаров Артур Армович, Гітніков Ара Гершович
МПК: B29D 30/08
Мітки: пневматичних, шин, покришок, спосіб, складання
Формула / Реферат:
Способ сборки покрышек пневматических шин, при котором изготавливают каркас, устанавливают первую пару бортовых колец, заворачивают слои каркаса на бортовые кольца, устанавливают вторую пару бортовых колец, заворачивают на нихслои каркаса, формуют каркас и осуществляют окончательную сборку покрышки, отличающийся тем, что, с целью повышения качества покрышек за счет увеличения срока службы борта, первую пару бортовых колец устанавливают в...
Спосіб виготовлення покришок пневматичних шин
Номер патенту: 3350
Опубліковано: 27.12.1994
Автори: Гітніков Ара Гершович, Таталін Борис Федорович, Висоцький Петро Семенович, Єрохін Олександр Петрович, Андрєєв Георгій Вікторович
МПК: B29D 30/06
Мітки: виготовлення, покришок, спосіб, пневматичних, шин
Формула / Реферат:
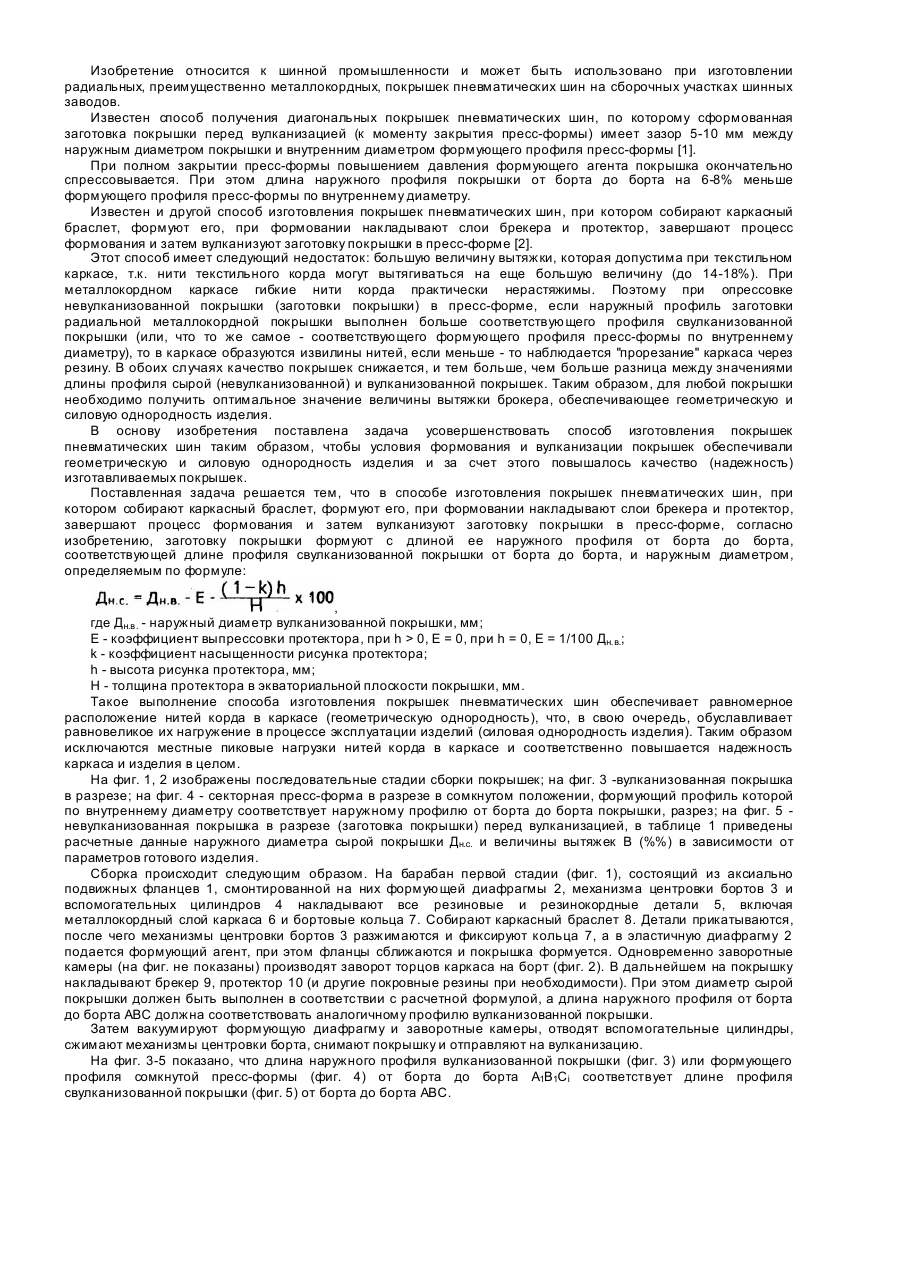
Способ изготовления покрышек пневматических шин, при котором собирают каркасный браслет, формуют его, при формовании накладывают слои брокера и протектор, завершают процесс формования и затем вулканизуют заготовку покрышки в пресс-форме, отличающийся тем, что заготовку покрышки формуют с длиной ее наружного профиля от борта до борта, соответствующей длине профиля свулканизованной покрышки от борта до борта, и наружным диаметром, определяемым...
Діафрагма для формування та вулканізації покришок пневматичних шин
Номер патенту: 4567
Опубліковано: 28.12.1994
Автори: Будак Людмила Анатоліївна, Каспаров Армо Рубенович, Свердел Михайло Йосипович, Каспаров Артур Армович
МПК: B29D 30/20, B29C 35/04
Мітки: пневматичних, формування, шин, діафрагма, вулканізації, покришок
Формула / Реферат:
Диафрагма для формования и вулканизации покрышек пневматических шин в виде эластичной оболочки, имеющей среднюю торовую часть и концевые участки с буртиками, соединенные между собой одной или несколькими наклонно-коническими поверхностями, отличающаяся тем, что наклонно-коническая поверхность, примыкающая к буртикам, выполнена с образующей, расположенной под острым углом к центральной оси диафрагмы
Спосіб складання покришок пневматичних шин
Номер патенту: 6633
Опубліковано: 29.12.1994
Автори: Дорошенко Володимир Іванович, Таталін Борис Федорович, Павлюк Віктор Миколайович, Растеряєв Юрій Карпович, Скорняков Едуард Сергійович, Андреєв Георгій Вікторович
МПК: B29D 30/08
Мітки: шин, пневматичних, спосіб, складання, покришок
Формула / Реферат:
(57) Способ сборки покрышек пневматических шин, при котором на сборочном барабане образуют каркасный браслет, устанавливают детали борта, фиксируют их, заворачивают слои на борт, формуют каркасный браслет, навивают на него брекер-ный браслет, накладывают протектор, расфиксируют борта и завершают процесс сборки покрышки, отличающийся тем, что вначале на сборочный барабан накладывают эластичную подложку, а детали борта устанавливают на нее,...
Механізм для обробки борту до станку для складання покришок пневматичних шин
Номер патенту: 2415
Опубліковано: 26.12.1994
Автори: Таталін Борис Федорович, Смелянський Володимир Михайлович, Глебік Микола Михайлович
МПК: B29D 30/20, B29D 30/08
Мітки: покришок, складання, обробки, механізм, станку, шин, борту, пневматичних
Формула / Реферат:
Механизм для обработки борта к станку для оборки покрышек пневматических шин по авт. св. N 718293, отличающийся тем, что, с целью повышения качества обработки борта крупногабаритных шин за счет устранения расслоений слоев каркаса при сборке на барабанах с большим поднутрением заплечиков, кольцевой пневмоцилиндр установлен с возможностью аксиального перемещения и снабжен приводом его перемещения в корпусе, а заворотные рычаги шарнирно...
Попередній патент: Пристрій для рефлексотерапії
Наступний патент: Пристрій для подачі сипучих матеріалів зі стрічкового конвейєра на інші транспортні засоби
Випадковий патент: Пристрій контролю 3-d поверхні деталі