Спосіб гартування литих бандажів розмельних млинів для підготовки глиняної маси при виробництві цегли
Номер патенту: 98650
Опубліковано: 12.05.2015
Автори: Мінков Олександр Миколайович, Мінков Костянтин Олександрович

Формула / Реферат
Спосіб гартування литих бандажів розмельних млинів для підготовки глиняної маси при виробництві цегли, який полягає у нагріванні бандажа до температури гартування, витримці і наступному охолодженні його зовнішньої циліндричної поверхні водяним душем, а торцевих і внутрішньої циліндричної поверхонь - без подачі охолоджувача, який відрізняється тим, що охолодження бандажа виконується у вертикальному положенні з подачею на зовнішню поверхню водяного душу з питомою витратою більше 20,0-21,0 м3/м2 годину протягом усього процесу охолодження без одночасної подачі охолоджувачів на внутрішню поверхню бандажа.
Текст
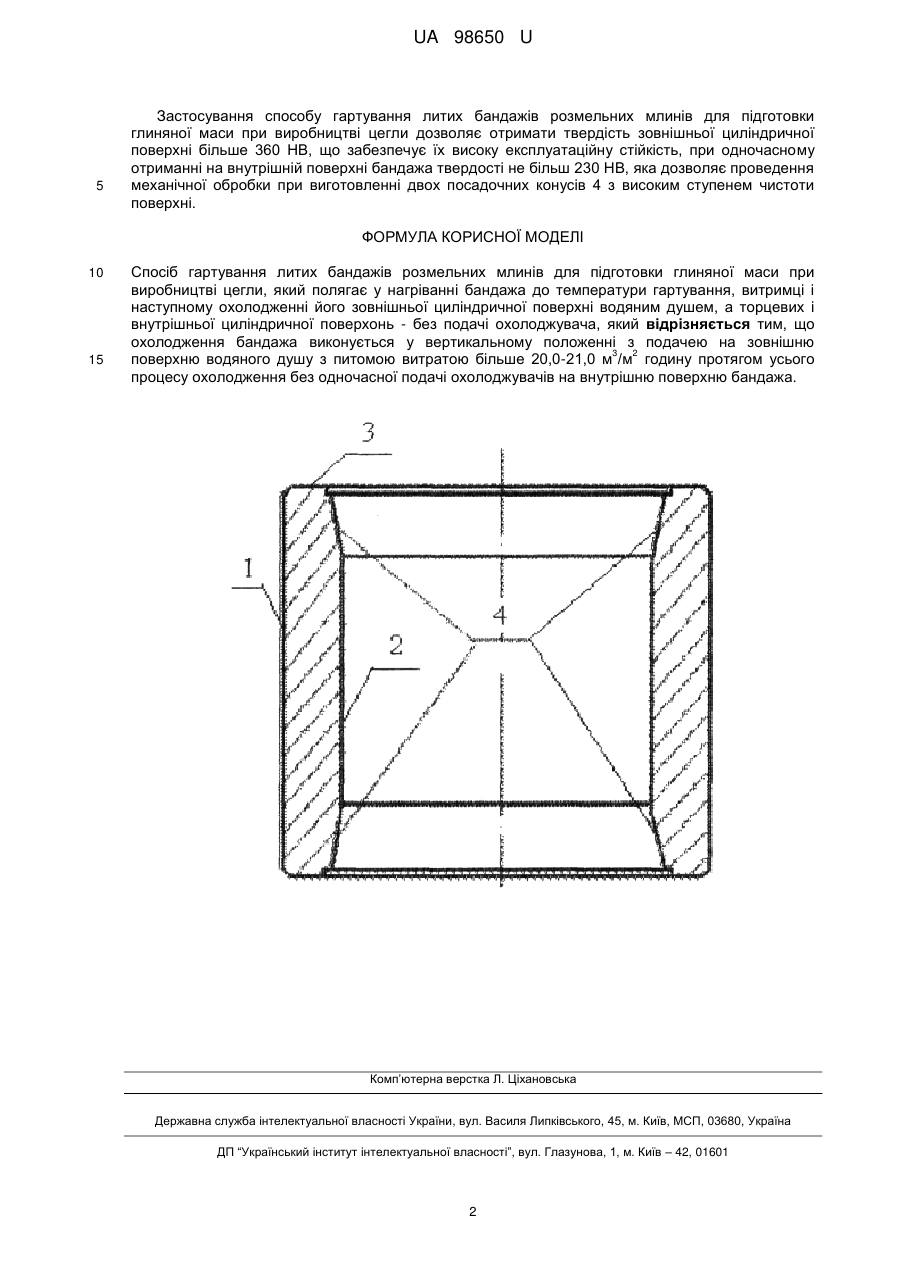
Реферат: UA 98650 U UA 98650 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі техніки а саме до технології термічної обробки, і може знайти застосування при гартуванні бандажів розмельних штанів, які застосовуються для підготовки глиняної маси при виробництві цегли, а також при підготовці шихти в доменному виробництві, в машинобудівній, металургійній, гірничо-збагачувальній і інших галузях промисловості. Відомий спосіб гартування бандажів, який здійснюється шляхом охолодження їх в баках з водою або мастилом після об'ємного нагріву [Гедеон М.В, Соболь Г.П, Паисов И.В. Термическая обработка валков холодной прокатки. - М.: Металлургия, 1973. - 344 с]. Найбільш близьким аналогом до способу, що заявляється, вибраний як прототип, є спосіб двостороннього водоповітряного охолодження деталей з осьовим каналом у водоповітряних установках [Минков А.Н. Двухстороннее охлаждение крупногабаритных деталей с осевым каналом в водо-воздушных установках // Вестник Донбасской государственной машиностроительной академии. - 2006. - № 2(4). - С. 143-146]. Спосіб включає охолодження зовнішньої циліндричної поверхні деталі водяним душем з 3 2 питомою витратою М = 14,2 м /м годину протягом всього процесу охолодження, а охолодження внутрішньої поверхні - без подачі охолоджувача, тобто "спокійним" повітрям. Загальними суттєвими ознаками відомого способу й того, що заявляється, є нагрів бандажа до температури гартування, витримку і наступне охолодження його зовнішньої циліндричної поверхні водяним душем, а торцевих і внутрішньої циліндричної поверхонь - без подачі охолоджувача. Недоліками відомого способу є те, що охолодження зовнішньої циліндричної поверхні 3 2 бандажа зі сталі 45 водяним душем з питомою витратою розпорошеної води М = 14,2 м /м годину дозволяє отримати твердість 300-310 НВ, яка не забезпечує достатньої експлуатаційної стійкості. В основу пропонованого способу поставлено задачу вдосконалення відомого способу для забезпечення високої експлуатаційної стійкості бандажів, при одночасному отриманні на внутрішній його поверхні твердості не більш 230 НВ, яка дозволяє проведення механічної обробки при виготовленні двох посадочних конусів з високим ступенем чистоти поверхні. Поставлена задача вирішується за рахунок того, що охолодження бандажа виконується у вертикальному положенні з подачею на зовнішню поверхню водяного душу з питомою витратою 3 2 20,0-21,0 м /м годину протягом усього процесу охолодження без одночасної подачі охолоджувачів на внутрішню поверхню бандажа. За рахунок цього досягається твердість зовнішньої поверхні бандажа 360 НВ і вище, а внутрішньої поверхні - не більш 225 НВ. Суть корисної моделі пояснюється кресленням, на якому зображено бандаж розмельних млинів. Приклад здійснення способу. Для практичного здійснення пропонованого способу бандаж зі сталі 45 нагрівали до температури 850-900 °C у вертикальному положенні. Після нагріву бандаж завантажували в установку і здійснювали диференційоване охолодження. На зовнішню циліндричну поверхню 1 3 2 подавали водяний душ з питомою витратою води, рівною 20,6 м /м годину протягом всього процесу охолодження, а внутрішню - 2 і торцеві поверхні 3 бандажа охолоджували без подачі охолоджувача, тобто "спокійним" повітрям. Зазначену витрату води забезпечували тиском води на вході розпилюючих форсунок, рівному 0,4 МПа і відстанню між форсунками і охолоджуваною поверхнею, яка дорівнювала 200 мм. Процес охолодження тривав 35 хвилин, далі бандаж передавали на відпуск при температурі 200-240 °C. Після завершення термічної обробки визначали твердість на зовнішній та внутрішній поверхнях бандажа. Визначення твердості на зовнішній поверхні здійснювали на чотирьох діаметрально протилежних твірних через кожні 100 мм. Значення твердості знаходилися в інтервалі 371-376 НВ. Твердість внутрішньої поверхні не перевищила 220 НВ. Деформації, які виникають у процесі охолодження за пропонованим способом не перевищували допустимий рівень. Про це свідчать результати визначення овальності бандажа після гарту. Встановлені діаметри бандажа у перпендикулярних напрямках розрізняються на 2 мм, що знаходиться у межах допуску і усувається наступною механічною обробкою. При охолодженні зовнішньої циліндричної поверхні бандажа водяним душем з питомою 3 2 витратою менш 20,0 м /м годину твердість, що досягається, не перевищує 310-330 НВ і це не забезпечує високої експлуатаційної стійкості. 3 2 Охолодження водяним душем з питомою витратою більше 21,0 м /м - годину не приводить до підвищення твердості і є економічно недоцільним за підвищеної витрати води. 1 UA 98650 U 5 Застосування способу гартування литих бандажів розмельних млинів для підготовки глиняної маси при виробництві цегли дозволяє отримати твердість зовнішньої циліндричної поверхні більше 360 НВ, що забезпечує їх високу експлуатаційну стійкість, при одночасному отриманні на внутрішній поверхні бандажа твердості не більш 230 НВ, яка дозволяє проведення механічної обробки при виготовленні двох посадочних конусів 4 з високим ступенем чистоти поверхні. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 10 15 Спосіб гартування литих бандажів розмельних млинів для підготовки глиняної маси при виробництві цегли, який полягає у нагріванні бандажа до температури гартування, витримці і наступному охолодженні його зовнішньої циліндричної поверхні водяним душем, а торцевих і внутрішньої циліндричної поверхонь - без подачі охолоджувача, який відрізняється тим, що охолодження бандажа виконується у вертикальному положенні з подачею на зовнішню 3 2 поверхню водяного душу з питомою витратою більше 20,0-21,0 м /м годину протягом усього процесу охолодження без одночасної подачі охолоджувачів на внутрішню поверхню бандажа. Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Автори англійськоюMinkov Oleksandr Mykolaiovych, Minkov Kostiantyn Oleksandrovych
Автори російськоюМинков Александр Николаевич, Минков Константин Александрович
МПК / Мітки
МПК: C21D 1/18
Мітки: маси, литих, виробництві, млинів, глиняної, гартування, спосіб, підготовки, бандажів, цегли, розмельних
Код посилання
<a href="https://ua.patents.su/4-98650-sposib-gartuvannya-litikh-bandazhiv-rozmelnikh-mliniv-dlya-pidgotovki-glinyano-masi-pri-virobnictvi-cegli.html" target="_blank" rel="follow" title="База патентів України">Спосіб гартування литих бандажів розмельних млинів для підготовки глиняної маси при виробництві цегли</a>
Спосіб відновлення бандажів вальців млинів
Номер патенту: 67142
Опубліковано: 15.06.2004
Автори: Лебідь Наталія Миколаївна, Громко Ярослав Андрійович, Когут Микола Степанович
МПК: B23K 9/00, C22C 38/00
Мітки: відновлення, бандажів, спосіб, млинів, вальців
Формула / Реферат:
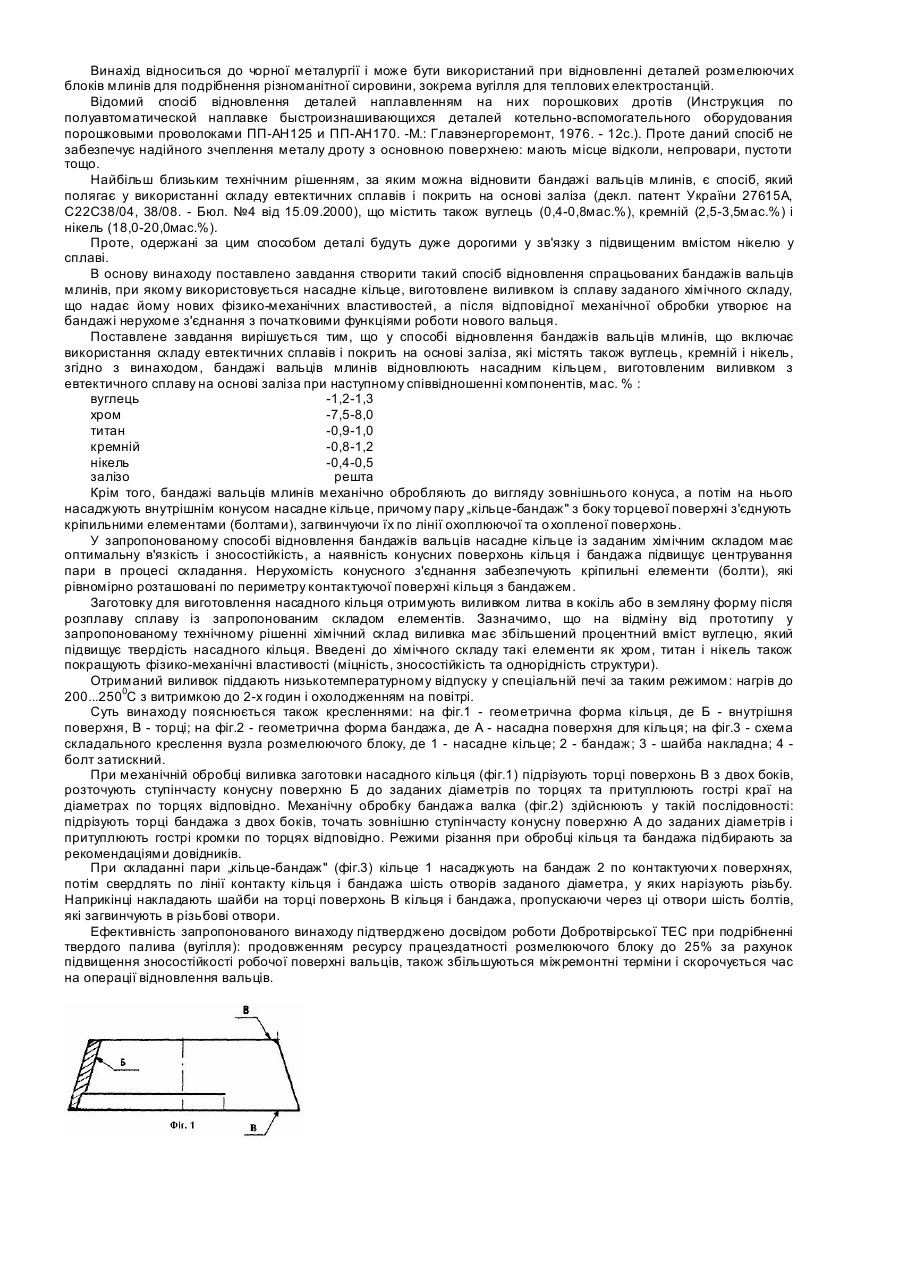
1. Спосіб відновлення бандажів вальців млинів, що включає використання складу евтектичних сплавів і покрить на основі заліза, які містять також вуглець, кремній і нікель, який відрізняється тим, що бандажі вальців млинів відновлюють насадним кільцем, виготовленим виливком з евтектичного сплаву на основі заліза при наступному співвідношенні компонентів, мас. %: вуглець 1,2... 1,3%; хром ...
Спосіб термічного зміцнення бандажів залізничних коліс
Номер патенту: 94362
Опубліковано: 26.04.2011
Автори: Бабаченко Олександр Іванович, Новохатній Володимир Акимович, Узлов Іван Герасимович, Кузьмичов Вячеслав Михайлович, Кононенко Ганна Андріївна, Узлов Костянтин Іванович, Хулін Артем Миколайович, Беседнов Сергій Вікторович, Камишний Андрій Євгенович, Сухов Олексій Володимирович, Майстренко Катерина Миколаївна
МПК: C21D 9/34, C21D 1/25, C21D 1/34
Мітки: спосіб, залізничних, термічного, зміцнення, бандажів, коліс
Формула / Реферат:
Спосіб термічного зміцнення бандажів залізничних коліс, який включає нагрів бандажів до температури аустенітизації, витримку при цій температурі, прискорене охолодження бандажів на гартувальній машині та їх відпуск, який відрізняється тим, що бандажі нагрівають до температури аустенітизації 890-900 °С протягом 2-2,5 годин, прискорене охолодження бандажів виконують на вертикальній гартувальній машині протягом 115-125 с з витратою води 70-82...
Спосіб поверхневого гартування сталі
Номер патенту: 21502
Опубліковано: 15.03.2007
Автор: КОТРЕЧКО ОЛЕКСІЙ ОЛЕКСІЙОВИЧ
МПК: C21D 1/78
Мітки: спосіб, гартування, сталі, поверхневого
Формула / Реферат:
Спосіб поверхневого гартування сталі, що включає циклічний індукційний нагрів осей і їх охолодження, який відрізняється тим, що термоциклювання здійснюють нагріванням поверхневого шару осей до температур (740-760)°С і (850-870)°С з наступним охолодженням відповідно після кожного із трьох циклів до температур (680-700)°С і (800-820)°С, а гартування виконують з температури нагріву (890-910)°С.
Спосіб гартування скла
Номер патенту: 84517
Опубліковано: 27.10.2008
Автори: Жеплинський Тарас Богданович, Боровець Зенон Іванович, Головчук Мирослав Ярославович
МПК: C03B 27/00, C03B 27/004
Мітки: скла, спосіб, гартування
Формула / Реферат:
Спосіб гартування скла, який включає нагрівання скла до температури гартування і наступне охолодження його поверхні через шар твердого теплопровідного матеріалу, який відрізняється тим, що теплопровідний матеріал приводять у контакт зі склом перед початком нагрівання.
Спосіб підготовки литих слябів
Номер патенту: 21298
Опубліковано: 15.03.2007
Автори: Пушков Валерій Васильович, Устенко Павло Анатолійович, Дубинський Борис Євгенович, Мурашкін Олександр Вікторович, Бойко Володимир Семенович, Фінаков Євген Володимирович, Ларіонов Олександр Олексійович, Климанчук Владислав Владиславович
МПК: B23D 7/00
Мітки: спосіб, підготовки, слябів, литих
Формула / Реферат:
Спосіб підготовки литих слябів, що включає поперечну порізку безперервно литих заготовок на штанги й порізку штанг на сляби, який відрізняється тим, що в лінії машини безперервного лиття заготовок (МБЛЗ) перед порізкою заготовок на штанги їхню довжину в гарячому стані (збільшену до найближчого значення розмірного ряду) визначають за формулою:де L -...
Попередній патент: Установка для лазерної обробки
Наступний патент: Спосіб управління абсорбційним холодильним приладом
Випадковий патент: Пристрій для підігріву палива двигуна внутрішнього згоряння