Спосіб підготовки литих слябів
Номер патенту: 21298
Опубліковано: 15.03.2007
Автори: Климанчук Владислав Владиславович, Фінаков Євген Володимирович, Мурашкін Олександр Вікторович, Устенко Павло Анатолійович, Дубинський Борис Євгенович, Ларіонов Олександр Олексійович, Пушков Валерій Васильович, Бойко Володимир Семенович

Формула / Реферат
Спосіб підготовки литих слябів, що включає поперечну порізку безперервно литих заготовок на штанги й порізку штанг на сляби, який відрізняється тим, що в лінії машини безперервного лиття заготовок (МБЛЗ) перед порізкою заготовок на штанги їхню довжину в гарячому стані (збільшену до найближчого значення розмірного ряду) визначають за формулою:
![]()
де L - оптимальна довжина сляба, який розкроюють в холодному стані у прокатному цеху;
n - оптимальна кількість слябів у штанзі, зумовлена співвідношенням технічних характеристик інфраструктури МБЛЗ і технічних характеристик нагрівальних печей товстолистового стана, а також некратністю маси плавки і маси штанг;
Кт - температурний коефіцієнт, що враховує лінійне розширення металу;
S - ширина різу при поділі штанг на сляби,
а довжину слябів перед порізкою визначають за алгоритмом:
![]()
де ![]() - щільність металу;
- щільність металу;
Н, В - вибрані розміри поперечного перерізу слябів;
Мопт - оптимальна маса сляба,
оптимальну масу сляба визначають за формулою:
![]()
де h, b - товщина й ширина замовлених за специфікацією листів;
![]() - сумарна довжина m придатних листів;
- сумарна довжина m придатних листів;
m - кількість необхідних листів у розкаті;
![]() остmin - мінімальне значення функції
остmin - мінімальне значення функції ![]() остmin = f(М) у діапазоні граничних значень маси сляба, зумовлених характеристиками нагрівальних печей, розмірами розкату та довжиною розкатних полів;
остmin = f(М) у діапазоні граничних значень маси сляба, зумовлених характеристиками нагрівальних печей, розмірами розкату та довжиною розкатних полів;![]() остmin - мінімальне значення функції
остmin - мінімальне значення функції ![]() для певної заданої кількості і слябів у штанзі: 1, 2, 3, 4, яку (функцію) визначають за формулою:
для певної заданої кількості і слябів у штанзі: 1, 2, 3, 4, яку (функцію) визначають за формулою:
де Кф - фабрикаційний коефіцієнт;
М - маса сляба.
Текст
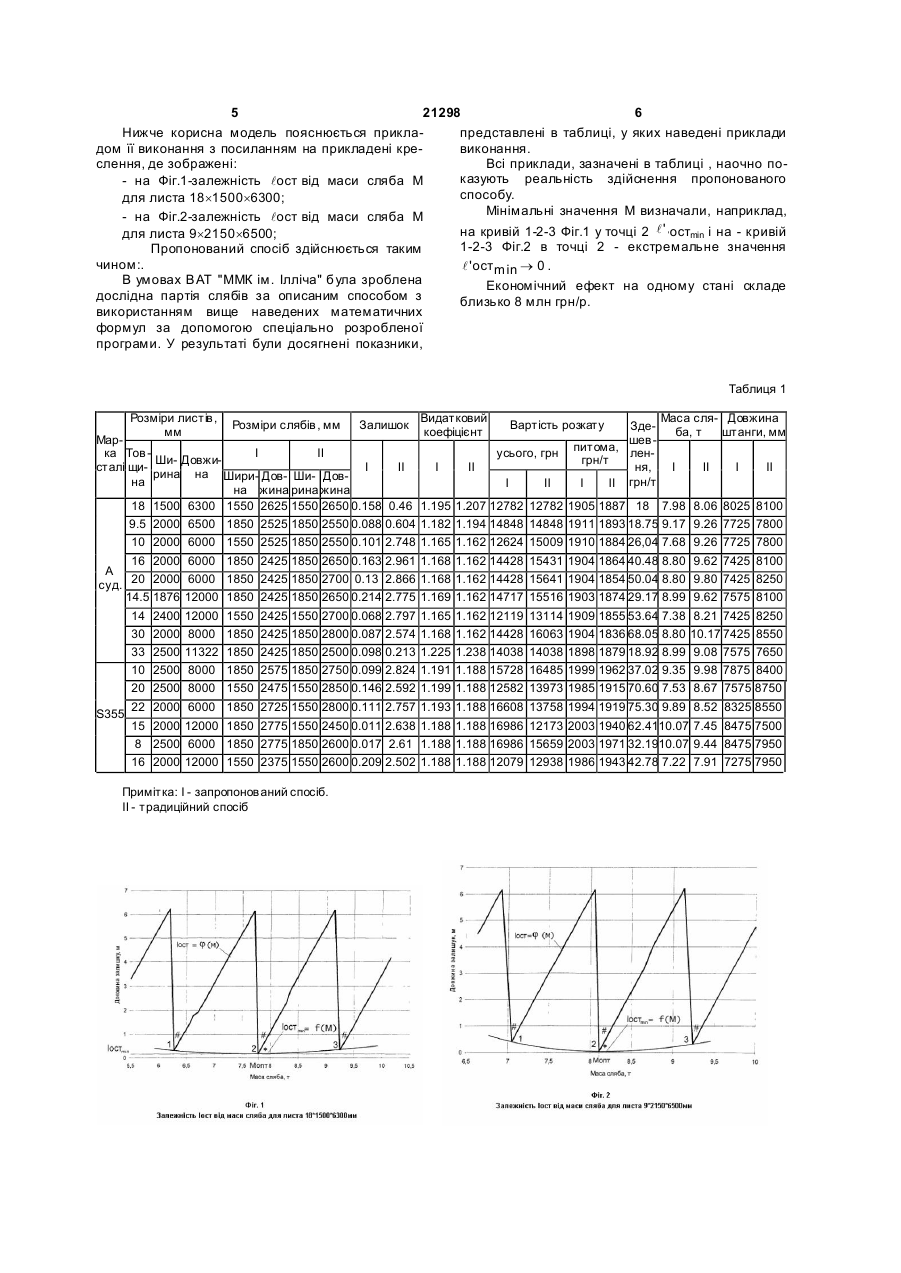
Спосіб підготовки литих слябів, що включає поперечну порізку безперервно литих заготовок на штанги й порізку штанг на сляби, який відрізняється тим, що в лінії машини безперервного лиття заготовок (МБЛЗ) перед порізкою заготовок на штанги їхню довжину в гарячому стані (збільшену до найближчого значення розмірного ряду) визначають за формулою: Lшт = [L ´ n + S ´ (n - 1)]´ Kт, де L - оптимальна довжина сляба, який розкроюють в холодному стані у прокатному цеху; n - оптимальна кількість слябів у штанзі, зумовлена співвідношенням технічних характеристик інфраструктури МБЛЗ і технічних характеристик нагрівальних печей товстолистового стана, а також некратністю маси плавки і маси штанг; Кт - температурний коефіцієнт, що враховує лінійне розширення металу; S - ширина різу при поділі штанг на сляби, а довжину слябів перед порізкою визначають за алгоритмом: Мопт , g ´H´B де g - щільність металу; Н, В - вибрані розміри поперечного перерізу слябів; Мопт - оптимальна маса сляба, оптимальну масу сляба визначають за формулою: m é ù Моп т = êg ´ h ´ b ´ ( å li + l'остmin)ú ´ Кф, ê ú ë i=1 û де h, b - товщина й ширина замовлених за специфікацією листів; Корисна модель - спосіб підготовки литих слябів належить до області металургії, зокрема, до підготовки слябів, переважно в сталеплавильних цехах на машинах безперервного лиття заготовок (МБЛЗ) і в прокатних цехах перед реверсивними станами, призначеними для виробництва товстих листів, зокрема - до різання металів полум'ям. До цехів "ВАТ "ММК ім. Ілліча", у яких здійснюється різання литої заготовки за допомогою газополум'яних різаків, належить киснево-конвертерний цех і листопрокатний цех 3000. Відомий спосіб підготовки литих слябів, прийнятий за прототип, що передбачає, зокрема, у сталеплавильному цеху поперечну порізку безперервно-литих заготовок на штанги й порізку штанг на сляби, описаний у технологічній інструкції ТИ L= m å li - сумарна довжина m придатних листів; (19) UA (11) 21298 (13) U i=1 m - кількість необхідних листів у розкаті; l ' остmin - мінімальне значення функції l остmin = f(М) у діапазоні граничних значень маси сляба, зумовлених характеристиками нагрівальних печей, розмірами розкату та довжиною розкатних полів; l остmin - мінімальне значення функції l ост j(М) для певної заданої кількості і слябів у = штанзі: 1, 2, 3, 4, яку (функцію) визначають за формулою: m M - g ´ Кф ´ h ´ b ´ å li i= 1 , l ост = g ´ Кф ´ h ´ b де Кф - фабрикаційний коефіцієнт; М - маса сляба. 3 21298 4 227 СТКК-10-03. В інструкції зазначені тільки граПоставлене завдання вирішується тим, що в ничні значення штанги на МНЛЗ № 1 й № 2: переспособі підготовки литих слябів, який включає потин 250х1550-1850 мм, довжина 5600-8500мм. У перечну порізку безперервно-литих заготовок на контракті на придбання МНЛЗ № 3 [№ 12 JMPштанги й порізку штанг на сляби, відповідно до CCM 015-03] також зазначені граничні розміри: корисної моделі, у лінії МБЛЗ перед порізкою заго150-250х1050-1850х5600-10500мм. Після порізки товок на штанги їхню довжину Lшт в гарячому сташтанги охолоджують, транспортують у прокатний ні (збільшену до найближчого значення розмірного цех, де здійснюють їх поперечну порізку на 2 або 3 ряду) визначають за формулою: сляби - при довжині штанги до 8500мм або 4 сляL шт = [L ´ n + S ´ (n - 1)]´ Kт, би - при довжині штанги 9300-10500мм. де L - оптимальна довжина сляба, який розкроюРозрахунок розмірів слябів здійснюють на підють у холодному стані в прокатному цеху; ставі встановлених фабрикаційних коефіцієнтів n - оптимальна кількість слябів у штанзі, обу(Кфуст), [див. те хнологічну інструкцію ТИ 227-ПГЛмовлена співвідношенням технічних характеристик 15-98], які визначаються залежно від марки сталі інфраструктури МБЛЗ і технічних характеристик та розмірів, що вимагаються специфікаціями занагрівальних печей товстолистового стана, а тамовників листів, а також технології прокатки за кож некратністю маси плавки і маси штанг формулою: (n=2,3,або 4) ; К ´ (в + D в) ´ ( l + l об + lис) ´ Кз ´ Кн Кт - температурний коефіцієнт, що враховує KФуст = У , лінійне розширення металу; в´l S - ширина різу при розділі штанг на сляби; де Ку - коефіцієнт, що враховує втрати металу від а довжину слябів перед порізкою визначають вигару; за алгоритмом: в та l - ширина й довжина обрізаного готовоМопт го прокату; L= g ´ Н´ В Dв - припуск на бічну обрізь залежно від технологічних параметрів; де g - щільність металу; Н,В - обрані розміри поперечного перерізу l об - встановлений припуск на торцеву обслябів; різь; Мопт - оптимальна маса сляба, l ис - припуск для технологічних і механічних оптимальну масу сляба визначають за випробувань; формулою: Кз - втрати при порізці й зачищенні; é æm öù Кн - втрати від некратності. ç ÷ Мопт = ê g ´ h ´ b ´ ç S li + l¢ост min ÷ ú ´ Кф Цей відомий спосіб, прийнятий за прототип, не ê ç ÷ú ê вирішує проблеми мінімізації витрати металу тому, è i= 1 øú ë û що не передбачає визначення мінімального знаде h, b - товщина й ширина замовлених за специчення Кн. Значення Кн задається або постійним фікацією листі для певної групи марочного сортаменту без обліку m розмірів заготовки, або, у ряді випадків, значення li - сумарна довжина m придатних листів; некратності й залишків розкату за довжиною виi=1 значається при розрахунку фабрикаційних коефіm - кількість необхідних листів у розкаті цієнтів). l¢ост min мінімальне значення функції Однак прототип не передбачає методу зменl остmin = f(М) у діапазоні граничних значень маси шення залишків ( l ост) після розкрою. У результаті - витрати металу через некратність у середньосляба, обумовлених характеристиками нагрівальму становить від 8,3 до 15кг/т і тільки в одному них печей, розмірами розкату та довжиною розкатних полів (див. позицію * на Фіг.1 і Фіг.2); товстолистовому це ху втрати - 55млн грн/рік. Кн є функцією багатьох змінних: розмірів сляl остmin - мінімальне значення функції бів, обмежених характеристиками машин безпереl ост= j(М) для певної заданої кількості і слябів у рвного лиття заготовок, її інфраструктури й харакштанзі: 1, 2, 3, 4 (див. позиції # на Фіг.1 й 2), яку теристиками нагрівальних печей, розмірів листів, (функцію) визначають за формулою: передбачених специфікацією, припусків та допусm ків, обумовлених нормативною документацією та M - g ´ Кф ´ h ´ b ´ S l i технологією виробництва, у т.ч. температурними i =1 , режимами нагрівання і прокатки, розмірами розкаl ост = g ´ Кф ´ h ´ b тного поля і характеристиками основного технолоде Кф - фабрикаціонний коефіцієнт. гічного устаткування й ін. Тому, без обгрунтованоМ - маса сляба. го алгоритму, що передбачає аналіз значної Експериментальне доведено, що нова сукупкількості варіантів, не можна мінімізувати некратність ознак є причиною, а одержаний первинний ність. технічний результат (мінімізація витрат) - її наслідПеред авторами поставлене завдання розроком. бити такий спосіб підготовки литих слябів, що доУ свою чергу мінімізація витрат є причиною, а зволяє скоротити витрати металу (видатковий ковторинний технічний результат, що досягається, ефіцієнт) при виробництві товстолистового (скорочення витрати металу - видаткового коефіпрокату шля хом мінімізації витрат. цієнта) - її наслідком. å 5 21298 6 Нижче корисна модель пояснюється приклапредставлені в таблиці, у яких наведені приклади дом її виконання з посиланням на прикладені кревиконання. слення, де зображені: Всі приклади, зазначені в таблиці , наочно показують реальність здійснення пропонованого - на Фіг.1-залежність lост від маси сляба М способу. для листа 18´1500´6300; Мінімальні значення М визначали, наприклад, - на Фіг.2-залежність lост від маси сляба М на кривій 1-2-3 Фіг.1 у точці 2 l ' ’остmin і на - кривій для листа 9´2150´6500; 1-2-3 Фіг.2 в точці 2 - екстремальне значення Пропонований спосіб здійснюється таким чином:. l ' ост min ® 0 . В умовах ВАТ "ММК ім. Ілліча" була зроблена Економічний ефект на одному стані складе дослідна партія слябів за описаним способом з близько 8 млн грн/р. використанням вище наведених математичних формул за допомогою спеціально розробленої програми. У результаті були досягнені показники, Таблиця 1 Розміри листів , мм Розміри слябів , мм Залишок Видатковий коефіцієнт Вартість розкату Здешев питома, ленгрн/т ня, І II грн/т Маса сля- Довжина ба, т штанги, мм Mapка Тов I II усього, грн Ши- Довжисталі щиI II І II І II I II рина на Шири- Дов- Ши- Довна І II на жина рина жина 18 1500 6300 1550 2625 1550 2650 0.158 0.46 1.195 1.207 12782 12782 1905 1887 18 7.98 8.06 8025 8100 9.5 2000 6500 1850 2525 1850 2550 0.088 0.604 1.182 1.194 14848 14848 1911 1893 18.75 9.17 9.26 7725 7800 10 2000 6000 1550 2525 1850 2550 0.101 2.748 1.165 1.162 12624 15009 1910 1884 26,04 7.68 9.26 7725 7800 16 2000 А суд. 20 2000 14.5 1876 14 2400 30 2000 33 2500 10 2500 20 2500 6000 6000 12000 12000 8000 11322 8000 8000 1850 1850 1850 1550 1850 1850 1850 1550 2425 1850 2650 0.163 2.961 2425 1850 2700 0.13 2.866 2425 1850 2650 0.214 2.775 2425 1550 2700 0.068 2.797 2425 1850 2800 0.087 2.574 2425 1850 2500 0.098 0.213 2575 1850 2750 0.099 2.824 2475 1550 2850 0.146 2.592 1.168 1.168 1.169 1.165 1.168 1.225 1.191 1.199 1.162 14428 1.162 14428 1.162 14717 1.162 12119 1.162 14428 1.238 14038 1.188 15728 1.188 12582 15431 15641 15516 13114 16063 14038 16485 13973 1904 1864 40.48 8.80 1904 1854 50.04 8.80 1903 1874 29.17 8.99 1909 1855 53.64 7.38 1904 1836 68.05 8.80 1898 1879 18.92 8.99 1999 1962 37.02 9.35 1985 1915 70.60 7.53 9.62 7425 8100 9.80 7425 8250 9.62 7575 8100 8.21 7425 8250 10.17 7425 8550 9.08 7575 7650 9.98 7875 8400 8.67 7575 8750 22 15 8 16 6000 12000 6000 12000 1850 1850 1850 1550 2725 1550 2800 0.111 2.757 2775 1550 2450 0.011 2.638 2775 1850 2600 0.017 2.61 2375 1550 2600 0.209 2.502 1.193 1.188 1.188 1.188 1.188 16608 1.188 16986 1.188 16986 1.188 12079 13758 12173 15659 12938 1994 1919 75.30 9.89 2003 1940 62.4110.07 2003 1971 32.1910.07 1986 1943 42.78 7.22 8.52 7.45 9.44 7.91 S355 2000 2000 2500 2000 Примітка: І - запропонов аний спосіб. II - традиційний спосіб 8325 8550 8475 7500 8475 7950 7275 7950 7 Комп’ютерна в ерстка М. Мацело 21298 8 Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for preparation of cast slabs
Автори англійськоюBoiko Volodymyr Semenovych, Dubinskyi Borys Yevhenovych, Klymanchuk Vladyslav Vladyslavovych, Larionov Oleksandr Oleksiiovych, Murashkin Oleksandr Viktorovych, Pushkov Valerii Vasyliovych
Назва патенту російськоюСпособ подготовки литых слябов
Автори російськоюБойко Владимир Семенович, Дубинский Борис Евгеньевич, Климанчук Владислав Владиславович, Ларионов Александр Алексеевич, Мурашкин Александр Викторович, Пушков Валерий Васильевич
МПК / Мітки
МПК: B23D 7/00
Мітки: литих, слябів, спосіб, підготовки
Код посилання
<a href="https://ua.patents.su/4-21298-sposib-pidgotovki-litikh-slyabiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб підготовки литих слябів</a>
Спосіб редукування литих заготовок
Номер патенту: 37413
Опубліковано: 15.05.2002
Автори: Кліменко Владислав Антонович, Дубінський Борис Євгенійович, Карнаушенко Ніл Андрійович, Радушев Олексій Олександрович, Налча Георгій Іванович, Омельяненко Микола Іванович, Климанчук Владислав Владиславович, Грекова Наталія Нілівна, Шебаніц Едуард Миколайович, Васекін Андрій Валерійович
МПК: B21B 1/38
Мітки: заготовок, редукування, литих, спосіб
Формула / Реферат:
Cпociб редукування литих заготовок на слябінгу з перемінним обтиском горизонтальними і вертикальними валками, який відрізняється тим, що сумарний обтиск вертикальними валками визначають виразомде Вз і bсл - ширина литої заготовки i катаного сляба, мм; - природне (вільне) розширення,...
Спосіб виробництва слябів
Номер патенту: 73628
Опубліковано: 15.08.2005
Автор: Данько Володимир Михайлович
МПК: B21B 1/02
Мітки: виробництва, спосіб, слябів
Формула / Реферат:
Спосіб виробництва слябів для прокатування товстих листів, що включає відливання заготівок на машинах для безперервного лиття заготівок або їх прокатування із зливків з подальшим розрізанням, який відрізняється тим, що заготівки виробляють з шириною, не меншою мінімально припустимої довжини слябів, а ширину слябів отримують розрізанням заготівок на потрібні довжини за розміром:
Спосіб охолодження слябів
Номер патенту: 64408
Опубліковано: 16.02.2004
Автори: Корніенко Олександр Іванович, Бойко Володимир Семенович, Климанчук Владислав Владиславович
МПК: B22D 11/124
Мітки: спосіб, слябів, охолодження
Формула / Реферат:
Спосіб охолодження слябів, який включає вторинне охолодження широких граней слябів по великому і малому радіусах машини безупинного лиття заготівель із зміною відношення витрати води в межах (1,5 - 1,25):1, який відрізняється тим, що при заданій стабільній швидкості розливання і постійній витраті води по великому радіусу сляба, витрата води по малому радіусу змінюється в залежності:
Спосіб виробництва листів із слябів
Номер патенту: 49461
Опубліковано: 16.09.2002
Автори: Росточилов Анатолій Іванович, Тартачний Віктор Сергійович, Гаран Ігор Вячославович, Соколовський Борис Цудікович
МПК: B22D 25/00, B22D 7/00
Мітки: виробництва, слябів, спосіб, листів
Формула / Реферат:
Спосіб виробництва листів із слябів, що включає відливку зливків у наскрізні виливниці, нагрівання та прокатування у валках блюмінга, який відрізняється тим, що прокатування проводять крізь спеціальний калібр з боковими стінками урізів потоків, які містять на глибині скоси під кутом 15-20 градусів до осі обертання валків з формуванням випуклої форми вузьких граней розкатки та багатогранного, наприклад восьмигранного поперечного перерізу...
Спосіб і пристрій для виготовлення слябів
Номер патенту: 51790
Опубліковано: 16.12.2002
Автори: Мюллер Петер, Бьохер Герхард, Урлау Ульріх, Шемайт Ганс
МПК: B22D 41/50, B22D 11/04
Мітки: пристрій, спосіб, виготовлення, слябів
Формула / Реферат:
1. Спосіб виготовлення слябів шириною D, більшою 100 мм, при швидкості розливання v, меншій 3 м/хв, в установці безперервного розливання, при якому розплав підводять у кристалізатор із збірника через заглибний ливарний стакан і з боку горловини витягають твердіючу оболонку, яка охоплює зумпф, у кліть з напрямними сляба, який відрізняється тим, що підведений розплав надходить у кристалізатор зі швидкістю (vk), що відноситься до швидкості...
Попередній патент: Комплексний препарат пролонгованої дії “вірон”
Наступний патент: Спосіб реєстрації магнітокардіограм