Спосіб виготовлення гвинтових заготовок
Номер патенту: 99244
Опубліковано: 25.05.2015


Формула / Реферат
Спосіб виготовлення гвинтових заготовок, в якому із циліндричної порожнистої заготовки, вирізують гвинтову заготовку за допомогою інструмента, якому надають гвинтовий рух відносно такої заготовки, який відрізняється тим, що вирізування здійснюють шляхом наскрізного проплавлення матеріалу циліндричної порожнистої заготовки плазмовою дугою в зоні різання з одночасним видаленням розплавленого матеріалу з порожнини різу струменем стисненого повітря.
Текст
Реферат: UA 99244 U UA 99244 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до технології машинобудування і може використовуватись для виготовлення широкосмугових гвинтових заготовок із високолегованих нержавіючих та жароміцних сплавів. Відомий спосіб виготовлення гвинтових заготовок, при якому із циліндричної порожнистої заготовки, вирізують гвинтову заготовку за допомогою інструмента, якому надають гвинтовий рух відносно такої заготовки [А.с. СРСР № 1717504А1, кл. В65G 33/00, заявл. 27.07.1989, опубл. 7.03.1992, бюл. № 9]. Недоліком вказаного способу є складність виготовлення гвинтових заготовок зі значною шириною витка із нержавіючих та жароміцних сплавів. При обробці різанням циліндричної заготовки, зважаючи на невисоку жорсткість використовуваного інструмента (кінцевих фрез малого діаметра, спеціальних різців) і спіралей, які одержують, спостерігається дроблення та обрив гвинтової поверхні. В основу корисної моделі поставлена задача розширення технологічних можливостей за рахунок забезпечення одержання гвинтових заготовок із високолегованих нержавіючих та жароміцних сплавів, шляхом реалізації способу виготовлення гвинтових заготовок, при якому із циліндричної порожнистої заготовки, вирізують гвинтову заготовку за допомогою інструмента, якому надають гвинтовий рух відносно такої заготовки, причому вирізування здійснюють шляхом наскрізного проплавлення матеріалу циліндричної порожнистої заготовки плазмовою дугою в зоні різання з одночасним видаленням розплавленого матеріалу з порожнини різу струменем стисненого повітря. Спосіб реалізується наступним чином. Із циліндричної порожнистої заготовки вирізають гвинтову заготовку шляхом наскрізного проплавлення матеріалу по спіральній траєкторії плазмовою дугою в зоні різання з одночасним видаленням розплавленого матеріалу з порожнини різу струменем стисненого повітря. Як інструмент використовують плазмотрон, якому надають гвинтовий рух відносно такої циліндричної порожнистої заготовки. Приклад конкретного виконання способу. Для виготовлення гвинтової заготовки із жароміцної сталі 40X10С2Н, яка характеризується такими параметрами: внутрішній діаметр - 330 мм; зовнішній діаметр - 450 мм; крок - 30 мм, товщина витка - 24 мм, використовують плазмотрон ПВР-402М, який встановлений на установці повітряно-плазмового різання АПР-404М. 2 Характеристики плазмотрона: тиск плазмотвірного газу на вході в плазмотрон, 4,0 кгс/см , плазмо твірний газ - повітря, охолодження плазмотрона - примусове, тиск охолоджуючої рідини 2 на вході в плазмотрон, 3,0 кгс/см , діаметр каналу сопла для номінального струму - 4 мм, маса плазмотрона без кабель-шлангового пакета, не більше 1,5 кг. Циліндричну порожнисту заготовку із жароміцної сталі 40X10С2Н із зовнішнім діаметром 450мм і внутрішнім діаметром 330 мм встановлюють в спеціальному пристосуванні з можливістю обертання заготовки навколо власної осі. Потім здійснюють такі дії. Відкривають кран в магістралі подачі охолоджуючої води і перевіряють її тиск. Перевіряють витрату води через плазмотрон (при витраті менше 5 л/хв робота не допускається). Подають плазмоутворюючий газ в плазмотрон. Для цього за допомогою регулятора тиску 2 встановлюють тиск 2,5-6,0 кгс/см за манометром. Вентилем встановлюють витрату 3 плазмоутворюючого газу в межах 4,0-10,0 м /год. Перевіряють запалювання чергової дуги. Плазмотрон при цьому повинен знаходитися на відстані не менше 150-200 мм від поверхні циліндричної заготовки. Нормальний режим горіння чергової дуги характеризується візуально безперервним факелом. Встановлюють плазмотрон над точкою початку різання на висоті 10-15 мм від зовнішнього зрізу сопла. Після утворення основної дуги включають механізм переміщення плазмотрона і забезпечують постійну швидкість переміщення відповідно до технології різання. В процесі різання підтримують відстань від зовнішнього зрізу сопла до поверхні оброблюваного виробу в межах 5-20 мм. Спочатку здійснюють повільне врізання з розміщенням дуги під кутом, рівним куту нахилу гвинтової ліній одержуваної шнекової заготовки. Режими повітряно-плазмового різання: струм дуги - 300 А, лінійна швидкість різання – 0,3 м/хв, величина поздовжньої подачі інструмента - 30 мм/об. Ширина зрізу для діаметра сопла 4 мм залежить від ширини витка і становить 6 мм. Якість бічних поверхонь витків утвореної гвинтової заготовки відповідає умовам, згідно з ГОСТ 14792. Шорсткість бічних поверхонь витків становить Rz=250 мкм. 1 UA 99244 U Таким чином, запропонований спосіб дозволяє одержувати гвинтові заготовки зі значною шириною витка із високолегованих нержавіючих та жароміцних сплавів. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 Спосіб виготовлення гвинтових заготовок, в якому із циліндричної порожнистої заготовки, вирізують гвинтову заготовку за допомогою інструмента, якому надають гвинтовий рух відносно такої заготовки, який відрізняється тим, що вирізування здійснюють шляхом наскрізного проплавлення матеріалу циліндричної порожнистої заготовки плазмовою дугою в зоні різання з одночасним видаленням розплавленого матеріалу з порожнини різу струменем стисненого повітря. Комп’ютерна верстка М. Мацело Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Автори англійськоюVasylkiv Vasyl Vasyliovych
Автори російськоюВасилькив Василий Васильевич
МПК / Мітки
МПК: B21D 11/06
Мітки: заготовок, спосіб, виготовлення, гвинтових
Код посилання
<a href="https://ua.patents.su/4-99244-sposib-vigotovlennya-gvintovikh-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення гвинтових заготовок</a>
Спосіб виготовлення секційних гвинтових заготовок
Номер патенту: 88644
Опубліковано: 25.03.2014
Автори: Бобрик Віталій Володимирович, Васильків Василь Васильович
МПК: B21D 11/06
Мітки: виготовлення, гвинтових, секційних, спосіб, заготовок
Формула / Реферат:
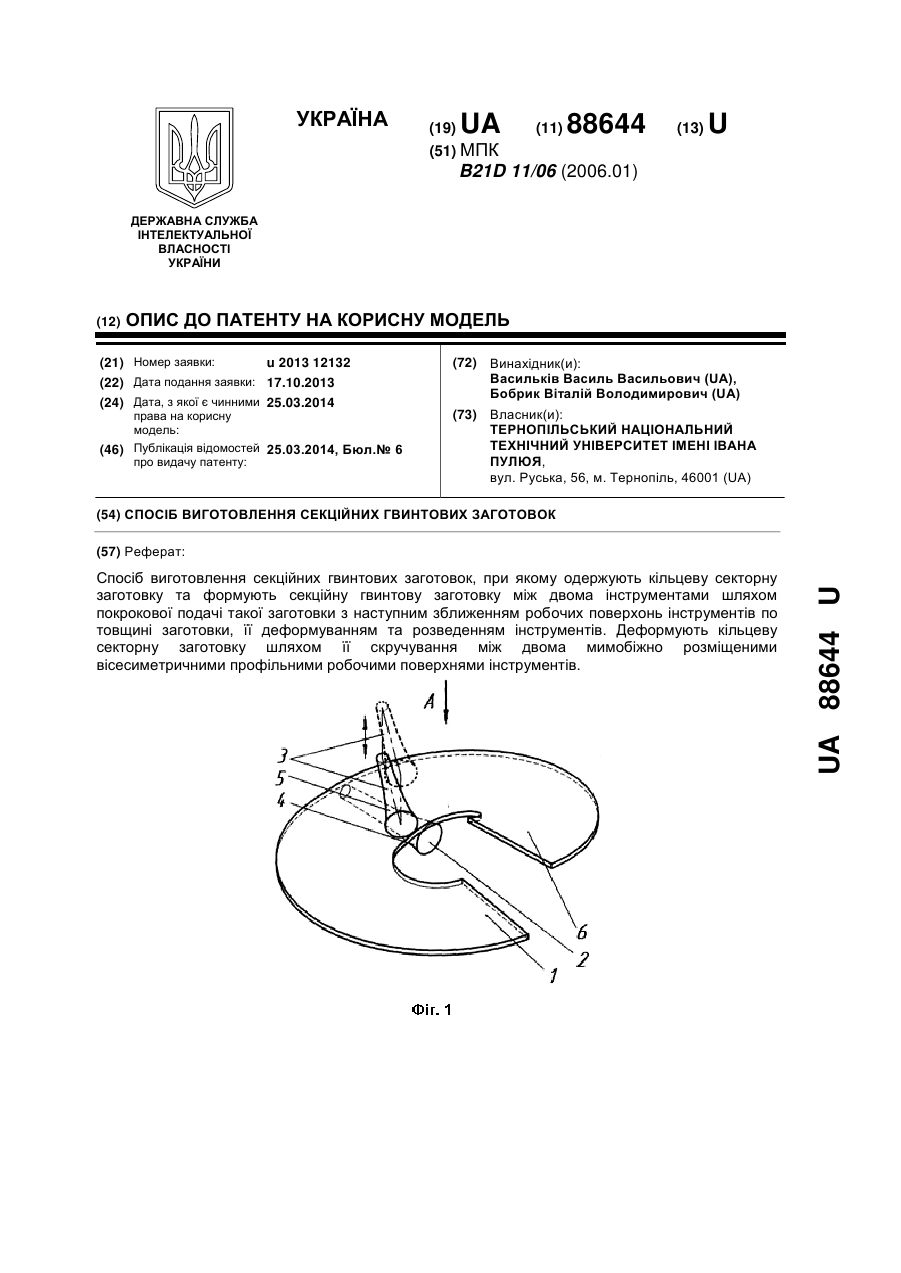
Спосіб виготовлення секційних гвинтових заготовок, при якому одержують кільцеву секторну заготовку та формують секційну гвинтову заготовку між двома інструментами шляхом покрокової подачі такої заготовки з наступним зближенням робочих поверхонь інструментів по товщині заготовки, її деформуванням та розведенням інструментів, який відрізняється тим, що кільцеву секторну заготовку деформують шляхом її скручування між двома мимобіжно розміщеними...
Спосіб виготовлення секційнозварних гвинтових заготовок
Номер патенту: 78634
Опубліковано: 25.03.2013
Автори: Радик Дмитро Леонидович, Васильків Василь Васильович
МПК: B21D 11/00
Мітки: гвинтових, секційнозварних, виготовлення, заготовок, спосіб
Формула / Реферат:
Спосіб виготовлення секційнозварних гвинтових заготовок, при якому зі штучної заготовки вирізають кільцеву секторну заготовку та формують секційну гвинтову заготовку шляхом розтягування кільцевої секторної заготовки за допомогою співвісних пуансона і матриці з робочими гвинтовими поверхнями з наступним зварюванням одержаних секційних гвинтових заготовок, який відрізняється тим, що як штучну заготовку використовують спрацьовані диски, а перед...
Спосіб виготовлення секційних гвинтових заготовок
Номер патенту: 70380
Опубліковано: 11.06.2012
Автори: Бобрик Віталій Володимирович, Васильків Василь Васильович
МПК: B21D 11/06
Мітки: заготовок, спосіб, виготовлення, секційних, гвинтових
Формула / Реферат:
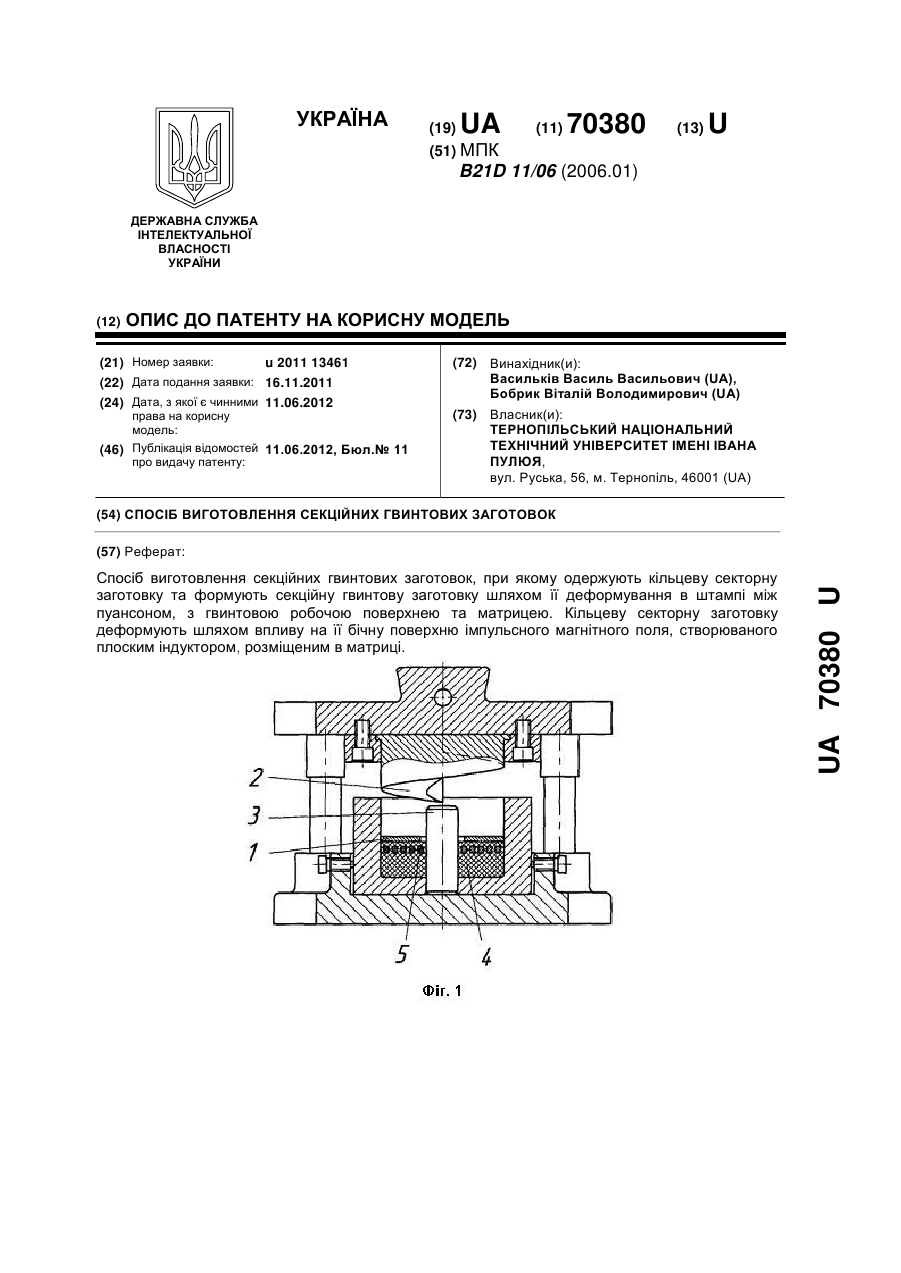
Спосіб виготовлення секційних гвинтових заготовок, при якому одержують кільцеву секторну заготовку та формують секційну гвинтову заготовку шляхом її деформування в штампі між пуансоном, з гвинтовою робочою поверхнею та матрицею, який відрізняється тим, що кільцеву секторну заготовку деформують шляхом впливу на її бічну поверхню імпульсного магнітного поля, створюваного плоским індуктором, розміщеним в матриці.
Спосіб виготовлення широкосмугових гвинтових заготовок
Номер патенту: 45066
Опубліковано: 26.10.2009
Автори: Босюк Павло Володимирович, Радик Дмитро Леонидович, Васильків Василь Васильович
МПК: B21D 11/06
Мітки: гвинтових, виготовлення, заготовок, широкосмугових, спосіб
Формула / Реферат:
Спосіб виготовлення широкосмугових гвинтових заготовок, при якому вирізають зубчасту заготовку, яка складається із пазів і пластин зубців, з'єднаних пазовими перемичками, навивають на ребро і калібрують на крок, який відрізняється тим, що у зубчастій заготовці вирізають крайки пластин зубців зі сторони пазових перемичок з радіусом, рівним радіусу зовнішньої крайки витка широкосмугової гвинтової заготовки, а протилежні крайки пластин зубців зі...
Спосіб виготовлення штампозварних гвинтових заготовок
Номер патенту: 64321
Опубліковано: 10.11.2011
Автори: Васильків Василь Васильович, Радик Дмитро Леонидович
МПК: B21D 11/06
Мітки: гвинтових, штампозварних, виготовлення, спосіб, заготовок
Формула / Реферат:
Спосіб виготовлення штампозварних гвинтових заготовок, при якому одержують кільцеву заготовку, розрізають її по радіусу до утворення кільцевої секторної заготовки, нагрівають та формують секційну гвинтову заготовку з наступним зварюванням секційних гвинтових заготовок до утворення багатовиткової штампозварної гвинтової заготовки, який відрізняється тим, що формування секційної гвинтової заготовки здійснюють торцевим розкатуванням за...
Попередній патент: Спосіб визначення ефективності антигіпертензивної фармакотерапії первинної артеріальної гіпертензії
Наступний патент: Завантажувач гвинтовий з пересипом
Випадковий патент: Конструкція пайола надувного човна