Спосіб зварювання встик двох деталей
Формула / Реферат
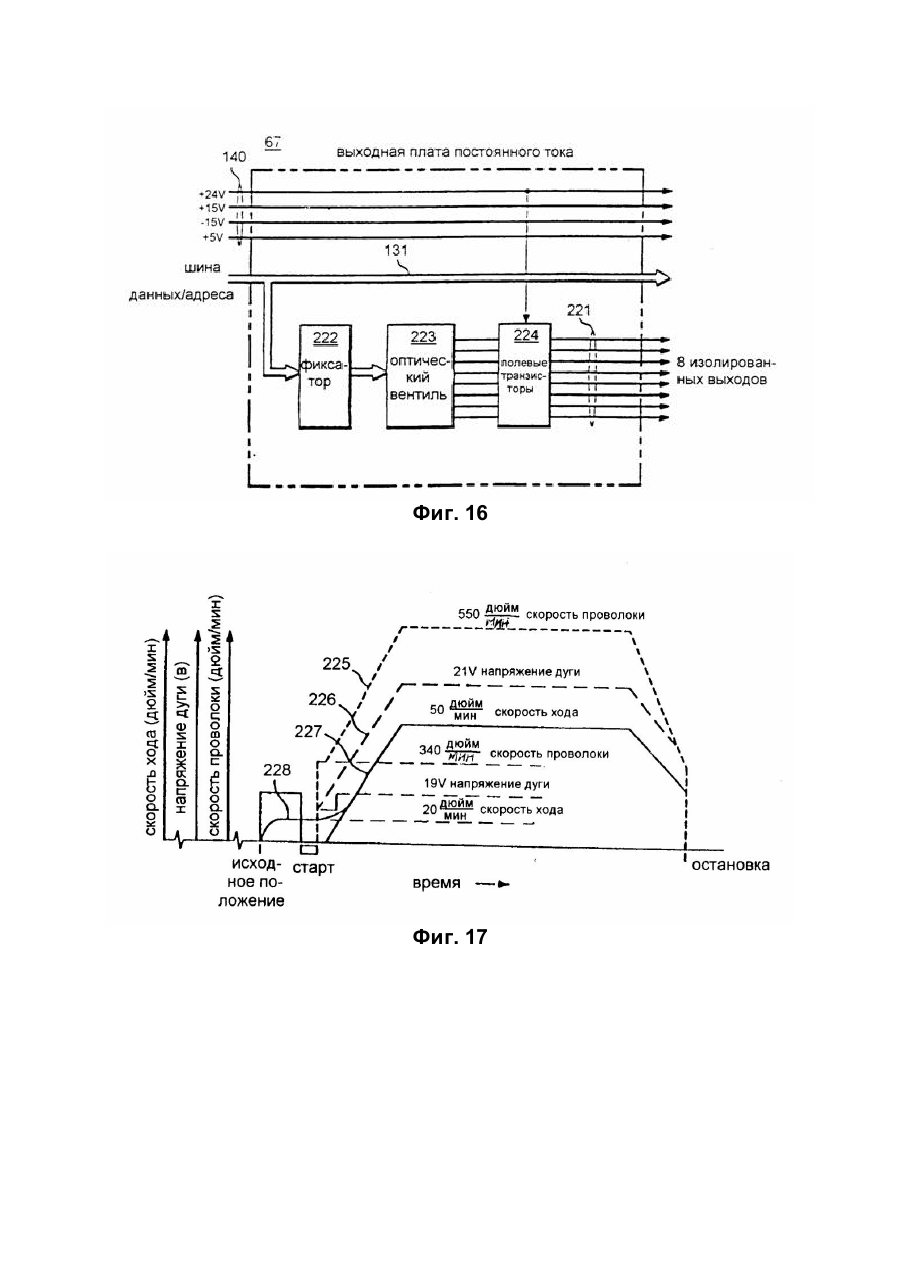
1. Способ сварки встык двух деталей, имеющих зазор, предусматривающий установление начальной и конечной точек сварки, запуск подачи проволоки в зазор и возбуждение дуги в зазоре, осуществление сварки в начале при первой скорости подачи сварочного устройства, увеличение скорости подачи сварочной проволоки после возбуждени дуги до тех пор, пока скорость подачи проволоки не достигнет номинальной величины, изменение скорости подачи сварочного устройства с первой скорости до второй скорости, перемещение сварочного устройства вдоль зазора на второй скорости хода в направлении конечной точки, отличающийся тем, что сварочное устройство приближают к начальной точке при первой скорости и, не останавливаясь, ведут его через начальную точку, а когда оно проходит начальную точку, тогда инициируют дугу и начинают подачу сварочной проволоки, при этом первая скорость подачи сварочного устройства ниже второй скорости подачи сварочного устройства.
2. Способ по п. 1, отличающийся тем, что и скорость подачи сварочного устройства, и скорость подачи сварочной проволоки снижают по мере приближения сварочного устройства к конечной точке так, чтобы скорость подачи сварочного устройства и скорость подачи сварочной проволоки были нулевыми, когда сварочное устройство оказывается на конечной точке.
3. Способ по п. 1 или 2, отличающийся тем, что в случае увеличения напряжения дуги с первого до второго напряжения увеличение напряжения осуществляют в течение времени, по существу, соответствующего времени, в течение которого увеличивают скорость подачи сварочного устройства с первой скорости до второй скорости.
4. Способ по любому из пп. 1-3, отличающийся тем, что в случае увеличения напряжения дуги с первого напряжения до второго напряжения увеличение напряжения осуществляют в течение времени, по существу, соответствующего времени, в течение которого увеличивают скорость подачи сварочной проволоки с первой скорости до второй скорости.
Текст
Изобретение относится в основном к сварке и, в частности, к способу уп равления оборудованием автоматической сварки. В конструкциях трубопроводов необхо димо осуществлять сварку сты ков труб как внутри так и снаружи. При проведении наружной сварки доступность не представляет проблему, но для создания внутреннего сварного шва доступ является существенной проблемой. Поскольку во многих случаях невозможен доступ для человека, разработаны авто матизированные машины для внутренней сварки, которые выполняют эту операцию. Та кая машина для внутренней сварки показана в те хническом решении к Патенту США № 3612808 изобретателя Нелсона. Авто матическое устройство для внутренней сварки описано в Патенте США № 4525616 изобретате ля Славенса. Хо тя устройства для вн утренней сварки применяются при создании трубопроводов во всем мире, эти сварочные устройства обладают недостатками, ограничивающими их производительность и повышающими стоимость работ. Специфическим ограничением при использовании автоматического оборудования для сварки является скорость создания сварочного шва. При операции внутренней сварки трудно и дорого производить исправление дефектных швов. Поэтому крайне необхо димо, чтобы оборудование работало соответствующим образом для очень значительной части операции сварки. Однако это приводит к компромиссу с точки зрения производительности. При меньшей скорости прохода автоматического устройства сварки имеется большая вероятность, что дуга будет зажжена и соответствующим образом инициирована. Если выбираются более высокие скорости прохода, возможность правильного поджига дуги понижается. Поэтому, поскольку надежность имеет наибольшее значение, скорость прохода в устройствах а втоматической сварки уста навливается на относительно низком уровне для обеспечения правильного инициирования дуги. Однако малые скорости, необхо димые для получе ния высокой надежности инициирования дуги, приводят к большим затратам времени на всю последовательность сварочного процесса. Та ким образом, принципиальным недостатком обычного оборудования автоматической сварки и, в частности, устройств для внутренней сварки является малая скорость прохода, необходимая для получе ния высококачественных сва рочных швов. Другим ограничением при применении устройств для внутренней сварки является сложность и дороговизна системы электронного уп равления, необходимой для обеспечения работы сварочных устройств. При использовании машины для внутренней сварки необхо димо выполнить существенное количество механических и электрических операций. Эти этапы включают в се бя перемещение машины вдоль трубопровода, точное выравнивание машины с концом стыка труб, прижимание машины к стыку одной трубы, а затем к стыку другой трубы, размещение устройств внутренней сварки на соответствующи х позициях и запуск и остановка хода сварки, зажимание машины в пределах тр уб, инициирование операции сварки, включая начальный ход устройств сварки, обеспечение подачи проволоки и подачу экранирующего газа. Кроме того, за дугой необхо димо постоянно следить на каждом сварочном устройстве и должны обеспечиваться запуск и остановка сварочных устройств в определенных местах. Почти все эти операции необхо димо запускать, отслеживать и останавливать с помощью электронного оборудования. Однако устройство для внутренней сварки должно работать в жестких условиях окружающей среды. Оно должно использоваться при неблагоприятных погодных условиях на экстремальных температурах, влажности и подвергается воздействию пыли и дыма. Устройство также подвергается чрезвычайным физическим нагрузкам и грубому обращению. В до полнение к этому система электронного управления подвергается воздействию сложной электрической среды вви ду наличия статических, переходных и больши х то ков, создаваемых при дуговой сварке. Ввиду чрезвычайно больших уровней тока, используемых при такой сварке, создаются существенные магнитные поля, которые могут влиять на работу электронных компонент. Кроме того, сварочное оборудование такого типа часто используется в удаленных районах и возникают трудности с обслуживанием и обеспечением запасными частями. Поэтому большое значение имеют просто та и минимальное количество частей систе мы управления. Кроме того, большое число операций управления, необхо димых для контроля устройства внутренней сварки, приводит к созданию очень больших кабельных жгутов, имеющих множество проводов для управления большим числом соленоидов, переключателей и других электронных компонентов. Большой жгут проводов та кого типа может быть приспособлен в больших устройствах вн утренней сварки, а такие небольшие блоки, как 20-дюймовые и меньшие устройства для внутренней сварки, с трудом могут быть приспособлены под такой жгут проводов. Они могут мешать работе блока внутренней сварки и больше подвергаться повреждению при работе. Таким образом, имеется насущная потребность в усовершенствованной электронной системе управления для автоматических операций сварки и, в частности, имеется потребность в более надежной, менее сложной и физически меньшей систе ме управления для машины внутренней сварки. Известен способ сварки встык двух де талей, имеющи х зазор, предусматривающий установление начальной и конечной точек сварки, запуск подачи проволоки в зазор и возбуждение дуги в зазоре, осуществление сварки в начале при первой скорости подачи сварочного устройства, увели чение скорости подачи сварочной проволоки после возбуждения дуги до те х пор, пока скорость подачи проволоки не достигнет номинальной величины, изменение скорости подачи сварочного устройства с первой скорости до второй скорости, перемещение сварочного устройства вдоль зазора на второй скорости хо да в направлении конечной точки (см. Авт. св. SU № 1006137, В23К 31/02, 1983). Указанное техническое решение, как наиболее близкое к заявляемому по совокупности существенных признаков и достигаемому техническому результату, выбрано в качестве прототипа. Однако при использовании такого способа получается низкое качество и ненадежное соединение в месте сварки стыка двух де талей, и имеет место недоста точное управление автоматической операцией сварки. В основу изобретения поставлена задача создать такой способ сварки встык двух де талей, при котором за счет возможности обеспечения нулевой скорости или медленной скорости хо да сварочного устройства на начальной точке гарантируется высокая надежность инициирования дуги, что способствуе т повышению качества и надежности сварки стыка, а также усовершенствованию системы управления автоматической операцией сварки. Поставленная задача дости гается благодаря тому, в предлагаемом способе сварки встык двух деталей, имеющих за зор, предусматривающем установление начальной и конечной точек сварки, запуск подачи проволоки в зазор и возбуждение дуги в зазоре, осуществление сварки в начале при первой скорости подачи сварочного устройства, увели чение скорости подачи сварочной проволоки после возбуждения дуги до тех пор, пока скорость подачи проволоки не достигнет номинальной величины, изменение скорости подачи сварочного устройства с первой скорости до второй скорости, перемещение сварочного устройства вдоль зазора на второй скорости хода в направлении конечной точки, согласно изобретению сварочное устройство приближают к начальной точке при первой скорости и, не останавливаясь, ведут его че рез начальную точку, а когда оно проходит начальную точку, тогда инициируют дугу и начинают подачу сварочной проволоки, при этом первая скорость подачи сварочного устройства ниже второй скорости подачи сварочного устройства. Кроме того, по заявляемому ускорость подачи сварочного устройства и скорость подачи сварочной проволоки снижают по мере приближения сварочного устройства к конечной точке так, чтобы скорость подачи сварочного устройства и скорость подачи сварочной проволоки были нулевыми, когда сварочное устройство оказывается на конечной точке. Кроме того, согласно заявляемому способу в случае увели чения напряжения дуги с первого до второго напряжения увеличение напряжения осуществляют в те чение времени, по существу, соответствующего времени, в течение которого увели чивают скорость подачи сварочного устройства с первой скорости до вто рой скорости. Кроме того, согласно заявляемому способу в случае увеличения напряжения дуги с первого напряжения до второго напряжения увеличение напряжения осуществляют в течение времени, по существу, соответствующего вре мени, в течение которого увеличивают скорость подачи сварочной проволоки с первой скорости до второй скорости. Избранным примером реализации данного изобретения является способ сварки двух тр убчатых стыковых деталей, которые совмещены вместе и имеют зазор сварки стыка труб. Сварка производится путем использования сварочного устройства, которое идет вдоль зазора и создает дугу при подаче проволоки, поступающей в зазор. Способ начинается с этапа установки стартовой точки сварки и остановочной точки для сварки вдоль зазора. Затем сварочное устройство располагают вдоль зазора у стартовой точки. На стартовой точке инициируется подача электродной проволоки в зазор и инициирование дуги в зазоре. После возникновения дуги скорость хода сварочного устройства увеличивается от первой скорости на стартовой точке до второй скорости хо да, вдоль зазора. Также после инициирования дуги скорость подачи проволоки в зазор увеличивается до те х пор, пока скорость проволоки не дойдет до заданной величины. И, наконец, сварочное устройство перемещается вдоль зазора со второй скоростью хода в сто рону остановочной точки до создания сварного шва. В другом аспекте данного изобретения скорость хода сварочного устройства и скорость проволоки быстро понижается до нуля, когда сварочный аппарат доходит до остановочной точки сварки. Еще при одном аспекте данного изобретения напряжение дуги уста навливается на первом напряжении при инициировании дуги, и напряжение дуги увеличивается от этого первого напряжения до второго напряжения вместе с увеличением скорости хо да сварочного устройства от первой скорости до второй скорости. Для более полного понимания сущности данного изобретения и его преимуществ далее сделаны отсылки на описание, рассматриваемое вместе с сопроводительными рисун ками, на которых изображено следующее. Фиг. 1 - вид с частичным сечением каретки внутреннего сварочного устройства, используемой по данному изобретению. Фиг. 2 - вид спереди устройства для внутренней сварки, которое может быть использовано в соответствии сданным изобретением. Фиг. 3 - блок-схе ма, на которой показано расположение и взаимосвязь электронных функциональных блоков, которые составляют систему уп равления по данному изобретению. Фиг. 4 - блок-схе ма, на которой показаны функциональные блоки систе мы управления, по данному изобретению, схемные платы, которые составляют функциональный блок, взаимосвязь функциональных блоков и панели управления для двух функциональных блоков. Фиг. 5 - иллюстрация переднего края с панелью управления устройства внутренней сварки, показанного на фиг. 4. Фиг. 6 - изображение панели управления удлинительным стержнем устройства внутренней сварки, показанного на фиг. 4. Фиг. 7 - изображение работы устройств внутренней сварки, используемых в соответствии с данным изобретением. Фиг. 8 - подробная блок-схема платы ЦБУ, показанной на фиг.4. Фиг. 9 - подробная блок-схема платы питания, показанной на фиг. 4. Фиг. 10 - подробная блок-схе ма платы интерфейса панели, показанной на фиг. 4. Фиг. 11 - подробная блок-схе ма аналоговой входной платы, показанной на фиг. 4. Фиг. 12 - подробная блок-схе ма аналоговой выходной платы, показанной на фиг. 4. Фиг. 13 - подробная блок-схе ма платы дви гателя шифратора, показанной на фиг. 4. Фиг. 14 - подробная блок-схе ма для платы дви гателя с двойной ЭДС, показанной на фиг. 4. Фиг. 15 - подробная блок-схе ма для входной платы постоянного тока, показанной на фиг. 4. Фиг. 16 - подробная блок-схе ма выходной платы постоянного тока, показанной на фиг. 4. Фиг. 17 - гра фик скорости хода устройства вн утренней сварки, напряжения дуги сварки и скорости проволоки в функции положения устройства внутренней сварки. Фиг. 18 - эпюра первоначальных этапов уп равления для матобеспечения в каждом из ЦБУ. Фиг. 19 - диаграмма работы по выбору операций для каждого из ЦБУ. Фиг. 20 - диаграмма работы ЦБУ 1. Фиг. 21 - диаграмма работы ЦБУ 2. фиг. 22 -диаграмма работы ЦБУ 3. Фиг. 23 - диаграмма работы ЦБУ 4. Фиг. 24 - диаграмма работы прерывания связи для любого из ЦБУ. Фиг. 25 - сварочная система, которая содержит данное изобретение и включает всебя наружное сварочное устройство, принтер и ручной блок программирования и блокобучения. Фиг. 26 - стоечная сварочная система, которая включает в себя данное изобретение и содержит множество сва рочных установок, управляемых общей системой управления. Подробное описание изобретения. Сечение блока 1 устройства внутренней сварки, используемого в соответствии с данным изобретением, показано на фиг. 1. Физические компоненты и работы этого блока описаны подробно в Патенте США № 3612808 изобретате ля Нелсона, заявленном 4 июня 1969 г, причем этот патент включен отсылочно. Фиг. 2 представляет собой вид устройства 2 внутренней сварки, используе мого с блоком 1 устройства внутренней сварки. Другое устройство внутренней сварки, которое может применяться в связи с данным изобретением, показано в Патенте США № 3632959 изобретате лей Нелсона и др., выданном 4 января 1972 г., и который включен сюда для отсылки. Как показано на фиг. 1, блок 1 устройства внутренней сварки располагают в пределах тр убного сты ка 3. Блок 1 включает в себя приводную конструкцию 4, имеющую дви гатель 5 для привода ведущего колеса 6. Приводная конструкция также содержит передние колеса 7 и балансировочное колесо 8. Исполнительный механизм 9 перемещает балансировочное колесо к верху вн утренности трубного сты ка 3. Между передней частью блока 1 и приводной конструкцией 4 выполнена гибкая стойка 10 для предотвращения принудительного рассогласования составляющих блока 1, когда он зажат на конце трубного стыка 3. Блок 1 также содержит переднюю зажимную конструкцию 11 и заднюю зажимную конструкцию 12. Эти конструкции управляют соответственно передним и задним башмаками блока 1. Сварочная конструкция 13 располагается между зажимными конструкциями 11 и 12. Сварочная конструкция 13 содержит сварочные горелки, соответствующие расходные материалы и механические управляющие устройства для создания сварного шва между упертыми трубными стыками 3 и 14. Лицевые концы стыков 3 и 14 обрабатывают с целью образования сварочного зазора как на внутренней, так и на наружной поверхностях. Внутреннее сварочное устройство 2, которое является частью конструкции 13, для создания внутреннего сварного шва описано со ссылкой на фиг. 2. Центровочные устройства 15 предназначены для выравнивания внутреннего сварочного блока на конце трубного стыка 3 перед тем, как стык 14 встанет на место. Множество центровочных устройств 15 выполнены вокруг периферии блока 1. Центровочные устройства 15 под действием давления воздуха выступают наружу, и когда внутреннее сварочное устройство в ви де блока 1 возвращается обратно в стык 3, центровочные устройства 15 зацепляют конец трубного стыка 3, тем самым размещая внутренние сварочные устройства в конструкции 13 у совмещения трубных сты ков 3 и 14. Внутреннее сварочное устройство в ви де блока 1 также содержит емкость 16, от которой поступает сжатый воздух или другой подхо дящий газ для привода зажимных конструкций 11 и 12, а также исполнительного механизма 9 и приводов выравнивания. Блок 1 также содержит емкость 17 для подачи экранирующего га за к сварочной дуге. От ба тареи 18 поступает электрическая энергия для приводной конструкции 4 и электронной управляющей системы. Электрическая энергия для дуги подается по силовому кабелю 19 й блок 1, причем кабель намотан вокруг блоков 20 и 21, которые натяги ваются с помощью пружины 22, соединенной с закруткой 23. Это пружинное устройство обеспечивает помощь при натяжении силового кабеля 19 и защищает его от дер гания. Силовой кабель 19 соединен с коллекторным блоком 24, который, в свою очередь, соединен с шиной тока сварки (не показана) для обеспечения подачи тока сварки к горелкам. Блок 1 также содержит трубчатую ра му 25 на своем переднем конце, которая служит для защиты и поддержки находящи хся внутри компонент. Полый удлинительный стержень 26 соединен одним концом с передним концом рамы 25, а противоположным концом - с коробкой управления 27 удлинительного стержня. Экранирующий газ для дуги подается через удлинительный стержень 26 и накапливается в емкости 17. Блок 1 внутренней сварки содержит распределенную обрабатывающую электронную систему управления, которая включает в себя множество микропроцессорных блоков управления. Они содержат блок 28 уп равления задним концом, блок 29 управления передним концом, блок 30 управления удлинительным стержнем и блок 31 управления; питания. Каждый из этих блоков управления соединен параллельно с общим последовательным каналом связи 32. Двухпроводная силовая линия 33 соединена с батареей 18 с целью подачи питания на каждый из микропроцессорных блоков уп равления 28, 29, 30 и 31. Блок 1 также содержит множество внутренних сварочных устройств типа показанных на фиг. 2, которые уста новлены на поворотном кольце, которое описано далее. Кольцо приводится в дви жение посредством двигателя 34, который снабжен шифратором положения 35. Шифратор 35 вырабатывает цифровой сигнал, который указывает на относительное положение кольца, на котором находятся сварочные горелки (см. фиг. 7). Блок 31 управления питанием соединен с целью управления работой источника питания 36. Представительным источником питания является устройство R35-132 фирмы Линкольн Электрик Ко. Протоколом связи для канала 32 является мультидоступ с почленным измерением несущей и с детекти рованием коллизии (CSMA/CD), который описан в стандарте IEEE 802,3. Блок управления передним концом содержит панель 37 управления с дисплеем (см. фиг. 5), а коробка управления 27 удлинительного стержня содержит панель 38 управления с дисплеем (см. фиг. 6). При работе блока 1 необхо димо установить положения внутренних сва рочных устройств. Это производится с помощью ручного блока обучения 39, который соединен с микропроцессорным блоком управления 29 перед установкой на место тр убного стыка 14, так, чтобы оператор имел доступ к панели 37. Блок 29 содержит дисплей для показаний шифратора 35. Блок 39 имеет кнопки для определения собственного, пускового и остановочного положений для сварочных проходов в направлении по часовой стрелке и против часовой стрелки. Оператор располагает внутренние сварочные устройства в соответствующие места и нажимает соответствующую кнопку для определения некоторого положения. Эти положения, заданные шифратором 35, накапливаются в блоке управления 29 и используются при сварочной операции для определения перемещения внутренних устройств сварки. На фиг. 2 показано внутреннее устройство сварки 2, которое может быть использовано в связи с данным изобретением. Отметим, что подробное описание устройства внутренней сварки и его работы содержится в Патенте США № 3612808. Устройство сварки 2 содержит патрон 40 для подачи проволоки 41 в качестве сва рочного электрода по трубке 42 к сварочной форсун ке 43. Подаваемая проволока 41 намотана на электродное колесо 44. Шарнирный рычаг 45 смещен с помощью пружины 46 к катушке 44, тогда как производится запуск вращения катушки. Форсун ка 43 установлена шарнирно на корпусе каретки 47. Сварочная форсунка 43 прикреплена к рычагам 48, которые установлены с помощью штырька 49 на корпусе 47. Рычаг 48 также прикреплен с помощью штырька 50 к рычагу 51, который соединен с исполнительным механизмом 52. Пружина 53 окружает рычаг 51. Пружина 53 оттягивает сварочную форсун ку 43 от ее сварочного положения, и поэтому необхо димо подавать сжатый газ к исполнительному механизму 52 для перемещения форсунки 43 в ее сварочное положение. Это оттягивание посредством пружины сделано с целью перемещения головок в защитное положение, когда производится перемещение следующего трубного сты ка в положение над конструкцией 11. Проволока 41 подается к форсун ке 43 с помощью механизма, который содержит двигатель 54, приводящий в дви жение колесо 55, установленное упруго против подшипника 56. По мере вращения колеса 55 проволока 41 подается в фор сунку 43. Трубки 57 и 58 обеспечивают подачу эк ранирующего га за к форсун ке 43. Устройство внутренней сварки 2 описано со ссылкой на фиг. 2. Предпочтительный внутренний сварочный агрегат может быть взят из патента США № 4525616 изобретателя Славенса, причем этот патент включен в данное описание отсылочно. Это устройство внутренней сварки снабжено колеблющей ся форсун кой, так что шов или зазор между упертыми трубными стыками может автоматически отслеживаться путем наблюдения за амплитудой то ка во время колебаний форсун ки. На фиг. 3 показана блок-схе ма системы управления для сварочного устройства 1. Отметим, что каждый из микрокомпьютерных блоков управления 28, 29, 30 и 31 соединен совокупно с каналом связи 32. Блок управления 31 и источник питания сварки 36 обычно располагаются на некотором расстоянии в пределах 30 м от блока 30 удлинительного стержня. На фиг. 4 показана в виде блок-схе мы систе ма управления для блока 1. Микропроцессорные блоки уп равления 28, 29, 30 и 31 соединены параллельно с помощью канала связи 32. Питание подается на блоки управления по двухп роводной силовой линии 33 от батареи 18. Эта линия имеет напряжение 24 В. Каждый из микропроцессорных блоков управления 28-31 содержит множество печатных плат для осуществления необхо димых функций на этом блоке управления. Каждый из блоков управления содержит компьютерную плату /ЦП/ и плату питания. Конфигурация каждого из блоков управления является следующей: Блок управления 28 1. Плата ЦП. 2. Плата источника питания. 3. Плата выхода постоянного тока. 4. Плата двигателя ши фратора. Блок управления 29 1. Плата ЦП. 2. Плата источника питания. 3. Плата панели интерфейса. 4. Плата аналогового входа. 5. Выходная плата постоянного то ка. 6. Плата двигателя двойной ЭДС. 7. Плата двигателя двойной ЭДС. 8. Входная плата постоянного тока. Блок управления 30 1. Плата ЦП. 2. Плата источника питания. 3. Плата панели интерфейса. Блок управления 31 1. Плата ЦП. 2. Плата источника питания. 3. Выходная аналоговая плата. 4. Выходная плата постоянного то ка. Печатные схемные платы, использованные в микропроцессорных блоках уп равления, включают в себя плату ЦП 59, плату источника питания 60, плату панели интерфейса 61, плату аналогового вхо да 62, плату аналогового выхода 63, плату двигате ля шифратора 64, плату дви гателя двойной ЭДС 65, входную плату постоянного тока 66, выходную плату постоянного то ка 67. Каждая из плат ЦП соединена с линией связи 32 с помощью соответствующей платы мощности. Силовая линия 33 соединена с платой источника питания 60 для каждого из блоков управления. В пределах каждого из блоков управления платы взаимосвязаны с помощью шестнадцатиразрядной шины данных/адреса, о чем будет рассказано далее. Микропроцессорный блок управления 28 имеет плату 64 двигателя шифратора и обеспечивает подачу привода на двигатель 34. У выходной платы 67 постоянного тока в блоке управления 28 имеются выходы для контроля функций "колеса вверх", колеса вниз", торможения, ход вперед блока 1, обратный ход блока 1, расширения задних колодок и втягивания задних колодок. Блок управления 29 содержит две платы 65 двигате ля двойной ЭДС, одна из которых уп равляет двигате лями подачи проволоки по часовой стрелке 1 и против ча совой стрелки 1, а другая управляет двигате лями подачи проволоки по часовой стрелке 2 и против часовой стрелки 2 для устройств внутренней сварки. Третья и четвертая платы 65 двигателя двойной ЭДС управляют двигателем колебания дуги, если это задано. Выходная плата 67 постоянного тока управляет функциями вкл-выкл подачи экранирующего га за по часовой стрелке или против ча совой стрелки, устройств согласования 15 и передних колодок. Входная плата 66 постоянного тока позволяет измерить режим ограничительного переключателя конца трубы, переключателя предела изгиба удлинительного стержня, предельного переключателя поднятых устройств совмещения и переключателя давления колодки. Блок 29 также содержит аналоговую входную плату 62, которая позволяет измерить напряжение дуги горелки 1 и горелки 2. Блок 29 также содержит плату 61 панели интерфей са, которая позволяет измерить режимы переключателей и клавиш на пульте управления 37 и запускает семисегментные дисплеи. Блок управления 30 содержит плату 61 панели интерфейса в до полнение к плате 59 ЦП и силовой плате 60. Блок управления 31 содержит выходную плату 67 постоянного тока и аналоговую выходную плату 63 в дополнение к плате ЦП 59 и плате 60 питания. Пульт управления 37 устройства внутренней сварки показан на фиг. 5. Этот пульт включает в себя бистабильный переключатель 68, имеющий верхнее и нижнее положения для поднимания и опускания устройств совмещения 15. Бистабильный переключатель 69 имеет также верхнее и нижнее положения для задних колодок. Колеса 8 и 7 расположены в верхнем и нижнем положениях с помощью соответствующи х кнопок 70 и 71. Бистабильный переключатель 72 имеет положения вкл и выкл для тормоза, который представлен узлом 285. Бистабильный переключатель 74 имеет прямое и обратное положения для функции, представляющей собой ход блока 1 через трубу. Пульт 37 также содержит дисплей 75, имеющий 16 разрядов и предназначенный для отображения вспомогательных сообщений, а также отсчетов с шифратора 35. С помощью бистабильного переключателя 76 подается питание 24 В или 6 В на двигатель 5. Источник питания 36 В позволяет обеспечить в случае необхо димости избыточную скорость блока 1. Наличие питания системы индицируется с помощью лампочки 77. Функция свободной проволоки обеспечивается путем нажатия кнопки 78, после чего проволока подается от всех че тырех горелок одновременно. При нажатии кнопки 79 производится вращение кольца 80 (см. фиг. 7) по часовой стрелке. Вращение кольца 80 против часовой стрелки происхо дит при нажатии кнопки 81. Передняя зажимная конструкция 11 включается и выключается с помощью бистабильного переключателя 82. С помощью бистабильного переключателя 83 включается и выключается подача экранирующего га за для внутренних сва рочных устройств вращения по часовой стрелке, а для сварочных устройств вращения против часовой стрелки подача экранирующего газа включается посредством бистабильного переключателя 84. Внутреннее сварочное устройство с вращением по часовой стрелке номер 1, то есть блок 85 имеет подачу проволоки при нажатии кнопки 86. В устройстве внутренней сварки с вращением по часовой стрелке номер 2, то есть в блоке 87, подача проволоки производится при нажатии кнопки 88. В устройстве подачи проволоки против ча совой стрелки блок 1, устройство внутренней сварки 89, подача проволоки произ водится при нажатии кнопки 90. Аналогично в блоке 2 с вращением против часовой стрелки, внутреннее сварочное устройство 91, подача проволоки производится при нажатии кнопки 92. Кнопки 79 и 81, а также бистабильные переключате ли 82, 83 и 84 снабжены защитными крышками для предотвращения неумышленного включения. Функции, выполняемые этими кнопками и бистабильными переключателями, необхо димы во время обслуживания или ремонта, а не при текущей работе. Пульт управления 38 удлинительным стержнем показан на фиг. 6. Главный рабочий переключатель 93 позволяет управлять последовательностью шагов для каждого цикла работы. Переключатель 93 имеет положение выкл. 94. В положении 95 передней колодки переключатель заставляет вытягиваться передние колодки. В положении 96 переключатель 93 устанавливается на выполнение операции сварки по часовой стрелке. Работа начинается после нажатия пусковой кнопки сварки 97. Лампочка 98 указывает, что эта операция продолжается. В положении 99 переключатель 93 устанавливается на выполнение операции сварки против часовой стрелки. Работа начинается с нажатием пусковой кнопки сварки 97. Когда эта операция продолжается, горит лампочка 99. В положении 100 управляющий переключатель 93 заставляет поворачиваться кольцо 80 (фиг. 7) в исходное положение 101, то есть то положение, из которого начнется следующий цикл сварки. Лампочка 102 горит, указывая, что кольцо 80 повернулось из исходного положения. Когда переключатель 93 установлен в положение 103, колодки оттянуты, что бы блок 1 мог перемещаться вдоль внутренности тр убопровода. Когда переключатель 93 находится в положении 104, блок 1 может проходить после нажатия кнопки 105 авто хода. Включение кнопки 105 индицируется лампочкой 106. Положение 96 сварки по часовой стрелке и положение 99 сварки против часовой стрелки устанавливают потенциальную сварку, но действительные сварочные операции запускаются кнопкой 97. Кнопка выдержки 107 при нажатии прекращает всю операцию сварки, если оператор обнаруживает какие-либо проблемы. Устройство внутренней сварки совершают вращение по часовой стрелке, когда нажимают кнопку 108, и совершают вращение против ча совой стрелки, когда нажата кнопка 109. Тумблер 110 используется для отключения подачи проволоки для первых устройств подачи проволоки по часовой стрелке и против часовой стрелки во время операции сварки. Подача проволоки для вторых устройств подачи проволоки по часовой стрелке и против ча совой стрелки может отключаться с помощью тумблера во время операции сварки. Тумблеры 110 и 111 снабжены защитными колпачками для предотвращения неумышленного включения. Лампочка 112 загорается, когда контакто ры в источнике питания сварки замкнуты и питание подается на сварочные горелки. Кнопку 113 нажимают для выполнения теста напряжения дуги. Когда нажимают эту кнопку, контакторы источника питания сварки замыкаются и на дисплеи 114 и 115 выводятся напряжения дуги для го релок. Напряжения дуги шва номер 1 и шва номер 2 при каждом проходе регулируются путем поворота потенциометров 116 и 117. На фиг. 7 показано схематически размещение и вращение устройств внутренней сварки. Внутренние устройства сварки 91, 89, 85 и 87 установлены на приводном кольце 80. Двигатель 34 приводит в дви жение кольцо 80, а положение вала дви гателя 34 определяется шифратором 35. Сигнал положения шифратора 35 двигателя передается на плату 64 шифратора двигате ля в микрокомпьютерном управляющем блоке 28. Этот блок также выдает уп равляющие сигналы для привода двигателя 34. Двигатель 34 может вращать кольцо 80 как по часовой стрелке, так и против часовой стрелки, и может вращать кольцо с переменной скоростью. Положения 118 и 119 определяют верхнюю мертвую точку и нижнюю мертвую точку на трубном стыке 3. Положения 120 и 121 определяют центральные точки между верхней мертвой точкой и нижней мертвой точкой. Исходное положение 101 определяется как немного смещенное от положения верхней мертвой точки. Сварочные устройства 87 и 85 смещены на 90 градусов относительно друг друга, как и сварочные устройства 91 и 89. Однако сварочные устройства 89 и 85 разнесены менее чем на 90 градусов. Также имеется механический стопор 122 для размыкания предельного переключателя на внутреннем сварочном устройстве, если оно выйдет на заданное положение останова. Это является признаком безопасности. Ручной блок 39 используется для задания исходного, пускового и оста новочного положений. Это делается, когда оператор имеет доступ к пульту 37. С помощью кнопок управления на этом пульте оператор может приводить в движение кольцо 80 для размещения внутренних устройств сварки. Оператор запускает двигатель 34 для размещения сварочного устройства 85 на каждом из исходных, пусковых и стопорных положений, и когда занято определенное положение, он нажимает кнопку на блоке 39. Управляющий блок 28 записывает каждое из этих по ложений в массив для использования при операции автоматической сварки. Короче говоря, во время работы двигатель 34 приводит в движение кольцо 80. Когда не производится сварка, кольцо находится в таком положении, что сварочное устройство 85 стоит в исходной позиции 101. Вся операция сварки осуществляется в два этапа. Первый этап представляет собой сварочный проход по часовой стрелке при совпадении со сварочными устройствами 85 и 87, за которым следует вто рой сварочный проход в направлении против ча совой стрелки с использованием сварочных устройств 91 и 89. При такой конфи гурации сварки желательно работать в направлении движения вниз. При первом проходе сварочное устройство 85 первоначально размещают в исходном положении 101. Для проведения сварочной последовательности включают контакторы подачи газа и подачи питания, и кольцо 80 поворачивается, выравниваясь со сварочным устройством 85 в старто вом положении 118, а сварочное устройство 87 - в положении 121, или для продолжения перемещения сварочных устройств после этих положений. При таком расположении запускаются приспособления подачи проволоки в сварочных устройствах. За тем возбуждается дуга на обоих сва рочных устройствах 85 и 87. Когда это происхо дит, приводной двигатель 34 либо снова включается, либо продолжает перемещать сварочные устройства с малой угловой скоростью. Короче говоря, сразу после начала сварочного прохода на двигатель 34 поступает команда увеличить скорость движения так, чтобы сварочные устройства 85 и 87 проходили по сварочному шву с вы сокой скоростью хода. По мере приближения сварочного устройства 85 к точке 121 и сварочного устройства 87 к точке 119 двигатель подачи проволоки в каждом из сварочных устройств 85 и 87 замедляется и также замедляется двигатель 34 для остановки сварочных устройств в конечных положениях. Одновременно с этим прекращается подача газа и размыкается контактор питания сварки для завершения процесса. В это время сварочное устройство 89 повернулось в положение 123. Описанная выше последовательность повторяется в направлении против ча совой стрелки для завершения сварочного прохода с левой стороны от трубного стыка. Скорости хо да, напряжения дуги и скорость проволоки в соответствии с данным изобретением показаны на фиг. 17. Подробная блок-схе ма платы ЦП 59 показана на фиг. 8. Плата 59 содержит микропроцессор 124, который предпочтительно является изделием фирмы Интел Корп., модель 80С152. Канал связи 32, который обозначен как GSC /глобальный последовательный канал/, соединен с помощью схемы 125 RS485. Схема связи 126 RS69 также соединена с микропроцессором 124, что позволяет осуществить ручной терминал 39, описанный ниже. Входное питание величиной 24 В на плату 59 осуществляется через оптический изолятор 128 на схему 129 монитора питания. Выход схе мы 129 также соединен с микропроцессором 124. Утапливаемый переключатель 130 также соединен с микропроцессором 124. Плата 59 ЦП снабжена параллельной шиной 131 данных/адреса, которая соединяет микропроцессор 124 с памятью с произвольной выборкой 132, долговременной памятью 133, тройным таймером 134, буфером 135 и дешифратором 136. Линия прерывания 137 проходит от таймера 134 к микропроцессору 124. Генератор 138 вырабатывает задающий сигнал на таймер 134. Дешифратор 136 вырабатывает сигналы выбора группы плат по линиям 139. Линии выбора платы позволяют связать одну внешнюю плату с платой ЦП по параллельной шине 131 данных/адреса. Линия прерывания 137 соединяет таймер 134 с микропроцессором 124. На плату 59 подается груп па силовых ли ний 140 для подачи плюс 24 В, плюс 15 В и плюс 5 В. Блок-схема платы 60 подачи питания показана на фиг. 9. Линия питания 33 на 24 В от батареи 18 соединена с платой 60, а в пределах платы - с низковольтным переключателем отсечки 141. Линия связи 32, будучи единым жгутом, соединена с платой 60, а также проходит наружу от платы для соединения с другими блоками управления. Другое соединение в пределах платы 60 проходит, продлевая линию 32 до платы ЦП в соответствующем блоке управления. Сигнал силовой линии 33 проходит че рез выключатель 141 на преобразователь напряжения 142, который вырабатывает 5 В, плюс 15 В и минус 15 В, и эти напряжения подаются вместе с напряжением 24 В с линии 33 по группе линий 140. Эти линии питания являются входными для всех других плат в пределах каждого блока управления микропроцессора. Плата 61 интерфей са пульта описана на фиг. 10. Линии питания 140 также являются входными для платы 61 с целью подачи оперативного питания на плату. Адресная шина 131 также соединена с платой 61 от платы 59 ЦП. Эта шина проходит до драй вера 143 дисплея, аналого-цифрового преобразователя 144, фиксатора 145 и фиксатора 146. Драйвер 143 дисплея обеспечивает линии управления 144 и 145 при выводе изображения на пульт, например, типа ПУЛЬТОВ 37 и 38, показанных на фиг. 5 и 6. Группа аналоговых входных линий 149 от различных датчиков и переключателей вводятся в мультиплексор 150, который направляет один из вхо дов на аналого-цифровой преобразователь 144. Аналоговый сигнал на одной из входных ли ний преобразуется затем в цифровое слово, которое передается по шине 131 на плату 59 ЦП. Фиксатор 145 поддерживает состояние для множества выходов светодиодов. Эти состояния вводятся в драйвер 143, который управляет группой выходных линий 151 светодиодов, причем эти линии возбуждают различные светодиоды или лампочки на дисплейных пультах. Вы бор подлежащей свечению лампочки определяется микропроцессором 124, который передает соответствующую команду по линии шины 131 на фиксатор 145. Группа переключательных входных линий 152 предназначены для фиксатора 146, который запоминает состояние каждого входа переключателя. Это выглядит в виде цифрового слова на шину 131 и передается обратно на плату 59 ЦП. Аналоговая входная плата 62 показана на подробной блок-схе ме на фиг. 11. На эту плату принимается сигнал от линий питания 140 и шины 131 данных/адреса. Она также содержит аналоговые входные линии 153 и 154. Линия 153 соединена с изолирующим усилителем 155, который передает входной сигнал на схему 156 выборки и хранения. Также сигнал на входной линии 154 передается через развязывающий усили тель 157 на схему 158 выборки и хранения. Выходные сигналы со схем 156 и 158 выборки и хранения подаются на мультиплексную схе му 159, которая выборочно выдает выходной сигнал на схему 160 аналого-цифрового преобразователя. Выход со схе мы 160 передается по шине 161 на фиксаторы 162, 163, 164 и 165. Выход каждого из этих че тырех фиксаторов соединен с шиной 131 данных/адреса. Последовательная работа схем 156 и 158 выборки и хранения, а также мультиплексной схемы 159, аналого-цифрового преобразователя 160 и фиксаторов 162 -165 управляется схемой 166 с программируемой решеточной логикой /PAL/. Ра бота PAL управляется командами, приходящими на нее по шине 131 от платы ЦП. Во время работы плата 62 с аналоговым входом принимает аналоговые сигналы на каждую из входных линий 153 и 154. Это сигналы дуги для соответствующи х устройств внутренней сварки при работе на один раз. Эти сигналы измеряют схемами 156 и 158 и эти аналоговые выборки попеременно подаются через мультиплексную схе му 159 на аналого-цифровой преобразователь 160, который вырабатывает соответствующее цифровое слово для каждой из аналоговых вы борок. Затем эти цифровые слова запоминаются в фиксаторах 162-165 и передаются по шине 131 на плату ЦП бло ка управления 29. ЦП передает величины по линии GSC 32 на ЦП в блоке управления 31 для питания сварки. Эти цифровые слова затем преобразуются обратно в аналоговые сигналы с помощью платы 63 с аналоговым выходом. Выход платы 63 управляет выходным напряжением питания сварки, гаранти руя, что в каждой дуге поддерживается необхо димое напряжение сварки. Плата 63 с аналоговым выходом описана в ви де блок-схе мы на фиг. 12. На плату 63 поступают линии питания 140, а также шина данных адреса 131. Слова цифровых данных передаются по шине к каждому из группы сдвигающи х регистров 167, 168, 169 и 170. Генератор 171 вырабатывает задающий сигнал на сдвигающие регистры 167 и 168. Выход регистра 167 передается на регистр 168, а выход с регистра 169 передается на сдвигающий регистр 170. Цифровое слово в сдвигающем регистре 168 передается по оптическому венти лю 172 на цифроаналоговый преобразователь 173. Выход сдвигающего регистра 170 передается по оптическому вентилю 174 на цифроаналоговый преобразователь 175. Выход с генератора 171 также передается по оптическому венти лю 176 для синхронизации работы цифроаналогово го преобразователя 173, и выход с ге нератора 171 передается по оптическому вентилю 177 для синхронизации работы цифроаналогового преобразователя 175. Преобразователь 173 вырабатывает аналоговый выходной сигнал на линию 178, а цифроаналоговый преобразователь 175 вырабатывает аналоговый выходной сигнал на линию 179. Во время работы плата 63 принимает цифровые слова, соответствующие напряжению дуги, выработанные платой 62 с аналоговым вхо дом. Эти цифровые слова передаются через регистры сдвига 167-170, оптически изолируются и преобразуются с помощью преобразователей 173 и 175 в аналоговые напряжения, которые используются для контроля питания 36 дуги. Плата 64 дви гателя шифратора описана в виде блок-схемы на фиг. 13. К этой плате подсоединены линии питания 140 и шина 131 данных/адреса. Шифратор 35 для двигателя 34 обеспечивает подачу выходных сигналов на линии 180 /фа за А/ и 181 /фа за В/. Линии 180 и 181 являются вхо дами на схему 182 квадратур ного фазового детектора. Схема 182 позволяет детектировать момент, когда произошел поворот с приращением колеса в шифраторе 35. Приращение вращения по часовой стрелке отмечается сигналом, переданным по линии 183 на счетчик № 1 тройной таймерной схемы 184. Перемещение с приращением колеса шифратора против часовой стрелки передается в виде сигнала по линии 185 на счетчик № 2 тройной таймерной схемы 184. Третий счетчик тройной таймерной схемы 184 используется для деления эталонного сигнала, выдаваемого с выхода ге нератора 186. С помощью считывания со счетчика № 1 и счетчика № 2 таймера ЦП может определить положение вращения шифратора двигателя, а поэтому и положение вращения кольца 80. Путем записи чисел на деление счетчиком № 3 ЦП может создавать изменяющиеся импульсные выходные сигналы, которые вводятся на фазовый детектор 187. Линия соединяет счетчик № 3 таймерной схе мы 184 с фазовым детектором 187. Плата 64 двигателя шифратора также содержит фазовый детектор 187, который принимает выходной сигнал со схе мы или 188. Входами на схему 188 являются сигналы шифратора фазы А и фа зы В по линиям 180 и 181. Другим фа зовым вхо дом на детектор 187 является выходной сигнал схемы 184 тройного таймера. Выход фа зового детекто ра 187 проходит через усилитель 189 и подается на первый вход компаратора 190. Генератор пилообразного напряжения 191 обеспечивает подачу второго вхо да на компаратор 190. Выход с компаратора 190 пропускается через оптический вентиль 192 для подачи управляющего сигнала на формирующий полевые транзисторы 193. Транзисторы 193 вырабатывают уп равляющий сигнал на линии 194, который предназначен для привода кольцевого двигателя 34. Схема 64 является основой системы управления с обратной связью для запуска двигателя 34 и точного задания положения двигателя, а также управления скоростью его хода. Если частота импульсов, приводящих от ши фратора, больше, чем эталонный выход с третьего тройного таймера, выходной сигнал фазового детектора станет низким. Это приведет к то му, что вы ход компаратора останется низким, так что полевые транзисторы не откроются, а двигатель замедлится. Если частота импульсов с шифратора оказывается слишком низкой, выходной сигнал фазового детектора станет высоким, что приведет к повышению выходного сигнала компаратора, при этом откроются полевые транзисторы и раскрутится двигатель. При согласованной скорости фазовый детектор выработает импульсный выходной сигнал, средняя величина которого позволит компаратору выдавать импульсы на полевые транзисто ры. Импульсные выходные сигналы от полевых транзисторов позволят получить соответствующее питание двигате ля для согласования нагрузки. Плата 65 двигателя с двойной ЭДС описана в виде функциональной блок-схе мы на фиг. 14. Эта плата также является приемной для линий питания 140 и шины 131 адреса/данных. Шина 131 соединена со вхо дом двойного» цифроаналогового преобразователя 195. На этот преобразователь принимаются цифровые слова и вырабатываются аналоговые сигналы на линии 196 и 197. Аналоговый сигнал на линии 196 предназначен для первого входа компаратора 198, выход которого вводится в компаратор 199. Аналоговый сигнал на линии 197 предназначен для первого вхо да компаратора 200, выход которого подается на первый вход компаратора 201. Генератор 202 пилообразного напряжения вырабатывает линейно изменяющийся сигнал, который подается на второй вход компараторов 199 и 201. Выходной сигнал с компаратора 199 передается по оптическому вентилю 203 на группу управляющих полевых транзисторов 204. Транзисторы 204 вырабатывают сигнал запуска подачи проволоки на линию 205, который подается на двигатель № 1 подачи проволоки, например, для устройства внутренней сварки 85. Выход компаратора 201 передается по оптическому вентилю 206 на группу полевых транзисторов 207, которая вырабатывает сигнал привода двигателя на линии 208 для управления двигателем № 2 подачи проволоки, то есть для устройства внутренней сварки 87. Линия 205 также служит для слежения за обратной ЭДС от двигателя подачи проволоки и подачи этого сигнала через усилитель 209 на схему выборки 210. Выбранный сигнал подается через усилитель 211 на второй вход компаратора 198. Аналогичным путем сигнал обратной ЭДС от двигателя № 2 подачи проволоки подается с линии 208 через усилитель 212 на схему вы борки 213. Стробированный сигнал передается посредством усилителя 214 на второй вход компаратора 200. Короче говоря, во время работы на плату 65 принимается сигнал обратной ЭДС по линии типа 205 и этот сигнал сравнивается в компараторе 198 с нужным управляющим сигналом, принятым по линии 196. Разность, создаваемая на схеме 198, сравнивается с пилообразным сигналом, получен ным от генератора 202. Длительность выходного сигнала от компаратора 199 является функцией амплитуды сигнала на выходе компаратора 198. Этот управляющий сигнал изолируется оптическим вентилем 198 и используется в качестве задающего сигнала для полевого транзистора 204. Двигатель управляется импульсами от транзисторов 204. Эта схема сама по себе является управляющей схе мой обратной связи, которая гарантирует, что дви гатели подачи проволоки приводятся в дви жение при почти точной скорости, требующейся и выбранной в соответствии с цифровым словом, которое вводится в двойной цифроаналоговый преобразователь 195 по шине 131. Второй двигатель приводится в дви жение с помощью аналогичной схемы. Плата 66 с входом постоянного тока описана в виде блок-схе мы на фиг. 15. Линии питания 140 и шина 131 данных/адреса подведены к компонентам на плате 66. Фиксаторы 215 и 216 соединены каждый, с шиной 131 данных/адреса для передачи цифровых слов по шине. Группа из восьми входных линий 217 подается на оптический вентиль 218. Выходные сигналы от изолятора 218 подаются на фиксатор 215. Группа из восьми изолированных вхо дов 219 подается на оптический вентиль 220. Выходы с изолятора 220 аналогично передаются на фиксатор 216. Эти входы являются вхо дами от переключателей. Путем считывания с фиксаторов посредством шины 131 можно с помощью компьютера определить какие имеются входы и какие выключены. Плата с выходом постоянного тока описана в виде функциональной блок-схемы на фиг. 16. На плату 67 подхо дят линии питания 140, а также шина 131 данных/адреса. Функцией этой платы является подача сигналов вкл/выкл в группе из 8 изолированных выходных линий 221. Фиксатор 222 соединен с шиной 130 для приема цифровых слов от нее. Цифры, принятые на фиксаторе 222, подаются через оптический вентиль 223 для обеспечения восьми режимов вкл/выкл для группы из полевых транзисторов 224. Транзисторы 224 функционируют как уп равляющие для каждой из линий 221. Эти линии служат для запуска соленоидов газа по часовой стрелке, газа против часовой стрелки, выравнивателей, передних колодок, верхних колес, нижних колес, тор моза, хо да вперед, реверсивного хо да, расширения задних колодок и втягивания задних колодок. Работа внутренних сварочных устройств описана далее со ссылкой на фиг. 7 и 17. Сварочные устройства 91, 89, 85 и 87 установлены на кольце 80, которое приводится в дви жение с помощью двигателя 34. Угловое положение двигателя 34 указывается шифратором 35, который выдает импульсный сигнал на систему уп равления, также описываемую далее. На фиг. 17 показана временная диаграмма, на которой изображены скорость проволоки, напряжение дуги и скорость хода для репрезента тивного сварочного прохода. Во время работы один сварочный проход де лают в направлении по часовой стрелке, а другой - в направлении против часовой стрелки. Как показано на фиг. 7 устройства внутренней сварки 85 и 87 используются при операции сварки по часовой стрелке в правой половине сварочного прохода на трубном стыке. Кольцо 80 поворачивается, переводя внутреннее сварочное устройство 85 в верхнее положение 118, за счет чего внутреннее сварочное устройство 87 переносится в положение 121. Кольцо вращается на 90 градусов при сварочном проходе по часовой стрелке. Кольцо 80 располагается так, чтобы сварочное устройство 89 оказалось в положении 118 при сварочном проходе против часовой стрелки. Кольцо 80 поворачивается на одну четверть оборота в направлении против ча совой стрелки, завершая сварочный проход на ле вой стороне трубного сты ка. При первом способе работы кольцо 80 приводится в движение двигате лем 34, размещая устройство внутренней сварки 85 в исходном положении 101. Каждое из сварочных устройств 85 и 87 во время сварочного прохода подает электродную проволоку в зазор трубного стыка для сварочного прохода. Скорость движения этой проволоки встык показана линией 225 на фиг. 17. Напряжение дуги, которое подается на каждую из проволок, показано линией 226. Скорость хода устройства вн утренней сварки показана линией 227. В предпочтительном варианте скорость проволоки начинается с величины 240 дюймов/минуту (0,10 м/с) и линейно изменяется до максимальной скорости 550 дюйм/минуту (0,23 м/с). Напряжение дуги начинается с уровня 19,0 В и линейно возрастает до уровня 21,0 В. Скорость хода устройства внутренней сварки начинается от нуля в одном варианте реализации и линейно возрастает до 55 дюймов в минуту (0,02 м/с) для скорости хода на большинстве сва рочных проходов. При подвижном пуске скорость хода составляет 20 дюймов в минуту (0,01 м/с). При работе систе мы управления, описываемой более подробно ниже, устройство внутренней сварки 85 располагается в исходном положении 101, а кнопку ручного обучающего бло ка 39 нажимают для задания этого положения как исходного. Затем кольцо 80 поворачивается под действием двигателя 34, размещая устройство внутренней сварки 85 в положение 118. Затем нажимают кнопку на ручном обучающем блоке 39 для задания этого положения как пускового для сварочного прохода. Затем кольцо 80 поворачивается в направлении по часовой стрелке, размещая устройство внутренней сварки 85 в положение 121, и затем кнопку на ручном обучающем блоке 39 отпускает, задавая это положение как остановочное для автоматического сварочного прохода. Эта же самая операция проводится для установки пускового и остановочного положений для сварочного прохода против часовой стрелки относительно устройства внутренней сварки 338. Для проведения сварочной операции устройство внутренней сварки 85 располагают в исходном положении 101. В этой точке инициируется авто матическая последовательность сварки. В одном примере реализации автоматическое устройство сварки переставляют и стопорят в положении 118. В той точке инициируется подача электродной проволоки со скоростью, указанной выше. Начинается также поток экранирующего га за. Поджигается дуга и поддерживается напряжение дуги 19,0 В. Одновременно пускают устройство внутренней сварки 85 вдоль прохода и ускоряют по линейному закону скорость до тех пор, пока не будет достигнута скорость хода примерно 55 дюймов в минуту (0,02 м/с). Одновременно при увеличении скорости, хо да возрастает скорость проволоки до высокой скорости в 550 дюймов в минуту (0,2 м/с), а напряжение дуги линейно возрастает до максимума в 21,0 В. А время возраста ния для описанного примера реализации составляет примерно 4 с. Ход с высокой скоростью поддерживается на протяжении примерно 85% сварочного прохода. По мере приближения внутреннего сварочного устройства 85 к положению 121 двигатель 34 динамически затормаживается, что бы замедлиться как можно быстрее. Одновременно замедляется до остановки подача проволоки, а напряжение дуги понижается до нуля. Таким образом, когда устройство вн утренней сварки оказывается оста новленным в положении 121, все параметры подачи проволоки, напряжения дуги и скорости хо да находятся на нуле. Линейное положение этих параметров в конце сварочного прохода де лают очень быстрым. Линейные понижения, показанные на фиг. 7, растянуты для того, чтобы выделить операцию оста нова. Операции, выполняемые внутренним сварочным устройством 87, такие же, что и для внутреннего сварочного устройства 85, описанного выше. Внутреннее сварочное устройство 87 проходит из положения 121 к конечному положению 119. Скорость проволоки, напряжение дуги и скорость хода внутреннего сварочного устройства 87 фактически такие же, что и для внутреннего сварочного устройства 85. При дополнительном способе работы внутренние сварочные устройства 85 и 87 следуют со скоростью хода, показанной на сегменте 228 жирной линией на фиг. 17. Это называется "летающий запуск". При таком способе работы внутренние сварочные устройства 85 и 87 линейно разгоняются до первоначальной скорости примерно 20 дюймов в минуту после ухода из начального положения 101 для сварочного устройства 85. Как только внутреннее сварочное устройство 85 проходит положение 118, начинается подача проволоки при показанной скорости. По достижению положения 118 и инициирования дуги скорость проволоки линейно возрастает, напряжение дуги линейно возрастает и скорость хода внутреннего сварочного устройства также линейно возрастает, как показано на фиг. 17. Начиная с этой точки и до окончания сварочного прохода режимы являются теми же, что описанные выше. После того, как сделан сварочный проход по часовой стрелке, как описано выше, устройство внутренней сварки 89 устанавливают в положение 123. Начиная с этой точки сварочную операцию в направлении против часовой стрелки осуществляют тем же путем, что описано выше для сварочного прохода по часовой стрелке. В этом случае сварочное внутреннее устройство 89 может быть передвинуто в исходное положение 118 и остановлено илионо может работать и продолжать движение за положение 118 в режиме "летающего пуска". В том же режиме, что и описанный выше, устройство внутренней сварки 91 отслеживает работу устройства вн утренней сварки 89 так, что за счет использования двух сва рочных устройств завершается одна половина сварочного прохода в направлении против ча совой стрелки. Хо тя на фиг. 7 показаны четыре устройства внутренней сварки, одновременно могут использоваться больше таких внутренних сварочных устройств. Для большей трубы считается практичным использованием, например, шести или восьми устройств внутренней сварки в одной системе. Систе ма управления для внутренних сва рочных устройств, осуществляющи х функции, показанные на фиг. 7, описана более подробно ниже на графиках для операций микропроцессорных блоков управления. Систе ма управления для блока 1 устройства внутренней сварки содержит распределенную гр уппу индивидуальных процессоров, взаимосвязанных последовательной линией связи 32. Это микропроцессорные блоки управления 28, 29, ЗО и 31. Все матобеспечение для блока 1 с систе мой управления хранится в каждом из долговременных устройств запоминания 133 в каждой из компьютерных плат 59. Когда имеется какое-либо изменение в матобеспечении, вся новая упаковка матобеспечения устанавливается в каждой из плат 59 ЦП. Это позволяет существенно снизить сложность при обращении многочисленными процессорами и устранить возможность установки неправильного матобеспечения в плату ЦП. Общность плат в системе управления позволяет производит взаимообмен одних и те х же плат из одного места в др угое, а также позволяет сократить список необхо димых запасных частей. Каждый из микрокомпьютерных блоков управления 28, 29, 30 и 31 содержит плату 59 ЦП. В последующем описании матобеспечения термин "ЦП" относится к плате ЦП. На фиг. 18 показаны первоначальные операционные шаги программы на каждой из плат 59 ЦП. Программа начинается с пуска 228 включения питания. В первом операционном блоке 229 микропроцессор считывает переключатель 130 типа ЦП для определения типа ЦП для платы ЦП. Имеются четыре типа ЦП: 1, 2, 3 и 4. Микрокомпьютерный блок управления 28 является ЦП типа 1, блок управления 29 является ЦП типа 2, блок управления 30 является ЦП типа 3 и блок управления 31 является ЦП типа 4. Вслед за блоком 229 программа вводит операционный блок 230, который считывает таблицы из программируемой постоянной памяти 133, а также тип ЦП с переключателя 130 для построения последовательности адресов вхо да/выхода. Эта таблица определяет адрес каждой функции в системе, например, если идентифици руется тип 1 ЦП и что блоку необхо димо включить последовательность устройств подачи проволоки для горелки, таблица определяет, что функция устройства подачи проволоки находится в ЦП типа 1 для включения устройства подачи проволоки, то блок ЦП типа 1 узнает, что надо послать команду для этой операции на блок ЦП типа 2. Это делается за счет использования соответствующего адреса для. блок ЦП номер 2. Плата ЦП также иденти фицирует, что за функцию она имеет, так что это получаются адреса непосредственные, а не через линию связи 32. В следующем операционном блоке 231 используется номер типа ЦП для выработки последовательности адресов глобальных последовательных каналов /GSC/ для каждого из других микропроцессорных блоков уп равления. Это также позволяет уп равляющему микропроцессору платы ЦП определять его собственный адрес GSC, так что он будет те перь знать, какие принимать команды и данные. Другие адреса игнорируются. Вслед за операционным блоком 231 программа вводит оператор 232 для запуска прогона таймера. Это таймер 134 в плате 59 ЦП. Таймер 134 прерывает микропроцессор 125 каждую одну че тверть миллисекунды. Матобеспечение может устанавливаться на выполнение функции на каждый номер прерываний. В вопросном блоке 233 делается запрос на определение того, не подошло ли время для высокочастотного цифрового спроса /HSDAQ/. Э то случается однажды при каждом периодическом прерывании, например, при 8 прерывании. Это равно двухмиллисекундному интервалу. Если это вре мя истекло, выбирается выход "да" на вопросный блок 234, где делается запрос на определение, не является ли управляющий процессор ЦП типом 2. Если это верно, выбирается выход "да" на операционный блок 235, который вырабатывает команду на считывание аналого-цифровых преобразователей в плате 62 с аналоговым вхо дом, связанных с блоком управления операционного микропроцессора. После того, как сделаны цифровые выборки, эти величины передают из блока 29 в блок 31по линии 32 GSC и с микропроцессора 125 в блоке 31 по шине 132 на плату 63 с аналоговым выходом. Это производится путем подачи определенного адреса на эту плату. Выходы "нет" с вопросного блока 233 и вопросного блока 234, а также выходы с операционного блока 236 вводятся в воп росный блок 237. В этом вопросном блоке делается запрос на определение достигнута ли таймерная последовательность, для которой требуется развертка входов на оперативный микропроцессорный блок управления для определения наличия каких-либо вхо дов, для которых требуются функциональные операции. Это также происхо дит периодически. Делается это с интервалом 100 миллисекунд, то есть, каждый 400 прерываний таймера. Это отслеживается вторым счетчиком в тройном таймере 134. Если ответный вопросный блок 237 выдает "да" вводится операционный блок 238 для выполнения соответствующего ра бочего кода, который показан на фиг. 19. Если ответом на запрос в вопросном блоке 237 является нуль, выбирается выход "нет", который возвращает управление на вход вопросного блока 233, для того что бы снова инициировать проверки таймеров с целью определения подлежащей выполнению операции. Необхо димо отметить, что какая бы команда или данные ни были получены одним из микропроцессорных блоков управления по линии связи 32, этот прием связи вызывает прерывание, в результате которого микропроцессор выполняет функцию, которую требует принятая команда или данные. Программа операций, показанных на фиг. 18, изложена ниже. Программа для каждой из диаграмм идет вслед за описанием. Это исполнено на языке С, который является языком программирования, хорошо известным в промышленности. Специфи ческие прикладные операции, например, типа "СЧИТАТЬ ПРЕОБРАЗОВАТЕЛИ "АНАЛОГ-КОД" предпочтительно записаны на машинном языке для выбранного микропроцессора. Конкретные программы на машинном языке могут быть легко подготовлены специалистом в данной области. /* DAN AL С */, /* Common DANAL data */ extern int CPUTYPE extern char RESTART! P; void danal ( ) {. / Функция анализа данных в этой ячейке заключается в вызове программ ассемблера для конфи гура ции пачки карт в ви де Обратного конца, Переднего конца, Удлинительного стержня, Коробки управления или Коробки питания для установки глобальной последовательной адресации каналов связи, инициализации всех переменных системы, и пуска таймерного прерывателя систе мы. / если (RESTARTIP) / если это перезапуск включения питания / config (CPUTYPE) /* Убедитесь, что правильные типы плат входа и выхода вставлены для этого типа ЦП (Обратный конец, передний конец и т.д.) / qscinit (CPUTYPE) /* Уста новите глобальные последовательные адреса, на которые ответит ЦП этого типа. / sysinit (CPUTYPE) /* Выполнить все другие инициализации системы / timerinit () / Запустить таймер прерывания системы /если (RESTARTIP) /* Если это перезапуск включения питания / RESTARTIP = 0 /* Сте реть флажок RESTARTIP */ / конец danal / п устая операция прерывания системы ( ) / Когда таймер вызывает прерывание, эта стандартная программа проверяет не пришло ли время передавать квантованную вы борку напряжения дуги и не пришло л время сканирования входов систе мы. / BASE_HS_DAQ + = 1 if (BASE_HS_DAQ>4) { BASE_HS_DAQ = 0 если (CPUTYPE = 2) {readanalogs (); xmitanalogs (); } } BASE_SCAN_INP + = 1 если (BASE_SCAN_INP>132 { BASE_SCAN_NP = 0 danalo (CPUTYPE); } } ( конец прерывания системы ) Прикладной код, указанный операционным блоком 238 на фиг. 18, показан на фиг. 19. Этот прикладной код вводится при пуске 239. На первом операционном блоке 240 система сканирует состояние и входы панели. Двумя платами, которые обеспечивают вхо ды, являются плата 61 панели интерфейса, которая имеет восемь аналоговых вхо дов и восемь переключающи х входов, и плата с входом постоянного тока, которая имеет возможное общее число 16 изолированных вхо дов постоянного то ка. Эти сигналы постоянного тока идут от источников типа предельных переключателей, переключателей давления и пяти кнопок на ручном блоке обучения 39. Плата 66 с входом постоянного тока присутствует только в ЦП типа 2. Плата 61 панели интерфейса принимает входные сигналы от панели управления 37 переднего конца в блоке 29 и от панели управления 38 удлинительного стержня в блоке 30. Когда бы ни был входной сигнал на любой из этих сигналов, имеется специфический выход. Например, если тумблер 68, показанный на фиг.5, переключен в верхнее положение, выравниватели 15, показанные на фиг.3, подняты. В следующей последовательности запросов, показанной на фиг. 19, уп равляющая программа определяет тип своего ЦП и вы полняет соответствующую прикладную программу. В вопросном блоке 241 делается запрос для определения не является ли ЦП типом 1. Если ответ "да", вводится управляющий блок 242 для выполнения программы ЦП типа 1, показанной на фиг.20. Если ответ на вопросный блок 241 "нет", то система вводит вопросный блок 243 для определения на является ли ЦП типом 2. Если ответ на вопросный блок 243 "да", то делается ввод на управляющий блок 244 для исполнения программы ЦП типа 2, показанной на фиг. 21. Если ответ на вопросный блок 243 - "нет", то делается ввод на вопросный блок 245 для определения не является ли ЦП типом 3. Если это так, что берется выход "да" на операционный блок 246 для выполнения программы ЦП типа 3, показанной на фиг. 22. Если ответ на вопросный блок 245 является отрицательным, то делается ввод на вопросный блок 247 для определения, не является ли ЦП типом. 4. Если "да", то систе ма вводит блок управления 248 для выполнения программы ЦП типа 4, которая показана на фиг. 23. Если ответ в вопросном блоке 247 "нет", то делается ввод на вопросный блок 249. Выходы с блоков уп равления 242, 244, 246 и 248 аналогично вводятся в вопросный блок 249. В блоке 249 производится запрос для определения факта присоединения терминала в ЦП. Такое подсоединение производится с помощью схемы 126 типа RS69. Если такой терминал подсоединен, с блока 249 берут выход "да" для вво да в оперативный блок 250. Вслед за этой точкой система выполняет программу терминала. После блока 250 система идет к возврату 251. Этот возврат идет на вход вопросного блока 233, показанного на фиг. 18. Как показано на фиг. 19, все исполнительные программы, необходимые для каждого из четырех типов процессоров, имеются для использования каждым микропроцессором. Именно эта технология позволяет использовать один и тот же набор матобеспечения в каждом из микропроцессоров без разделения между одним микропроцессором и другим. Дифференциация осуществляется в программах, которые считываются при установке утопленного переключателя на плате 59 ЦП. Программа для фиг. 19 изложена ниже. DINALO.C /* /* Общие данные /* extern char Q-TER M-ATTACHED пропуск danalo ( ) { /Функция задания анализа данных в этой ячейке заключается в /* /* развертке входных карт и последующей прогонке соответст- */ /* вующей стандартной программы, основанной на CPUTYPE*/ /* Перед выводом эта программа проверяет присоединен ли Q-TERM, */ /* и если да, вызывает код Q-Term. */ считать_панели ();. считать_вхо ды_постоянного тока (); переключатель (CPUTYPE) случай 1: /* если CPUTYPE = 1*/. danal 1 ( ): /* Исполнить код для контроллера заднего конца */ останов; случай 2, % /* Если CPUTYPE = 2*/ danal 2 ( ); /* Исполнить код для контроллера переднего конца */ останов; случай 3: /*Если CPUTYPE ==3*/ danal 3 ( ); /* Исполнить код для коробки управления удлинительного стержня */ останов; случай 4: /* Если CPUTYPE -4*/ danal 4 ( ); /* Исполнитель код для соединительной коробки питания */ останов; умолчание: останов; } еста (Q_TERM_ ATTACHED) opter ( ); /* Исполнить стандартную программу интерфейса оператора */ } /* конец danal 0 /* Программа исполнения для CPU типа 1 показана на фиг. 20. Как отмечено выше, ЦП типа 1 находится в блоке управления 28 микропроцессора в блоке управления заднего конца устройства внутренней сварки. Блок управления 28 непосредственно управляет движением горелок 89, 91, 85 и 87 и косвенно управляет работой контакторов горелок и контакторов питания. Именно этот блок управления микропроцессором осуществляет функции подачи проволоки, напряжения дуги и скорости хода, показанные на фиг. 17. ЦП типа 1 имеет программу, которая начинается с пуска 252. Затем она вводится в операционный блок 253 для считывания шифратора 35. Это делается с помощью платы 64 двигателя шифратора, которая принимает сигнал шифратора по линиям 180 и 181. Перед этой точкой в работе система "потренировалась" и различные положения, показанные на фиг. 7, записаны в программу. Это исходное положение 101, стартовое положение 118 по часовой стрелке, остановочное положение 121 по часовой стрелке, стартовое положение 118 против часовой стрелки и остановочное положение 120 против ча совой стрелки. Из операционного блока 253 программа вхо дит в вопросный блок 254 для определения поворачиваются ли горелки по часовой стрелке. Если это так, берется выход "да" на вопросный блок 255. В блоке 255 производится проверка отсчета ши фратора для определения не является ли он меньше, чем пусковое положение по часовой стрелке. Если это так, то горелка находится в ненадлежащем положении для пуска сварки и берется выход "да" на возврат 256. Этот возврат переводит систему обратно на вход вопросного блока 249 на фиг. 19. Если ответ в вопросном блоке 255 представляет собой "нет", то делается ввод на вопросный блок 257 для определения, не является ли отсчет шифратора больше, чем остановочное положение по часовой стрелке. Если это так, то берется выход "да" на вопросный блок 258 для определения производится ли сварка. Если сварка осуществляется, достигнуто остановочное положение и она должна быть прекращена. Выход "да" берется с блока 258 на операционный блок 259, который прекращает дугу и ход горелки. Вслед за блоком 259 система вводится на возврат 256. Если сварка не начиналась, что определяется в вопросном блоке 258, на возврат 256 берется выход "нет". В соответствии с вопросным блоком 257, если отсчет шифратора меньше, чем остановочное положение по часовой стрелке, на вопросный блок 260 берется выход "нет". В пределах блока 260 делается запрос для определения началась ли сварка. Если это так, на вопросный блок берется выход "да". Этот блок определяет, имеют ли скорость проволоки и ход горелки максимальную ве личину и имеет ли максимальную величину напряжение дуги. Если это так, то на возврат 256 берется выход "да". Если нет, система вводит в операционный блок 261 приращение /увеличение/ скорости проволоки, скорости хо да и напряжения дуги. Этот шаг увели чения скорости соответствует ли нейному возрастанию скорости хода и скорости проволоки, показанным на фиг. 17. Вслед за операционным блоком 261 систе ма входит в возврат 256. Если ответ в вопросном блоке 260 является отрицательным, то есть сварка не запущена, берется выход "нет" на вопросный блок 262 для определения имеется ли запрос на сварку. Та кой запрос производится посредством отслеживания кнопки 97 пуска сварки, показанной на фиг. 6. Этот сигнал передается на операционный микропроцессор через одну из плат 61 интерфейса панели, как описано выше. Если запра шивается сварка, берется выход "да" с вопросного блока 262 на операционный блок 263, который включает подачу проволоки для каждого из устройств внутренней сварки 85 и 87 и контакто ров подачи питания сварки. Вслед за блоком 263 система вводится в возврат 256. Если сварка не запрашивается, берется выход "нет" от вопросного блока 262 на возврат 256. Как показано на верхней половине фиг. 20, для вра щения горелки по часовой стрелке, эти ша ги обеспечивают линейное возрастание параметров, хо да до конца сва рочного прохода, а в этой точке параметры сварки прекращаются. В нижней половине фиг. 20 приводится идентичная последовательность операций для вращения счетчика по часовой стрелке. Вопросный блок 264 определяет вращаются ли горелки против часовой стрелки. Если нет, то берется выход "нет" на вопросный блок 265 для определения наличия запроса на вращение счетчика по часовой стрелке. Если ответом является нет, система вводится в возврат 256. Если ответ - да, система вводится в вопросный блок 266. Блок 267 определяет не является ли отсчет ши фратора больше, чем номер пуска счетчика по часовой стрелке. Если да, система вводится в возврат 256. Если нет, система вводится в вопросный блок 267. Из вопросного блока 267 выходят связи на вопросный блок 268, оперативный блок 269, вопросный блок 270, вопросный блок 271, оперативный блок 272, вопросный блок 273 и оперативный блок 274. Блоки 266 - 274 соответствуют бло кам 255 - 263, описанным выше в связи с фиг. 20. Код С для фиг. 20 изложен ниже. /* DANAL. С */ /* Ассемблер - находится в ENCODERl */ extern int rdencoder (); # include # include Про пуск danal 1 ( ) /* При каждом проходе, 10 раз в секунду, обновить отсчет путем вызова rdencoder ( ). Эта стандартная программа возвращает новую ве личину enccount */ rdencoder(enccount); /* Проверить установлены ли разряды состояния системы cw_rotate или CCW_rotate. Если установлены, вызовите тесты пуска /останова CW или CCW.*/ если (systemstatus a cw_rotate) {если ! (enccount cwstop {если (сварка) {выкл (сварка_контактор 1); выкл (сварка_контактор 2); выкл (сw_подача проволоки 1); выкл (сw_подача проволоки 2); выкл (ход-кольца); }} else if (сварка) {если ! (tvispeed > maxtvi) { tvispeed + =1; cw-wirspeed 1 + =1; cw-wirspeed 2 + =1; }} else if (пуск_сварки) { вкл (сварка_контактор 1); вкл (сварка_контактор 2); вкл (cw_пoдaчa проволоки 1); вкл (cw подача проволоки 2); }}} else if (состояние систе мы a CCW_rotate) { если ! (enccount CCW останов) { если (сварка) { выкл (сварка_контактор 1); выкл (сварка_контактор 2); выкл (ССW_подача проволоки 1); выкл (ССW_подача проволоки 2); выкл. (ход_кольца); } } else if (сварка) {если ! (tvispeed > maxtvi) { tvispeed + = 1 wirspeed 1 + = 1 wirspeed 2 + = 1 } } else if (пуск_сварки) { вкл. (ССW_подача проволоки 1); вкл. (ССW_подача проволоки 2); вкл. (ССW_подача проволоки 1); вкл. (CCW-подача проволоки 2); }}} /* конец danal I */ Операционный код для ЦП типа 2 описан в связи с фиг. 21. Как отмечено выше, ЦП типа 2 находится в блоке управления 29 микропроцессора, причем этот блок управления находится на переднем конце блока устройства вн утренней сварки. А эта плата ЦП, находящаяся в переднем концевом блоке управления, контролирует много механических функций в блоке 1 устройства внутренней сварки. Она делает это в ответ на команды, которые поступают с обеих панелей 37 и 38, которые показаны соответственно на фиг. 5 и 6. Команды с панели 37 получают непосредственно на блок управления 29 микропроцессора через интерфейсную плату 61 панели. Однако команды с панели управления 38 удлинительного стержня вводят в блок уп равления 30 микропроцессора через его соответствующую интерфейсную плату 61 панели, а затем передают с помощью блока управления 30 по линии связи 32 на плату 59 ЦП для блока управления 29 микропроцессора. Входные сигналы от кнопок и переключате лей на панелях 37 и 38 периодически контролируются платами 65 интерфей са панели. Эти входные сигналы передаются на соответствующий микропроцессор в виде последовательности разрядов состояния. Это: /1/ - принятые разряды состояния, /2/ - разряды воздействия на состояние, /3/ -разряды измененного состояния. Разряды измененного состояния являются принятыми разрядами, которые отличаются от соответствующих разрядов в последовательности, на которые было оказано воздействие. Поэтому разряды измененного состояния указывают на функции, которые требуют действия. Как показано на фиг. 21, ввод для код ЦП типа 2 делается при пуске 275. Операциями, выполняемыми в ЦП типа 2 являются проверки входов для определения не появилось ли изменение в состоянии для этого вхо да. Если сделано изменение в состоянии, выполняются соответствующие функциональные операции для сдвига механической операции из настоящего состояния в другое состояние. От пуска 275 система входит в вопросный блок 276, в котором ставится вопрос имеется ли изменение на входе для выравнивателей 15. Это делается с помощью тумблера 68 на панели 37. Если имеется изменение в переключателе, берется выход "да" на операционный блок 277, который вырабатывает команду на изменение положения выравнивателей 15. Если не было изменения на входе для выравнивателей, берется выход "нет" от воп росного блока 276 на вопросный блок 278. В этом блоке производится проверка на входной сигнал для задних колодок в сборке 12. Этот входной сигнал подается от тумблера 69 на панели 37. Если сделано изменение, берется выход "да" от вопросного блока 278, задние колодки поднимаются или опускаются с помощью оперативного блока 279 в зависимости от изменения, которое вызвало эту траекторию. Затем выдаются команды на изменение положения задних колодок в узле 12. Если колодки расширены, они оттягиваются. Если колодки оттянуты, они расши ряются. Если ответ на вопросный блок 278 является отрицательным, берется выход "нет" на вопросный блок 280. В блоке 280 определяют имеется ли изменение на входе для колес б и 7. Эти входные сигналы идут от кнопок 70 и 71 на панели 37. Если имеется изменение, берется выход "да" на оперативный блок 281, который вырабатывает команду на изменение положения колес 7. Если делается запрос в вопросном блоке 280 и он является отрицательным, на вопросный блок 282 берется выход "нет" для определения имеется ли изменение в состоянии тормозного вхо да, которое подается с тумблера 72 на панели 37. Если имеется изменение, на оперативный блок 283 берется выход "да", что вы зывает выработку сигналов для включения изменения в положении тормозных рычагов 284 путем возбуждения поршня 285. Если нет изменения на тормозном входе в блоке 282, берется выход "нет" на вопросный блок 286. Этим делается запрос имеется ли изменение в направлении хода вперед/реверс для блока 1 устройства внутренней сварки. Если это так, берется выход "да" на оперативный блок 287, где выдаются команды на изменение соединения полярности батареи 18 на двигатель 5. Если не сделано изменение в вопросном блоке 286, берется выход "нет" на вопросный блок 288 для определения не изменен ли разряд состояния кнопки 78 сброса проволоки. Если это так, берется выход "да" на оперативный блок 289 для выполнения функции сброса проволоки путем включения исполнительного устройства 52, показанного на фиг. 2. Если кнопка 78 нажата, в зазор подается проволока. Если она отпущена, подача останавливается. Если ответ на вопросный блок 288 является отрицательным, система входит в вопросный блок 290 для определения имеется ли изменение в состоянии кнопки 79 вращения по часовой стрелке. Если имеется, система входит в оперативный блок 291 для изменения состояния вращения по часовой стрелке. Если кнопка нажата, кольцо 80 приводится в движение двигателем 34 в направлении по часовой стрелке. Если кнопка отпущена, вращение по часовой стрелке прекращается. Если ответом на вопросный блок 290 является "нет", система вхо дит в вопросный блок 292 для определения имеется ли изменение на кнопке 81 вращения против ча совой стрелки на панели 37. Если имеется изменение на этой кнопке, берется выход "да" на оперативный блок 293. Как описано выше, это изменение - в состоянии вращения в направлении против ча совой стрелки. Если двигатель 34 включен на вра щение против часовой стрелки, он отключается. Если он не работает, он включается на вращение против часовой стрелки. Если берется выход "нет" с вопросного блока 292, система вхо дит в воп росный блок 294. В вопросном блоке 294 делается запрос относительно состояния входа передних колодок, которым является тумблер 82, показанный на фиг. 5. Если имеется изменение в этом переключателе, берется выход "да" на оперативный блок 295 для изменения положения передних колодок в узле 11. Колодки при этом изменяют положение между расширенным и оттянутым путем воздействия пневматическими исполнительными устройствами. Если ответ на вопросный блок 294 является отрицательным система входит в вопросный блок 296 для определения имеется ли изменение тумблера 83 подачи газа по часовой стрелке на фиг. 5. Если сделано изменение, берется выход "да" на оперативный блок 297 для изменения потока газа на горелки. Поток газа либо включается, либо отключается. Если ответ на вопросный блок 296 является отрицательным, система входит в вопросный блок 298 для совершения аналогичного запроса относительно газового переключателя против часовой стрелки. Если в этом переключателе сделано изменение, берется выход "да" на оперативный блок 299 для выработки команды, необхо димой для изменения состояния клапана, подающего газ на сварочный проход направления по часовой стрелке. Если ответ на запрос в блоке 298 является отрицательным, система вхо дит в вопросный блок 300 для определения было ли сделано изменение на кнопке 71 для подачи проволоки для сварочного устройства № 1 с направлением по часовой стрелке. Если на этой кнопке было изменение, берется выход "да" на оперативный блок 301, который изменяет состояние подачи проволоки для устройства внутренней сварки номер один по часовой стрелке. За счет этого ли бо начинается, либо заканчивается подача проволоки. Если ответ на вопросный блок 300 является отрицательным, делается вход на вопросный блок 302 для определения нажата ли кнопка 88 на панели 37 для включения подачи проволоки устройства внутренней сварки № 2 по часовой стрелке. Если ответом является "да", делается вход на оперативный блок 303 для изменения состояния подачи проволоки для сварочного устройства № 2 ча совой стрелки. Если ответ на вопросный блок 302 является отрицательным, вводится вопросный блок 305 для определения не было ли сделано изменение в состоянии кнопки 90 на панели 37 для подачи проволоки для устройства внутренней сварки № 1 против часовой стрелки. Если это было, берется выход "да" на оперативный блок 305 для изменения состояния подачи проволоки для устройства внутренней сварки № 1 против часовой стрелки. Если в оперативном блоке 304 делается ответ "нет", система входит в вопросный блок 306 для проверки состояния кнопки 92 и определения должно ли быть изменение состояния подачи проволоки для сварочного устройства № 2 против часовой стрелки. Если это так, берется выход "да" на оперативный блок 307, который вырабатывает команды либо на останов либо на запуск подачи проволоки для сварочного устройства № 2 против часовой стрелки. Если ответ на вопросный блок 306 является отрицательным, делается вход на вопросный блок 308 для определения имеется ли изменение в переключателе 76 на быстрый и медленный ход блока 1 устройства внутренней сварки. Если было сделано изменение, берется выход "да" на оперативный блок 309, который изменяет соединения батареи между батареей 18 и двигателем 5 для подачи другого имеющегося напряжения. Если в переключателе 70 не было сделано изменение, берется выход "нет" на возврат 310. Делается ввод на возврат 310 от каждого из оперативных бло ков 277, 279, 281, 287, 289, 291, 293,295,297,299, 301, 303, 305, 307 и 309. Распечатка для фиг. 21 имеет следующий вид: /* DAN AL2.C */ /* Общие данные DANAL - расположены в DANALO */ extern char Local_status [ ]; extern char processed_status [ ]; extern char changed_status [ ]; extern char * pointer; extern char RESTART! P; # include # include void danal 2 () { char status_mask /* Получить те кущее счи тывание состояния для ЦП*/ pointer=STATUSBUFFER /* Обратиться к буфер у состояния */ local_status [0 ]= *pointer /* получить байт 1 состояния платы 1 - 8 */ pointer= 1 local_status'[1 ]= *pointer /* получить байт 2 состояния платы 9-16*/ pointer=PIBBUFFER /* Обратиться к РІВ буферу */ local_status [2]= *pointer /* получить байт 3 состояния */ local_status [3 ]= *pointer /* получить байт 4 состояния */ local_status [4 ]= *pointer /* получить байт 5 состояния */ /* Сравнить вход 2 вн утреннего сва рочного устройства */ /* Input 2. def local_status [0] byte с настоящей */ /* версией байта processed_status [0 ] откорректиро-*/ /* вать processed_status [0 ] путем вызова соответствую- */ /* щей/ -щи х/ программы.* / если (processed_status [0 ]!=local_status [0 ]) { /* Изоли ровать те разряды, где изменился local_status/ */ cha№oged_status[0] =processed_status [0 plocaLstatus [0 ]; /* Если изменился управляющий разряд положения, вызовите функцию для изменения этого разряда. */ [1 ]; если (changed_status'[0] a TVL_MOTOR_LS) chg - tvl - motor_ls (); если (changed_status'[0] a. ALIGNERS_UP_LS chg_aligners_up_ls ( ); если (changed_status [0] a BRAKE_LS) chg - brake - Is ( ); если (changed_status [0] a Shoes_PRESSURE_SW) chg_shoes_pressure_SW( ); /* Конец, процесса изменения цифрового состояния [0] */ /* Откорректи ровать processed_status[l ] только, если */ local_status [1 ] изменяется относительно старого */ /* processed_status[l ]. если (processed_status [I ]!=local_status [1]) { /* Изолировать те биты, где из менился статус [1] */ changed_status[l ] =processed_status [1 Ù loca_status /* Если изменился контрольный бит состояния, вызовите функцию для этого изменения бита */ если (changed_status[l] a TEACH_HOME_BUTTON) chg - teach - home - button ( ); если (changed_status[l ] a. TEACH_CWSTART_BUTTON) chg - teach_cwstart_button (); если (changed_status [1 ] a TEACH_CWSTOP_BUTTON) chg - teach_cwstop_button ( ); если (changed_status[l] a TEACH_CCWSTART_BUTTON) chg-teach_ccwstan_button (); если (changed_status[l] a TEACH_CCWSTOP_BUTTON) chg-teach_ccwstop._button (); } /* конец процесса изменения цифрового состояния [1] */ /* Посмотрите на контрольную панель устройства внутренней сварки переднего конца */ /* Откорректи руйте processed_status [2] только, если */ local_status [2] отклоняется от старого processed_status [2] */ если (processed_status [2 ]! = local_status [2 ]) {/* Изолируйте те би ты, где изменился status [2]*/ /* вызовите функцию для изменения этого бита.*/ если (changed_status [2] a FAST_TRAVEL_REQ) chg-fast_travel_req ( ); если (changed_status [2] a CCW2_WIRE_PB_REQ) chg-ccw2_wlre_pb_req ( ); если (changed_status [2] a CCW1_WIRE_PB_REQ) chg-ccwl_wire_pb_req ( ); если (changed_status [2] a CW2_WIRE_PB_REQ) chg_cw2_wire_pb_req ( ); если (changed_status [2] a CW1_WIRE_PB_REQ) chg_cwl_wire_pb_req (); если (changed_status [2] a CCW_GAS_REQ) chg_ccw_gas_req (); если (changed_status [2] a CW_GAS_REQ) chg_cw_gas_req (); если (changed_status[2] a FRONT_SHOES_EXTEND_REQ) chg front_shoes_extend_req ( ); } /* конец процесса изменения цифрового состояния [2] */ /* Посмотрите на панель управления переднего конца внутреннего сва рочного устройства.*/ /* Откорректи руйте processed_staius [3] только, если /* local_status [3] отклоняется от ста рого /* processed_status [З]. */ если (processed_status [3]! = local_status [3]) /* Изолируйте те биты, где изменился status [3] * changed_status [3] =processed_status [3^ loca_status [3 ]; /* Если контрольный бит состояния изменился, */ /* вызовите функцию для этого изменения состояния.*/ если (changed_status [3] a ALIGNERS_UP_REQ) chg_aligners_up_req ( ); если (changed_status [3] a. REAR_SHOES_UP_REQ) chg_rear_shoes_up_req ( ); если (changed_status [3] a REAR_SHOES_DOWN_REQ) chg_rear_shoes_down_req ( ); если (changed_status [3] a DRIVE_WHEEL_DOWN_REQ) chg_drive_wheel_down_req (); если (changed_status [3] a DRIVE_WHEEL_UP_REQ) chg_drive_wheel_up_req ( ); если (changed_status [3] a BRAKE_OFF_REQ) chg_brake_off_req ( ); если (changed_status [3] a TR AVEL_FWD_REQ) cng_travel_fwd_req (); если (changed_status [3] a TR AVEL_REV_REQ) chg_travel_rev_req (); } /* конец процесса изменения цифрового состояния [3] */ /* Посмотрите на контрольную панель переднего конца устрой/* ства внутренней сварки. Обновите processed_status [4] * / только, если local-status [4] отклоняется от старого */ /* processed-status [4]) */ если (processed-status [4]! = local_status [4]) { /* Изолируйте те би ты, где изменился status [4] */ changed_status [4] = process ed_status [4]^ local-status [4 ], /* Если контролирующий бит положения изменился, вызовите */ /* функцию для изменения этого бита. */ если (changed_status [4] a WIRE_CLEAR_REQ) chg_wire_clear_req (); если (changed_status [4 ] a CW_ROTATE_REQ) chg_cw_rotate_req (); если (changed_status [4] a CCW_ROTATE_REQ) chg_ccw_rotate_req ( ); } /* Конец процесса изменения цифрового состояния [4]*/ если (RESTARTIP) ioerror = turnon ( a PILOT_LAMP) RESTARTIP = 0; } } /* ко нец danal 2 */ Программные операции ЦП типа 3 описаны в соответствии со ссылкой на фиг. 22. Центральный процессор № 3 расположен в управляющем блоке 30 микропроцессора в коробке управления 27 удлинительного стержня. Операции, выполненные в ЦП типа 3, в основном совершаются в ответ на входные сигналы на коробке управления удлинительного стержня, у которой имеется панель управления 38. Эти входные сигналы принимаются с платы 61 интерфейса панели, связанной с блоком управления 30 микропроцессора. От метим, что блок 30 не прямо соединен для управления любыми механическими или электрическими функциями сварки или соответствующими функциональными операциями. Таким образом, все операции управления должны быть сделаны путем выработки команд, которые передаются по линии связи 32 на соответствующие контроллеры микропроцессора, в основном блоки управления 28 и 29. Как отмечено выше, каждая конкретная оперативная функция заранее определена в программируе мой постоянной памяти так, что блок управления микропроцессора может выбрать соответствующий адрес GSC и соответствующую команду для вы полнения требующи хся функций, когда принят входной сигнал. Как показано на фиг. 22, программа ЦП типа 3 начинается с пуска 311. От этого п уска система вхо дит в вопросный блок 312 для определения имеется ли изменение в бите состояния для режима передней колодки, что является положением 95 на панели 38, показанной на фиг. 6. Если имеется изменение в этом бите состояния, берется выход "да" на функциональный блок 313 для выполнения действий, необходимых для передних колодок. Они включены в конструкцию 11 и включаются под действием пневматики, подаваемой с помощью соленоида. Если от панели идет команда поднять колодки, командный сигнал посылается на соленоид для подъема колодок, но если идет команда на опускание колодок, соответствующий командный сигнал посылается на соленоид для опускания передних колодок. Если не было сделано изменения в режиме передних колодок, берется выход "нет" с вопросного блока 312 на вопросный блок 314 для определения было ли изменение в разряде состояния режима сварки по часовой стрелке, что соответствует положению 96 на панели 38. Если ответом является "да", оперативный блок 315 вводится, что приводит к выработке команд на включение газа по часовой стрелке и запуска операции сварки по часовой стрелке. Действительная операция сварки не инициируется до те х пор, пока не нажата кнопка 97 пуска сварки. Если с вопросного блока 314 берется выход "нет", то де лается вход на вопросный блок 316 для определения имеется ли изменение в режиме сварки против часовой стрелки. Это соответствуе т положению 99 переключателя 93 на панели 38. Если было изменение в этом режиме, берется выход "да" на оперативный блок 317, который вырабатывает команды на включение газа против ча совой стрелки и изготовки операции сварки против часовой стрелки. Однако операция сварки не инициируется до тех пор, пока не нажата кнопка 97 пуска сварки. Если берется выход "нет" с вопросного блока 316, то делается ввод на вопросный блок 318 для определения имеется ли изменение в бите состояния для исходного режима, что соответствуе т положению переключателя 93. Если ответ является положительным, берется выход "да" на оперативный блок 319, при котором кольцо 80 поворачивается, перенося сварочное устройство 85 в исходное положение 101. Если ответ на вопросный блок 318 является отрицательным, берется выход "нет" на вопросный блок 320, в котором определяют имеется ли изменение в режиме убирания колодки, что соответствует положению 103 переключателя 93. Если ответ является положительным, то есть было изменение в этом бите состояния, берется выход "да" на оперативный блок 321, который вырабатывает команды на убирание передней и задней колодок, что соответствует конструкциям 11 и 12. Это делается с помощью электрического сигнала, который приводит в действие соленоид для включения пневматических клапанов этих конструкций. Если с вопросного блока 320 берется выход "нет", то делается ввод на вопросный блок 322 для определения имеется ли изменение бита состояния для кнопки 108 вращения по часовой стрелке на панели 38. Если есть такое изменение, берется выход "да" на оперативный блок 323 для изменения с целью проверки состояния бита положения вращения по часовой стрелке. В этом блоке вырабатываются команды для вращения кольца 80 в направлении по часовой стрелке, если так запрограммировано. Если берется выход "нет" с вопросного блока 322, делается вход на воп росный блок 324, который определяет, что имеется изменение бита состояния для кнопки 109 вращения против ча совой стрелки на панели 38. Если это так, делается вход в оперативный блок 325 для проверки положения бита состояния вращения против часовой стрелки. Если кнопка нажата, будет инициировано вращение кольца 80 в направлении против ча совой стрелки. Если кнопка 109 отпущена, вращение кольца 80 оста навливается. Если берется выход "нет" с вопросного блока 324, делается вход на вопросный блок 326 для определения имеется ли изменение бита состояния для удерживающей кнопки 107 на панели 38. Если имеется изменение состояния, делается вход на оперативный блок 327 для изменения операции удержания. Если кнопка 107 нажата, как указывается соответствующим битом состояния, проводимая операция сварки останавливается. Если берется выход "нет" с вопросного блока 326, делается вход на вопросный блок 328 для определения имеется ли изменение в бите состояния проволоки, соответствующем тумблеру 110 на панели 38. Когда переключатель 110 находится в выключенном положении, подача проволоки для сварочного устройства № 1 /91 или 85/ отключается, но когда он находится во включенном положении, сварочное устройство № 1 оказывается при включенной подаче проволоки. Если берется выход "да" с вопросного блока 328, делаетсявход на оперативный блок 329 для отключения подачи проволоки № 1, если переключатель 110 выключен. Подача проволоки включается, если переключатель 110 включен. Если берется выход "нет" с вопросного блока 328, делается вход на вопросный блок 330 для определения имеется ли изменения в бите состояния для подачи проволоки к горелке № 2 /89 или 87/, которым является переключатель 111. Если это так, берется выход "да" на оперативный блок, который вызывает отключение подачи проволоки для сварочного устройства № 2, если переключатель находится в выключенном положении. Если переключатель находится во включенном положении, подача проволоки для сварочных устройств № 2 будет включена. Если берется выход "нет" с вопросного блока 330, то делается вход на вопросный блок 331. В пределах этого блока делается запрос для определения изменился ли бит состояния для переключателя 332 "вперед/реверс". С помощью этого переключателя обеспечивается направление хода блока 1 в трубопроводе. Если этот бит состояния изменился, оперативный блок 333 вводится в целях выработки команд на изменение направления хода блока 1, как установлено переключателем 332. Если берется выход "нет" с вопросного блока 331, то делается вход на вопросный блок 334 для определения изменения бита состояния кнопки 113 теста дуги на панели 38. Если имеется такое изменение, берется выход "да" на оперативный блок 335 для инициирования теста дуги, если нажата кнопка 113, и прекращения подачи напряжения дуги, если кнопка отпущена. Результат теста дуги выводится на дисплеи 114 и 115 на панели 38. Вопросный блок 336 вводится, если берется выход "нет" с воп росного блока 334. Этот вопросный блок определяет имеется ли изменение бита состояния для кнопки 97 пуска сварки. Если состояние изменилось и кнопка 97 нажата для инициирования сварки, то берется выход "да" на вопросный блок 337. В блоке 337 производится определение взведен ли режим сварки по часовой стрелке. Это соотносится с операциями, которые выполняются в оперативном блоке 315. Если ответ является положительным, берется выход "да" на оперативный блок 338, который вырабатывает команды на пуск процесса сварки по часовой стрелке, как описано выше. Если берется выход "нет" с вопросного блока 337, то делается вход на вопросный блок 339 для определения взведен ли режим сварки против часовой стрелки. Это устанавливается оперативным блоком 317. Если это так, берется выход "да" на оперативный блок 340, который инициирует процесс сварки против часовой стрелки. Ответ "нет" на вопросный блок 339 переводит систему на возврат 345. Возвращаясь обратно к вопросному блоку 336, можно отметить, что если имеется отрицательный ответ, то делается вход на вопросный блок 342 для определения имеется ли измененный бит состояния для автохода, что является положением 104 переключателя 93 на панели 38. Если имеется измеренный бит состояния, то берется выход "да" на вопросный блок 343 для определения имеется ли измененный бит состояния для кнопки автохода 105 на панели 38. Если это так, то делается вход на оперативный блок 344 для инициирования автоматического хо да блока 1 за счет срабатывания приводных дви гателей. Оба выхода "нет" с вопросных блоков 342 и 343 идут на возврат 341. На возврат 345 делается вход от каждого из оперативных блоков 313, 315, 317, 319, 321, 323, 325, 327, 329, 346, 333, 335, 338, 340 и 344. Описывая работу бло ка управления микропроцессора ЦП типа 3 со ссылкой на фиг. 22, необхо димо отметить, что система считывает каждый бит состояния для функций, перечисленный в вопросных блоках. Если нет измененного бита состояния, система зацикливается на возврат 341 и снова начинает операцию. Но когда включена операция сварки посредством любого из оперативных блоков 315 или 317, а кнопка 97 пуска сварки нажата, инициируются сварочные проходы по часовой стрелке или против часовой стрелки. Программа для фиг. 22 распечатана, ниже. /*DANAL З .С */extern char 'PIBBUFFER; extern char turnon ( ); extern char turnoff ( ); extern char local_status [ ], extern char processed_status [ ], extern char changed_status [ ], extern int bg analogs [ ], # include # include /* Ра бочие величины extern char *pointer; extern unsigned char mode_reading; extern char mode; extern char current_mode; пропустить danal 3 ( ) {char i; char stanis_mask; /* Получить текущее считывание для ЦП pointer = PIBBUFFER; /* Обратиться к буферу РІВ */ local_status[0]=*pointer;/* получить байт 1 состояния */ local_status[l ]= *pointer/* получи ть байт 2 состояния */ пропустить cpu3 -mode ( ) {переключатель (режим) {случай 1: /* Автоход */ если (current_mode - = 6) turnoff ( a REAR_SHOES_RET); else if (current_mode==2) /* if frout shoes ext. */ lurnoff ( a FRONT_SHOES); break; случай 2: /* Передние колодки */ если (current_mode " 1) {turnoff ( с TRAVEL_FWD); turnoff ( с FAST_TRAVEL); turnoff ( a AUTO TRAVEL L AMP); /* Перед включением передних колодок убедитесь, что сигнал */ /* выравнивате лей вверх не включен. */ if (systemstatus a aligners_up) showerror (operr 203); eise turnon ( a FRONT_SHOES); } else if (current_mode == 3) turnoff ( a CW-GAS); else showerror (operr 64); break; случай 3: /* Сварка по часовой стрелке */ if (current_mode ==2) {turnon ( a CW_GAS); } else if (current _mode ==4) {turnoff ( a CCW_GAS); turnon ( a CW_GAS); } else showerror (operr 64); break; случай 4: /*CCW Weld*/) / сварка против час. стрелки если (current_mode==3) { если ((Systemstatus a CW_Weiding)==0) { turnoff (a CW_GAS); turnon ( a CCW_GAS); } else showerror (operr 67); } else if (current_mode==5) {txomdoff (rotate_to_home); /* Выключить вращение на исходную команду*/ turnon ( а CCW_GAS); } else showerror (operr 64); break; случай 5: /* Заставляет кольцо поворачиваться в исходное положение */ if (current_mode==4) } turnoff ( а CCW_GAS); if ((systemstatus a at home)==0) /* если не в исходном положении */ txomdon (rotate_to_home); /* Послать команду врашения */ break; } else if (current_mode==6) { if ((systemstatus a at_home)==0) /* Если не в исходном положении */ txomdon (rotate_to_home); /* Вк лючить вращение на исходную команду */ turnon ( a FRONT_SHOES); turnoff ( a REAR SHOES_RET); } else showerror (operr 64); break; случай 6: /* Убрать переднюю и заднюю колодки */ if (current_mode==5) txomdoff (rotate_to_home); /*вык лючить вращение к исходной команде */ turnoff (а FRONT_SHOES); turnon ( a REAR_SHOES_RET); } else if (current_mode=l) {turnoff ( a TRAVEL_FWD); turnoff (a FAST_TR AVEL); turnoff ( a AUTO_TR AVEL_LAMP); } else showerror (operr 64); break; подразумевается: showerror (operr 65); } /* конец режима ЦПЗ*/ /* Сравните байт Input 3 def local_status [0 ] устройства */ /* внутренней сварки с данной версией байта processed */ /* status [0] */ /* Если local_status [0 ] отклоняется от processed_ */ /* status [0 ], от корректи руйте processed status [0] */ /* путем вызова соответствующей стандартной программы (прог- *\ /* рамм). /* Посмотрите на сигналы панели управления удлинительного */ стержня */ если (processed_status [0]! = local_status [0]) {c h a № g e d_s t a t u s [0] =processed_status [0] ^local_status [0 ]; if (chabged_status [0] с CW_ROTATE_PB) chg_cw_rotate_pb (); если (changed_siatus [0] a CCW_ROTATE_PB) chg__ccw_rotate_pb ( ); если (changed_status [0] a HOLD_CUT_PB) chg_hold_out_pb ( ); если (changed_status [0] a WIRE_1_ENABLE) chg_wire_l_enable ( ); если (changed_status[0] a WIRE_2_ENABLE) chg_Wire_2_enable ( ); если (changed_status[l ] a TRAVEL_FWD_TS) chd_travel_rwd_ts ( ); если (changed_status[l] a TRAVEL_REV_TS) chg_travel_rev_ts ( ), если (changed_status [0 ] a ARC_TEST_PB) chg arc_test_pb ( ); } /* Конец процесса изменения цифрового состояния */ /* Посмотрите на оставшиеся сигналы панели управления удлинительного стержня */ если (processed_status [I ]!=local_status [1]) /* Изолируйте те разряды, где изменился status [1]*/ c h a № g e d_s t a t u s[1 ]=processed_status [1 ]^ local_status [1 ]; если (changed_status[0] a WELD_START_PB) {если (local_status[0] a WELD_START_PB) /* Если теперь бит включен */ если (current_mode = = 3) /* Посмотрите, в каком мы режиме */ txomdon (CW-Weld); else { если (current mode = = 4) txomdon (CCW-Weld); else Showerror (open- 217); /*ERROR-He режим 3 или 4 */ } /* однако, если бит теперь выключен */ else /* Проверьте, чтобы увидеть, в каком мы режиме */ если (current_mode = = 3) txomdoff (cw=weld); else { если (current_mode = = 4) txomdoff (CCW_weld); else show_error (operr 217); /* ERROR - He режим 3 или 4 */ } processed_status [0 ] = processed_status [0 ] a andnot (WELD_START_PB); } } /* ко нец chg_weld_start_pb */ если (changed_status [0 ] a AUTO_TR AVELPB) { /* Если теперь бит включен */ если (localJ5tatus[0] a AUTO_ TRAVEL_PB) { если (system status a pipe) = = 0) show_error (operr 60); else {если (current_mode = = 1) {turnon ( a TRAVEL_FWD); turnon ( a FAST_TR AVEL); turnon ( a AUTO_TR AVEL_LAMP); } else show_error (operr 205)/* не в положении автохода */ } processed_status [0 ] = processed_status [0 ]/AUTO_TRAVEL_PB /* однако, если теперь бит выключен */ else processed _status [0 ] = processed_status [0 ] a andnot (AUTO_TR AVEL_PB); } /* конец chg_auto_travel_pb */} /* конец процесса изменения цифрового состояния 1 */} /* конец danal 3 */ Работа блока управления микропроцессора типа 4 показана на фиг. 23. В данном примере реализации /ЦП типа 4/ блок управления 31 выполняет только функцию приема и вырабатывает аналоговый сигнал для контроля питания 36. Поэтому эта операция выполняется только в ответ на прерывание связи, то есть когда блок управления принимает передачу ци фровой выборки напряжения дуги по каналу свя зи 33. Пуск 347 приводит к возврату 348, который возвращает уп равление на блок 249 на фиг. 19. На фиг. 24 показана операция прерывания связи, которая выполняется в любом из блоков управления при получе нии передачи на блок управления с линии 32. При получе нии прерывания связи 349, выполняется операция, соответствующая принятому сообще нию, например, как показано на оперативном блоке 350. Этими примерами являются включение двигателя, возбуждение соленоида, считывание бита состояния и т.д. Соответствующая распечатка программы для фиг. 24 имеет вид. DANAL 4.C /*• продукт danal 4 ( ) { } Стандартная программа прерывания, показанная на фиг. 23, записана на входном языке ассемблера. На фиг. 25 показано расширение сварочной системы, показанной на фиг. 1. В дополнение к оборудованию, показанному на фиг. 1, сюда включено наружное сварочное устройство 351, описанное в Патентах США № 3718798 изобретателя Рэндолфа и др., выданном 27 февраля 1973 г., и № 3806694 изобретателя Нелсона, выданном 23 апреля 1974 г., причем оба патента включены в данное описание отсылочно. Сварочное устройство 351 снабжено микропроцессорным блоком управления 352, который соединен с линией связи 32. Блок 352 содержит плату 59 центрального процессора, плату питания 60, плату 62 с аналоговым вхо дом, плату 64 дви гателя шифратора и плату 59 дви гателя с двойной ЭДС. Эти платы являются необхо димыми для автоматического управления устройством наружной сварки 351. Это сварочное устройство аналогично имеет шифратор на приводном двигате ле для указания положения сварочного устройства. Устройство наружной сварки 351 содержит приводной узел 353, который установлен на направляющей 354, которая окружает и прижата к трубному стыку 14. Приводной узел 353 контролируется микропроцессорным блоком управления 352 для размещения сварочного устройства 351 вдоль зазора на пересечении трубных стыков 3 и 14. Представительные сварочные устройства, которые могут осуществлять эту функцию, показаны в патентах США № 3193656 изобретателя Белла и др., выданном 10 августа 1976 г., № 4151395 изобретателя Кушнера и др., выданном 24 апреля 1979 года, причем оба Патента включены в описание отсылочно. Параметры операций автоматической сварки, описанные выше, вносятся в систему управления с помощью ручного терминала 355, который соединен с портом RS69 любого из микропроцессорных бло ков управления. Параметры вводят через терминал 355 и хранят в массиве параметров в памяти для микропроцессора. Один и тот же массив поддерживается во всех блоках управления 28, 29, 30 и 352. Когда один микропроцессор принимает корректировку или изменение, модифицированный файл передается по линии связи 32 на все другие блоки управления, так что все файлы параметров остаются одними и теми же. Параметры, которые вводят через терминал 355, включают в се бя нужные начальную и окончательную скорости хо да для внутреннего и наружного сварочных устройств, начальной и конечной скоростей подачи проволоки, начального и конечного напряжений дуги и скорости приращения при изменениях каждого из этих параметров. Избранным примером реализации терминала 355 является терминал "Q-TERM", который изго тавливается QSI Корпорацией, находящейся в Логане, штат Юта. Систе ма, показанная на фиг. 25, также включает в себя компьютер 356, который имеет экран, клавиатур у 357 и принтер 358. Компьютер 356 соединен с линией связи 32. С помощью этого соединения оператор на компьютере 356 может следить или управлять за всеми операциями, осуществляемыми системой управления сварки. Одним конкретным приложением компьютера 356 является слежение и запись параметров для каждого сварочного шва, сделанного посредством внутреннего и наружного сварочных устройств. Эти параметры могут включать время сварки, длительность, напряжение дуги, нахождение стыка и любые другие параметры, за которыми желательно осуществлять слежение. Такая запись сварочных швов может служить в качестве монитора контроля качества и справкой на будущее будет рассмотрение каждого понадобившегося сварочного шва. Управление наружным варочным устройством 351 может координироваться с управлением внутренними сварочными устройства ми для улучше ния качества и производительности. С помощью линии связи 32 устройство наружной сварки может следовать за сварочным положением соответствующего устройства внутренней сварки так, чтобы устройство наружной сварки работало в тепле, создаваемом устройством внутренней сварки. Многочисленные наружные сварочные устройства типа 351 могут использоваться в ка честве одного наружного сварочного устройства для каждого внутреннего сварочного устройства. Все эти операции могут координироваться с помощью описываемой далее системы управления сваркой. Дополнительные блоки микропроцессорного контроля могут до бавляться к системе управления сваркой, описанной выше, путем присоединения к линии связи 32. Эти добавленные блоки могут обеспечивать вычислительные мощности для расчетов, механический контроль, рабочие вхо ды и сбор данных. На фиг. 26 показана каркасная сварочная систе ма 359, которая использует данное изобретение. Эта система содержит блок 360 внутренней сварки, как показан на фиг. 1, и группу наружных сварочных устройств 361, 362, 363 и 364, каждое из которых соответствует наружному сварочному устройству 351, показанному на фиг. 25. На ружные сварочные устройства 361, 362, 363 и 364 имеют соответствующие микропроцессорные блоки управления 365, 366, 367 и 368. Каждый из этих микропроцессорных блоков управления соединен для управления функциями соответствующих наружных сварочных устройств. Систе ма 359 показана работающей с тремя трубными стыками 369, 370 и 371. Эти трубные стыки поддерживаются серией роликовых опор типа опоры 372. Систе ма 359 содержит сварочные установки 373 и 374. Уста новка 373 содержит конструкцию 375 опорной рамы, которая включает в себя направляющую 376. Приводной узел 377 установлен для перемещения вдоль направляющей 376 и содержит двигатель для вращения кольца 378, которое поддерживает устройства наружной сварки 361 и 362. Микропроцессорный блок управления 379 установлен на приводном узле 377 для управления двигателями. Линия связи 32 и силовые линии 33 также соединены с микропроцессорным блоком управления 379. Этот блок управления аналогичен ранее описанным микропроцессорным блокам управления 28, 29, 30 и 31. В ответ на команды, принятые по линии связи 32, приводной узел 377 включается на размещение наружных устройств сварки 361 продольно вдоль трубного стыка 371 и вращательно в соответствующем положении относительно трубного стыка 371. Узел также содержит функцию вращения устройства наружной сварки 361 и 362 вокруг тр убного стыка 371. Сварочная уста новка 374 также имеет рамную конструкцию 380, которая имеет направляющую 381. Приводной узел 382 установлен на направляющей 381 и содержит двигатель для размещения конструкции 382 вдоль направляющей 381. Приводной узел 382 также содержит приводной двигатель для вращения кольца 383, которое поддерживает устройства наружной сварки 363 и 364. Микропроцессорный блок управления 384 уста новлен на приводной конструкции 382 для управления двигателями. Блок управления 384 также соединен с линией связи 32 и силовыми линиями 33. Микропроцессорный блок управления 384 аналогичен описанным выше микропроцессорным блокам управления 28, 29, 30 и 31. Систе ма управления для каркасной сварочной систе мы 359 содержит те же самые признаки, что и описанные выше со ссылкой на фиг. 17. Скорость хода, напряжение дуги и скорость подачи проволоки для каждого из наружных и внутренних сварочных устройств может управляться для обеспечения высокоскоростной сварки. Сварочные операции могут выполняться путем расширения описанной выше системы управления, включая наружные сварочные устройства и приводные узлы 377 и 382, которые позво ляют расположить устройства наружной сварки. При обычной работе узел 360 устройства внутренней сварки обеспечивает необхо димые проходы внутренней сварки на пересечении трубных стыков 369 и 370, тогда как устройства наружной сварки 363 и 364 обеспечивают первоначальный проход или проходы для наружной сварки. Одновременно наружные сварочные устройства 361 и 362 обеспечивают окончательные наружные сварочные проходы на пересечении стыков 370 и 371. Как только эти операции завершены, трубные стыки перемещают вле во на длину одного сты ка так, чтобы можно было повторить последовательность операций. При второй уста новке устройства наружной сварки 361 и 362 обеспечивают все необходимые дополнительные внешние проходы для завершения наружной сварки на пересечении стыков 369 и 370. Одновременно наружные сварочные устройства 363 и 364 обеспечивают начальные наружные проходы для следующего стыка в то время, как внутреннее сварочное устройство 360 обеспечивает вн утренние сварочные проходы на новом пересечении труб. Работа устройства внутренней сварки 360 сможет быть координирована с работой наружных сварочных устройств 363 и 364 в таком положении, когда наружные сварочные устройства работают в тепле, созданном устройства ми внутренней сварки. Эта координация может быть обеспечена для улучшения стыка и может улучшить в сто рону увеличения скорость работы всей сварочной процедуры. Вообще го воря, данное изобретение представляет собой способ выполнения операции сварки, который обеспечивает относительно медленное, но очень надежное начало, за которым следует высокоскоростной сварочный проход с повышенной скоростью хода сварочного устройства, более быструю подачу проволоки и возможно увели ченное напряжение дуги. Терминал 355 используется для установки начальных условий большо го числа сварок трубопровода и обычно не соединяется во время стандартных операций. Компьютер 356 может использоваться для слежения или управления любыми функциями в пределах системы 359. Он также может использоваться для записи всех швов с целью осуществления контроля качества и хранения записей. Хо тя показан один пример реализации изобретения на сопроводительных рисун ках и описан в подробном описании, необхо димо уяснить, что изобретение не ограничивается раскрытым примером, а может принимать различные модифи кации и замены в пределах объема данного изобретения. Фиг. 1 Фиг. 2 Фиг. 3 Фиг. 4 Фиг. 5 Фиг. 6 Фиг. 7 Фиг. 8 Фиг. 9 Фиг. 10 Фиг. 11 Фиг. 12 Фиг. 13
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of butt welding of two components
Автори англійськоюLaing Brian
Назва патенту російськоюСпособ сварки встык двух деталей
Автори російськоюЛейнт Брайен
МПК / Мітки
МПК: B23K 101/06, B23K 31/02
Мітки: деталей, зварювання, двох, спосіб, встик
Код посилання
<a href="https://ua.patents.su/40-40566-sposib-zvaryuvannya-vstik-dvokh-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб зварювання встик двох деталей</a>
Засіб зварювання встик заготівок із плакірованих металевих композиційних матеріалів
Номер патенту: 11352
Опубліковано: 25.12.1996
Автори: Титов Вячеслав Андрійович, Чаюн Андрій Григорович, Борисов Михайло Тимофійович, Сергацький Георгій Іванович
МПК: B23K 33/00
Мітки: засіб, композиційних, металевих, встик, плакірованих, зварювання, матеріалів, заготівок
Формула / Реферат:
Способ сварки встык заготовок из плакированных металлических композиционных материалов, при котором стыковку и сварку производят по плакирующему слою, отличающийся тем, что, с целью повышения прочности и снижения материалоемкости сварного соединения, свариваемые кромки заготовок изгибают, затем удаляют отогнутую часть, выступающую за поверхность заготовки заподлицо с ней, и на каждой кромке выполняют скос со стороны изогнутой части кромки...
Спосіб контактного стикового зварювання оплавленням

Номер патенту: 365
Опубліковано: 30.04.1993
Автори: Ротару Іон Теодорович, Грабчев Борис Леонідович, Череднічок Віталій Тимофійович, Мальцев Віктор Миколайович, Тільга Степан Сергійович, Богорський Михайло Володимирович, Бєляєв Данило Іванович, Бондарук Андрій Всеволодович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/04
Мітки: оплавленням, зварювання, спосіб, контактного, стикового
Формула / Реферат:
1. Способ контактной стыковой сварки оплавлением, при котором при оплавлении задают скорость подачи подвижной плиты в зависимости и от величины сигнала, пропорционального сварочному току, осуществляют останов подвижной плиты при сварочном токе, соответствующем экстремуму электрической мощности, выделяющейся в стыке, а затем скорость подачи восстанавливают отличающийся тем, что с целью повышения производительности путем интенсификации нагрева...
Спосіб з’єднання двох деталей
Номер патенту: 9455
Опубліковано: 30.09.1996
Автор: Матвієнко Валерій Андрійович
МПК: B21J 15/00
Мітки: спосіб, деталей, двох, з'єднання
Формула / Реферат:
Формула изобретенияСпособ соединения двух деталей, заключающийся в образовании сквозного отверстия в одной из деталей и глухого ступенчатого отверстия в другой, больший диаметр которого расположен в донной части глухого отверстия, сборке пакета путем совмещения отверстий, размещении в последнем заклепки и образовании заклепочного соединения путем заполнения полости отверстия посредством приложения к заклепке осевого сдавливающего...
Спосіб дугового зварювання плавким електродом змінним струмом та пристрій для його здійснення
Номер патенту: 27182
Опубліковано: 15.08.2000
Автори: Дименко Володимир Васильович, Шатан Олександр Федорович, Болотько Віктор Іванович
Мітки: струмом, плавким, дугового, пристрій, електродом, здійснення, спосіб, змінним, зварювання
Формула / Реферат:
Формула изобретения1.Способ дуговой сварки плавящимся электродом переменным током, при котором в каждый полупериод в дуговой промежуток для повторного зажигания дуги подают стабилизирующие импульсы энергии, отличающийся тем, что, с целью улучшения качества сварки и расширения диапазонов режима сварки путем повышения стабильности процесса и выбора оптимальных режимов сварки в оба полупериода, отношение величин мощностей, подводимых...
Спосіб контактного стикового зварювання оплавленням деталей з ферітно-аустенітних сталей
Номер патенту: 16877
Опубліковано: 29.08.1997
Автори: Казимов Борис Іванович, Швець Юрій Васильович, Кучук-Яценко Сергій Іванович, Нікітін Анатолій Сергійович
МПК: B23K 11/04
Мітки: стикового, контактного, зварювання, оплавленням, сталей, ферітно-аустенітних, спосіб, деталей
Формула / Реферат:
Способ контактной стыковой сварки оплавлением деталей из ферритно-аустенитных сталей, при котором детали оплавляют и осаживают в определенной среде, а затем сварное соединение подвергают дополнительной обработке, отличающийся тем, что, с целью упрощения технологии сварки, детали оплавляют и осаживают на воздухе. припуск на оплавление устанавливают равным толщине свариваемых деталей, величину осадки устанавливают в 1—2 раза меньше припуска на...