Спосіб безперервної прокатки сортових профілів
Номер патенту: 101216
Опубліковано: 11.03.2013
Автори: Данько Володимир Михайлович, Данько Андрій Володимирович


Формула / Реферат
1. Спосіб безперервної прокатки сортових профілів, що включає підтримання постійності секундних об'ємів металу, що прокатується, без утворення петлі між клітями безперервної групи, який відрізняється тим, що у кожній кліті після прокатки переднього кінця довжиною ![]() :
:
![]()
де L0 - довжина переднього кінця готового прокату, який відрізається, мм;
![]() - сумарний коефіцієнт витягування у безперервній групі;
- сумарний коефіцієнт витягування у безперервній групі;
![]() - коефіцієнт витягування у і-тій кліті;
- коефіцієнт витягування у і-тій кліті;
і - номер кліті безперервної групи,
вимірюють силу прокатки і надалі цю величину підтримують по всій довжині розкату за рахунок розузгодження швидкостей робочих валків.
2. Спосіб за п. 1, який відрізняється тим, що на початку прокатки кожного розкату встановлюють розузгодження швидкостей робочих валків у 1![]() 5 %.
5 %.
Текст
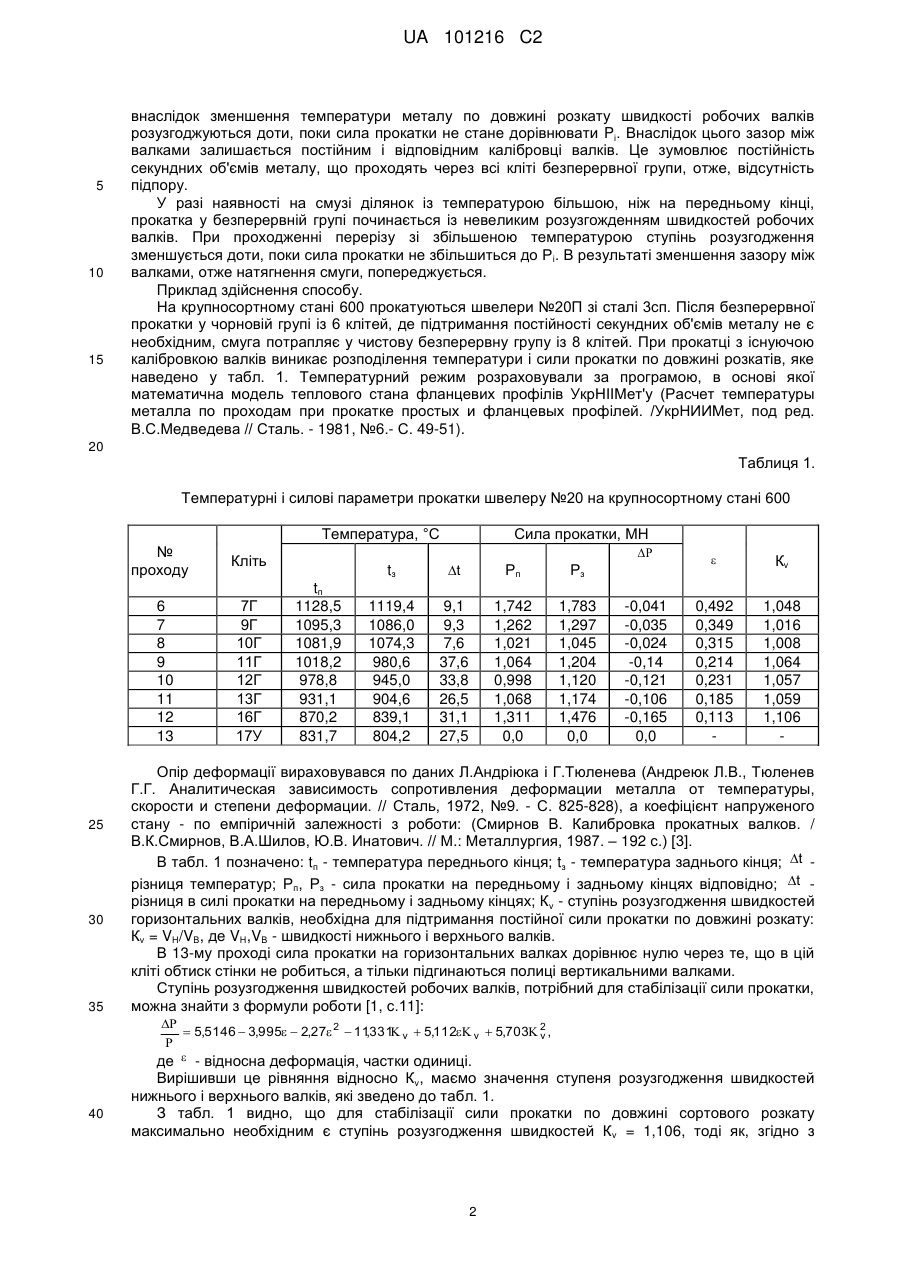
Реферат: Винахід належить до прокатного виробництва, а саме до виробництва сортових профілів способом безперервної прокатки. У кожній кліті після прокатки переднього кінця довжиною L i вимірюють силу прокатки і надалі цю величину підтримують по всій довжині розкату за рахунок розузгодження швидкостей робочих валків. Величина довжини L i відповідає довжині L0 переднього кінця готової штаби, яка відрізається, зменшеній у кожній кліті проти ходу прокатки в i разів, де i - коефіцієнт витягування у і-тій кліті. Винахід забезпечує підтримання постійності секундних об’ємів металу, що пропускається, без утворення петлі між клітями. UA 101216 C2 (12) UA 101216 C2 UA 101216 C2 5 10 15 20 25 30 Винахід належить до прокатного виробництва, а саме до виробництва сортових профілів способом безперервної прокатки. Існує спосіб виробництва сортових профілів способом безперервної прокатки, що включає знаходження смуги одночасно у декількох клітях при умові дотримання постійності секундних об'ємів металу, що прокатується (Бахтинов В.Б. Прокатное производство. М.: Металлургия, 1987. - С. 137-138). Недоліком існуючого способу є те, що для підтримання постійності секундних об'ємів металу потрібно створювати петлю між клітями, що неможливо при прокатці крупного сорту. При недотриманні постійності секундних об'ємів металу між клітями виникає натягнення або підпор. В першому випадку це призводить до незаповнення калібрів, а в другому - до їх переповнення. При прокатці фланцевих профілів це є причиною браку. Тому на більшості існуючих крупносортних станах такий високоефективний спосіб прокатки, як безперервна прокатка, не використовується ( Производство сортового проката в широком сортаменте. / Н.Ф.Грицук и др. М/: Металлургия, 1987. - C. 156). Основною причиною порушення встановленої калібровкою валків та швидкісним режимом постійності секундних об'ємів є змінення температури металу по довжині смуги. Це змінення обумовлене так званим «температурним клином», який виникає внаслідок більшого часу на охолодження тих частин розкатів, які прокатуються надалі. При зменшенні температури збільшується опір деформації металу, що веде до збільшення сили прокатки, отже до збільшення зазору між валками. В результаті площа поперечного перерізу смуги, що виходить із кліті, збільшується проти розрахункового значення, і постійність секундних об'ємів порушується. Відомо, що при так званій кінематично-асиметричній прокатці, яка виникає при розузгодженні швидкостей робочих валків, сила прокатки може бути зменшена в 1,2 1,3 разу (Данько А.В. Удосконалення технології гарячої прокатки товстих листів шляхом керування швидкісними режимами деформування. / Автореф. дис. канд. техн. наук. Краматорськ, 2008. С. 11) [1]. Отже збільшення опору деформації внаслідок зменшення температури металу може бути компенсовано розузгодженням швидкостей робочих валків. В основу винаходу поставлено задачу розробити такий спосіб безперервної прокатки сортових профілів, який забезпечує підтримання постійності секундних об'ємів металу, що прокатується, без утворення петлі між клітями. Поставлена задача вирішується тим, що в способі безперервної прокатки сортових профілів, що включає підтримання постійності секундних об'ємів металу, що прокатується, без утворення петлі між клітями безперервної групи, згідно з винаходом, у кожній кліті після прокатки переднього кінця довжиною L i ; L i 35 L0 i , i i1 де L0 - довжина переднього кінця готового прокату, який відрізається, мм; - сумарний коефіцієнт витягування у безперервній групі; i 40 45 - коефіцієнт витягування у і-тій кліті; і - номер кліті безперервної групи, вимірюють силу прокатки і надалі цю величину підтримують по всій довжині розкату за рахунок розузгодження швидкостей робочих валків. При наявності у розкату ділянок з температурою, вищою за температуру переднього кінця, на початку прокатки кожного розкату встановлюють розузгодження швидкостей робочих валків у 1 5 %. Вибір довжини Li, після прокатки якої починається вимірювання і стабілізація сили прокатки, зумовлений тим, що починати регулювання сили прокатки безпосередньо з переднього кінця, поки режим прокатки не встановиться, немає сенсу, оскільки передній кінець готового прокату 50 55 довжиною L0 відрізається, а в кожній кліті ця довжина проти ходу прокатки зменшується в i разів. Вибір попереднього розузгодження швидкостей робочих валків у 1 5 % зумовлений необхідністю збільшувати силу прокатки у разі появи на смузі ділянок із більшою температурою металу, ніж на передньому кінці, для чого ступінь розузгодження швидкостей валків потрібно зменшувати. Оскільки таке збільшення незначне, то розузгодження швидкостей у 1 5 % цілком достатнє. Спосіб здійснюється таким чином. Після прокатки в кожній і-тій кліті безперервної групи сортового стана переднього кінця смуги довжиною Lі, датчиками вимірюється сила прокатки Рі. При збільшенні цього параметра 1 UA 101216 C2 5 10 15 внаслідок зменшення температури металу по довжині розкату швидкості робочих валків розузгоджуються доти, поки сила прокатки не стане дорівнювати Pі. Внаслідок цього зазор між валками залишається постійним і відповідним калібровці валків. Це зумовлює постійність секундних об'ємів металу, що проходять через всі кліті безперервної групи, отже, відсутність підпору. У разі наявності на смузі ділянок із температурою більшою, ніж на передньому кінці, прокатка у безперервній групі починається із невеликим розузгожденням швидкостей робочих валків. При проходженні перерізу зі збільшеною температурою ступінь розузгодження зменшується доти, поки сила прокатки не збільшиться до Рі. В результаті зменшення зазору між валками, отже натягнення смуги, попереджується. Приклад здійснення способу. На крупносортному стані 600 прокатуються швелери №20П зі сталі 3сп. Після безперервної прокатки у чорновій групі із 6 клітей, де підтримання постійності секундних об'ємів металу не є необхідним, смуга потрапляє у чистову безперервну групу із 8 клітей. При прокатці з існуючою калібровкою валків виникає розподілення температури і сили прокатки по довжині розкатів, яке наведено у табл. 1. Температурний режим розраховували за програмою, в основі якої математична модель теплового стана фланцевих профілів УкрНІІМет'у (Расчет температуры металла по проходам при прокатке простых и фланцевых профілей. /УкрНИИМет, под ред. В.С.Медведева // Сталь. - 1981, №6.- С. 49-51). 20 Таблиця 1. Температурні і силові параметри прокатки швелеру №20 на крупносортному стані 600 Температура, °С № проходу 6 7 8 9 10 11 12 13 25 30 35 Кліть 7Г 9Г 10Г 11Г 12Г 13Г 16Г 17У Сила прокатки, МН tз tп 1128,5 1095,3 1081,9 1018,2 978,8 931,1 870,2 831,7 t Рп Рз 1119,4 1086,0 1074,3 980,6 945,0 904,6 839,1 804,2 9,1 9,3 7,6 37,6 33,8 26,5 31,1 27,5 1,742 1,262 1,021 1,064 0,998 1,068 1,311 0,0 1,783 1,297 1,045 1,204 1,120 1,174 1,476 0,0 -0,041 -0,035 -0,024 -0,14 -0,121 -0,106 -0,165 0,0 Кv 0,492 0,349 0,315 0,214 0,231 0,185 0,113 1,048 1,016 1,008 1,064 1,057 1,059 1,106 Опір деформації вираховувався по даних Л.Андріюка і Г.Тюленева (Андреюк Л.В., Тюленев Г.Г. Аналитическая зависимость сопротивления деформации металла от температуры, скорости и степени деформации. // Сталь, 1972, №9. - С. 825-828), а коефіцієнт напруженого стану - по емпіричній залежності з роботи: (Смирнов В. Калибровка прокатных валков. / В.К.Смирнов, В.А.Шилов, Ю.В. Инатович. // М.: Металлургия, 1987. – 192 с.) [3]. В табл. 1 позначено: tп - температура переднього кінця; tз - температура заднього кінця; t різниця температур; Рп, Рз - сила прокатки на передньому і задньому кінцях відповідно; t різниця в силі прокатки на передньому і задньому кінцях; Кv - ступінь розузгодження швидкостей горизонтальних валків, необхідна для підтримання постійної сили прокатки по довжині розкату: Кv = VH/VB, де VH,VB - швидкості нижнього і верхнього валків. В 13-му проході сила прокатки на горизонтальних валках дорівнює нулю через те, що в цій кліті обтиск стінки не робиться, а тільки підгинаються полиці вертикальними валками. Ступінь розузгодження швидкостей робочих валків, потрібний для стабілізації сили прокатки, можна знайти з формули роботи [1, с.11]: 5,5146 3,995 2,27 2 11331 v 5,112 v 5,703 2 , , v де - відносна деформація, частки одиниці. 40 Вирішивши це рівняння відносно Кv, маємо значення ступеня розузгодження швидкостей нижнього і верхнього валків, які зведено до табл. 1. З табл. 1 видно, що для стабілізації сили прокатки по довжині сортового розкату максимально необхідним є ступінь розузгодження швидкостей К v = 1,106, тоді як, згідно з 2 UA 101216 C2 5 роботою [1], можна ступінь розузгодження підвищувати до Кv = 1,18, після чого вже починається пробуксовування валків. Таким чином застосування даного способу дозволяє вести безперервну прокатку крупносортних профілів без утворення петлі, яка неможлива на крупносортних станах. Це веде до отримання тих переваг, які має безперервна прокатка у порівнянні з послідовною: до більшої продуктивності, менших втрати тепла, отже до економії енергії на нагрівання блюмів, більш високої якості продукції внаслідок легкості автоматизації безперервних процесів. ФОРМУЛА ВИНАХОДУ 10 1. Спосіб безперервної прокатки сортових профілів, що включає підтримання постійності секундних об'ємів металу, що прокатується, без утворення петлі між клітями безперервної групи, який відрізняється тим, що у кожній кліті після прокатки переднього кінця довжиною L i : L i 15 L0 i , i i1 де L0 - довжина переднього кінця готового прокату, який відрізається, мм; - сумарний коефіцієнт витягування у безперервній групі; i - коефіцієнт витягування у і-тій кліті; 20 і - номер кліті безперервної групи, вимірюють силу прокатки і надалі цю величину підтримують по всій довжині розкату за рахунок розузгодження швидкостей робочих валків. 2. Спосіб за п. 1, який відрізняється тим, що на початку прокатки кожного розкату встановлюють розузгодження швидкостей робочих валків у 1 5 %. Комп’ютерна верстка І. Скворцова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of continuous rolling section bars
Автори англійськоюDan'ko Volodymyr Mykhailovych, Danko Andrii Volodymyrovych
Назва патенту російськоюСпособ непрерывной прокатки сортовых профилей
Автори російськоюДанько Владимир Михайлович, Данько Андрей Владимирович
МПК / Мітки
МПК: B21B 1/24, B21B 1/12, B21B 37/58, B21B 1/02
Мітки: сортових, спосіб, безперервної, прокатки, профілів
Код посилання
<a href="https://ua.patents.su/5-101216-sposib-bezperervno-prokatki-sortovikh-profiliv.html" target="_blank" rel="follow" title="База патентів України">Спосіб безперервної прокатки сортових профілів</a>
Спосіб прокатки листів та пристрій для його здійснення
Номер патенту: 90175
Опубліковано: 12.04.2010
Автори: Данько Андрій Володимирович, Сатонін Олександр Володимирович
МПК: B21B 1/22, B21B 37/46
Мітки: пристрій, прокатки, здійснення, листів, спосіб
Формула / Реферат:
1. Спосіб прокатки листів, що включає здійснення прокатки з розузгодженням швидкостей робочих валків, який відрізняється тим, що ступінь К розузгодження швидкостей робочих валків змінюють в процесі прокатки в залежності від зміни зусилля прокатки Рі по довжині розкату, збільшуючи К при відхиленні Рі від номінального значення зусилля прокатки Рі - Рн > 0 доти, поки це відхилення не стане дорівнювати нулю, при цьому значення Pн визначають...
Спосіб прокатки тонких і особливо тонких смуг на станах безперервної прокатки з використанням ефекту поверхневої пластичної деформації в останніх робочих клітях
Номер патенту: 58259
Опубліковано: 11.04.2011
Автори: Утьомова Юлія Віталійовна, Бочаров Володимир Віталійович, Бочаров Віталій Федорович
МПК: B21B 1/04
Мітки: особливої, останніх, пластичної, спосіб, клітях, прокатки, станах, поверхневої, тонких, смуг, робочих, деформації, використанням, безперервної, ефекту
Формула / Реферат:
Спосіб прокатки тонких і особливо тонких смуг на станах безперервної прокатки з використанням ефекту поверхневої пластичної деформації в останніх робочих клітях, який відрізняється тим, що за рахунок зміни схеми установлення робочих валків в останніх робочих клітях стана безперервної прокатки використовуються комбінації робочих валків, бочки яких текстуровані у вигляді безлічі мікровиступів і робочих валків із гладкою бочкою, що забезпечує...
Спосіб прокатки-поділу сортових заготівок
Номер патенту: 26922
Опубліковано: 10.10.2007
Автори: Нєфєдьєв Сергій Павлович, Нечепоренко Володимир Андрійович, Нєфєдьєв Олександр Сергійович
Мітки: заготівок, прокатки-поділу, спосіб, сортових
Формула / Реферат:
1. Спосіб прокатки-поділу сортових заготівок, що включає формування багатониткового розкату, у якому окремі нитки мають квадратний або інший профіль (круглий, овальний, ромбічний і т.д.), руйнування сполучних перемичок, який відрізняється тим, що формування багатониткового розкату й руйнування сполучних перемичок здійснюють за один прохід у чотиривалковій кліті з валками східчастої форми.2. Спосіб за п. 1, який відрізняється тим,...
Спосіб прокатки штаб на широкоштабовому стані гарячої прокатки

Номер патенту: 40893
Опубліковано: 27.04.2009
Автори: Матюшенко Дмитро Олександрович, Ніколаєв Віктор Олександрович
МПК: B21B 1/22
Мітки: прокатки, широкоштабовому, штаб, спосіб, гарячої, стані
Формула / Реферат:
Спосіб прокатки штаб на широкоштабовому стані гарячої прокатки (ШСГП), що включає деформування розкату в клітях чорнової та чистової груп ШСГП з натяганням штаби на міжклітьових ділянках стана, транспортування валками допоміжної кліті, змотування штаби моталкою, який відрізняється тим, що при захваті переднього кінця штаби валками допоміжної кліті швидкість валків кліті збільшують на 1-3 % відносно швидкості штаби, що виходить з чистової...
Спосіб безперервної сортової прокатки
Номер патенту: 78590
Опубліковано: 10.04.2007
Автори: Жучков Сергій Михайлович, Токмаков Павел Вадимович, Горбаньов Аркадій Олексійович, Колосов Борис Миколайович
МПК: B21B 45/02, B21B 1/00
Мітки: спосіб, безперервної, прокатки, сортової
Формула / Реферат:
Спосіб безперервної сортової прокатки з використанням непривідних робочих клітей, що включає деформацію смуги у валках поперемінних привідних і непривідних клітей з використанням змащування, який відрізняється тим, що мастило подають в осередок деформації непривідних клітей, а перед входом розкату у валки привідних клітей мастило з його поверхні видаляють.
Попередній патент: Пристрій для сепарації надлишково розпиленого лаку
Наступний патент: Спосіб видобування корисних копалин буропідривним методом
Випадковий патент: Сплав на основі титану