Спосіб складання сідел клапанів з головками блоків двигунів внутрішнього згоряння
Номер патенту: 103807
Опубліковано: 25.12.2015
Автори: Слащук Олександр Олександрович, Слащук Віктор Олександрович, Шалапко Юрій Іванович, Оборський Іван Леонідович

Формула / Реферат
Спосіб складання сідел клапанів з головками блоків двигунів внутрішнього згоряння, що включає технологічну обробку поверхонь деталей, що сполучаються, нагрівання головок і низькотемпературне охолодження сідел для створення за рахунок термічного впливу складального зазору, установку сідел у головку блока із зазором, витримку отриманого з'єднання до вирівнювання температур деталей, що з'єднуються, і їхнього скріплення за рахунок натягу, який відрізняється тим, що складання з'єднань проводиться після чистового розточування отворів у деталях, що охоплюють, із шорсткістю Raг=0,8-1,25 мкм, і обточування по зовнішній поверхні сідел із шорсткістю Rac=6,8-12 мкм, а на посадковій поверхні сідел, у процесі технологічної обробки, задають нерівносторонній трикутний мікрорельєф з нахилом його профілю при вершині в напрямку установки сідла в головку блока, а при посадці проводиться охолодження сідел у рідкому азоті до температури -180 °С …-196 °С й нагрівання головки блоків двигунів внутрішнього згоряння до температури 150 °C-160 °C.
Текст
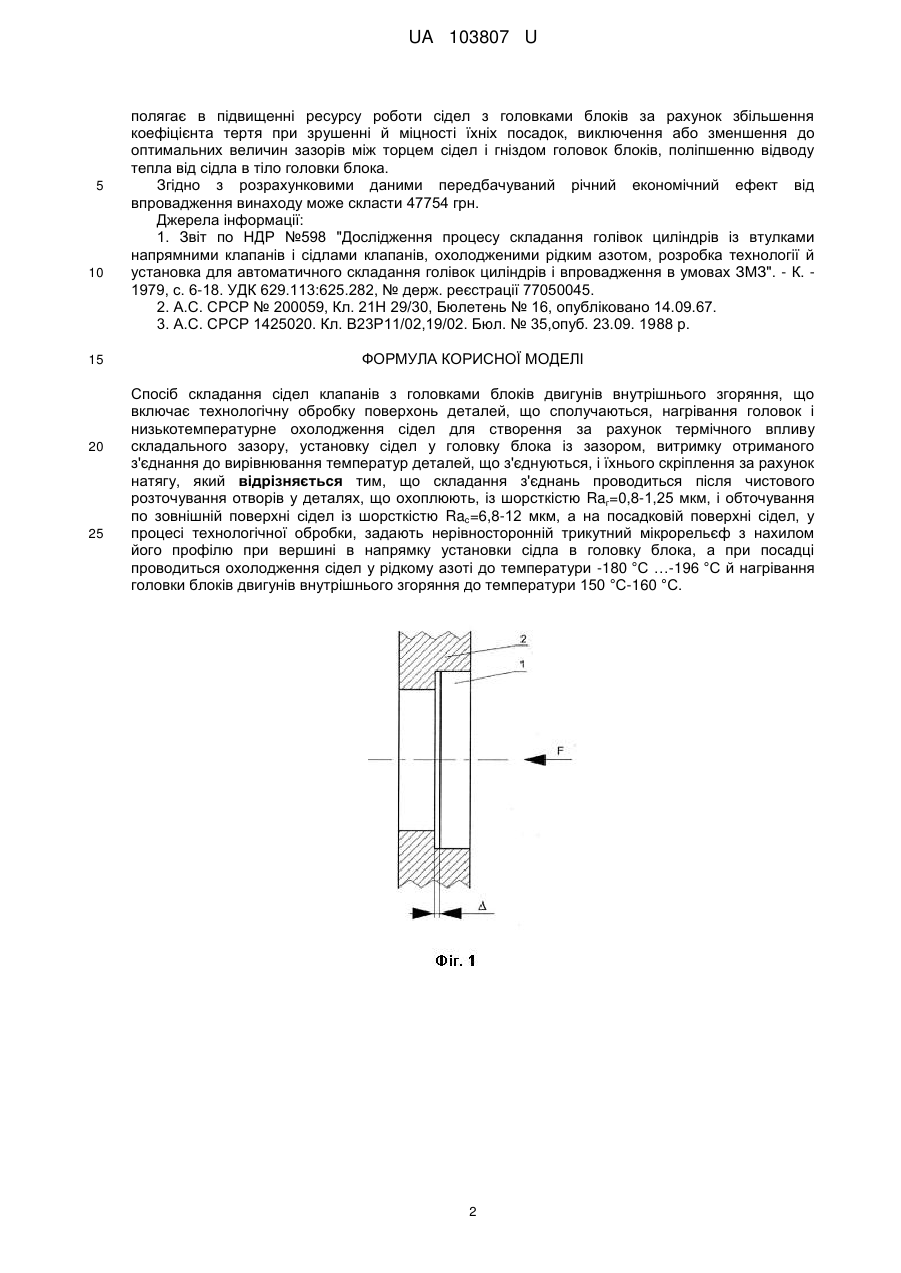
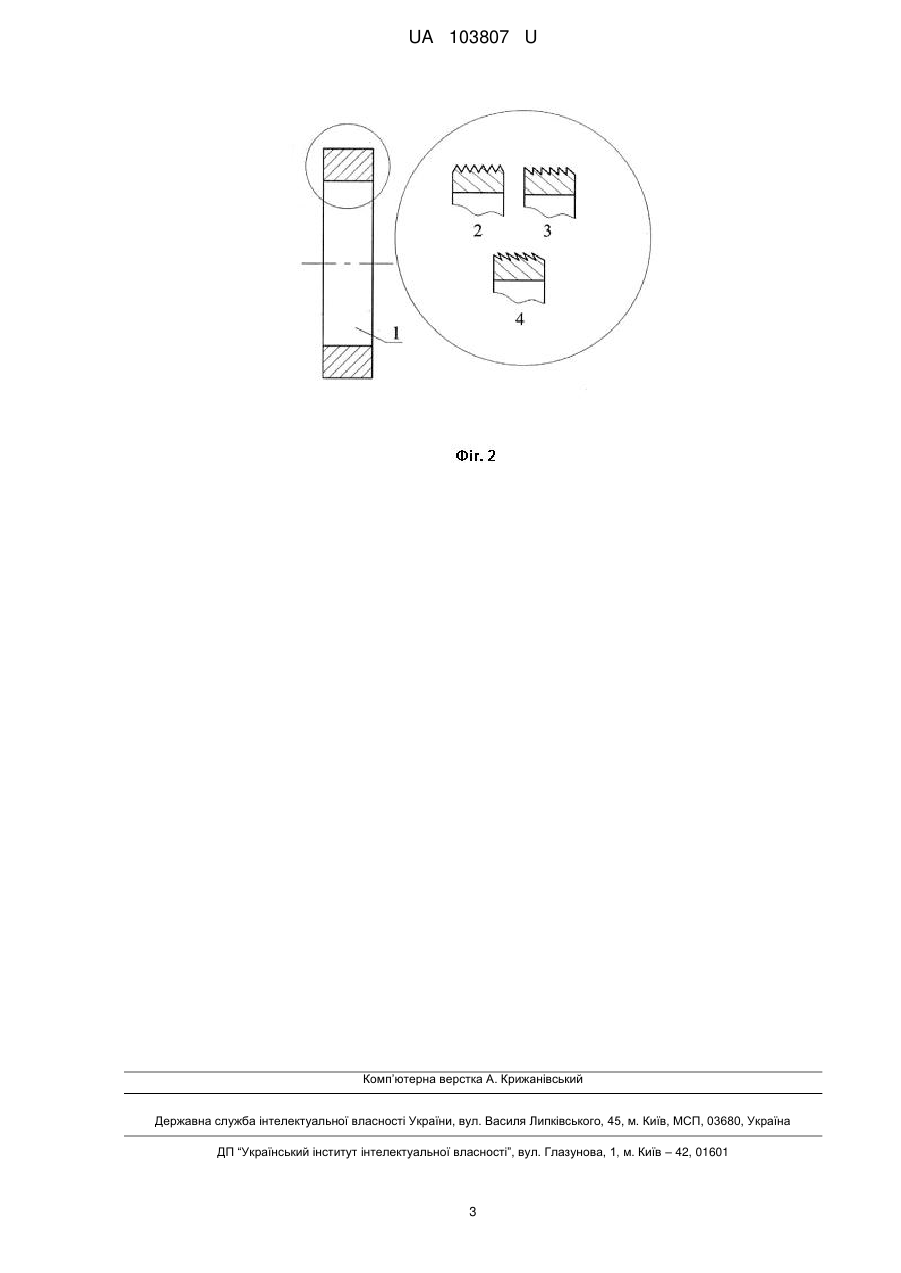
Реферат: Спосіб складання сідел клапанів з головками блоків двигунів внутрішнього згоряння включає технологічну обробку поверхонь деталей, що сполучаються, нагрівання головок і низькотемпературне охолодження сідел для створення за рахунок термічного впливу складального зазору, установку сідел у головку блока із зазором, витримку отриманого з'єднання до вирівнювання температур деталей, що з'єднуються, і їхнього скріплення за рахунок натягу. Складання з'єднань проводиться після чистового розточування отворів у деталях, що охоплюють, із шорсткістю Raг=0,8-1,25 мкм, і обточування по зовнішній поверхні сідел із шорсткістю Rac=6,8-12 мкм. На посадковій поверхні сідел, у процесі технологічної обробки, задають нерівносторонній трикутний мікрорельєф з нахилом його профілю при вершині в напрямку установки сідла в головку блока. При посадці проводиться охолодження сідел у рідкому азоті до температури -180 °С …-196 °С й нагрівання головки блоків двигунів внутрішнього згоряння до температури 150 °C-160 °C. UA 103807 U (12) UA 103807 U UA 103807 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до машинобудування, зокрема до способів термічного з'єднання з натягом деталей, що охоплює та охоплюється, в автомобілебудуванні й може бути використаним для посадок у головки двигунів внутрішнього згоряння (ДВЗ) сідел клапанів, різних втулок у корпусні деталі, де виключаються торцеві зазори після збірки. Відомий спосіб [1] складання сідел клапанів з головками блоків ДВЗ за допомогою запресовування, однак в процесі роботи внаслідок нерівномірного нагрівання й різних коефіцієнтів лінійного розширення сідел і головки блока ДВЗ посадка сідла послабляється, що викликає зниження коефіцієнта тертя зрушенню, міцності з'єднання й створює аварійну обстановку. Відомий спосіб [2] кріплення сідла клапана в гніздо головки блока ДВЗ за допомогою запресовування, при якому після установки сідла в головку його обварюють за допомогою струмів високої частоти латунню. При цьому підвищується міцність кріплення й поліпшується відвід тепла від сідла в головку блока. Однак, цей спосіб не одержав широкого використання в автомобілебудуванні, тому що є не технологічним і вимагає підвищення трудомісткості. За основу технічного рішення, що заявляється, вибрано спосіб [3] термічного складання сідел з головками блоків, що включає технологічну обробку поверхонь деталей, що сполучаються, нагрівання головок і низькотемпературне охолодження сідел для створення складального зазору, змінного з часом, за рахунок термічного впливу, установку сідел у головку блока, витримку отриманого з'єднання до вирівнювання температур деталей, що з'єднуються, і їхнього скріплення за рахунок натягу. Однак таке з'єднання має недоліки - а саме, не завжди задовольняють міцність посадок; присутність неприпустимого зазору між торцем сідла й гніздом головки блока, для усунення якого проводять допресування й застосування найчастіше завальцювання сідел; не задовольняючий у процесі роботи ДВЗ теплообмін між сідлом і головкою блока, що призводить до вигоряння сідел і їхньому інтенсивному зношуванню. В основу корисної моделі поставлена задача підвищення ресурсу роботи з'єднань сідел з головками блока за рахунок підвищення коефіцієнта тертя при зрушенні й міцності їхніх посадок, виключення або зменшення до оптимальних величин зазорів між торцем сідел і гніздом головок блоків, поліпшенню відводу тепла від сідла в тіло головки блока ДВЗ. Поставлена задача вирішується тим, що спосіб складання сідел клапанів з головками блоків двигунів внутрішнього згоряння, що включає технологічну обробку поверхонь деталей, що сполучаються, нагрівання головок і низькотемпературне охолодження сідел для створення за рахунок термічного впливу складального зазору, установку сідел у головку блока із зазором, витримку отриманого з'єднання до вирівнювання температур деталей, що з'єднуються, і їхнього скріплення за рахунок натягу, запропонувати проводити складання з'єднань після чистового розточування отворів у деталях, що охоплюють, із шорсткістю Raг=0,8-1,25 мкм, і обточування по зовнішній поверхні сідел із шорсткістю Rac=6,8-12 мкм., на посадковій поверхні сідел, у процесі технологічної обробки, задавати нерівносторонній трикутний мікрорельєф з нахилом його профілю при вершині в напрямку установки сідла в головку блока, для забезпечення оптимальних зазорів між торцем сідел і гніздом головки блоків при посадці проводиться охолодження сідел у рідкому азоті до температури -180…-196 °C й нагрівання деталей, що охоплюють, до 150 °C…160 °C. На фігурі 1 представлений загальний вид з'єднання сідла з головкою блока ДВЗ з натягом. Приклад виконання складання з'єднань проводиться після чистового розточування отворів у головках блока 2, із шорсткістю Raг=0,8-1,25 мкм, і обточування по зовнішній поверхні сідел 1 із шорсткістю Rac=6,8-12 мкм. Перед посадкою на сідло 1 наносять нерівносторонній трикутний мікрорельєф. Далі проводиться охолодження сідел 1 у рідкому азоті до температури -196 °C й нагрівання деталей, що охоплюють 2, до 160 °C. Потім деталі з'єднують із зазором прикладаючи зусилля і витримують до вирівнювання температур. Конфігурація мікрорельєфу представлена на фігурі 2. Сідла 1 із заданим мікрорельєфом корисної моделі, що заявляється, може мати наступні конфігурації: трикутний профіль має всі гострі кути 2; трикутний профіль має гострий кут при вершині й прямій у основі 3; трикутний профіль має гострий кут при вершині й тупий у основі 4. При цьому нерівносторонній мікрорельєф у процесі формування натягу й минаючих при цьому температурних пластичних деформацій буде забезпечувати осьовий зсув сідел до торцевої поверхні гнізда в головці блока на величину різниці пластичних і пружних деформацій матеріалу головки блока по обидві сторони профілю мікрорельєфу. Техніко-економічна ефективність від впровадження корисної моделі в порівнянні з прототипом - способом термічного складання сідел клапанів з головками блоків двигунів, 1 UA 103807 U 5 10 15 20 25 полягає в підвищенні ресурсу роботи сідел з головками блоків за рахунок збільшення коефіцієнта тертя при зрушенні й міцності їхніх посадок, виключення або зменшення до оптимальних величин зазорів між торцем сідел і гніздом головок блоків, поліпшенню відводу тепла від сідла в тіло головки блока. Згідно з розрахунковими даними передбачуваний річний економічний ефект від впровадження винаходу може скласти 47754 грн. Джерела інформації: 1. Звіт по НДР №598 "Дослідження процесу складання голівок циліндрів із втулками напрямними клапанів і сідлами клапанів, охолодженими рідким азотом, розробка технології й установка для автоматичного складання голівок циліндрів і впровадження в умовах ЗМЗ". - К. 1979, с. 6-18. УДК 629.113:625.282, № держ. реєстрації 77050045. 2. А.С. СРСР № 200059, Кл. 21Н 29/30, Бюлетень № 16, опубліковано 14.09.67. 3. А.С. СРСР 1425020. Кл. В23Р11/02,19/02. Бюл. № 35,опуб. 23.09. 1988 р. ФОРМУЛА КОРИСНОЇ МОДЕЛІ Спосіб складання сідел клапанів з головками блоків двигунів внутрішнього згоряння, що включає технологічну обробку поверхонь деталей, що сполучаються, нагрівання головок і низькотемпературне охолодження сідел для створення за рахунок термічного впливу складального зазору, установку сідел у головку блока із зазором, витримку отриманого з'єднання до вирівнювання температур деталей, що з'єднуються, і їхнього скріплення за рахунок натягу, який відрізняється тим, що складання з'єднань проводиться після чистового розточування отворів у деталях, що охоплюють, із шорсткістю Raг=0,8-1,25 мкм, і обточування по зовнішній поверхні сідел із шорсткістю Rac=6,8-12 мкм, а на посадковій поверхні сідел, у процесі технологічної обробки, задають нерівносторонній трикутний мікрорельєф з нахилом його профілю при вершині в напрямку установки сідла в головку блока, а при посадці проводиться охолодження сідел у рідкому азоті до температури -180 °С …-196 °С й нагрівання головки блоків двигунів внутрішнього згоряння до температури 150 °C-160 °C. 2 UA 103807 U Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: F02F 1/00, F16K 1/00, B23P 11/02
Мітки: клапанів, головками, згоряння, складання, двигунів, сідел, спосіб, блоків, внутрішнього
Код посилання
<a href="https://ua.patents.su/5-103807-sposib-skladannya-sidel-klapaniv-z-golovkami-blokiv-dviguniv-vnutrishnogo-zgoryannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб складання сідел клапанів з головками блоків двигунів внутрішнього згоряння</a>
Пристрій для випробування клапанів двигунів внутрішнього згоряння
Номер патенту: 43294
Опубліковано: 10.08.2009
Автори: Чернета Олег Георгійович, Коробочка Олександр Миколайович, Піддубний Ігор Миколайович, Івщенко Леонід Йосипович, Кубіч Вадим Іванович
МПК: G01M 15/00
Мітки: випробування, клапанів, внутрішнього, двигунів, згоряння, пристрій
Формула / Реферат:
Пристрій для випробування клапанів двигунів внутрішнього згоряння, що містить головку циліндрів з розміщеними в ній впускними і випускними клапанами і конічними сідлами клапанів, який відрізняється тим, що він містить камеру для спалювання палива із встановленим у ній пальником, механізм обертання клапанів, що випробовуються, і керований електродвигун, кінематично пов'язаний з розподільним валом головки циліндрів.
Пристрій для обробки сідел клапанів

Номер патенту: 95725
Опубліковано: 12.01.2015
Автори: Кальченко Володимир Віталійович, Гончарук Сергій Степанович, Веремей Геннадій Олександрович
МПК: B23B 43/00
Мітки: обробки, клапанів, сідел, пристрій
Формула / Реферат:
Пристрій для обробки сідел клапанів, що включає пристосування для базування конструкції відносно оброблюваної деталі за напрямними елементами головки блока циліндрів і пристосування для лезової обробки сідел клапанів, який відрізняється тим, що додатково містить кульову опору і "плаваюче" оснащення з пневматичною подушкою, а ріжучий інструмент має три ріжучих кромки, розташованих під різними кутами.
Пристосування для базування пристрою з обробки сідел клапанів
Номер патенту: 95724
Опубліковано: 12.01.2015
Автори: Гончарук Сергій Степанович, Веремей Геннадій Олександрович
МПК: B23B 47/00
Мітки: пристосування, пристрою, обробки, сідел, базування, клапанів
Формула / Реферат:
Пристосування для базування пристрою з обробки сідел клапанів, що включає конструкцію напрямного елемента "pilot", орієнтованого відносно оброблюваної деталі за елементами головки блока циліндрів, яке відрізняється тим, що додатково містить кульову опору і "плаваюче" оснащення з пневматичною подушкою.
Пристрій для перевірки биття фаски сідла клапана головки блока двигунів внутрішнього згоряння
Номер патенту: 41012
Опубліковано: 27.04.2009
Автори: Кулинич Іван Якович, Кулинич Андрій Іванович, Паньків Іван Васильович
МПК: G01B 5/00
Мітки: головки, двигунів, перевірки, биття, внутрішнього, клапана, блока, згоряння, пристрій, сідла, фаски
Формула / Реферат:
Пристрій для перевірки биття фаски сідла клапана головки блока двигунів внутрішнього згоряння, що містить оправку, на якій розташована втулка і тримач індикатора і яка центрується у напрямній втулці клапана головки циліндричною та конічною поверхнями, який відрізняється тим, що тримач виконано з можливістю повертання на осі верхньої частини втулки, виконаної у вигляді вилки, і фіксування гвинтами в певних положеннях, а втулка радіальним пазом...
Спосіб термоциклічного відновлення поршневих пальців двигунів внутрішнього згоряння
Номер патенту: 29175
Опубліковано: 16.10.2000
Автори: Коровайченко Валентина Володимирівна, Черновол Михайло Іванович, Коровайченко Юрій Миколайович
МПК: C21D 1/00
Мітки: двигунів, термоциклічного, внутрішнього, спосіб, згоряння, поршневих, пальців, відновлення
Формула / Реферат:
Спосіб термоциклічного відновлення поршньових пальців двигунів внутрішнього згоряння, який включав нагрівання вище точки АС3 і охолодження загарту вальною рідиною, який відрізняється тим, що відновлення виконують у три етапи термоциклічної обробки: нагрівання до температури ACl+ (30...50°С) з швидкістю 400...500°С/c, природне охолодження на повітрі до температури АrI- (30...50°С) з швидкістю 3...5°С/с і кількістю термоциклів 3...5; нагрівання...
Попередній патент: Спосіб прогнозування чутливості до неоад’ювантної хіміотерапії у хворих на рак молочної залози
Наступний патент: Спосіб вирощування насіння проса посівного з урахуванням попередника та особливостей мінерального живлення в умовах правобережного лісостепу україни
Випадковий патент: Кузов приймально-транспортуючого пристрою для розпеченого коксу