Спосіб безперервної холодної прокатки штаб з натягом
Номер патенту: 105286
Опубліковано: 25.04.2014

Формула / Реферат
Спосіб безперервної холодної прокатки штаб з натягом, що включає обтиск штаби з коректуванням технологічного параметра - міжклітьового натягу, який відрізняється тим, що значення міжклітьового натягу в лінії безперервного стана встановлюють по математичній залежності:
 ,
,
де ![]() - питомий натяг штаби, Н/мм2;
- питомий натяг штаби, Н/мм2; ![]() - коефіцієнт Лоде;
- коефіцієнт Лоде; ![]() - границя текучості матеріалу штаби перед входом в осередок деформації кліті, Н/мм2;
- границя текучості матеріалу штаби перед входом в осередок деформації кліті, Н/мм2; ![]() - коефіцієнт визначаючий рівень питомого міжклітьового натягу з урахуванням особливостей прокатки для конкретного безперервного стана
- коефіцієнт визначаючий рівень питомого міжклітьового натягу з урахуванням особливостей прокатки для конкретного безперервного стана ![]() ;
; ![]() - коефіцієнт тертя,
- коефіцієнт тертя, ![]() - товщина штаби на вході в кліть, мм;
- товщина штаби на вході в кліть, мм; ![]() - сумарний ступінь деформації штаби;
- сумарний ступінь деформації штаби; ![]() - відносний обтиск штаби;
- відносний обтиск штаби; ![]() - радіус робочих валків в кліті, мм.
- радіус робочих валків в кліті, мм.
Текст
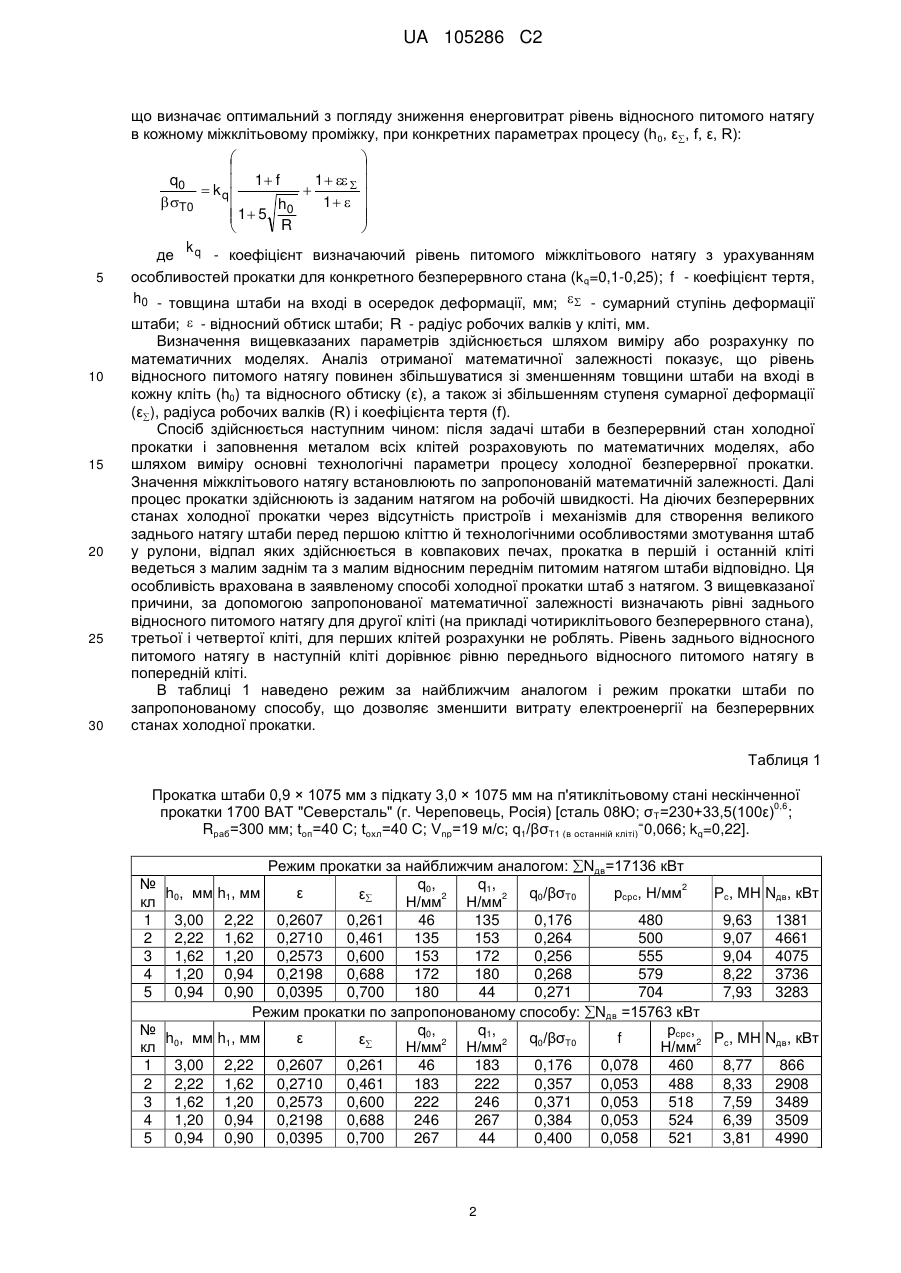
Реферат: Винахід належить до технології прокатного виробництва, конкретно до технології безперервної холодної прокатки тонких штаб, та може найти застосовування на безперервних станах холодної прокатки. Спосіб безперервної холодної прокатки штаб з натягом включає обтиск штаби з коректуванням технологічного параметра - міжклітьового натягу, значення якого встановлюють по залежності, що визначає оптимальний з погляду зниження енерговитрат рівень відносного питомого натягу в кожному міжклітьовому проміжку, при конкретних параметрах процесу ( h0 , , f , , R ), де h0 - товщина штаби на вході в кліть, мм; сумарний ступінь деформації штаби; f - коефіцієнт тертя; - відносний обтиск штаби; R радіус робочих валків у кліті, мм. Винахід сприяє зменшенню рівня контактних напруг, і як наслідок, довжини осередку деформації (контактної поверхні штаби з валками), що призводить до зменшення сил, моменту та потужності прокатки. UA 105286 C2 (12) UA 105286 C2 UA 105286 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід належить до технології прокатного виробництва, конкретно до технології безперервної холодної прокатки тонких штаб, та може найти застосовування на безперервних станах холодної прокатки. Відомий спосіб безперервної холодної прокатки штаб з натягом [Исследование влияния натяжения на удельный расход энергии при холодной прокатке / Ю.А. Мухин, В.П. Настич, А.А. Угаров и др. // Производство проката. 1999. № 4. С. 12-15.], в якому рівні абсолютного міжклітьового питомого натягу (q) по клітях безперервного стана встановлюють однаковими 2 (наприклад 120 Н/мм , що становить 0,25; 0,20; 0,18; 0,17 від умовної границі текучості σ T матеріалу штаби в кожному міжклітьовому проміжку). Недоліком цього способу є те, що в першому міжклітьовому проміжку відносний питомий натяг q/σT максимальний, а в останньому мінімальний, що енергетично і технологічно недоцільно. Відомий спосіб безперервної холодної прокатки штаби з натягом [Патент Росії № 2239500, МПК В 21 В 1/28, опубл. 10.11.2004], включає холодну прокатку з натягом, коли в кожному міжклітьовому проміжку визначають границю текучості матеріалу штаби σ T і підтримують величину питомого натягу σH шляхом задання коефіцієнта nσ, що являє собою відношення σH до σT. Прокатку ведуть із заданням гранично припустимого значення коефіцієнта n σ=nσперед.0,25. Питомий натяг в міжклітьових проміжках підвищують від першого до останнього в середньому 2 на 1-2 кг/мм . Обтиск по клітях зменшують після другої на 1-5 % у кожній до останньої. Опуклості робочих валків по клітях встановлюють у діапазоні -(-0,10)-(+0,25) мм. Винахід дозволяє поліпшити якість прокату за рахунок зменшення поривів холоднокатаних штаб. Недоліком способу є відсутність можливості впливу на момент і потужність процесу, а також на питому витрату електроенергії. Найбільш близьким аналогом способу, що заявляється, є спосіб безперервної прокатки тонких штаб на багатоклітьовому стані, що забезпечує зниження енерговитрат без погіршення чистоти поверхні тонких холоднокатаних штаб, які одержують на багатоклітьових безперервних широкоштабових станах [патент РФ № 2397032, МПК В21 В1/26, опубл. 20.01.2010]. Спосіб включає обтиск штаби щонайменше у п'ять проходів з коректуванням технологічних параметрів для кожної кліті, для чого визначають довжину пластичної ділянки Х пл, довжину зони відставання Хпл.отст на цій ділянці і їхнє відношення Хі=Хпл.отст/Хпл, що характеризує положення нейтрального перерізу на цій ділянці. Далі прокатку ведуть при режимах обтиску і натягу, отриманих у процесі коректування в кожній кліті із заданим кроком натягу з одночасним збільшенням обтиску в перших клітях за рахунок зниження обтиску в останній кліті до максимально можливого наближення до співвідношення Xі=Xіmax в останній кліті. Регулювання витрат енергії в робочих клітях забезпечується за рахунок того, що в першій кліті прокатку ведуть із максимально можливим обтиском, а в передостанній кліті - зі збільшенням обтиску за рахунок зниження обтиску в проміжних і додаткового зниження обтиску в останній кліті. Крім того, прокатку ведуть з мінімально можливим натягом в першому міжклітьовому проміжку і з максимально можливим натягом в третьому й четвертому міжклітьових проміжках, а в другому міжклітьовому проміжку в процесі коректування натяг підвищують із заданим кроком, контролюючи при кожному кроці потужність клітей стана. Основним недоліком даного способу, є те, що міжклітьовий натяг в лінії безперервного стана встановлюють незалежно від технологічних параметрів процесу, що визначають енергетично вигідний рівень відносного питомого натягу - товщини штаби в кожній кліті (h0), сумарного ступеня деформації штаби (ε), фрикційних умов на контакті (коефіцієнта тертя f), ступеня відносної деформації штаби в кожній кліті (ε) і радіуса робочих валків (R). Вищевказаний спосіб, в лінії безперервного стана не встановлює рівні відносного питомого натягу, що сприяють зменшенню сумарної споживаної потужності стана. В основу винаходу поставлена задача зниження питомої витрати енергії на безперервних станах холодної прокатки за рахунок вибору енергетично вигідного рівня відносного натягу. Технічний результат винаходу полягає в тому, що застосування натягу при прокатці тонких штаб, насамперед холодної, сприяє зменшенню рівня контактних напруг, і як наслідок, довжини осередку деформації (контактної поверхні штаби з валками), що призводить до зменшення сили, моменту й потужності прокатки. Тому застосовувати натяг енергетично вигідно насамперед в умовах, коли пружні деформації валків і штаби вносять негативний вплив на параметри процесу холодної штабової прокатки, що має місце при прокатці тонких попередньо наклепаних штаб з більшою границею текучості у валках великого діаметра. Поставлена задача вирішується тим, що в способі безперервної холодної прокатки штаб з натягом, що включає обтиск штаби з коректуванням технологічного параметра (міжклітьового натягу), відповідно до винаходу, значення міжклітьового натягу встановлюють по залежності, 1 UA 105286 C2 що визначає оптимальний з погляду зниження енерговитрат рівень відносного питомого натягу в кожному міжклітьовому проміжку, при конкретних параметрах процесу (h 0, ε, f, ε, R): 5 10 15 20 25 30 q0 1 1 f kq T0 1 1 5 h0 R kq де - коефіцієнт визначаючий рівень питомого міжклітьового натягу з урахуванням особливостей прокатки для конкретного безперервного стана (k q=0,1-0,25); f - коефіцієнт тертя, h0 - товщина штаби на вході в осередок деформації, мм; - сумарний ступінь деформації штаби; - відносний обтиск штаби; R - радіус робочих валків у кліті, мм. Визначення вищевказаних параметрів здійснюється шляхом виміру або розрахунку по математичних моделях. Аналіз отриманої математичної залежності показує, що рівень відносного питомого натягу повинен збільшуватися зі зменшенням товщини штаби на вході в кожну кліть (h0) та відносного обтиску (ε), а також зі збільшенням ступеня сумарної деформації (ε), радіуса робочих валків (R) і коефіцієнта тертя (f). Спосіб здійснюється наступним чином: після задачі штаби в безперервний стан холодної прокатки і заповнення металом всіх клітей розраховують по математичних моделях, або шляхом виміру основні технологічні параметри процесу холодної безперервної прокатки. Значення міжклітьового натягу встановлюють по запропонованій математичній залежності. Далі процес прокатки здійснюють із заданим натягом на робочій швидкості. На діючих безперервних станах холодної прокатки через відсутність пристроїв і механізмів для створення великого заднього натягу штаби перед першою кліттю й технологічними особливостями змотування штаб у рулони, відпал яких здійснюється в ковпакових печах, прокатка в першій і останній кліті ведеться з малим заднім та з малим відносним переднім питомим натягом штаби відповідно. Ця особливість врахована в заявленому способі холодної прокатки штаб з натягом. З вищевказаної причини, за допомогою запропонованої математичної залежності визначають рівні заднього відносного питомого натягу для другої кліті (на прикладі чотириклітьового безперервного стана), третьої і четвертої кліті, для перших клітей розрахунки не роблять. Рівень заднього відносного питомого натягу в наступній кліті дорівнює рівню переднього відносного питомого натягу в попередній кліті. В таблиці 1 наведено режим за найближчим аналогом і режим прокатки штаби по запропонованому способу, що дозволяє зменшити витрату електроенергії на безперервних станах холодної прокатки. Таблиця 1 Прокатка штаби 0,9 × 1075 мм з підкату 3,0 × 1075 мм на п'ятиклітьовому стані нескінченної 0,6 прокатки 1700 ВАТ "Северсталь" (г. Череповець, Росія) [сталь 08Ю; σ T=230+33,5(100ε) ; = Rpaб=300 мм; toп=40 С; toxл=40 С; Vnp=19 м/с; q1/βσТ1 (в останній кліті) 0,066; kq=0,22]. № h , мм кл 0 1 3,00 2 2,22 3 1,62 4 1,20 5 0,94 № h , мм кл 0 1 3,00 2 2,22 3 1,62 4 1,20 5 0,94 Режим прокатки за найближчим аналогом: Nдв=17136 кВт q0, q1, 2 h1, мм ε q0/βσT0 рсрс, Н/мм Рс, МН Nдв, кВт ε 2 2 Н/мм Н/мм 2,22 0,2607 0,261 46 135 0,176 480 9,63 1381 1,62 0,2710 0,461 135 153 0,264 500 9,07 4661 1,20 0,2573 0,600 153 172 0,256 555 9,04 4075 0,94 0,2198 0,688 172 180 0,268 579 8,22 3736 0,90 0,0395 0,700 180 44 0,271 704 7,93 3283 Режим прокатки по запропонованому способу: Nдв =15763 кВт q0, q1, рсрс, h1, мм ε q0/βσT0 f ε 2 2 2 Рс, МН Nдв, кВт Н/мм Н/мм Н/мм 2,22 0,2607 0,261 46 183 0,176 0,078 460 8,77 866 1,62 0,2710 0,461 183 222 0,357 0,053 488 8,33 2908 1,20 0,2573 0,600 222 246 0,371 0,053 518 7,59 3489 0,94 0,2198 0,688 246 267 0,384 0,053 524 6,39 3509 0,90 0,0395 0,700 267 44 0,400 0,058 521 3,81 4990 2 UA 105286 C2 Зіставлення значень сумарної потужності двигунів, наведених в таблиці 1, показало, що при прокатці з використанням запропонованого способу зменшення потужності склало 1373 кВт, що забезпечує зниження питомої витрати електроенергії на 8,0 %. 5 10 ФОРМУЛА ВИНАХОДУ Спосіб безперервної холодної прокатки штаб з натягом, що включає обтиск штаби з коректуванням технологічного параметра - міжклітьового натягу, який відрізняється тим, що значення міжклітьового натягу в лінії безперервного стана встановлюють по математичній залежності: q0 1 1 f , kq T0 1 h0 1 5 R 2 де q0 - питомий натяг штаби, Н/мм ; - коефіцієнт Лоде; T0 - границя текучості матеріалу 2 штаби перед входом в осередок деформації кліті, Н/мм ; k q - коефіцієнт визначаючий рівень 15 питомого міжклітьового натягу з урахуванням особливостей прокатки для конкретного безперервного стана k q 0,1 0,25 ; f - коефіцієнт тертя, h0 - товщина штаби на вході в кліть, мм; - сумарний ступінь деформації штаби; - відносний обтиск штаби; R - радіус робочих валків в кліті, мм. Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B21B 1/28
Мітки: безперервної, спосіб, штаб, прокатки, холодної, натягом
Код посилання
<a href="https://ua.patents.su/5-105286-sposib-bezperervno-kholodno-prokatki-shtab-z-natyagom.html" target="_blank" rel="follow" title="База патентів України">Спосіб безперервної холодної прокатки штаб з натягом</a>
Спосіб холодної прокатки штаб на одноклітьових реверсивних станах
Номер патенту: 88009
Опубліковано: 25.02.2014
Автори: Василев Янакі Димитров, Самокиш Дмитро Миколайович
МПК: B21B 1/28
Мітки: холодної, реверсивних, одноклітьових, спосіб, станах, прокатки, штаб
Формула / Реферат:
Спосіб холодної прокатки штаб на одноклітьових реверсивних станах, що включає обтиск штаби між двома валками з коректуванням технологічних параметрів (заднього і переднього натягу), який відрізняється тим, що значення заднього й переднього відносних питомих натягів у кожному пропуску встановлюють по математичних залежностях:,
Спосіб холодної прокатки штаб
Номер патенту: 68731
Опубліковано: 10.04.2012
Автори: Путнокі Олександр Юліусович, Васильєв Олександр Геннадійович, Ніколаєв Віктор Олександрович, Ніколенко Андрій Георгійович, Васильєв Андрій Олександрович
МПК: B21B 39/34
Мітки: прокатки, спосіб, холодної, штаб
Формула / Реферат:
Спосіб холодної прокатки штаб, що включає розмотування гарячекатаної штаби з рулона, прокатку в клітях стана зі змінною швидкістю та змотування штаби в рулон, який відрізняється тим, що перед холодною прокаткою на безперервному стані виконують перемотування штаби гарячекатаного рулона з виведенням внутрішнього заднього потовщеного кінця на зовнішній виток рулона.
Спосіб холодної прокатки штаб
Номер патенту: 35366
Опубліковано: 10.09.2008
Автори: Васильєв Олександр Геннадійович, Ніколаєв Віктор Олександрович, Васильєв Андрій Олександрович
МПК: B21B 1/22
Мітки: прокатки, холодної, штаб, спосіб
Формула / Реферат:
Спосіб холодної прокатки штаб, що включає розмотування штаби, прокатування її в клітях стана і змотування у рулон, який відрізняється тим, що перед входом стовщеної ділянки штаби в першу кліть стана її нагрівають до температури t=260-300 °C, а потім деформують усіма клітями стана.
Спосіб безперервної холодної прокатки тонких штаб на багатоклітьовому стані
Номер патенту: 80233
Опубліковано: 27.08.2007
Автори: Гарбер Едуард Олександрович, Бойко Володимир Семенович, Норка Сергій Петрович, Ділігенський Євген Володимирович, Будніков Володимир Іванович, Побегайло Олег Андрійович, Климанчук Владислав Владиславович, Кожевникова Ірина Олександрівна, Шебаніц Едуард Миколайович, Медведєв Микола Петрович
МПК: B21B 1/22, B21B 37/16, B21B 37/46, B21B 37/48, B21B 37/00
Мітки: штаб, багатоклітьовому, прокатки, холодної, спосіб, стані, безперервної, тонких
Формула / Реферат:
1. Спосіб безперервної холодної прокатки тонких штаб на багатоклітьовому стані, що включає обтиснення штаб в кілька проходів із супутнім контролем шляхом виміру і/або розрахунку по математичних моделях ряду параметрів прокатки: відносних обтиснень по клітях, геометричних параметрів підкату й готового розкату, натягів штаб між клітями, опору деформації штаб на вході в стан і виході з кожної кліті, визначення для кожної ί-ї кліті за...
Спосіб безперервної прокатки штаб
Номер патенту: 45155
Опубліковано: 26.10.2009
Автори: Путнокі Олександр Юліусович, Ніколаєв Віктор Олександрович, Сімененко Олег Володимирович, Ніколенко Андрій Георгійович, Васильєв Андрій Олександрович
МПК: B21B 1/22
Мітки: спосіб, штаб, безперервної, прокатки
Формула / Реферат:
Спосіб безперервної прокатки штаб з різною товщиною по довжині, що включає додатковий обтиск стовщених ділянок штаби по заданій програмі одночасно в декількох клітях стана при зменшенні швидкості прокатки, який відрізняється тим, що переміщення натискних гвинтів по продуктиметрам для додаткового обтиску стовщених ділянок виконують одночасно у всіх клітях стана, а величина переміщення в кожній кліті дорівнює
Попередній патент: Тверда фармацевтична композиція раміприлу і безилату амлодипіну і її отримання
Наступний патент: Електропривід насоса підвищувача тиску води
Випадковий патент: Спосіб оцінки вмісту жирової тканини в організмі