Спосіб виробництва прокатних валків
Номер патенту: 105761
Опубліковано: 11.04.2016
Автори: Клочко Оксана Юріївна, Скобло Тамара Семенівна, Белкін Юхим Львович, Соколов Роман Григоревич, Автухов Анатолій Кузьмич, Сідашенко Олександр Іванович

Формула / Реферат
1. Спосіб виробництва двошарових відцентрових прокатних валків, який відрізняється тим, що чавун робочого шару з різним ступенем легування заливають в металеву форму, попередньо нагріту до температури магнітного перетворення карбідної фази - цементиту або спецкарбідів - для найбільш повного розпаду залишкового аустеніту.
2. Спосіб за п. 1, який відрізняється тим, що при литті валків з попереднім нагріванням металевої форми в інтервалах температур, відповідних магнітним перетворенням і типам сформованих карбідних фаз, визначається склад чавуну робочого шару, при якому забезпечується оптимальна кристалізація частки таких карбідів на рівні 25-40 % та за рахунок структурних напружень відбувається найбільш повний розпад залишкового аустеніту.
3. Спосіб за п. 1, який відрізняється тим, що в чавунах з основною низьколегованою карбідною фазою (цементитом) температура нагріву металевої форми повинна знаходиться в межах 190-210 °С, із високолегованою (спецкарбідами) - 350-380 °С.
Текст
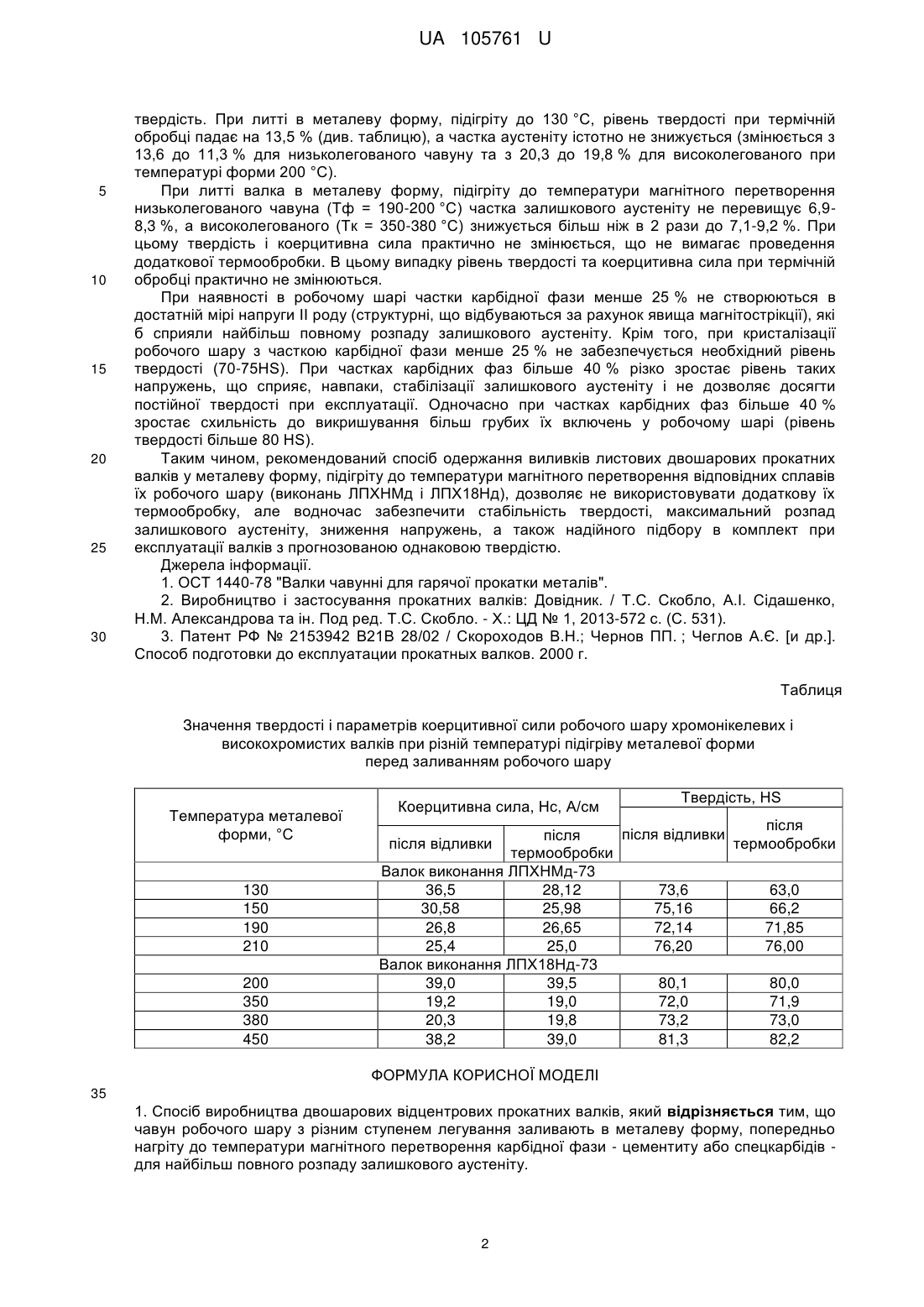
Реферат: Спосіб виробництва двошарових відцентрових прокатних валків, у якому чавун робочого шару з різним ступенем легування заливають в металеву форму, попередньо нагріту до температури магнітного перетворення карбідної фази - цементиту або спецкарбідів - для найбільш повного розпаду залишкового аустеніту. UA 105761 U (12) UA 105761 U UA 105761 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до металургії (металургійного машинобудування), зокрема виробництва прокатних валків і може використовуватися для стабілізації твердості вже при їх виготовленні за рахунок зменшення частки залишкового аустеніту в робочому шарі валків станів гарячої прокатки. Відомо спосіб стабілізації твердості і зняття напружень валків гарячої прокатки з використанням природного старіння (вилежування їх після відливки протягом від 3 до 6 місяців). Терміни природного старіння визначаються величиною залишкових напружень в залежності від вихідного рівня твердості. При твердості бочки до 50 HS валки повинні вилежуватися протягом не менше трьох місяців, при твердості >50 HS - не менше шести місяців [1]. Даний спосіб не забезпечує розпад залишкового аустеніту, а спрямований тільки на стабілізацію твердості зняттям напружень. Через неконтрольовану частку залишкового аустеніту не досягається їх необхідна експлуатаційна стійкість. Це пов'язано з тим, що при діючих високих тисках і підвищеній температурі при розігріві їх робочої поверхні в умовах експлуатації має місце розпад залишкового аустеніту, накопичення залишкових деформацій і розвиток пошкоджуваності (тріщиноутворення, викришування). Відомий також спосіб низькотемпературної (600 °C) термообробки валків для зняття залишкових напруг, що включає нагрів, витримку та охолодження [2]. При цьому, як правило, твердість суттєво не змінюється, тобто не відбувається розпад залишкового аустеніту. Це буде призводити до створення тріщин при експлуатації і супроводжуватися не прогнозованою зміною твердості, що зменшує напрацювання валків при переточуваннях. Найбільш близьким за технічною суттю є спосіб низькотемпературного відпалу двошарових валків з легованою карбідною фазою, який спрямований на стабілізацію твердості шляхом проведення обробки в температурному інтервалі фазової перекристалізації 400-500 °C [3]. Така обробка сприяє частковому розпаду залишкового аустеніту. Недоліком такого способу обробки також є те, що запропоновані режими спрямовані, головним чином, на зниження залишкових напруг і не забезпечують максимального розпаду залишкового аустеніту, що не сприяє стабілізації твердості робочого шару прокатних валків при експлуатації. Крім того, рівень твердості, що досягається, у виливках з часткою залишкового аустеніту не дозволяє прогнозувати експлуатаційну стійкість валків і ефективний підбір їх в комплекти. Задачею корисної моделі є максимальне зниження залишкових напруг і стабілізація твердості робочого шару при їх кристалізації в процесі виробництва за рахунок контрольованого розпаду залишкового аустеніту. Зазначена задача досягається тим, що кристалізацію виливків для таких валків виконують в металевій формі, яку попередньо підігрівають до температури магнітного перетворення цементиту або спецкарбідів чавунів робочого шару з різним ступенем їх легування, що забезпечує максимальне зняття залишкових напруг і найбільш повний розпад залишкового аустеніту, а також стабілізацію твердості без проведення додаткової термообробки. При цьому контроль цих показників рекомендується проводити за вимірюваннями коерцитивної сили. Для реалізації поставленої задачі статистично проаналізували групи двошарових валків з розміром бочки 670 і = 1700 виконань ЛПХНМд-73 (леговані до 1.5 % Сr, 0,5 % Мо, 4,5 % Ni з карбідною фазою цементітного типу) і ЛПX18Нд-73 (леговані до 18 % Сr і до 1,5 % Ni зі спецкарбідами Сr7С3 і Сr6С23 в основі) відлиті відцентровим методом в металеву форму, підігріту до 130, 150, 190, 200, 210 °C, а також 200, 350, 450 °C відповідно з різним вмістом основної карбідної фази. Результати аналізу зміни усереднених показників твердості і коерцитивної сили в робочому шарі прокатних валків, відлитих відцентровим способом представлені в таблиці, з якої видно, що для стабілізації твердості, максимального зняття залишкових напруг і розпаду залишкового аустеніту в валках виконань ЛПХНМд-73 і ЛПХ18Нд-73 необхідно металеву форму підігрівати перед заливкою металу робочого шару до температури магнітного перетворення карбідів 190210 і 350-380 °C відповідно. Така температура металевої форми забезпечує більш тривале перебування металу робочого шару при кристалізації в температурному інтервалі магнітного перетворення (протягом 6 годин). Аналіз наведених даних показує, що стабільними по твердості є валки відлиті в металеві форми, нагріті до температур магнітного перетворення розглянутих чавунів робочого шару. Такі валки мають найбільш стабільну твердість по глибині всього робочого шару. Це пояснюється тим, що температура металевої форми при заливанні чавуну, перебуваючи в інтервалі магнітного перетворення цементиту або спецкарбідов, вже при кристалізації металу сприяє зняттю напружень та максимальному розпаду залишкового аустеніту, який можливо контролювати за рівнем коерцитивної сили. Розпад залишкового аустеніту забезпечує стабільну 1 UA 105761 U 5 10 15 20 25 30 твердість. При литті в металеву форму, підігріту до 130 °C, рівень твердості при термічній обробці падає на 13,5 % (див. таблицю), а частка аустеніту істотно не знижується (змінюється з 13,6 до 11,3 % для низьколегованого чавуну та з 20,3 до 19,8 % для високолегованого при температурі форми 200 °C). При литті валка в металеву форму, підігріту до температури магнітного перетворення низьколегованого чавуна (Тф = 190-200 °C) частка залишкового аустеніту не перевищує 6,98,3 %, а високолегованого (Тк = 350-380 °C) знижується більш ніж в 2 рази до 7,1-9,2 %. При цьому твердість і коерцитивна сила практично не змінюється, що не вимагає проведення додаткової термообробки. В цьому випадку рівень твердості та коерцитивна сила при термічній обробці практично не змінюються. При наявності в робочому шарі частки карбідної фази менше 25 % не створюються в достатній мірі напруги II роду (структурні, що відбуваються за рахунок явища магнітострікції), які б сприяли найбільш повному розпаду залишкового аустеніту. Крім того, при кристалізації робочого шару з часткою карбідної фази менше 25 % не забезпечується необхідний рівень твердості (70-75HS). При частках карбідних фаз більше 40 % різко зростає рівень таких напружень, що сприяє, навпаки, стабілізації залишкового аустеніту і не дозволяє досягти постійної твердості при експлуатації. Одночасно при частках карбідних фаз більше 40 % зростає схильність до викришування більш грубих їх включень у робочому шарі (рівень твердості більше 80 HS). Таким чином, рекомендований спосіб одержання виливків листових двошарових прокатних валків у металеву форму, підігріту до температури магнітного перетворення відповідних сплавів їх робочого шару (виконань ЛПХНМд і ЛПХ18Нд), дозволяє не використовувати додаткову їх термообробку, але водночас забезпечити стабільність твердості, максимальний розпад залишкового аустеніту, зниження напружень, а також надійного підбору в комплект при експлуатації валків з прогнозованою однаковою твердістю. Джерела інформації. 1. ОСТ 1440-78 "Валки чавунні для гарячої прокатки металів". 2. Виробництво і застосування прокатних валків: Довідник. / Т.С. Скобло, А.І. Сідашенко, Н.М. Александрова та ін. Под ред. Т.С. Скобло. - X.: ЦД № 1, 2013-572 с. (С. 531). 3. Патент РФ № 2153942 В21В 28/02 / Скороходов В.Н.; Чернов ПП. ; Чеглов А.Є. [и др.]. Способ подготовки до експлуатации прокатных валков. 2000 г. Таблиця Значення твердості і параметрів коерцитивної сили робочого шару хромонікелевих і високохромистих валків при різній температурі підігріву металевої форми перед заливанням робочого шару Температура металевої форми, °C 130 150 190 210 200 350 380 450 Коерцитивна сила, Нс, А/см Твердість, HS після після відливки після термообробки термообробки Валок виконання ЛПХНМд-73 36,5 28,12 73,6 63,0 30,58 25,98 75,16 66,2 26,8 26,65 72,14 71,85 25,4 25,0 76,20 76,00 Валок виконання ЛПХ18Нд-73 39,0 39,5 80,1 80,0 19,2 19,0 72,0 71,9 20,3 19,8 73,2 73,0 38,2 39,0 81,3 82,2 після відливки ФОРМУЛА КОРИСНОЇ МОДЕЛІ 35 1. Спосіб виробництва двошарових відцентрових прокатних валків, який відрізняється тим, що чавун робочого шару з різним ступенем легування заливають в металеву форму, попередньо нагріту до температури магнітного перетворення карбідної фази - цементиту або спецкарбідів для найбільш повного розпаду залишкового аустеніту. 2 UA 105761 U 5 2. Спосіб за п. 1, який відрізняється тим, що при литті валків з попереднім нагріванням металевої форми в інтервалах температур, відповідних магнітним перетворенням і типам сформованих карбідних фаз, визначається склад чавуну робочого шару, при якому забезпечується оптимальна кристалізація частки таких карбідів на рівні 25-40 % та за рахунок структурних напружень відбувається найбільш повний розпад залишкового аустеніту. 3. Спосіб за п. 1, який відрізняється тим, що в чавунах з основною низьколегованою карбідною фазою (цементитом) температура нагріву металевої форми повинна знаходиться в межах 190210 °С, із високолегованою (спецкарбідами) - 350-380 °С. Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing mill rolls
Автори англійськоюSkoblo Tamara Semenivna, Avtukhov Anatolii Kuzmych, Sidashenko Oleksandr Ivanovych, Klochko Oksana Yuriivna, Belkin Yukhym Lvovych, Sokolov Roman Hryhorovych
Назва патенту російськоюСпособ производства прокатных валков
Автори російськоюСкобло Тамара Семеновна, Автухов Анатолий Кузьмич, Сидашенко Александр Иванович, Клочко Оксана Юрьевна, Белкин Ефим Львович, Соколов Роман Григорьевич
МПК / Мітки
МПК: B21B 27/00, B22D 23/00
Мітки: виробництва, валків, спосіб, прокатних
Код посилання
<a href="https://ua.patents.su/5-105761-sposib-virobnictva-prokatnikh-valkiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва прокатних валків</a>
Спосіб виробництва композитних прокатних валків
Номер патенту: 40007
Опубліковано: 16.07.2001
Автори: Скудар Георгій Маркович, Невідомський Володимир Олександрович, Сєвост'янов Сергій Вікторович, Савченко Іван Сергійович, Гуліда Володимир Пантелійович
МПК: B22D 19/16, B22D 23/00
Мітки: валків, прокатних, виробництва, композитних, спосіб
Формула / Реферат:
Спосіб виробництва композитних прокатних валків шляхом електрошлакового наплавлення, при якому в кільцевому зазорі між формуючою поверхнею кристалізатора і поверхнею заготовки утворюють робочий шар заллавлюванням кільцевого зазору чавунним витратним електродом, який відрізняється тим, що як кристалізатор використовують металеву оболонку, яку після заплавлювання кільцевого зазору зрізають при механічній обробці, при цьому товщину стінки...
Спосіб комплектування прокатних валків
Номер патенту: 101535
Опубліковано: 25.09.2015
Автори: Соколов Роман Григорович, Скобло Тамара Семенівна, Автухов Анатолій Кузьмич, Сідашенко Олександр Іванович
МПК: B21B 21/00, B21B 31/00
Мітки: комплектування, прокатних, валків, спосіб
Формула / Реферат:
1. Спосіб підбору чавунних валків в комплект, при якому визначають хімічний склад матеріалу, розміри виробів та рівень твердості, який відрізняється тим, що додатково проводять вимірювання і порівняння показників коерцитивної сили, а комплектування прокатних валків при експлуатації здійснюють по близьких показниках коерцитивної сили.2. Спосіб за п. 1, який відрізняється тим, що при підбору в комплект показники коерцитивної сили між...
Спосіб охолодження прокатних валків
Номер патенту: 65142
Опубліковано: 25.11.2011
Автори: Анісімов Генадій Володимирович, Капланов Василь Ілліч, Петренко Олексій Сергійович
МПК: B21B 27/06
Мітки: валків, спосіб, охолодження, прокатних
Формула / Реферат:
Спосіб охолодження прокатних валків, що включає подачу охолоджувача роздільно на кожний з робочих валків, який відрізняється тим, що охолоджувач подають з боку входу металу у осередок деформації і з боку його виходу, причому на валок, що має велику колову швидкість або при верхньому тиску, охолоджувач подають з боку входу металу у осередок деформації, а на валок, що має меншу колову швидкість або при нижньому тиску - з боку виходу металу з...
Спосіб термічного оброблення чавунних прокатних валків
Номер патенту: 88119
Опубліковано: 10.09.2009
Автори: Колотило Євген Вікторович, Івонін Ілля Валерійович, Хричиков Валерій Євгенович, Іванова Людмила Харитонівна
Мітки: оброблення, валків, чавунних, прокатних, спосіб, термічного
Формула / Реферат:
Спосіб термічного оброблення чавунних прокатних валків, що включає нагрівання робочого шару валка до температури, що перевищує температуру точки АС3, багаторазове проміжне охолодження на повітрі до температури, нижчої за температуру точки Аkr1, розігрівання робочого шару до температури, вищої за точку AнC1, витримку на повітрі та остаточне охолодження, який відрізняється тим, що нагрівання здійснюють до температури вище точки АC3 на 120-130...
Спосіб термічної обробки прокатних валків
Номер патенту: 22301
Опубліковано: 25.04.2007
Автори: Шрайдер Артур Вікторович, Грушко Юрій Олексійович, Лиманський Олександр Вадимович, Вейнов Андрій Маркович, Фельдман Вячеслав Євгенович, Волков Олександр Степанович, Свиридов Олег Віталійович
МПК: C21D 1/42
Мітки: термічної, обробки, валків, спосіб, прокатних
Формула / Реферат:
Спосіб термічної обробки композитних прокатних валків з наплавленим робочим шаром, при якому виконують попередній наскрізний підігрів нижче точки АС1, нагрівання під нормалізацію і нормалізацію з наступним відпусканням на задану твердість, який відрізняється тим, що нагрівання під нормалізацію виконують індукційним методом до температури 1100-1150°С зі швидкістю 2500-3000°С/годину, після чого валок рівномірно охолоджують зі швидкістю...
Попередній патент: Дренаж для дренування черевної порожнини
Наступний патент: Спосіб інтраопераційної морфологічної діагностики новоутворень щитоподібної залози
Випадковий патент: Автоматична пекарна установка