Лист для холодного штампування
Номер патенту: 106803
Опубліковано: 10.10.2014
Автори: Редько Леонід Олегович, Білий Вячеслав Євгенійович, Білий Євгеній Тимофійович
Формула / Реферат
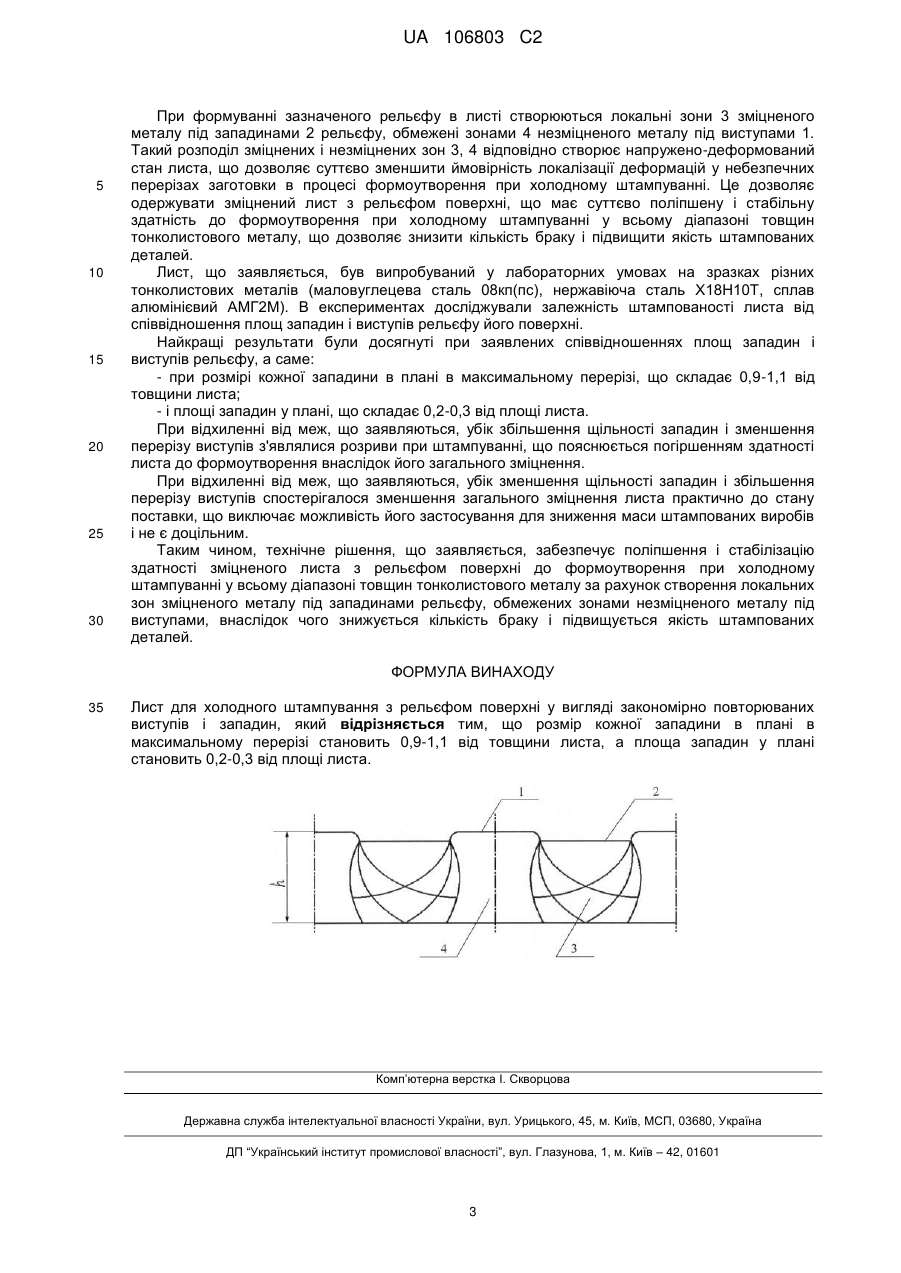
Лист для холодного штампування з рельєфом поверхні у вигляді закономірно повторюваних виступів і западин, який відрізняється тим, що розмір кожної западини в плані в максимальному перерізі становить 0,9-1,1 від товщини листа, а площа западин у плані становить 0,2-0,3 від площі листа.
Текст
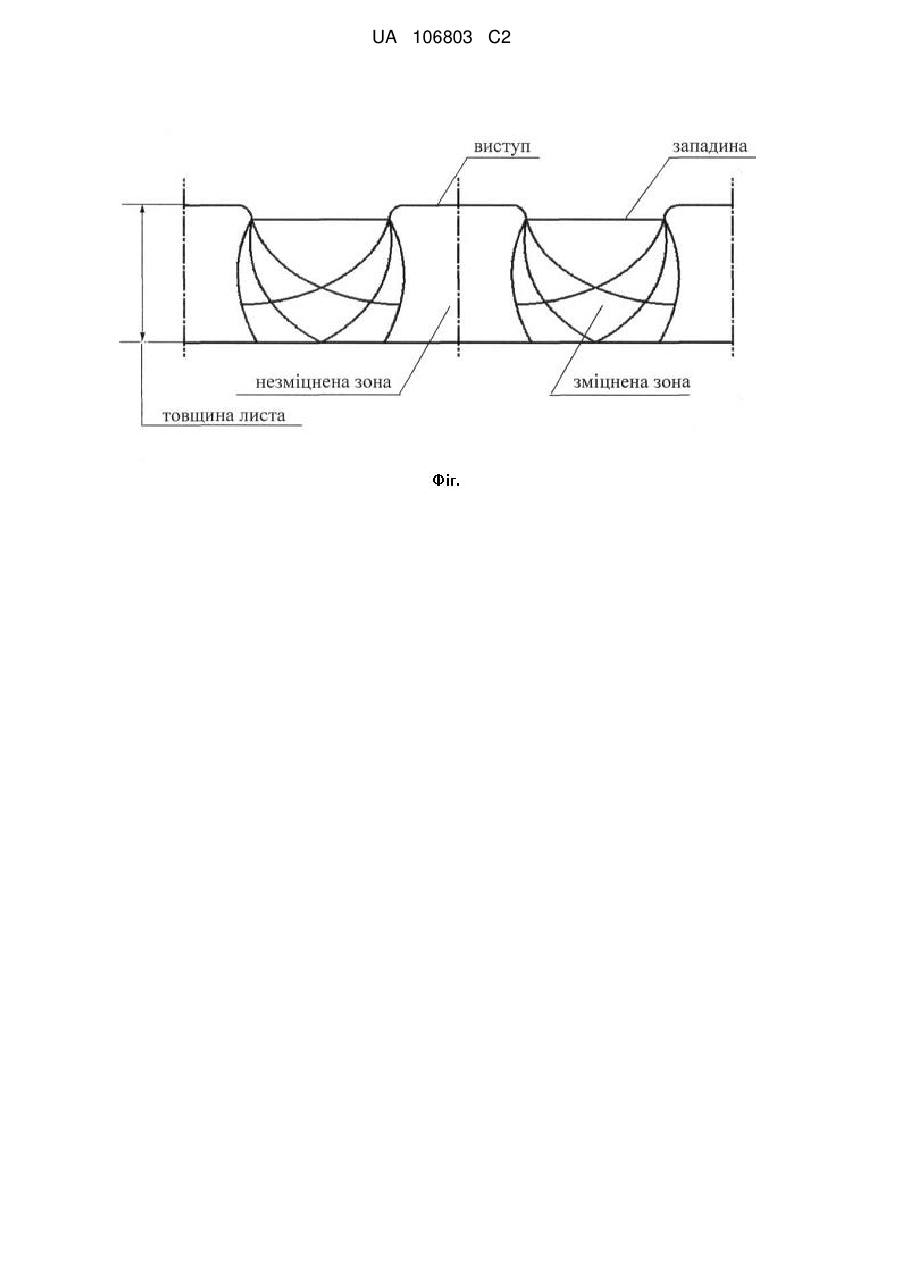
Реферат: Винахід належить до металообробки і може бути використаний для виготовлення конструкційних деталей методами холодного штампування. Лист для холодного штампування має рельєф поверхні у вигляді закономірно повторюваних виступів і западин. Розмір кожної западини в плані в максимальному перерізі становить 0,9-1,1 від товщини листа, а площа западин у плані становить 0,2-0,3 від площі листа. Технічний результат - створення локальних зон зміцненого металу під западинами рельєфу, обмежених зонами незміцненого металу під виступами, за рахунок чого досягається одержання листа з поліпшеною і стабільною здатністю до формоутворення при холодному штампуванні у всьому діапазоні товщин тонколистового металу, що дозволяє знизити кількість браку і підвищити якість штампованих деталей. UA 106803 C2 (12) UA 106803 C2 UA 106803 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід стосується металообробки і може бути використаний для виготовлення конструкційних деталей методами холодного штампування. Відомий лист для холодного штампування з рельєфом поверхні у вигляді закономірно повторюваних виступів і западин, одержаний способом за патентом України на винахід № 18803 5 (з. № 4782382/SU від 15.01.90 р., М. кл. В21В 1/38, опубл. 25.12.97 p.). Відомий лист для холодного штампування має регулярний рельєф, який складається з однорідних конусних западин і квадратних у плані виступів, з вершинами, що лежать у площині, паралельній площині листа, при цьому западини розташовані діагоналлю в напрямку прокатки, а прокатку листового металу у валках здійснюють з обтисненням 6 %. Рельєф, одержуваний на поверхні листа відомим способом, створює умови для зниження контактного тертя при штампуванні за рахунок зім'яння виступів, у результаті чого скорочується об'єм западин. При цьому поверхні листа і штампувального інструмента розділяються мастилом, що видавлюється. Відомий лист використовується для зниження металоємності конструкційних деталей, одержуваних методами холодного штампування. Недоліком такого листа є високий рівень його зміцнення при прокатці, обумовлений щільністю западин, глибиною рельєфу і відносно малим перерізом формованих виступів. У результаті при холодному штампуванні такий фактор підвищення штампованості, як зниження зусилля контактного тертя, не використовується досить ефективно, тому що значною мірою нівелюється підвищеним зміцненням листа, що, у свою чергу, погіршує здатність останнього до формоутворення. В умовах серійного виробництва це приведе до нестабільної якості і розривів штампованих деталей при використанні листів різної товщини і застосуванні різних технологічних схем формоутворення. Найбільш близьким за технічною суттю і технічним результатом, що досягається, до листа, що заявляється, є лист для холодного штампування з рельєфом поверхні у вигляді закономірно повторюваних виступів і западин, одержаний способом за а.с. СРСР на винахід № 1084091 (з. 3 № 3552468 від 17.02.83 p., М. кл. В21В 1/38, опубл. 17.04.84 p.). Відомий лист для холодного штампування має регулярний рельєф у вигляді сукупності однорідних конусних западин у кількості 5-15 западин на 1 см, причому їх глибина становить 612 % від товщини листа, кут нахилу стінок 60-80° і радіус вершин 150-250 мкм. Формування рельєфу ведуть при прокатці з обтисненням 5-8 %. Рельєф, одержуваний на поверхні листа відомим способом, створює умови для зниження контактного тертя при штампуванні за рахунок зім'яння виступів, у результаті чого скорочується об'єм западин. Внаслідок цього поверхні листа і штампувального інструмента розділяються мастилом, що видавлюється. Недоліком відомого листа є його загальне зміцнення при прокатці, обумовлене щільністю западин, глибиною рельєфу і відносно малим перерізом формованих виступів. Внаслідок загального зміцнення листа, обумовленого рельєфом, формованим при прокатці, погіршується здатність листа до формоутворення при холодному штампуванні, оскільки зниження зусилля контактного тертя, як фактор підвищення штампованості, не використовується досить ефективно. В умовах серійного виробництва це приведе до нестабільної якості і розривів штампованих деталей при використанні листів різної товщини і застосуванні різних технологічних схем формоутворення. В основу винаходу поставлена задача вдосконалення листа для холодного штампування, у якому шляхом зміни співвідношення площ западин і виступів рельєфу, формованого на поверхні листа, забезпечується створення локальних зон зміцненого металу під западинами рельєфу, обмежених зонами незміцненого металу під виступами, за рахунок чого досягається одержання листа з поліпшеною і стабільною здатністю до формоутворення при холодному штампуванні у всьому діапазоні товщин тонколистового металу, що дозволяє знизити кількість браку і підвищити якість штампованих деталей. Поставлена задача вирішується тим, що у відомому листі для холодного штампування з рельєфом поверхні у вигляді закономірно повторюваних виступів і западин, новим, відповідно до технічного рішення, що заявляється, є те, що розмір кожної западини в плані в максимальному перерізі становить 0,9-1,1 від товщини листа, а площа западин у плані становить 0,2-0,3 від площі листа. Причинно-наслідковий зв'язок між сукупністю ознак винаходу, що заявляється, і технічним результатом, що досягається, полягає в наступному. Зміна співвідношення площ западин і виступів рельєфу, формованого на поверхні листа, а саме те, що: 1 UA 106803 C2 5 10 15 20 25 30 35 40 45 50 55 60 - розмір кожної западини в плані в максимальному перерізі становить 0,9-1,1 від товщини листа, - а площа западин у плані становить 0,2-0,3 від площі листа, у сукупності з відомими ознаками винаходу забезпечує створення локальних зон зміцненого металу під западинами рельєфу, обмежених зонами незміцненого металу під виступами, за рахунок чого досягається одержання листа з поліпшеною і стабільною здатністю до формоутворення при холодному штампуванні у всьому діапазоні товщин тонколистового металу, що дозволяє знизити кількість браку і підвищити якість штампованих деталей. Лист із заявленими параметрами рельєфу поверхні не є рівномірно зміцненим, тому що має локальні зони зміцненого металу під западинами рельєфу, обмежені зонами незміцненого металу під виступами, що обумовлено співвідношенням площ западин і виступів рельєфу, формованого на поверхні листа. В процесі формоутворення при холодному штампуванні заявленого листа з рельєфом поверхні деформації зсуву, що виникають під дією напружень, що розтягують, у першу чергу зароджуються в менш зміцнених зонах під виступами і розвиваються до контакту із зонами зміцненого металу в западинах, які, практично не деформуючись, передають напруження розтягання наступним пластичним зонам під черговими виступами і т.д. При цьому подальший розвиток деформацій у небезпечному перерізі заготовок загальмовується внаслідок того, що, з одного боку, пластична деформація, поширюючись по незміцнених зонах, розподіляється на значно більшу площу заготовки, а, з іншого боку, внаслідок того, що незміцнені виступи рельєфу під дією напружень, що розтягують, осаджуються, дозволяючи мастилу, що видавлюється із западин, більш ефективно ізолювати контактні поверхні заготовки і штампувального інструмента. Таким чином, деформації зсуву в штампованій заготовці мають набагато меншу можливість зростання до критичних значень, за якими виникає їх локалізація і наступне стоншення металу, що призводить до розривів. Заявлений лист з рельєфом поверхні має напружено-деформований стан, який дозволяє суттєво зменшити ймовірність локалізації деформацій у небезпечних перерізах заготовки, що поліпшує і стабілізує здатність листа до формоутворення при холодному штампуванні у всьому діапазоні товщин тонколистового металу. Внаслідок цього знижується кількість браку і підвищується якість штампованих деталей при використанні листів різної товщини і застосуванні різних технологічних схем формоутворення. Оптимальні співвідношення розмірів рельєфу до товщини і площі листа, що обумовлюють оптимальні розміри зміцнених зон у плані, як і їх об'єм по товщині листа, встановлені експериментально. Відхилення від заявлених меж убік збільшення щільності западин і зменшення перерізу виступів приводить до загального зміцнення листа і, як наслідок, до погіршення здатності до формоутворення при холодному штампуванні, що в умовах серійного виробництва приведе до нестабільної якості і браку штампованих деталей. Відхилення від заявлених меж убік зменшення щільності западин і збільшення перерізу виступів приводить до зменшення загального зміцнення листа практично до стану поставки, що виключає можливість його застосування для зниження маси штампованих деталей і не є доцільним. Таким чином, технічне рішення, що заявляється, забезпечує поліпшення і стабілізацію здатності зміцненого листа з рельєфом поверхні до формоутворення при холодному штампуванні у всьому діапазоні товщин тонколистового металу за рахунок створення локальних зон зміцненого металу під западинами рельєфу, обмежених зонами незміцненого металу під виступами. Суть технічного рішення пояснюється кресленням (див. креслення), де зображений розподіл зміцнених і незміцнених зон металу по товщині листа для холодного штампування, що заявляється. Заявлений лист для холодного штампування одержують наступним, найбільш технологічним з точки зору масового виробництва, способом. Тонколистовий метал (наприклад, сталь маловуглецева, нержавіюча, сплави алюмінієві та ін.) піддають прокатці з обтисненням 6-12 % у валках, один з яких має регулярний рельєф поверхні для передачі його на поверхню оброблюваного металу. При цьому на нелицьовій поверхні листового металу формується рельєф у вигляді закономірно повторюваних виступів 1 і западин 2 (див. креслення). Розмір кожної западини 2 в плані в максимальному перерізі становить 0,9-1,1 від товщини h листа, а площа западин 2 у плані становить 0,2-0,3 від площі листа. 2 UA 106803 C2 5 10 15 20 25 30 При формуванні зазначеного рельєфу в листі створюються локальні зони 3 зміцненого металу під западинами 2 рельєфу, обмежені зонами 4 незміцненого металу під виступами 1. Такий розподіл зміцнених і незміцнених зон 3, 4 відповідно створює напружено-деформований стан листа, що дозволяє суттєво зменшити ймовірність локалізації деформацій у небезпечних перерізах заготовки в процесі формоутворення при холодному штампуванні. Це дозволяє одержувати зміцнений лист з рельєфом поверхні, що має суттєво поліпшену і стабільну здатність до формоутворення при холодному штампуванні у всьому діапазоні товщин тонколистового металу, що дозволяє знизити кількість браку і підвищити якість штампованих деталей. Лист, що заявляється, був випробуваний у лабораторних умовах на зразках різних тонколистових металів (маловуглецева сталь 08кп(пс), нержавіюча сталь Х18Н10Т, сплав алюмінієвий АМГ2М). В експериментах досліджували залежність штампованості листа від співвідношення площ западин і виступів рельєфу його поверхні. Найкращі результати були досягнуті при заявлених співвідношеннях площ западин і виступів рельєфу, а саме: - при розмірі кожної западини в плані в максимальному перерізі, що складає 0,9-1,1 від товщини листа; - і площі западин у плані, що складає 0,2-0,3 від площі листа. При відхиленні від меж, що заявляються, убік збільшення щільності западин і зменшення перерізу виступів з'являлися розриви при штампуванні, що пояснюється погіршенням здатності листа до формоутворення внаслідок його загального зміцнення. При відхиленні від меж, що заявляються, убік зменшення щільності западин і збільшення перерізу виступів спостерігалося зменшення загального зміцнення листа практично до стану поставки, що виключає можливість його застосування для зниження маси штампованих виробів і не є доцільним. Таким чином, технічне рішення, що заявляється, забезпечує поліпшення і стабілізацію здатності зміцненого листа з рельєфом поверхні до формоутворення при холодному штампуванні у всьому діапазоні товщин тонколистового металу за рахунок створення локальних зон зміцненого металу під западинами рельєфу, обмежених зонами незміцненого металу під виступами, внаслідок чого знижується кількість браку і підвищується якість штампованих деталей. ФОРМУЛА ВИНАХОДУ 35 Лист для холодного штампування з рельєфом поверхні у вигляді закономірно повторюваних виступів і западин, який відрізняється тим, що розмір кожної западини в плані в максимальному перерізі становить 0,9-1,1 від товщини листа, а площа западин у плані становить 0,2-0,3 від площі листа. Комп’ютерна верстка І. Скворцова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюBilyi Yevhenii Tymofiiovych, Bilyi Viacheslav Yevheniiovych, Redko Leonid Olehovych
Автори російськоюБелый Евгений Тимофеевич, Белый Вячеслав Евгеньевич, Редько Леонид Олегович
МПК / Мітки
МПК: B21B 27/02, B21B 1/22, B21B 1/38
Мітки: лист, штампування, холодного
Код посилання
<a href="https://ua.patents.su/5-106803-list-dlya-kholodnogo-shtampuvannya.html" target="_blank" rel="follow" title="База патентів України">Лист для холодного штампування</a>
Напрямна втулка напрямного вузла штампу для холодного об’ємного штампування
Номер патенту: 35161
Опубліковано: 10.09.2008
Автори: Заднєпряна Анна Григорівна, Кришкін Борис Борисович
МПК: B21J 13/00
Мітки: штампування, напрямна, об`ємного, штампу, напрямного, вузла, холодного, втулка
Формула / Реферат:
Напрямна втулка напрямного вузла штампу для холодного об'ємного штампування, що армована бронзовою вставкою із канавкою для мастила наприклад, прямокутного перерізу, яка відрізняється тим, що канавка у вставці виконана спіральною, а кут нахилу спіралі та площа перерізу канавки вибрані такими, щоб об'єм порожнини у канавці був максимально можливим.
Штамповий блок для отримання нерознімного з’єднання “метал-неметал” методом холодного об’ємного штампування
Номер патенту: 53350
Опубліковано: 11.10.2010
Автори: Кришкін Борис Борисович, Алєксєєнко Максим Васильович
МПК: B23P 25/00
Мітки: отримання, холодного, штампування, методом, з'єднання, блок, метал-неметал, нерознімного, об`ємного, штамповий
Формула / Реферат:
Штамповий блок для отримання нерознімного з'єднання "метал-неметал" методом холодного об'ємного штампування, зокрема, обтискуванням, що включає пуансон та матрицю, який відрізняється тим, що матриця виконана із можливістю її обертання навколо своєї осі із визначеною швидкістю.
Сталь низької щільності з хорошою здатністю до штампування, сталевий лист, спосіб його виготовлення та застосування
Номер патенту: 99827
Опубліковано: 10.10.2012
Автори: Перлад Астрід, Юріарт Жан-Луі, Буазіз Олів'є, ара Ксав'є, Дрійє Жозе
МПК: C22C 38/00, C21D 6/00, C21D 8/04, C21D 8/02, C22C 38/04, C22C 38/06
Мітки: виготовлення, спосіб, лист, сталевий, штампування, здатністю, застосування, щільності, сталь, низької, хорошою
Формула / Реферат:
1. Гарячекатаний феритний лист зі сталі, до складу якої входять, в мас. %:0,001% £ С £0,15% Мn £ 1%Si £ 1,5% 6 %£ Аl £ 10%0,020% £ Ті £ 0,5%S £ 0,050%Р £ 0,1%решту складає залізо та неминучі при виробництві домішки, при цьому середній розмір феритного зерна dIV, виміряний на поверхні, перпендикулярній поперечному напрямку...
Спосіб виробництва гарячекатаної смуги з низьковуглецевої сталі для холодного штампування
Номер патенту: 90220
Опубліковано: 12.04.2010
Автори: Нестеренко Анатолій Михайлович, Ткач Василь Миколайович, Здоровець Сергій Олександрович, Грицай Тетяна Валеріївна, Левченко Генадій Васильович, Воробей Сергій Олександрович, Сухомлин Володимир Іванович, Сичков Олександр Борисович
МПК: C21D 8/02, C21D 9/48, C21D 1/26, C21D 1/78, C21D 9/46, C21D 8/04
Мітки: холодного, штампування, спосіб, гарячекатаної, виробництва, низьковуглецевої, смуги, сталі
Формула / Реферат:
Спосіб виробництва гарячекатаної смуги з низьковуглецевої сталі, який включає гарячу прокатку із закінченням деформації в інтервалі температур двофазної аустеніто-ферритної області – 700-800 °С, наступне підохолодження, змотування смуги в рулон при температурі не вище 500 °С, охолодження рулону до температури оточуючого середовища, який відрізняється тим, що додатково здійснюють відпал рулону при температурі 650-700 °С, тривалість витримки...
Мастило для холодного штампування металів
Номер патенту: 8312
Опубліковано: 29.03.1996
Автори: Василевич Геннадій Миколайович, Сазонова Марія Юхимівна, Вязовська Світлана Сергіївна, Мовшович Вілорд Соломонович, Шарамок Сергій Іванович, Тилик Василь Трохимович, Кравченко Юрій Володимирович
МПК: C10M 149/00, C10M 173/00, C10N 40/24
Мітки: холодного, металів, штампування, мастило
Формула / Реферат:
Смазка для холодной штамповки металлов на основе воды, минерального масла и продукта конденсации синтетических жирных кислот с три-этаноламином, отличающаяся тем, что она дополнительно содержит гидрогенизированиое термоуплотненное растительное масло, триэтаноламиновые мыла жирных кислот растительных масел, хлопковое масло, в качестве синтетических жирных кислот смазка содержит кислоты фракции С10-C20, а в качестве минерального масла - масло...
Попередній патент: Тверда проміжна прокладка з відкритою пористістю для ядерного керуючого стрижня
Наступний патент: Безредукторна електромеханічна вітроустановка
Випадковий патент: Спосіб визначення типу енергоінформаційної активності організму людини