Машина безперервного лиття заготовок
Номер патенту: 107524
Опубліковано: 10.06.2016
Автори: Махлай Юрій Павлович, Моцний Валерій Васильович, Антонов Юрій Григорович, Мосьпан Вячеслав Вікторович, Передістий Генадій Леонідович, Гордієнко Олег Олексійович, Лантух Ігор Анатолійович, Завгородній Максим Сергійович, Єрмоленко Ганна Володимирівна, Воробйов Олександр Васильович, Писаренко Вадим Юрійович, Недбайло Микола Миколайович, Нагорняк Віталій Федорович

Формула / Реферат
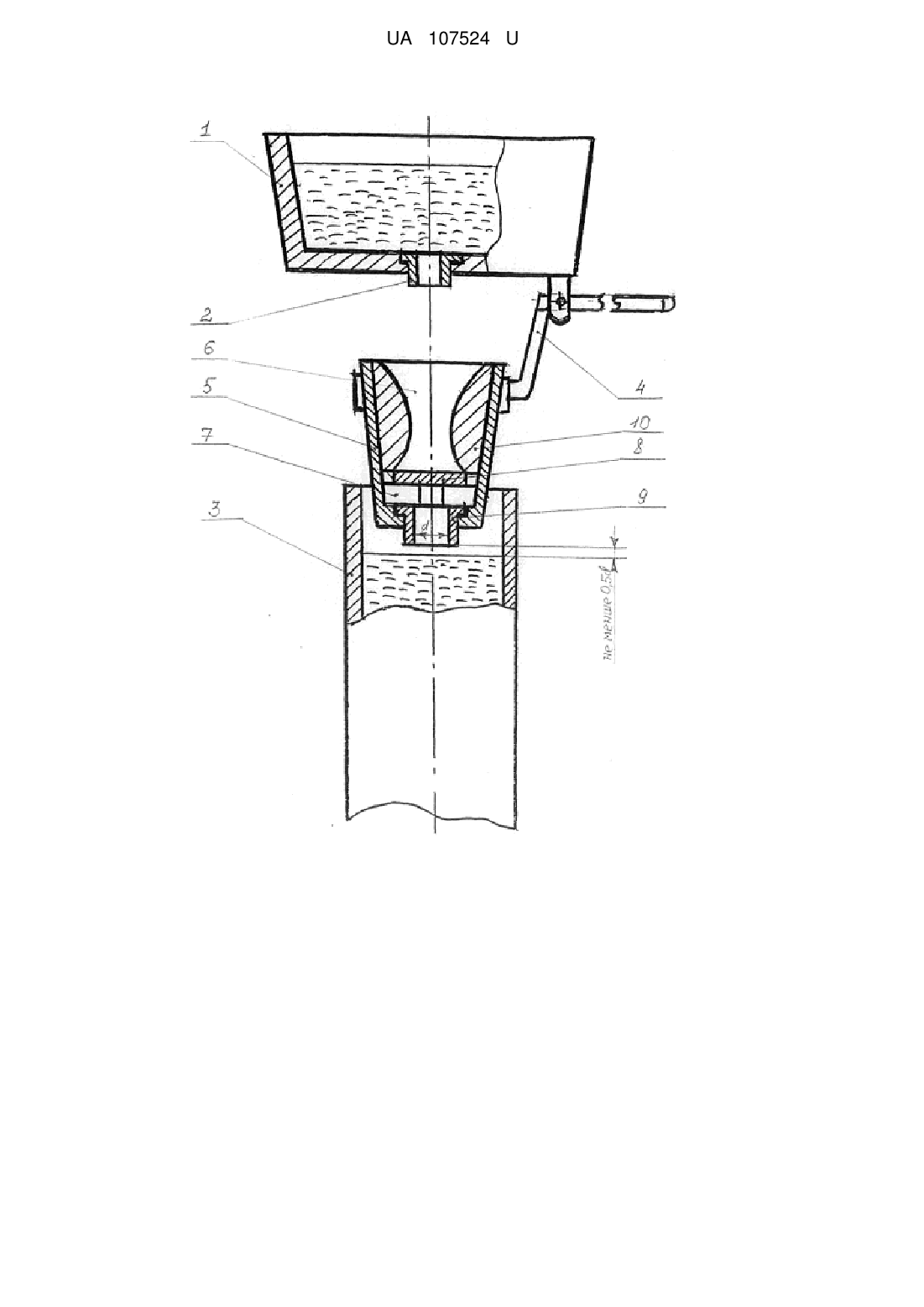
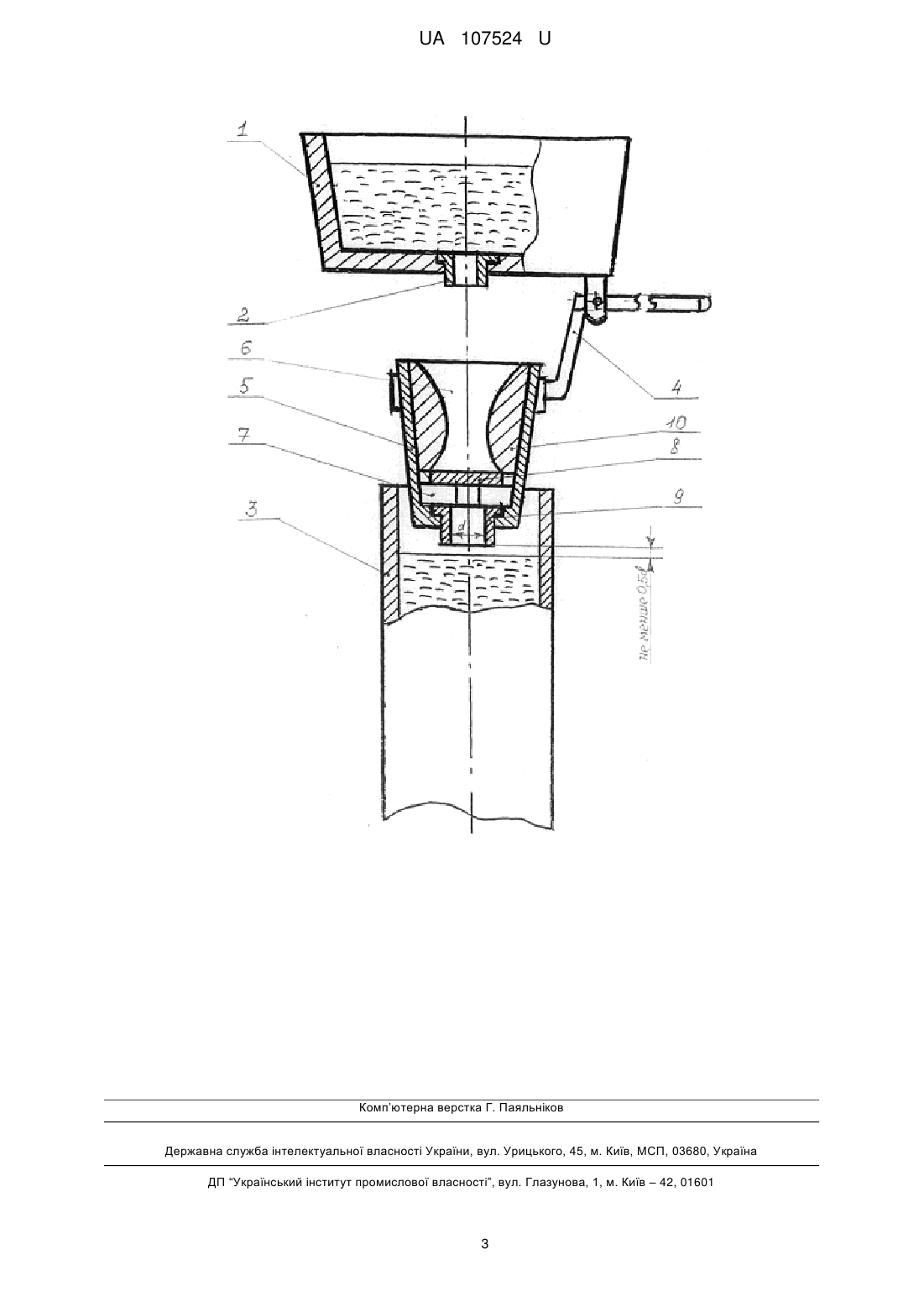
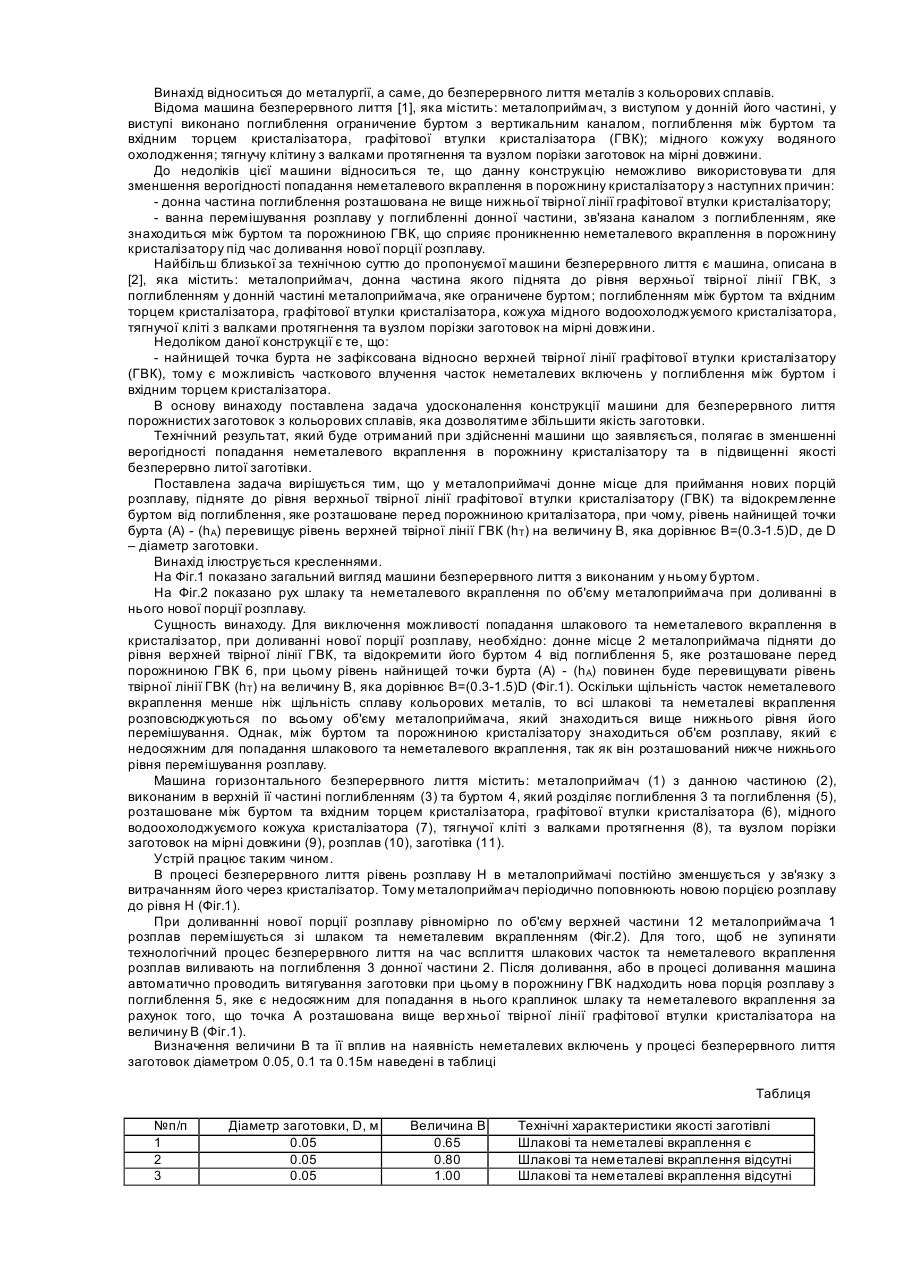
Машина безперервного лиття заготовок, що містить проміжний ківш з розміщеним у ньому каліброваним стаканом-дозатором і кристалізатор, яка відрізняється тим, що додатково містить маніпулятор, прикріплений до проміжного ковша, в якому по осі розливання встановлений проміжний приймально-центруючий пристрій, виконаний з вогнетривких матеріалів і складений з корпусу з розміщеними всередині профілюючою вставкою і перепускним пристроєм, який ділить його на верхню і нижню камери, причому в нижній частині корпусу встановлена дозуюча видаткова втулка з внутрішнім діаметром d, нижній торець якої розташований на відстані не менше 0,5d від дзеркала розплаву в кристалізаторі.
Текст
Реферат: Машина безперервного лиття заготовок містить проміжний ківш з розміщеним у ньому каліброваним стаканом-дозатором і кристалізатор. Додатково машина містить маніпулятор, прикріплений до проміжного ковша, в якому по осі розливання встановлений проміжний приймально-центруючий пристрій, виконаний з вогнетривких матеріалів і складений з корпусу з розміщеними всередині профілюючою вставкою і перепускним пристроєм, який ділить його на верхню і нижню камери, причому в нижній частині корпусу встановлена дозуюча видаткова втулка з внутрішнім діаметром d, нижній торець якої розташований на відстані не менше 0,5d від дзеркала розплаву в кристалізаторі. UA 107524 U (12) UA 107524 U UA 107524 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до металургії і може бути використана при розливанні сталі відкритим струменем на машинах безперервного лиття заготовок (далі - МБЛЗ). Одним із завдань розливання сталі відкритим струменем на МБЛЗ є мінімізація виробничих витрат (у тому числі на вогнетривкі вироби), яке більшою мірою може бути реалізоване при розливанні довгими і наддовгими серіями з одного проміжного ковша. Головним напрямком розвитку технології розливання і конструкцій МБЛЗ, крім якості заготовки, є істотне зростання їх продуктивності за рахунок збільшення швидкості розливання. Для визначення оптимальних швидкостей розливання необхідно враховувати умови формування кірки заготовки в кристалізаторі МБЛЗ, так як їхнє найменше порушення збільшує небезпеку прориву металу і призводить до виникнення аварійних ситуацій. Ще однією характерною особливістю швидкісного розливання відкритим струменем є підвищена енергія падаючого струменя металу, що сприяє більш інтенсивному руху останнього в об'ємі кристалізатора. Разом з тим, навіть незначне (7…10 мм) відхилення струменя металу від осі кристалізатора під час його наповнення та розливання призводить до значного зсуву кордонів фронту кристалізації до одного з його кутів і суміжних з ним граней, що, в сукупності з коливаннями кристалізатора, сприяє створенню застійних зон і зон інтенсивного перемішування розплаву. Наслідком цих процесів є нерівномірний ріст твердої кірки, зниження її характеристик міцності, будучи причиною прориву металу під кристалізатором та низької якості безперервно литого зливка. Відома машина безперервного лиття заготовок для розливання сталі відкритим струменем містить проміжний ківш, стакан-дозатор і кристалізатор [Процессы непрерывной разливки: Монография/Смирнов А.Н., Пилюшенко В.Л., Минаев А.А. и др. - Донецк: ДонНТУ, 2002. - С. 5758]. Недоліком даної МБЛЗ, крім відсутності захисту струменя металу від вторинного окислення, є складність центрування струменя металу, який подається з багатоструминного проміжного ковша, що, включаючи вищеописані недоліки лиття відкритим струменем, призводить до значного локального розмиву кірки литого зливка, що формується, по двом суміжних граням і надмірного утворення кірки на двох протилежних гранях в центральній частині кристалізатора. При цьому відведення тепла системою охолодження від кожної грані зливка різне. Коливання кристалізатора надають цьому процесу спіралеподібний характер. Як результат - з кристалізатора виходить зливок з кіркою змінної товщини по кутам і граням, зі значними неоднорідностями в центральній зоні. Термічні напруги, що виникають у зливку, ведуть до утворення тріщин, ромбовидності і підвищеної центральної пористості. Найближчим аналогом по технічній суті до корисної моделі, що заявляється, є машина безперервного лиття заготовок, яка містить проміжний ківш з розміщеним у ньому каліброваним стаканом-дозатором, на який встановлена захисна вогнетривка труба, і кристалізатор, при цьому захисна вогнетривка труба виконана з косим зрізом на нижньому торці і розміщена на відстані від рівня розплаву в кристалізаторі [Патент № 2310545 RU, B22D 11/10, B22D 41/50, 2007 р.]. Недоліком даної машини є відсутність гарантії можливості точного регулювання співвісності струменя металу і осі кристалізатора, невиключення некерованого глибокого проникнення струменя металу в порожнину кристалізатора і викликаних цим обертових збурень в обсязі розплаву. Крім цього струмінь контактує з атмосферою, що призводить до вторинного окислення розплаву. В основу корисної моделі поставлена задача вдосконалення машини безперервного лиття заготовок шляхом додаткового введення маніпулятора і проміжного приймально-центруючого пристрою, що дозволить погасити кінетичну енергію падаючого струменя металу і центрувати останній щодо осі кристалізатора. Поставлена задача вирішується тим, що машина безперервного лиття заготовок, що містить проміжний ківш з розміщеним у ньому каліброваним стаканом-дозатором і кристалізатор, згідно з корисною моделлю, додатково містить маніпулятор, прикріплений до проміжного ковша, в якому по осі розливання встановлений проміжний приймально-центруючий пристрій, виконаний з вогнетривких матеріалів і складений з корпусу з розміщеними всередині профілюючою вставкою і перепускним пристроєм, який ділить його на верхню і нижню камери, причому в нижній частині корпусу встановлена дозуюча видаткова втулка з внутрішнім діаметром d, нижній торець якої розташований на відстані не менше 0,5d від дзеркала розплаву в кристалізаторі. Суть корисної моделі відображена на кресленні, де зображений загальний вигляд машини безперервного лиття заготовок. Машина безперервного лиття заготовок містить проміжний ківш 1 з каліброваним стаканом дозатором 2, кристалізатор 3, маніпулятор 4 із встановленим у ньому проміжним приймально 1 UA 107524 U 5 10 15 20 25 центруючим пристроєм. Проміжний приймально-центруючий пристрій містить корпус 5 з верхньою 6 і нижньою 7 камерами, перепускний пристрій 8, дозуючу видаткову втулку 9, профілюючу вставку 10. Перед початком розливання металу на машині безперервного лиття заготовок готують до роботи проміжний приймально-центруючий пристрій. Для цього, виходячи з планованої швидкості розливання і внутрішнього діаметра каліброваного стакана-дозатора 2, встановлюють в корпус 5 дозуючу видаткову втулку 9 відповідного внутрішнього діаметра d. Далі, встановлюють в порожнину корпусу 5 перепускний пристрій 8 до упора останнього в нижній торець корпусу 5. Перепускний пристрій 8 притискають і фіксують в корпусі 5 профілюючою вставкою 10. Встановлюють зібраний проміжний приймально-центруючий пристрій в маніпулятор 4, який прикріплений до промковша 1, і опускають разом з промковшем 1 в робочу позицію в кристалізатор 3 вище передбачуваного рівня металу на величину не менше 0,5d. При висоті відкритого струменя менше 0,5d виникає висока ймовірність контакту проміжного приймально-центрувального пристрою з дзеркалом розплаву. Після виконання вищезазначених операцій починається розливка на машині безперервного лиття заготовок, в процесі якої відбувається заповнення проміжного приймально-центрувального пристрою рідким металом до певного розрахункового рівня у верхній камері 6, який повинен бути постійним. Метал, що надходить з верхньої камери 6, потрапляє на перепускний пристрій 8, який гасить енергію падаючого струменя і перепускає потік в нижню камеру 7, і далі, через дозуючу видаткову втулку 9, в порожнину кристалізатора 3. Проміжний приймально-центруючий пристрій розраховано таким чином, що рівень металу в ньому підтримується автоматично, забезпечуючи задану швидкість розливання. Заявлена конструкція машини безперервного лиття заготовок дозволяє істотно мінімізувати негативний вплив ексцентриситету падаючого струменя металу на гідродинамічні і теплові процеси в кристалізаторі, що значно покращить якість зливка, збільшить швидкість розливання і зменшить кількість простоїв устаткування машини безперервного лиття заготовок. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 30 35 Машина безперервного лиття заготовок, що містить проміжний ківш з розміщеним у ньому каліброваним стаканом-дозатором і кристалізатор, яка відрізняється тим, що додатково містить маніпулятор, прикріплений до проміжного ковша, в якому по осі розливання встановлений проміжний приймально-центруючий пристрій, виконаний з вогнетривких матеріалів і складений з корпусу з розміщеними всередині профілюючою вставкою і перепускним пристроєм, який ділить його на верхню і нижню камери, причому в нижній частині корпусу встановлена дозуюча видаткова втулка з внутрішнім діаметром d, нижній торець якої розташований на відстані не менше 0,5d від дзеркала розплаву в кристалізаторі. 2 UA 107524 U Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B22D 39/00, B22D 11/10
Мітки: безперервного, машина, лиття, заготовок
Код посилання
<a href="https://ua.patents.su/5-107524-mashina-bezperervnogo-littya-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Машина безперервного лиття заготовок</a>
Горизонтальна машина безперервного лиття заготовок

Номер патенту: 49205
Опубліковано: 16.09.2002
Автори: Якобше Ришард Якубович, Поживанов Михайло Олександрович, Поживанов Олександр Михайлович, Скок Ювеналій Якович, Дубодєлов Віктор Іванович, Осіпов Володимир Прокопович, Кучаєв Олександр Андрійович, Найдек Володимир Леонтійович
МПК: B22D 11/14
Мітки: горизонтальна, машина, лиття, безперервного, заготовок
Формула / Реферат:
1. Горизонтальна машина безперервного лиття заготовок, що містить горизонтально розташований кристалізатор, металоприймач із каналом для підведення металу в торцеву частину кристалізатора, яка відрізняється тим, що торцеву частину кристалізатора виконують з електропровідного вогнетривкого матеріалу.2. Машина за п.1, яка відрізняється тим, що в її торцевій частині встановлюють лінійні статори рухомого магнітного поля для індукційного...
Машина горизонтального безперервного лиття заготовок
Номер патенту: 79415
Опубліковано: 11.06.2007
Автори: Хорошилов Олег Миколайович, Шатагін Олег Олександрович, Пономаренко Ольга Иванівна, Сварник Іван Олександрович, Руденко Анатолій Олександрович
МПК: B22D 11/045
Мітки: безперервного, горизонтального, машина, заготовок, лиття
Формула / Реферат:
Машина горизонтального безперервного лиття заготовок, яка містить металоприймач розплаву, кристалізатор, графітову втулку кристалізатора (ГВК) з металевим водоохолоджуваним кожухом, тягнучий вузол та вузол розподілу заготовки на задану довжину, яка відрізняється тим, що у металоприймачі донне місце для приймання нових порцій розплаву підняте до рівня верхньої твірної лінії графітової втулки кристалізатора та відокремлене буртом від...
Багатоструминна криволінійна машина безперервного лиття для відливання сортових заготовок
Номер патенту: 76655
Опубліковано: 10.01.2013
Автори: Колобов Ігор Васильович, Учитель Лев Михайлович, Івко Володимир Вікторович, Єрмоленко Ганна Володимирівна, Родь Олександр Григорович, Фоменко Олексій Петрович, Махлай Юрій Павлович, Слівченко Анатолій Іванович, Музирін Олександр Олегович
МПК: B22D 11/00
Мітки: криволінійна, заготовок, машина, лиття, безперервного, відливання, багатоструминна, сортових
Формула / Реферат:
Багатоструминна криволінійна машина безперервного лиття для відливання сортових заготовок, що містить проміжний ківш, радіальні кристалізатори, зону вторинного охолодження заготовок з опорними роликами, тягнучі пристрої, пристрої для різання відходів та мірних довжин заготовок, яка відрізняється тим, що зона вторинного охолодження заготовок містить роздавальний пристрій, виконаний у вигляді радіального замкнутого контуру з тангенціально...
Багатоструминна криволінійна машина безперервного лиття заготовок
Номер патенту: 103385
Опубліковано: 10.12.2015
Автори: Недбайло Микола Миколайович, Слівченко Анатолій Іванович, Передістий Генадій Леонідович, Завгородній Максим Сергійович, Мосьпан Вячеслав Вікторович, Нагорняк Віталій Федорович, Воробйов Олександр Васильович, Антонов Юрій Григорович, Музирін Олександр Олегович, Єрмоленко Ганна Володимирівна
МПК: B22D 11/00
Мітки: багатоструминна, безперервного, машина, криволінійна, лиття, заготовок
Формула / Реферат:
Багатоструминна криволінійна машина безперервного лиття заготовок, що містить проміжний ківш, радіальні кристалізатори, зону вторинного охолодження з роздавальними пристроями, калібрами та розподільними трубопроводами з форсунками, тягнучі пристрої, пристрої для різання відходів та мірних довжин заготовок, яка відрізняється тим, що розподільні трубопроводи додатково містять регулятори, які складені з профільованих накладок, жорстко...
Спосіб горизонтального безперервного лиття заготовок та машина для його реалізації
Номер патенту: 80654
Опубліковано: 10.10.2007
Автор: Хорошилов Олег Миколайович
МПК: B22D 11/045
Мітки: заготовок, реалізації, спосіб, лиття, безперервного, машина, горизонтального
Формула / Реферат:
1. Спосіб горизонтального безперервного лиття заготовок, що включає заливання рідкого металу з проміжного ковша в металоприймач машини горизонтального безперервного лиття, витягання заготовки із кристалізатора машини горизонтального безперервного лиття заготовок під кутом до обрію, подачу за допомогою ресивера в зазор між заготовкою і графітовою втулкою кристалізатора газоповітряної суміші (ГПС) під тиском (Ргпс), що перевищує феростатичний...
Попередній патент: Рубальна машина з ножовими роторами
Наступний патент: Універсальний пристрій для налаштування роликів зони вторинного охолодження
Випадковий патент: Підставка під планшет або мобільний телефон