Багатоструминна криволінійна машина безперервного лиття заготовок
Номер патенту: 103385
Опубліковано: 10.12.2015
Автори: Єрмоленко Ганна Володимирівна, Нагорняк Віталій Федорович, Антонов Юрій Григорович, Недбайло Микола Миколайович, Передістий Генадій Леонідович, Мосьпан Вячеслав Вікторович, Музирін Олександр Олегович, Слівченко Анатолій Іванович, Завгородній Максим Сергійович, Воробйов Олександр Васильович
Формула / Реферат
Багатоструминна криволінійна машина безперервного лиття заготовок, що містить проміжний ківш, радіальні кристалізатори, зону вторинного охолодження з роздавальними пристроями, калібрами та розподільними трубопроводами з форсунками, тягнучі пристрої, пристрої для різання відходів та мірних довжин заготовок, яка відрізняється тим, що розподільні трубопроводи додатково містять регулятори, які складені з профільованих накладок, жорстко прикріплених до розподільних трубопроводів таким чином, що їх наскрізні різьбові отвори співвісні отворам розподільних трубопроводів, контргайок та декількох комплектів подовжувачів, а калібри виконані у вигляді рам фіксованого розміру з кріпильними чарунками, які розташовані діаметрально протилежно одна щодо одної по осях симетрії заготовки та складені з паралельно встановлених напрямних кронштейнів з отворами і фіксаторів-замків у вигляді, наприклад, стержня з головкою.
Текст
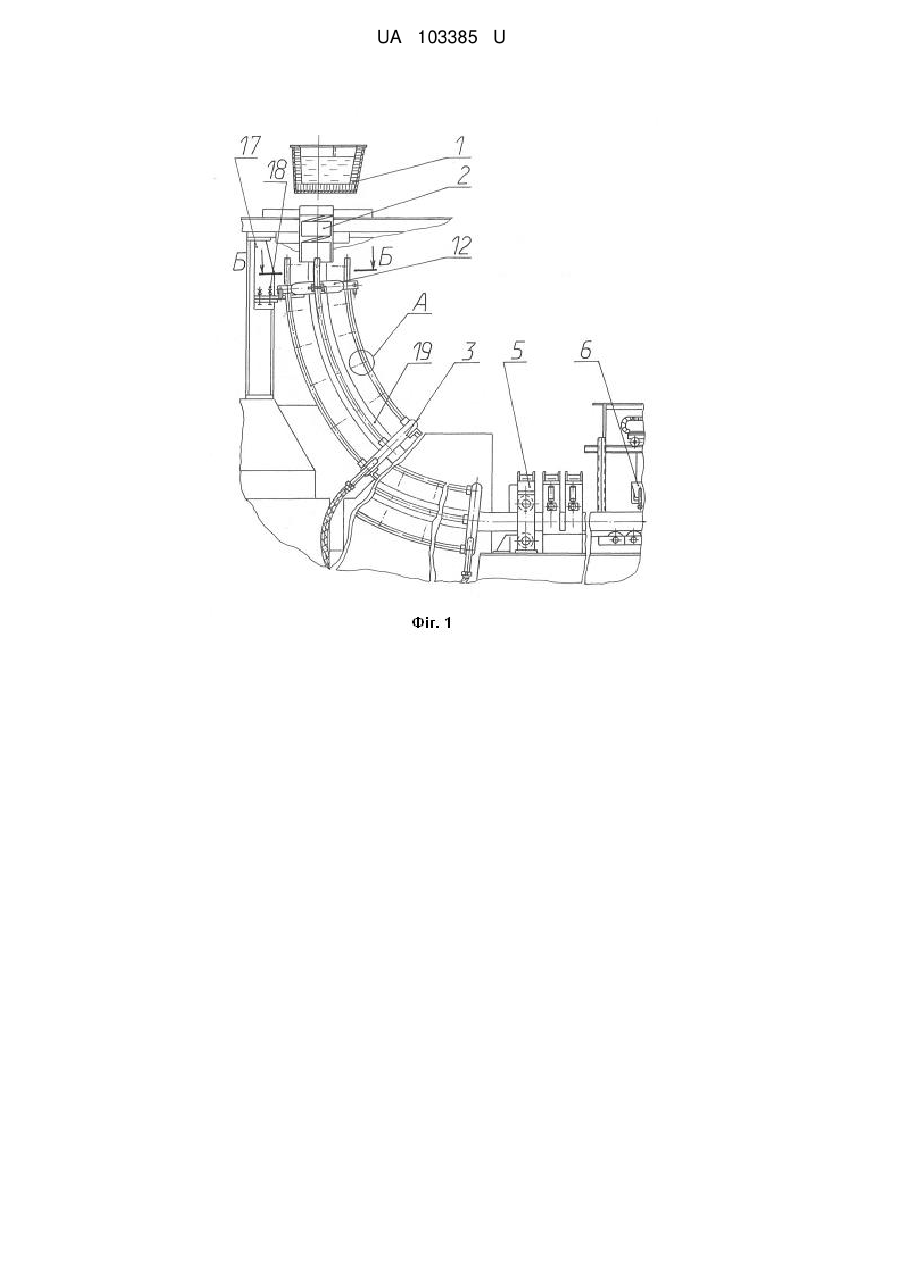
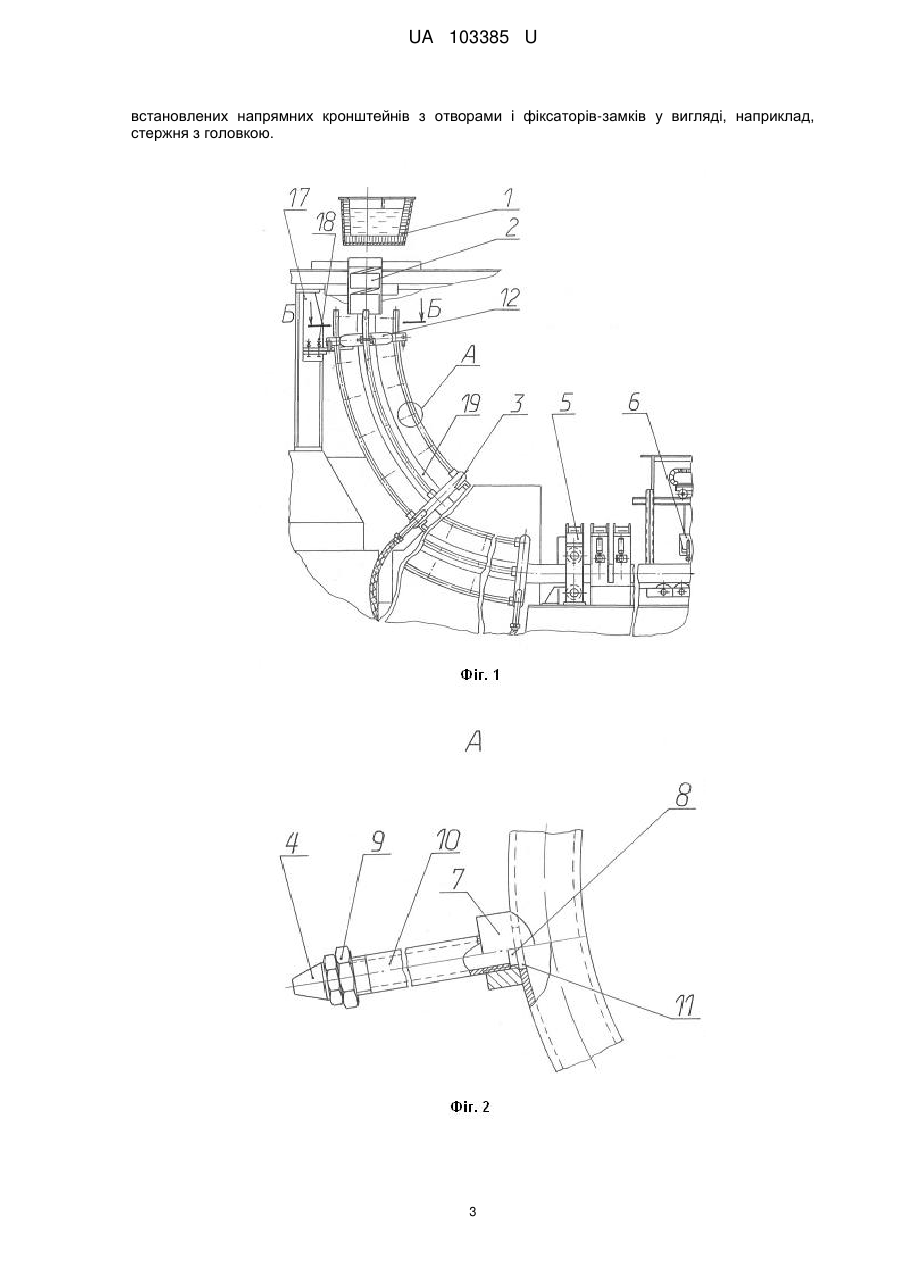
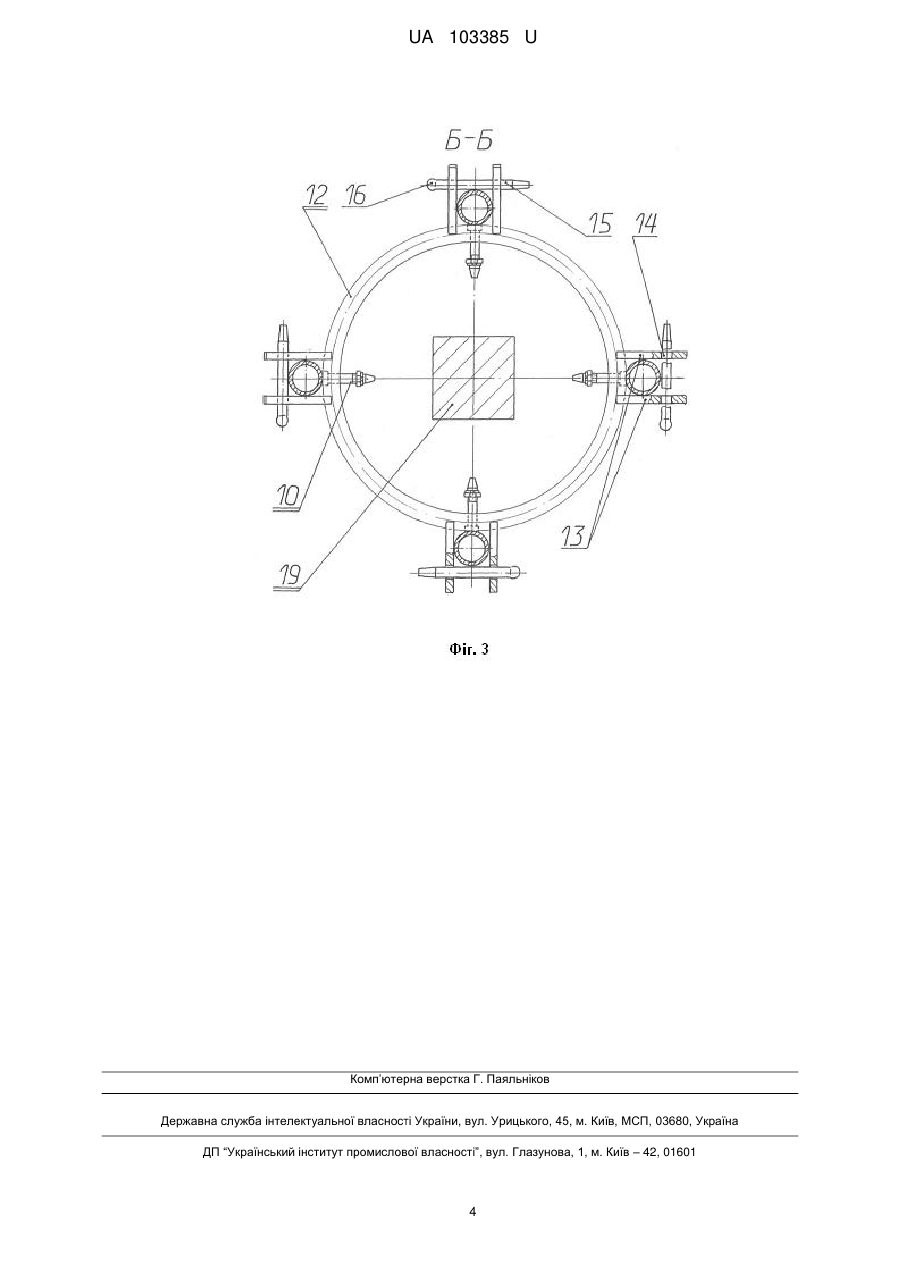
Реферат: Багатоструминна криволінійна машина безперервного лиття заготовок містить проміжний ківш, радіальні кристалізатори, зону вторинного охолодження з роздавальними пристроями, калібрами та розподільними трубопроводами з форсунками, тягнучі пристрої, пристрої для різання відходів та мірних довжин заготовок. Розподільні трубопроводи додатково містять регулятори, які складені з профільованих накладок, жорстко прикріплених до розподільних трубопроводів таким чином, що їх наскрізні різьбові отвори співвісні отворам розподільних трубопроводів, контргайок та декількох комплектів подовжувачів. Калібри виконані у вигляді рам фіксованого розміру з кріпильними чарунками, які розташовані діаметрально протилежно одна щодо одної по осях симетрії заготовки та складені з паралельно встановлених напрямних кронштейнів з отворами і фіксаторів-замків у вигляді, наприклад, стержня з головкою. UA 103385 U (12) UA 103385 U UA 103385 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі чорної металургії, зокрема до безперервного розливання сталі на криволінійних машинах безперервного лиття заготовок. Відома багатоструминна криволінійна машина безперервного виливання для лиття сортових заготовок, що містить проміжний ківш, радіальні кристалізатори, зону вторинного охолодження заготовок, тягнучі пристрої, пристрої для різання відходів та мірних довжин заготовок [Патент України № 20553, B22D 11/08, 1997]. До недоліків машин такого типу належить складність конструкції зони вторинного охолодження заготовок, яка обумовлена матеріалоємністю, великою кількістю зварних і різьбових з'єднань, низькими експлуатаційними властивостями, які пов'язані з тим, що отвори для подання водоповітряної суміші швидко засмічуються, а очищення їх в процесі підготовки машини до розливання, а тим більш в процесі розливання металу, неможливе. Крім того, в конструкції зони вторинного охолодження не передбачені будь-які елементи, які забезпечують можливість коригування щільності зрошення поверхні заготовки, що, в свою чергу, погіршує її якість. Найбільш близькою до запропонованої корисної моделі по технічній суті та результату, що досягається, є багатоструминна криволінійна машина безперервного лиття для відливання сортових заготовок, що містить проміжний ківш, радіальні кристалізатори, зону вторинного охолодження з роздавальними пристроями, калібрами та розподільними трубопроводами з форсунками, тягнучі пристрої, пристрої для різання відходів та мірних довжин заготовок [Патент України № 76655, B22D 11/00, 2013]. Завдяки виконанню зони вторинного охолодження у вигляді сполучених між собою швидкорознімними з'єднаннями роздавального пристрою та розподільних трубопроводів з форсунками, а також фіксації положення розподільних трубопроводів з форсунками відносно поверхні заготовки за допомогою калібру, стало можливим значне спрощення конструкції зони вторинного охолодження, зменшення витрат на її виготовлення, профілактику і ремонт устаткування. Але конструкція розподільних трубопроводів з форсунками не дає можливості коригувати щільність зрошення поверхні зливка, як за рахунок зміни відстані між форсунками та поверхнею зливка при використані круглофакельних форсунок, так і за рахунок використання ширококутних плоскофакельних, наприклад щілинного типу, форсунок. В основу корисної моделі поставлена задача вдосконалення багатоструминної криволінійної машини безперервного лиття заготовок, в якій шляхом додаткового введення регуляторів та конструктивної зміни калібрів досягається можливість регулювання щільності зрошення поверхні заготовки не тільки за рахунок регулювання витрати води, а і за рахунок коригування відстані між форсунками та поверхнею заготовки, а також використання форсунок різних типів. Це дозволить забезпечити певну швидкість руху краплинок води, рівномірність охолодження поверхні заготовки, поліпшити якість металу, знизити імовірність його проривів і, крім того, забезпечити зручність при виконанні профілактичних та налагоджувальних робіт, зменшити непродуктивні витрати часу, збільшити продуктивність МБЛЗ. Поставлена задача вирішується тим, що у багатоструминній криволінійній машині безперервного лиття заготовок, що містить проміжний ківш, радіальні кристалізатори, зону вторинного охолодження з роздавальними пристроями, калібрами та розподільними трубопроводами з форсунками, тягнучі пристрої, пристрої для різання відходів та мірних довжин заготовок, згідно з корисною моделлю, розподільні трубопроводи додатково містять регулятори, які складені з профільованих накладок, жорстко прикріплених до розподільних трубопроводів таким чином, що їх наскрізні різьбові отвори співвісні отворам розподільних трубопроводів, контргайок та декількох комплектів подовжувачів, а калібри виконані у вигляді рам фіксованого розміру з кріпильними чарунками, які розташовані діаметрально протилежно одна щодо одної по осях симетрії заготовки та складені з паралельно встановлених напрямних кронштейнів з отворами і фіксаторів-замків у вигляді, наприклад, стержня з головкою. Суть корисної моделі пояснюється кресленнями, де на фіг. 1 зображена схема багатоструминної криволінійної машини безперервного лиття заготовок; на фіг. 2 - вузол А на фіг. 1; на фіг. 3 - розріз Б-Б на фіг. 1. Багатоструминна криволінійна машина безперервного лиття заготовок містить проміжний ківш 1, радіальні кристалізатори 2, зону вторинного охолодження з роздавальними пристроями 3, калібрами та розподільними трубопроводами з форсунками 4, тягнучі пристрої 5, пристрої для різання відходів та мірних довжин заготовок 6. Розподільні трубопроводи містять регулятори, складені з жорстко прикріплених до розподільних трубопроводів профільованих накладок 7 з наскрізними різьбовими отворами 8, контргайок 9 та декількох комплектів подовжувачів 10. Наскрізні різьбові отвори 8 профільованих накладок співвісні отворам 11 1 UA 103385 U 5 10 15 20 25 30 35 40 45 розподільних трубопроводів. Калібри складаються з рам 12 фіксованого розміру та кріпильних чарунок. Кріпильні чарунки розташовані діаметрально протилежно одна щодо одної та складаються з кронштейнів 13 з отворами 14, при цьому кронштейни 13 розташовані попарно та паралельно між собою у кожній парі. Роздавальні трубопроводи вільним консольним кінцем встановлені у кріпильні чарунки, тобто між кронштейнами 13 і зафіксовані в них фіксаторомзамком, який виконаний у вигляді, наприклад, стержня 15 з головкою 16. Пропонована багатоструминна криволінійна машина безперервного лиття заготовок працює таким чином. Перед початком процесу розливання металу до металоконструкції 17 кожного струменя прикріплюють калібр за допомогою болтових з'єднань 18. Підготовлюють розподільні трубопроводи та встановлюють на них регулятори: виконують монтаж профільованих накладок 7 на розподільні трубопроводи, при цьому суміщають наскрізні різьбові отвори 8 профільованих накладок 7 з отворами 11 розподільних трубопроводів та фіксують це положення за допомогою електрозварювання. Далі, в залежності від геометричних розмірів заготовки та заданих параметрів щільності її зрошення, режиму охолодження і витрат охолоджувача, а також від типу форсунок, вибирають один або інший комплект подовжувачів 10 і встановлюють останні у різьбові отвори 8 профільних накладок 7. При необхідності забезпечують герметичність різьбового з'єднання. Потім на другий різьбовий кінець кожного подовжувача 10 встановлюють контргайку 9 та форсунку 4, після чого розподільні трубопроводи одним кінцем з'єднують з роздавальним пристроєм 3 зони вторинного охолодження, а іншім вставляють у кріпильні чарунки калібру, переміщують між кронштейнів 13 до тієї митті, поки розподільний трубопровід не торкнеться до зовнішньої утворюючої поверхні рами 12. Фіксують положення розподільних трубопроводів відносно поверхні заготовки 19 за допомогою фіксатора-замка. Для цього стержень 15 з головкою 16 вставляють у отвори 14 кронштейнів 13. При потребі остаточно коригують напрям факелу розпилення охолоджувача та положення зони зрошення, особливо при використанні ширококутних плоскофакельних форсунок на поверхні заготовки 19 за рахунок провертання форсунок 4 і їх фіксації за допомогою контргайок 9. Машина готова до роботи. В процесі лиття в радіальний кристалізатор 2 з проміжного ковша 1 подають рідку сталь і витягують з нього частково затверділу заготовку 19 за допомогою тягнучого пристрою 5. Сформовану в кристалізаторі 2 заготовку 19 із затверділою оболонкою подають в зону вторинного охолодження, при цьому заготовка 19 проходить через калібр, прикріплений до металоконструкції 17, і роздавальний пристрій 3. Охолоджувач з магістралі подають із заданим тиском в роздавальний пристрій 3 і через нього до розподільних трубопроводів. З розподільних трубопроводів охолоджувач надходить у подовжувач 10 з форсункою 4 і далі розпилюється на поверхню заготовки 19. Стала робота форсунок 4 та правильний підбір необхідного розміру подовжувачів 10 забезпечує безперервне і плавне зменшення температури поверхні заготовки 19, що, в свою чергу, знижує імовірність проривів металу. Повністю затверділа заготовка 19 із зони вторинного охолодження надходить у пристрій для різання відходів та мірних довжин заготовок 6. При потребі, екстрену заміну розподільних трубопроводів в процесі розливання виконують в такий спосіб. Виймають фіксатор-замок, виконаний, наприклад, у вигляді стержня 15 з головкою 16 з отворів 14 кронштейнів 13 кріпильних чарунок калібру, відокремлюють розподільний трубопровід від роздавального пристрою 3 та на його місце встановлюють новий розподільний трубопровід з регуляторами та форсунками 4. Таким чином, використання пропонованої корисної моделі дозволяє забезпечити рівномірність охолодження поверхні заготовки, поліпшити якість металу та знизити імовірність його проривів. Також забезпечується зручність при виконанні профілактичних та налагоджувальних робіт, що значно знижує об'єм технічного обслуговування устаткування, і, за рахунок цього, скорочує простій та збільшує продуктивність МБЛЗ. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 50 55 Багатоструминна криволінійна машина безперервного лиття заготовок, що містить проміжний ківш, радіальні кристалізатори, зону вторинного охолодження з роздавальними пристроями, калібрами та розподільними трубопроводами з форсунками, тягнучі пристрої, пристрої для різання відходів та мірних довжин заготовок, яка відрізняється тим, що розподільні трубопроводи додатково містять регулятори, які складені з профільованих накладок, жорстко прикріплених до розподільних трубопроводів таким чином, що їх наскрізні різьбові отвори співвісні отворам розподільних трубопроводів, контргайок та декількох комплектів подовжувачів, а калібри виконані у вигляді рам фіксованого розміру з кріпильними чарунками, які розташовані діаметрально протилежно одна щодо одної по осях симетрії заготовки та складені з паралельно 2 UA 103385 U встановлених напрямних кронштейнів з отворами і фіксаторів-замків у вигляді, наприклад, стержня з головкою. 3 UA 103385 U Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMany jet curved machine of continuous casting of ladle
Автори англійськоюZavgorodnii Maksym Serhiyovych, Vorobyov Oleksand Vasylyovych, Slyvchenko Anatolii Ivanovych, Peredistyi Genadii Leonidovych, Nagorniak Vitalii Fedorovych, Mospan Viacheslav Viktorovych, Antonoc Iurii Grygorovych, Muzyrin Oleksandr Olegovych, Yermolenko Ganna Volodymyrivna, Nedbailo Mykola Mykolayovych
Назва патенту російськоюМногоструйная криволинейная машина непрерывного литья заготовок
Автори російськоюЗавгородний Максим Сергеевич, Воробёв Александр Васильевич, Сливченко Анатолий Иванович, Передистый Геннадий Леонидович, Нагорняк Виталий Федорович, Мосьпан Вячеслав Викторович, Антонов Юрий Григорьевич, Музирин Александр Олегович, Ермоленко Анна Владимировна, Недбайло Николай Николаевич
МПК / Мітки
МПК: B22D 11/00
Мітки: багатоструминна, безперервного, криволінійна, лиття, машина, заготовок
Код посилання
<a href="https://ua.patents.su/6-103385-bagatostruminna-krivolinijjna-mashina-bezperervnogo-littya-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Багатоструминна криволінійна машина безперервного лиття заготовок</a>
Багатоструминна криволінійна машина безперервного лиття для відливання сортових заготовок
Номер патенту: 76655
Опубліковано: 10.01.2013
Автори: Учитель Лев Михайлович, Фоменко Олексій Петрович, Слівченко Анатолій Іванович, Махлай Юрій Павлович, Родь Олександр Григорович, Єрмоленко Ганна Володимирівна, Музирін Олександр Олегович, Івко Володимир Вікторович, Колобов Ігор Васильович
МПК: B22D 11/00
Мітки: лиття, відливання, заготовок, криволінійна, сортових, машина, багатоструминна, безперервного
Формула / Реферат:
Багатоструминна криволінійна машина безперервного лиття для відливання сортових заготовок, що містить проміжний ківш, радіальні кристалізатори, зону вторинного охолодження заготовок з опорними роликами, тягнучі пристрої, пристрої для різання відходів та мірних довжин заготовок, яка відрізняється тим, що зона вторинного охолодження заготовок містить роздавальний пристрій, виконаний у вигляді радіального замкнутого контуру з тангенціально...
Багатоструминна криволінійна машина безперервного лиття для відливання сортових заготовок
Номер патенту: 60636
Опубліковано: 25.06.2011
Автори: Тростян Вікторія Іванівна, Єрмоленко Ганна Володимирівна, Музирін Олександр Олегович, Слівченко Анатолій Іванович, Буга Ілля Дмитрович, Івко Володимир Вікторович, Махлай Юрій Павлович, Носоченко Олег Васильович
МПК: B22D 11/08
Мітки: машина, відливання, криволінійна, багатоструминна, сортових, безперервного, заготовок, лиття
Формула / Реферат:
Багатоструминна криволінійна машина безперервного лиття для відливання сортових заготовок, що містить проміжний ківш, радіальні кристалізатори, зону вторинного охолодження заготовок з опорними роликами, тягнучі пристрої, пристрої для різання відходів та мірних довжин заготовок, яка відрізняється тим, що вона додатково містить пристрій для перемішування рідкої серцевини зливка, встановлений в зоні вторинного охолодження заготовок на стояках...
Багатоструминна криволінійна машина безперервного виливання для лиття сортових заготовок
Номер патенту: 20553
Опубліковано: 15.07.1997
Автори: Учитель Лев Михайлович, Несвіт Володимир Васильович, Єрмоленко Ганна Володимирівна, Бродський Сергій Сергійович, Підберезний Микола Петрович, Пікус Марк Ісерович
МПК: B22D 11/08
Мітки: криволінійна, заготовок, лиття, машина, безперервного, сортових, виливання, багатоструминна
Формула / Реферат:
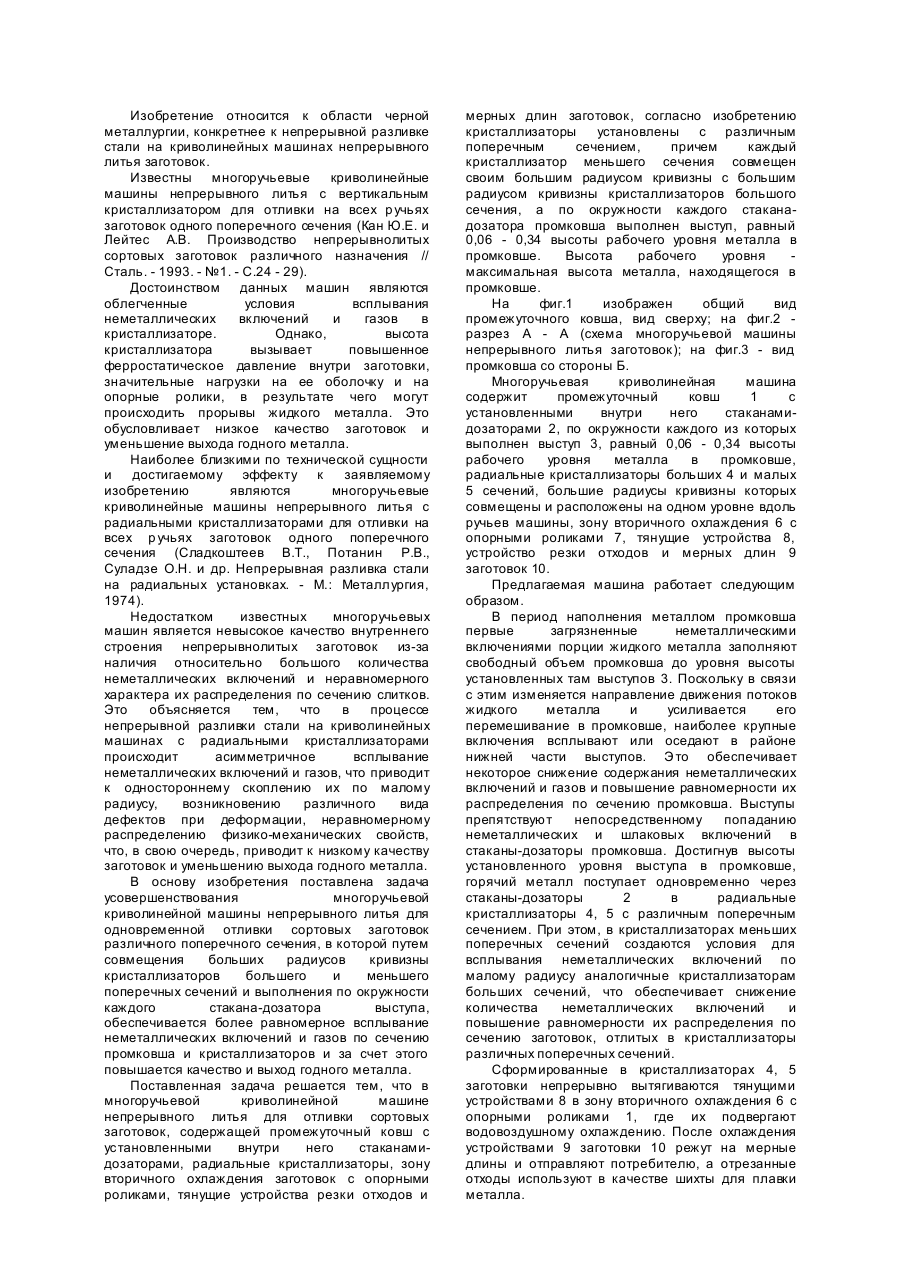
Многоручьевая криволинейная машина непрерывного литья для отливки сортовых заготовок, содержащая промежуточный ковш с установленными внутри него стаканами-дозаторами, радиальные кристаллизаторы, зону вторичного охлаждения заготовок с опорными роликами, тянущие устройства, устройства резки отходов и мерных длин заготовок, отличающаяся тем, что кристаллизаторы установлены с различным поперечным сечением, причем каждый кристаллизатор...
Машина горизонтального безперервного лиття заготовок
Номер патенту: 79415
Опубліковано: 11.06.2007
Автори: Пономаренко Ольга Иванівна, Хорошилов Олег Миколайович, Шатагін Олег Олександрович, Руденко Анатолій Олександрович, Сварник Іван Олександрович
МПК: B22D 11/045
Мітки: заготовок, лиття, машина, безперервного, горизонтального
Формула / Реферат:
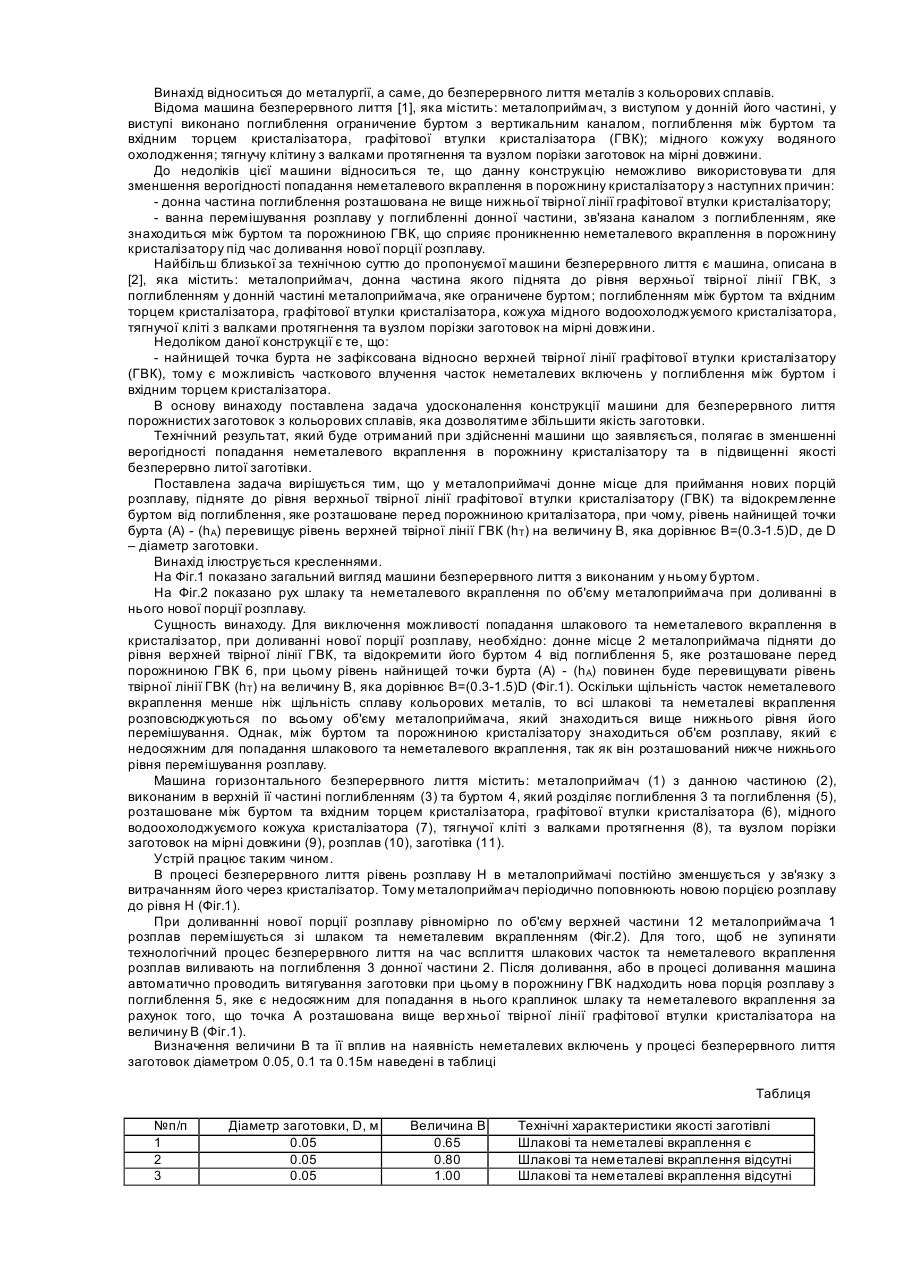
Машина горизонтального безперервного лиття заготовок, яка містить металоприймач розплаву, кристалізатор, графітову втулку кристалізатора (ГВК) з металевим водоохолоджуваним кожухом, тягнучий вузол та вузол розподілу заготовки на задану довжину, яка відрізняється тим, що у металоприймачі донне місце для приймання нових порцій розплаву підняте до рівня верхньої твірної лінії графітової втулки кристалізатора та відокремлене буртом від...
Спосіб горизонтального безперервного лиття заготовок та машина для його реалізації
Номер патенту: 80654
Опубліковано: 10.10.2007
Автор: Хорошилов Олег Миколайович
МПК: B22D 11/045
Мітки: заготовок, спосіб, реалізації, горизонтального, лиття, машина, безперервного
Формула / Реферат:
1. Спосіб горизонтального безперервного лиття заготовок, що включає заливання рідкого металу з проміжного ковша в металоприймач машини горизонтального безперервного лиття, витягання заготовки із кристалізатора машини горизонтального безперервного лиття заготовок під кутом до обрію, подачу за допомогою ресивера в зазор між заготовкою і графітовою втулкою кристалізатора газоповітряної суміші (ГПС) під тиском (Ргпс), що перевищує феростатичний...
Попередній патент: Пробовідбірник для сипких матеріалів
Випадковий патент: Кільцевий буровий робочий орган