Спосіб контролю торкання різального інструмента до деталі
Номер патенту: 108742
Опубліковано: 25.07.2016
Автори: Клочко Тетяна Реджинальдівна, Скицюк Володимир Іванович
Формула / Реферат
Спосіб контролю торкання різального інструмента до деталі, в якому створюють примусове електромагнітне поле в електричному контурі верстата, формують імпульси для подальшого порівняння з рівнем поточного сигналу, який відрізняється тим, що створюють високонадійний гальванічний контакт поверхонь інструмента і деталі, вносять додатковий контактний пристрій в систему верстата, що забезпечує надійний електричний контур, визначають координати поверхні фізичного торкання та сповіщають систему CNC верстата про відсутність контакту поверхонь інструмента і деталі, підтримуючи функцію керування від системи CNC верстата в процесі вимірювання.
Текст
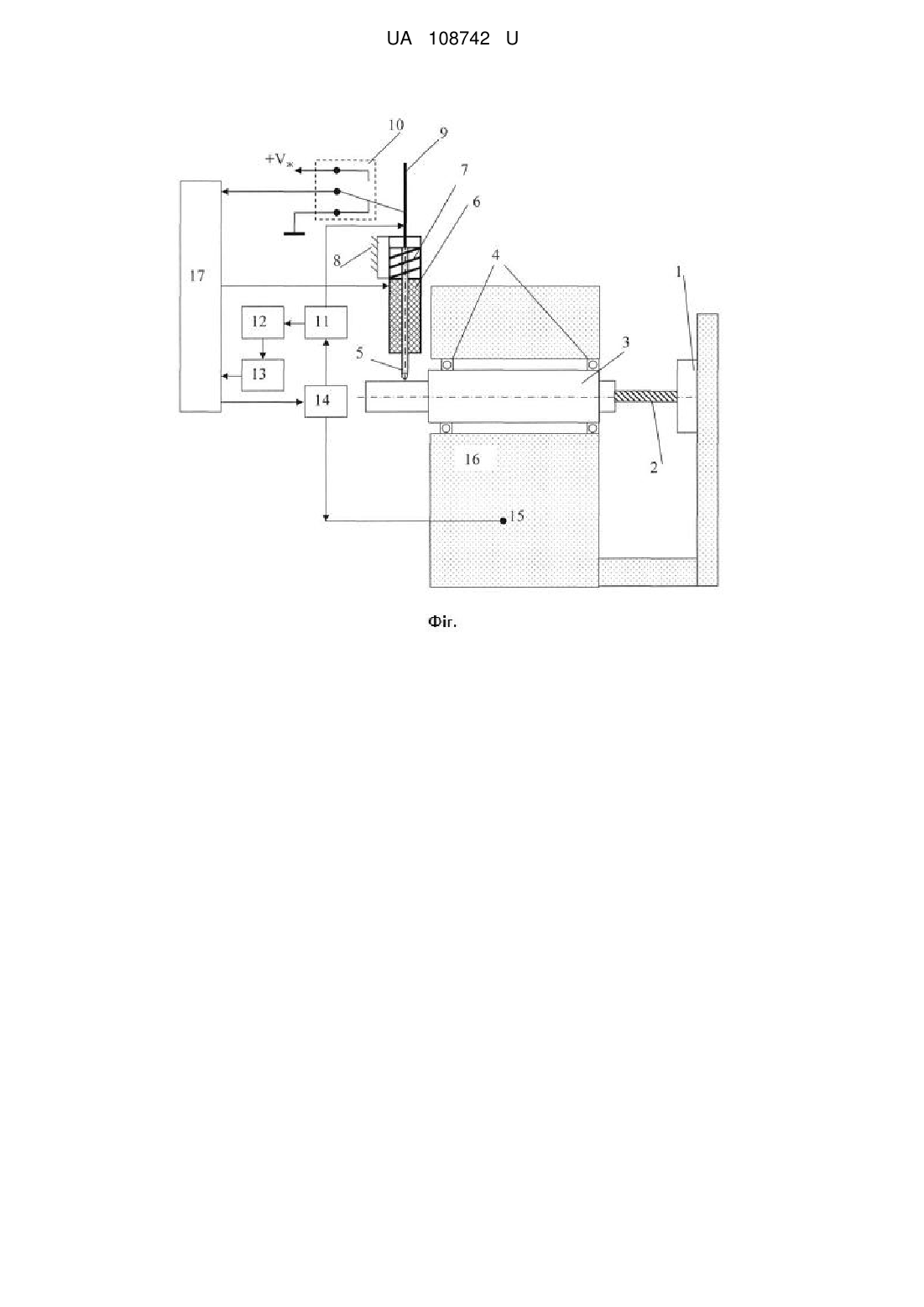
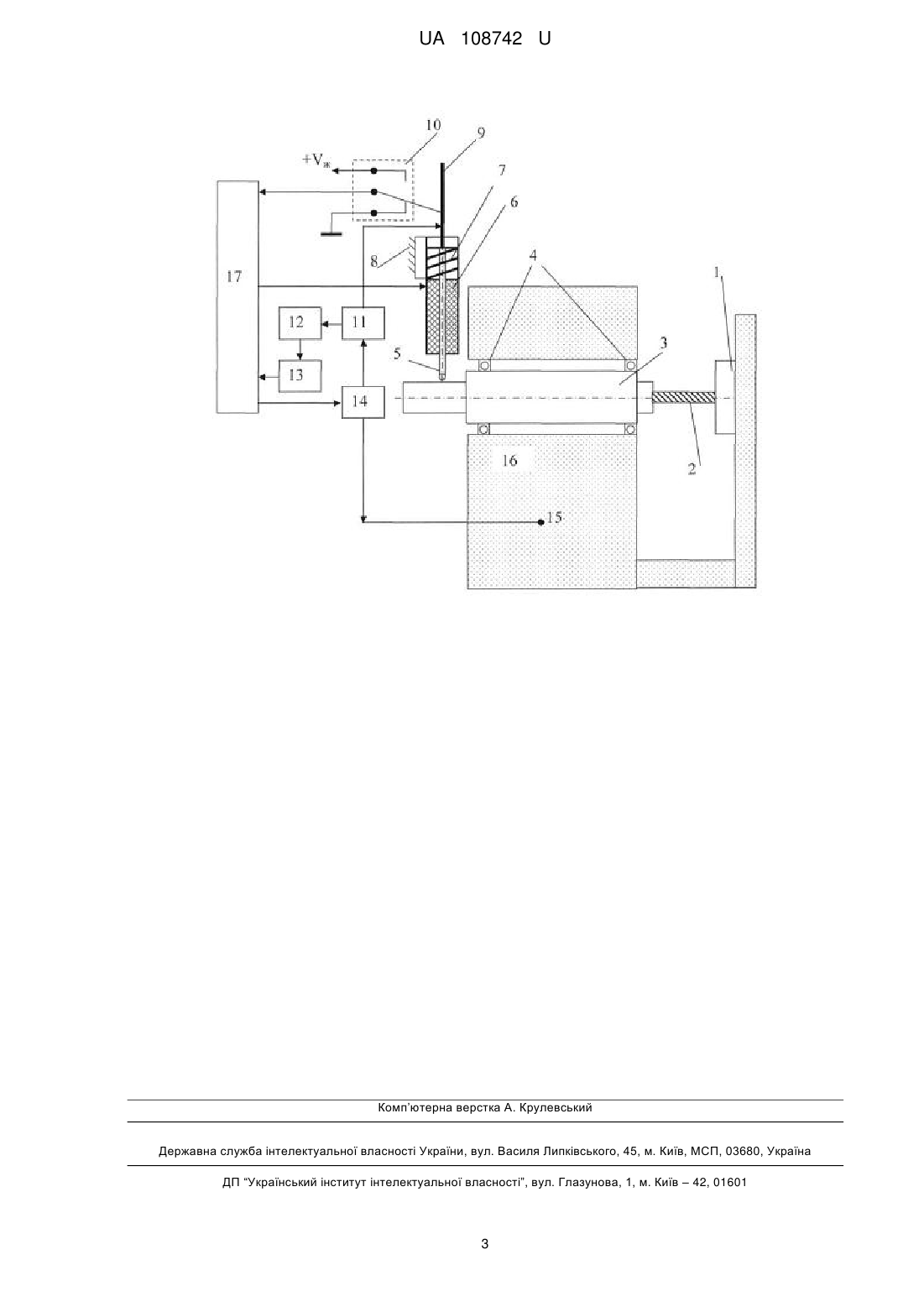
Реферат: Спосіб контролю торкання різального інструмента до деталі, в якому створюють примусове електромагнітне поле в електричному контурі верстата, формують імпульси для подальшого порівняння з рівнем поточного сигналу. Створюють високонадійний гальванічний контакт поверхонь інструмента і деталі. Вносять додатковий контактний пристрій в систему верстата, що забезпечує надійний електричний контур. Визначають координати поверхні фізичного торкання та сповіщають систему CNC верстата про відсутність контакту поверхонь інструмента і деталі, підтримуючи функцію керування від системи CNC верстата в процесі вимірювання. UA 108742 U (54) СПОСІБ КОНТРОЛЮ ТОРКАННЯ РІЗАЛЬНОГО ІНСТРУМЕНТА ДО ДЕТАЛІ UA 108742 U UA 108742 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до автоматизації контролю технологічного процесу металообробки на верстатах із системою числового програмного керування типу Computer Numerical Control (CNC), яку призначено для надточного визначення моменту торкання різального інструмента до поверхні деталі. Відомим аналогом є спосіб контролю торкання різального інструмента до деталі (див. 6 патент 5001464 США МКІ G01В 7/00 опубл. 19.03.1991 p.), який полягає у тому, що створюють індукційний струм у замкнутому ланцюзі обладнання, що проходить скрізь шпиндель верстата, контактну клему на корпус відчутника торкання, реєструють величину індукційного струму, та за допомогою схеми керування формують сигнали для системи керування CNC верстата. Проте аналог не забезпечує високої швидкодії та високої точності визначення моменту торкання різального інструмента до поверхні заготовки під час виготовлення деталі в умовах автоматизованого виробництва, оскільки має складну схему, а також наявність динамічної похибки визначення моменту торкання. Це обмежує можливості реєстрації моменту торкання при контактуванні твердих тіл (різального інструмента і деталі) з достатньою точністю та швидкістю. Найближчим аналогом до корисної моделі є спосіб контролю торкання різального 6 інструмента до деталі (див. патент України 30120, МПК B23Q 17/22 опубл. 12.11.2000), який полягає у тому, що у каналі визначення присутності інструмента поблизу поверхні деталі затримують шумову компоненту сигналу, аналізують кількість імпульсів, сповіщаючи на пристрій, який керує рухом інструмента, про наближення інструмента до деталі, а також, за рівнем амплітуди сигналу визначають момент торкання, або момент роз'єднання поверхонь інструмента і деталі. Недоліком найближчого аналога є недостатня надійність контакту шпинделя з основною масою верстата. Такий переривчастий гальванічний контакт призводить до небажаної модуляції гальванічного контуру, який є основним принципом роботи системи контролю торкання. В основу корисної моделі поставлена задача створити такий спосіб контролю торкання різального інструмента до деталі, в якому шляхом внесення додаткового контактного пристрою, котрим керують програмними методами внаслідок аналізу режимів роботи технологічного обладнання, забезпечують якісний гальванічний контакт, що підвищує надійність визначення моменту торкання інструмента до деталі. Поставлена задача вирішується тим, що в способі контролю торкання різального інструмента до деталі створюють примусове електромагнітне поле в електричному контурі верстата, формують імпульси для подальшого порівняння з рівнем поточного сигналу, згідно з корисною моделлю, створюють високонадійний гальванічний контакт поверхонь інструмента і деталі, вносять додатковий контактний пристрій в систему верстата, що забезпечує надійний електричний контур, визначають координати поверхні фізичного торкання та сповіщають систему CNC верстата про відсутність контакту поверхонь інструмента і деталі, підтримуючи функцію керування від системи CNC верстата в процесі вимірювання. Спосіб контролю торкання різального інструмента до деталі досягається тим, що завдяки внесенню додаткового контактного пристрою в систему верстата досягають утворення якісного гальванічного контакту, який дозволяє визначати координату торкання верхівки інструмента до поверхні деталі, забезпечуючи якісне проходження електромагнітного поля через контур верстата. Це дає можливість формувати для системи керування верстатом інформаційні сигнали про наявність або відсутність торкання верхівки інструмента до деталі, при цьому контактна група виконує функцію зворотного зв'язку між верстатом та системою CNC верстата. Корисна модель пояснюється кресленням, де зображена структурна схема, щодо реалізації способу контролю торкання різального інструмента до деталі. Основною проблемою при визначенні координати поверхні деталі за допомогою електромагнітної системи контролю є високоякісне проходження струму через контакт інструмент-деталь. При контакті інструмент-деталь утворюється контур струму, який складається з шпинделя, інструмента, деталі, маси верстата і генератора поля. Такий контур струму забезпечує високоякісне визначення моменту торкання інструмента до поверхні деталі і, як наслідок, визначення координати поверхні торкання. Але всі складові цього контуру знаходяться у русі, і тому тертя між окремими елементами призводить до різкого зростання електричного опору. Такі стрибки електричного опору в контурі може становити кілька мегаОм, що призводить до повної неможливості реєстрації моменту торкання. Особливо це явище спостерігається при великих обертах шпинделя, оскільки відносна радіальна швидкість призводить до електричної ізоляції шпинделя. У цьому випадку мастило, яке знаходиться у підшипниках, що забезпечує основний електричний контакт, створює гідродинамічну підкладку в поверхнях тертя. 1 UA 108742 U 5 10 15 20 25 30 35 40 Корисна модель ліквідує цю проблему, проте у широкому діапазоні швидкостей усунути її неможливо, тим не менш за статичного режиму та малих швидкостей ця задача повністю вирішується. Корисну модель виконують наступним чином. Вузол електричного (гальванічного) контакту встановлюють на масі верстата 16 за допомогою кріплення 8. Вузол гальванічного контакту має наступну конструкцію (складові). Шток (індентор) 5, який безпосередньо контактує зі шпинделем 3. Шток (індентор) 5 із осердям, виконаним з твердого спіжу, соленоїда 6 підпружинено пружиною 7. З іншого боку штока 5 встановлено шток 9 керування, який з'єднано з мікроперемикачем 10, який інформує систему CNC 17 про стан штока 5. Окрім того, шток 5 гальванічно з'єднаний з генератором 14 поля, другий вихід якого з'єднано з масою верстата 16. Контроль величини струму виконується відчутником струму 11, сигнал якого підсилюється підсилювачем 12. З виходу підсилювача 12 сигнал надходить до компаратора 13 та надходить у систему CNC 17. У стартовій позиції пружина 7 відтягує індентор 5 від поверхні шпинделя 3. Водночас, соленоїд 6 знеструмлений, а керуючий шток 9 переводить мікроперемикач 10 у верхню позицію, внаслідок чого на лінії зв'язку з системою CNC 17 виникає сигнал, який сповіщає про відсутність контакту. Одночасно з цим система контролю струму, що складається з блоків 11, 12, 13 сповіщає про відсутність струму в ланцюгу контакту. У випадку, коли проводять визначення координати поверхні торкання, система CNC 17 формує напругу на соленоїді 6. Соленоїд 6 втягує осердя індентора 5, внаслідок чого індентор 5 притискається до поверхні шпинделя 3, забезпечуючи надійний контакт виходу генератора 14 електромагнітного поля. Водночас, шток 9 керування перемикає мікроперемикач 10, який низьким рівнем напруги сповіщає систему CNC 17 про нижнє розташування індентора 5. Струм від генератора 14 електромагнітного поля, який вмикається за командою системи CNC 17, реєструють відчутником струму 11, підсилюють підсилювачем 12 та подають на компаратор 13, який формує сигнал для системи CNC 17. Таким чином, у момент торкання інструменту 2 до поверхні деталі 1 створюють наступний контур: перший вихід генератора 14 електромагнітного поля, індентор 5, шпиндель 3, інструмент 2, деталь 1, верстат 16, контакт 15, другий вихід генератора 14 поля. Корисна модель забезпечує значне підвищення ефективності роботи системи контролю торкання об'єктів технологічного процесу обробки металу і, як наслідок, підвищення точності визначення координати поверхні торкання інструмента до деталі. Як показали експериментальні дослідження, точність роботи таких систем у 2,5-3 рази вище відомих аналогів. ФОРМУЛА КОРИСНОЇ МОДЕЛІ Спосіб контролю торкання різального інструмента до деталі, в якому створюють примусове електромагнітне поле в електричному контурі верстата, формують імпульси для подальшого порівняння з рівнем поточного сигналу, який відрізняється тим, що створюють високонадійний гальванічний контакт поверхонь інструмента і деталі, вносять додатковий контактний пристрій в систему верстата, що забезпечує надійний електричний контур, визначають координати поверхні фізичного торкання та сповіщають систему CNC верстата про відсутність контакту поверхонь інструмента і деталі, підтримуючи функцію керування від системи CNC верстата в процесі вимірювання. 2 UA 108742 U Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23Q 17/22, G01B 7/00
Мітки: торкання, інструмента, різального, спосіб, контролю, деталі
Код посилання
<a href="https://ua.patents.su/5-108742-sposib-kontrolyu-torkannya-rizalnogo-instrumenta-do-detali.html" target="_blank" rel="follow" title="База патентів України">Спосіб контролю торкання різального інструмента до деталі</a>
Пристрій контролю торкання різального інструмента поверхні деталі при токарній обробці
Номер патенту: 59356
Опубліковано: 10.05.2011
Автори: Ткаченко Іван Анатолійович, Скицюк Володимир Іванович, Ковальчук Олександр Павлович
МПК: G01B 7/008, G08B 21/00
Мітки: контролю, обробці, інструмента, поверхні, торкання, токарний, пристрій, деталі, різального
Формула / Реферат:
Пристрій контролю торкання різального інструмента поверхні деталі при токарній обробці, що містить електромагнітний відчутник, підключений до електронного блока обробки сигналу, який відрізняється тим, що до електронного блока обробки сигналу включено блок підналагодження частоти електромагнітного відчутника, вихід блока через лінійний підсилювач підключено до перших входів компаратора високого рівня та компаратора низького рівня, до других...
Пристрій для контролю торкання різального інструмента до деталі при токарній обробці
Номер патенту: 40137
Опубліковано: 25.03.2009
Автори: Скицюк Володимир Іванович, Клочко Тетяна Реджинальдівна
МПК: G08B 21/00, B23Q 11/00
Мітки: контролю, інструмента, обробці, торкання, пристрій, різального, деталі, токарний
Формула / Реферат:
Пристрій для контролю торкання різального інструмента до деталі при токарній обробці, що містить електромагнітний відчутник з осердям із намотаною котушкою, модуль обробки сигналу відчутника, який відрізняється тим, що вхід закріпленого на різальному інструменті електромагнітного відчутника підключений до приладу налагодження робочої частоти, вхід якого підключений до стабілізатора напруги, а вихід електромагнітного відчутника підключений до...
Пристрій визначення моменту торкання різального інструмента до поверхні деталі
Номер патенту: 99710
Опубліковано: 25.06.2015
Автори: Скицюк Володимир Іванович, Клочко Тетяна Реджинальдівна
МПК: B23Q 17/00, G01B 7/00
Мітки: торкання, визначення, інструмента, різального, поверхні, моменту, пристрій, деталі
Формула / Реферат:
Пристрій визначення моменту торкання поверхні різального інструмента до деталі, заснований на тому, що відчутник електромагнітного поля, встановлений на шпинделі верстата, підключено до схеми керування, яка містить підсилювачі, логічні елементи, що поєднано із системою керування CNC роботою верстата, який відрізняється тим, що введено відчутник електромагнітного поля різального інструмента, до входів обох відчутників підключено блоки...
Спосіб визначення координати торкання поверхні різального інструмента до деталі
Номер патенту: 92156
Опубліковано: 11.08.2014
Автори: Скицюк Володимир Іванович, Клочко Тетяна Реджинальдівна
МПК: B23Q 17/00
Мітки: інструмента, поверхні, деталі, координати, різального, спосіб, визначення, торкання
Формула / Реферат:
Спосіб визначення координати торкання поверхні різального інструмента до деталі, заснований на тому, що формують інформаційний сигнал, за параметрами якого визначають момент фізичного торкання поверхні інструмента до деталі, який відрізняється тим, що контролюють робочу частоту інформаційного сигналу, порівнюють її із частотою керуючого сигналу та виконують підтримку стабілізації резонансної частоти інформаційного сигналу.
Спосіб реєстрації присутності та торкання різального інструмента
Номер патенту: 30120
Опубліковано: 15.11.2000
Автори: Скицюк Володимир Іванович, Скицюк Максим Володимирович
МПК: B23Q 17/22
Мітки: торкання, інструмента, присутності, спосіб, реєстрації, різального
Формула / Реферат:
Спосіб реєстрації присутності та торкання різального інструмента, заснований на тому, що різальний інструмент охоплюють осердям індукційного перетворювача, по вихідному сигналу якого реєструють присутність інструмента поблизу деталі та момент фізичного торкання, який відрізняється тим, що поряд з індукційним перетворювачем присутності та торкання встановлюють перетворювач електромагнітних шумів та перешкод, сигналом якого синхронізують струм...
Попередній патент: Контактний пристрій тарілки масообмінного апарата
Наступний патент: Спосіб визначення траєкторії руху інструмента у робочому просторі верстата
Випадковий патент: Затвор з пружного матеріалу для пляшок