Спосіб визначення траєкторії руху інструмента у робочому просторі верстата
Номер патенту: 108743
Опубліковано: 25.07.2016
Автори: Скицюк Володимир Іванович, Клочко Тетяна Реджинальдівна
Формула / Реферат
Спосіб визначення траєкторії руху інструмента у робочому просторі верстата, в якому реєструють електромагнітне поле датчиком (відчутником) у робочому просторі верстата, визначають присутність інструмента поблизу деталі, який відрізняється тим, що параметри електромагнітного поля технологічного обладнання визначають за чотирма координатами відносно осі інструмента, здійснюють нормування відчутника за резонансною частотою та амплітудою, реєструють еквівалентний струм, який проходить за геометричною віссю обертання шпинделя верстата, та визначають порушення симетрії електромагнітного поля навколо інструмента.
Текст
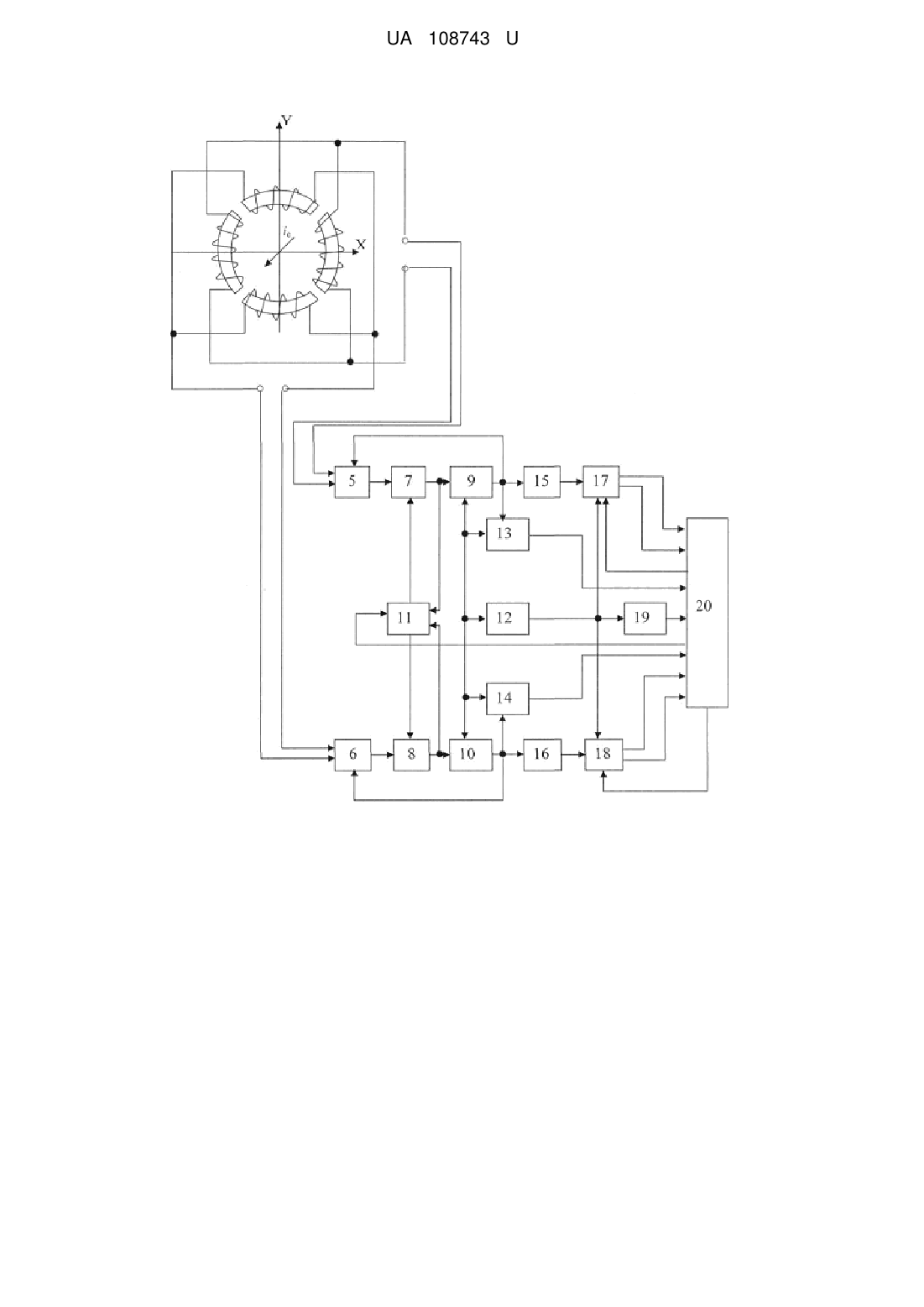
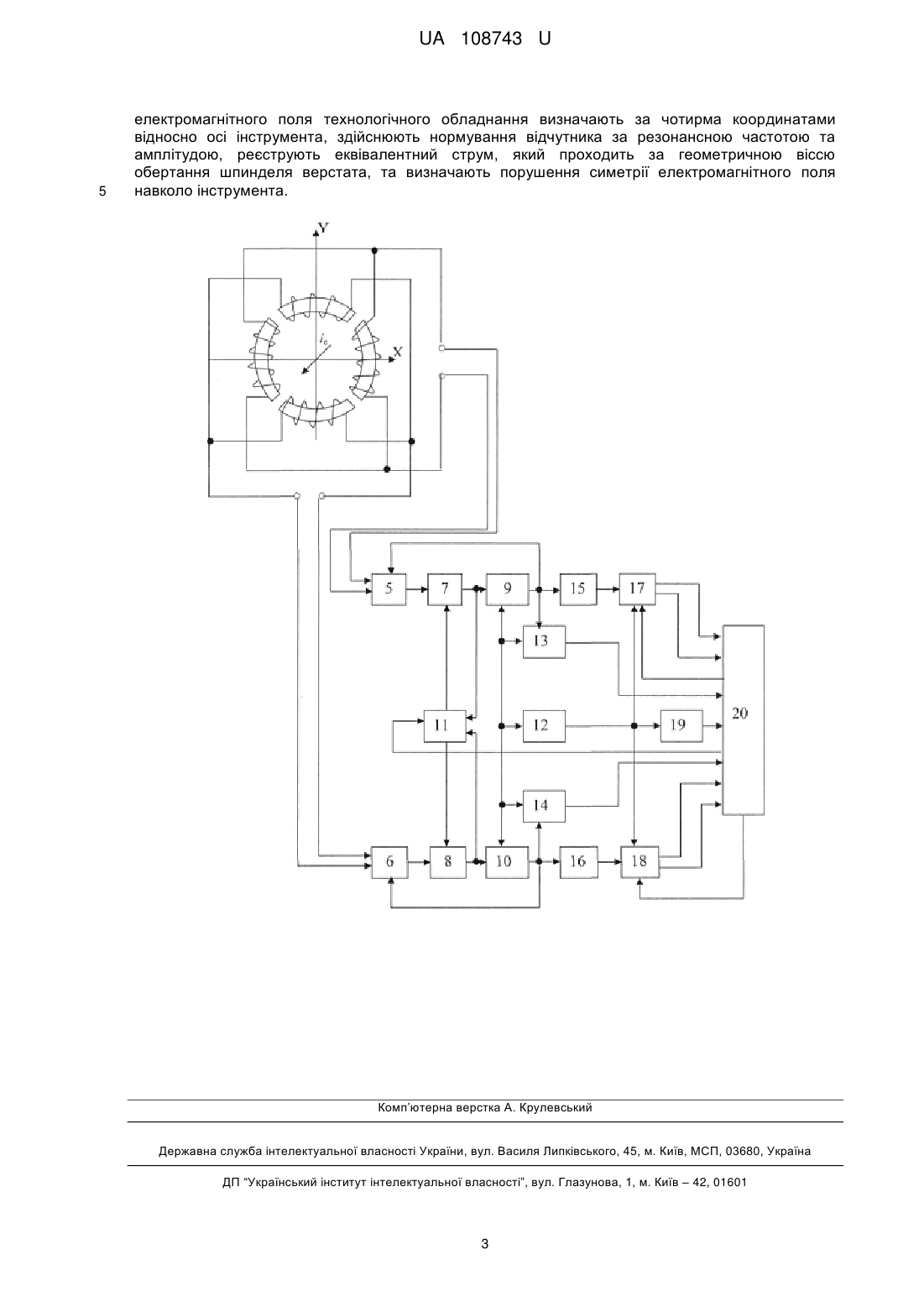
Реферат: Спосіб визначення траєкторії руху інструмента у робочому просторі верстата, в якому реєструють електромагнітне поле відчутником у робочому просторі верстата, визначають присутність інструмента поблизу деталі. Параметри електромагнітного поля технологічного обладнання визначають за чотирма координатами відносно осі інструмента. Здійснюють нормування відчутника за резонансною частотою та амплітудою. Реєструють еквівалентний струм, який проходить за геометричною віссю обертання шпинделя верстата. Визначають порушення симетрії електромагнітного поля навколо інструмента. UA 108743 U (54) СПОСІБ ВИЗНАЧЕННЯ ТРАЄКТОРІЇ РУХУ ІНСТРУМЕНТА У РОБОЧОМУ ПРОСТОРІ ВЕРСТАТА UA 108743 U UA 108743 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель, що пропонується, належить до автоматизації контролю технологічного процесу металообробки на верстатах із системою числового програмного керування (ЧПК) типу Computer Numerical Control (CNC). Призначено для надточного визначення напрямку на деталь відносно інструмента у робочому просторі технологічного обладнання для підвищення точності виготовлення деталі. Відомий спосіб визначення траєкторії руху інструмента у робочому просторі верстата (див. а.с. СРСР № 1374096 МКІ G01N 3/58 опубл. 15.02.1988 г.), згідно з яким реєструють віброакустичний сигнал від різального інструмента, вимірюють потужність різання, за якою оцінюють час від моменту торкання інструмента поверхні деталі до врізання. Недоліком цього способу є недостатньо висока чутливість віброакустичного сигналу до визначення моменту торкання та часу визначення моменту врізання, що призводить до втрати кінцевої точності виготовлення деталі. Найбільш близький до пропонованого способу за сукупністю ознак є відомий спосіб визначення траєкторії руху інструмента у робочому просторі верстата (див. патент України 17046 А МКІ B23Q 15/00 опубл. 18.03.1997 p.), згідно з яким різальний інструмент охоплюють осердям індукційного перетворювача, що встановлюють на технологічному обладнанні, а сигнал перетворювача підсилюють каналом високої чутливості та каналом низької чутливості, присутність інструмента поблизу деталі реєструють за високим рівнем сигналу в каналі високої чутливості, а за високим рівнем сигналу в каналі низької чутливості реєструють фізичне торкання інструмента до деталі. Однак цей спосіб реєстрації має недоліки: недостатні чутливість та захищеність від перешкод каналу присутності, оскільки принципи, які заявлені у способі, однакові та відрізняються лише чутливістю каналів; а також недостатню завадостійкість корисного сигналу. В основу корисної моделі поставлено задачу створити такий спосіб визначення траєкторії руху інструмента у робочому просторі верстата, в якому шляхом визначення моменту втрати симетрії електромагнітного поля (ЕМП) навколо інструмента при торканні поверхні деталі забезпечено коригування траєкторії руху інструменту до деталі, що підвищує точність виготовлення деталі на верстатах з ЧПК типу CNC. Поставлена задача вирішується тим, що в способі визначення траєкторії руху інструмента у робочому просторі верстата, в якому реєструють електромагнітне поле датчиком (відчутником) у робочому просторі верстата, визначають присутність інструмента поблизу деталі, згідно з пропонованою корисною моделлю, новим є те, що параметри електромагнітного поля технологічного обладнання визначають за чотирма координатами відносно осі інструмента, здійснюють нормування відчутника за резонансною частотою та амплітудою, реєструють еквівалентний струм, який проходить за геометричною віссю обертання шпинделя верстата, та визначають порушення симетрії електромагнітного поля навколо інструмента. Підвищення точності визначення напрямку на деталь відносно інструмента у системі верстата досягається тим, що завдяки реєстрації параметрів ЕМП технологічного обладнання за чотирма координатами відносно осі інструмента, нормування за резонансною частотою та амплітудою, а також реєстрації еквівалентного струму, який проходить за геометричною віссю обертання шпинделя верстата, проведено аналіз порушення симетрії ЕМП навколо інструмента для формування відповідних команд системою CNC верстата. Спосіб реалізується наступним чином. Порушення (спотворення) симетрії реєструють відповідними відчутниками ЕМП. Для цього навколо шпинделя верстата встановлюють чотири однакові відчутники ЕМП у формі дуги або паралелепіпеда. Два по одній координаті і два - по іншій вмикають за паралельною схемою, але зустрічно один одному. У тому випадку, коли деталь відсутня у межах присутності ЕМП, у котушках індукується однакова електрорушійна сила (ЕРС) відносно осі інструмента, а еквівалентний струм іс проходить за геометричною віссю обертання шпинделя. Сигнали від координатних відчутників нормуються за частотою та амплітудою і надходять до відповідних координатних аналого-цифрових перетворювачів (АЦП). Координатні АЦП створюють сигнали "присутність" за кожною з координат, а також відстань до деталі. Ці сигнали надходять до системи CNC, яка, користуючись цими величинами, формує траєкторію руху інструмента до деталі, згідно з залежністю: D D2 D2 , (1) x y та відомостями про полярність векторів проекцій D 2 , D 2 . y x Заявлене технічне рішення пояснює креслення. Блок-схему, яка реалізує вищеозначений принцип, відображено на кресленні. 1 UA 108743 U 5 10 15 20 25 30 35 40 45 50 Згідно з запропонованим принципом дії відчутник ЕМП виконано на чотирьох фрагментах феромагнітного осердя (1а, 1б, 3а, 3б), які за формою являють собою ¼ кола. Причому осердя 1а, 1б знаходяться симетрично координати Y, а 3а та 3б - симетрично координати X. По центру системи координат встановлено шпиндель верстата. На кожному з феромагнітних осердь знаходяться відповідні обмотки 2а, 2б на осердях 1а, 1б і 4а, 4б на осердях 3а, 3б. Між осердями 1а, 1б, 3а, 3б зберігається однакова щілина. Котушки 2а, 2б, а також 4а, 4б мають зустрічне увімкнення для компенсації сторонніх електромагнітних перешкод. У випадку появи деталі у безпосередній близькості від інструмента у котушках індукується ЕРС за наступним принципом (координата X) 1 1 E x e1 e 2 2 10 7 a w S sin( t )ie , (2) r r 1 2 де e 1 та e 2 - ЕРС, яку виробляють перші та другі котушки 4а, 4б за координатою X, a - магнітна стала осердя, w - кількість витків в обмотці, S - площа перерізу осердя, - кутова частота генератора опорної частоти, - кут зсуву фази, r1, r2 - радіуси зсуву центра симетрії ЕМП, ie - еквівалентний струм. Для досягнення максимальної якості роботи відчутника ЕМП необхідно його налаштування на резонансну частоту та нормалізація за амплітудою (симетризація). Для цього використовується блоки частотного підналагодження 5 для координати Y і 6 - для координати X. Сигнали з блоків 5 та 6 частотного підналагодження надходять до підсилювачів 7 та 8, які керуються пристроєм 11 балансу координат X та Y. З виходів підсилювачів 7 та 8 сигнали надходять до балансних демодуляторів 9 та 10 координат X та Y. Вихідні сигнали з балансних демодуляторів 9 та 10 надходять до лінійних підсилювачів 15, 16 та визначників полярності координат 13 та 14. Канал координати Y працює наступним чином. За відсутності деталі поблизу інструмента ЕМП не спотворене і тому повинно бути однакове за всіма напрямками. Тобто вихідні сигнали по обох каналах повинні бути рівними нулю. Для цього шпиндель відводиться у максимально рівне ЕМП за всіма напрямками. Після цього система CNC 20 подає команду на пристрій 11 балансу координат, який виконує операцію балансування по обох каналах. Водночас, балансний демодулятор 9 встановлює необхідну частоту роботи відчутників 2а, 2б по координаті Y. Одночасно визначник 13 полярності вектору Y, користуючись опорною частотою від генератора 12, визначає полярність вектора Y і у вигляді сигналу надсилає до системи CNC 20. Одночасно сигнал, підсилений у підсилювачі 15, надходить до блока 17 АЦП. Блок 17 АЦП, користуючись тактовими імпульсами опорного генератора 12 та командами з системи CNC 20, утворює на своєму виході два інформаційних повідомлення. Перше повідомлення - сигнал "присутність" Пу, коли інструмент наблизився на визначену відстань до деталі, ця відстань встановлюється спеціальним програмним забезпеченням. Починаючи з цієї відстані, блок 17 АЦП формує код відстані для системи CNC 20. канал за координатою X працює аналогічно каналу координати Y. Паралельно каналам працює система контролю торкання 19. Система CNC 20, отримуючи сигнали відстані Dx, Dy, разом зі знаком їх полярності проводить обрахунок напрямку та дистанції на деталь за виразом (1), а також вирішує задачі підходу та відходу інструмента до деталі, та можливості того чи іншого руху в межах робочого простору верстата. Пропонований спосіб у порівнянні з прототипом дає можливість підвищити ефективність роботи автоматизованої системи обробки металу, а також підвищити точність визначення напрямку руху інструмента на деталь у робочому просторі верстата, що підвищує точність виготовлення прецизійних деталей приладів. Як довели експериментальні дослідження, точність роботи таких систем у 1,5-2,0 рази вища за наведені аналоги. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 55 Спосіб визначення траєкторії руху інструмента у робочому просторі верстата, в якому реєструють електромагнітне поле датчиком (відчутником) у робочому просторі верстата, визначають присутність інструмента поблизу деталі, який відрізняється тим, що параметри 2 UA 108743 U 5 електромагнітного поля технологічного обладнання визначають за чотирма координатами відносно осі інструмента, здійснюють нормування відчутника за резонансною частотою та амплітудою, реєструють еквівалентний струм, який проходить за геометричною віссю обертання шпинделя верстата, та визначають порушення симетрії електромагнітного поля навколо інструмента. Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: G01N 3/58, B23Q 15/013
Мітки: робочому, руху, визначення, просторі, інструмента, верстата, траєкторії, спосіб
Код посилання
<a href="https://ua.patents.su/5-108743-sposib-viznachennya-traehktori-rukhu-instrumenta-u-robochomu-prostori-verstata.html" target="_blank" rel="follow" title="База патентів України">Спосіб визначення траєкторії руху інструмента у робочому просторі верстата</a>
Спосіб визначення моменту процесу запалювання дуги та зміни режиму руху при холостому ході електрода-інструмента верстата розмірної обробки дугою
Номер патенту: 110050
Опубліковано: 10.11.2015
Автори: Савеленко Григорій Володимирович, Єрмолаєв Юрій Олексійович
МПК: B23H 7/32, B23H 7/26, B23H 1/02, B23H 7/18, G05B 13/02, H05B 7/152
Мітки: обробки, дугою, зміни, процесу, моменту, розмірної, дуги, запалювання, електрода-інструмента, холостому, режиму, ході, руху, верстата, визначення, спосіб
Формула / Реферат:
Спосіб визначення моменту процесу запалювання дуги та зміни режиму руху при холостому ході електрода-інструмента верстата розмірної обробки стаціонарною дугою, при якому регулюють міжелектродний проміжок шляхом подачі електрода-інструмента за допомогою команд регулятора міжелектродного проміжку, зв'язаного зворотним від'ємним зв'язком по напрузі джерела живлення дуги, за рівнем якої визначають напрям подачі електрода інструмента, а при...
Спосіб організації прямотечійного руху газів в робочому просторі мартенівської печі
Номер патенту: 75463
Опубліковано: 17.04.2006
Автори: Хлистун Сергій Володимирович, Мартинюк Григорій Феодосійович
Мітки: печі, робочому, просторі, руху, організації, мартенівської, газів, спосіб, прямотечійного
Формула / Реферат:
1. Спосіб організації прямотечійного руху газів в робочому просторі мартенівської печі, що включає використання регенераторів теплоти відхідних газів, який відрізняється тим, що регенератори розміщують паралельно робочому простору печі з одним загальним для обох регенераторів шлаковиком, а рух газів в робочому просторі формують за рахунок газів, що витікають із паливних пальників, і стиснутого повітря, що подається в додатково передбачені...
Пристрій для кріплення та звільнення інструмента у шпинделі верстата
Номер патенту: 56207
Опубліковано: 15.05.2003
Автор: Трактовенко Борис Срульович
МПК: B23B 31/02, B23C 5/00
Мітки: шпинделі, пристрій, кріплення, верстата, інструмента, звільнення
Формула / Реферат:
Пристрій для кріплення та звільнення інструмента у шпинделі верстата, який містить шомпол, привід переміщення шомпола та затискні пружини, який відрізняється тим, що він містить гайку, яка розміщена на шпинделі з можливістю взаємодії з затискними пружинами і шомполом, та упор, який встановлений в корпусі шпиндельного вузла з можливістю взаємодії з гайкою, при цьому приводом переміщення шомпола є привід обертання шпинделя.
Спосіб визначення зносу різального інструмента для металооброблювальних верстатів з числовим програмним керуванням
Номер патенту: 15582
Опубліковано: 17.07.2006
Автори: Діордіца Ірина Миколаївна, Усачев Петро Антонович, Скицюк Володимир Іванович
МПК: B23Q 15/00, B23B 25/00
Мітки: керуванням, різального, зносу, верстатів, спосіб, визначення, числовим, інструмента, програмним, металооброблювальних
Формула / Реферат:
Спосіб визначення зносу різального інструмента для металооброблювальних верстатів з числовим програмним керуванням, що заснований на утворенні електричного ланцюга з різального інструмента, ізольованого від верстата, та деталі, яку оброблюють, реєстрації від зони контакту різального інструмента з деталлю електричного інформаційного сигналу, параметри якого залежать від ступеня зносу різального інструмента, який відрізняється тим, що додатково...
Мобільний робот для переміщення по довільно орієнтованим у робочому просторі поверхням
Номер патенту: 104113
Опубліковано: 12.01.2016
Автори: Герасін Олександр Сергійович, Тростинський Михайло Миколайович, Кондратенко Юрій Пантелійович, Топалов Андрій Миколайович, Рижков Ростислав Сергійович, Кушнір Володимир Олександрович
МПК: B25J 9/00, B25J 15/00
Мітки: поверхням, довільно, мобільній, переміщення, просторі, робочому, робот, орієнтованим
Формула / Реферат:
Мобільний робот для переміщення по довільно орієнтованим у робочому просторі поверхням, що містить вакуумний захватний пристрій безконтактного типу для утримання робота на поверхні, дистанційний блок керування електродвигунами мобільного робота та раму плоскої конструкції, яка оснащена колісним механізмом переміщення мобільного робота, що містить ведене колесо та пару ведучих коліс, які закріплені на задній частині плоскої рами і зв'язані...
Попередній патент: Спосіб контролю торкання різального інструмента до деталі
Наступний патент: Спосіб палетування рулонів
Випадковий патент: Освітлювальний пристрій