Спосіб зміцнення прокатних валків
Номер патенту: 108913
Опубліковано: 10.08.2016
Автори: Лещинський Леонід Кимович, Мазур Владислав Олександрович


Формула / Реферат
Спосіб зміцнення прокатних валків, ще включає наплавлення із заданим кроком, що забезпечує перекриття суміжних валиків, і подальший поверхневий нагрів висококонцентрованим джерелом тепла, яке переміщається по гвинтовій лінії з утворенням окремих доріжок, який відрізняється тим, що при поверхневому нагріванні суміщають положення осі симетрії першої доріжки з віссю симетрії першого наплавленого валика, а ширину доріжок по всій поверхні нагрівання вибирають із співвідношення: 0,25 • Ввал £ Вдор £ 0,75 • Ввал таким чином, щоб сумарна ширина двох суміжних доріжок дорівнювала ширині наплавленого валика або була менше цієї ширини на величину зазору між суміжними доріжками, при цьому зазор вибирають із співвідношення:
0,04 • Вдор £ Z £ 0,12 • Вдор, де Вдор - ширина доріжки; Ввал - ширина наплавленого валика; Z - величина зазору між суміжними доріжками.
Текст
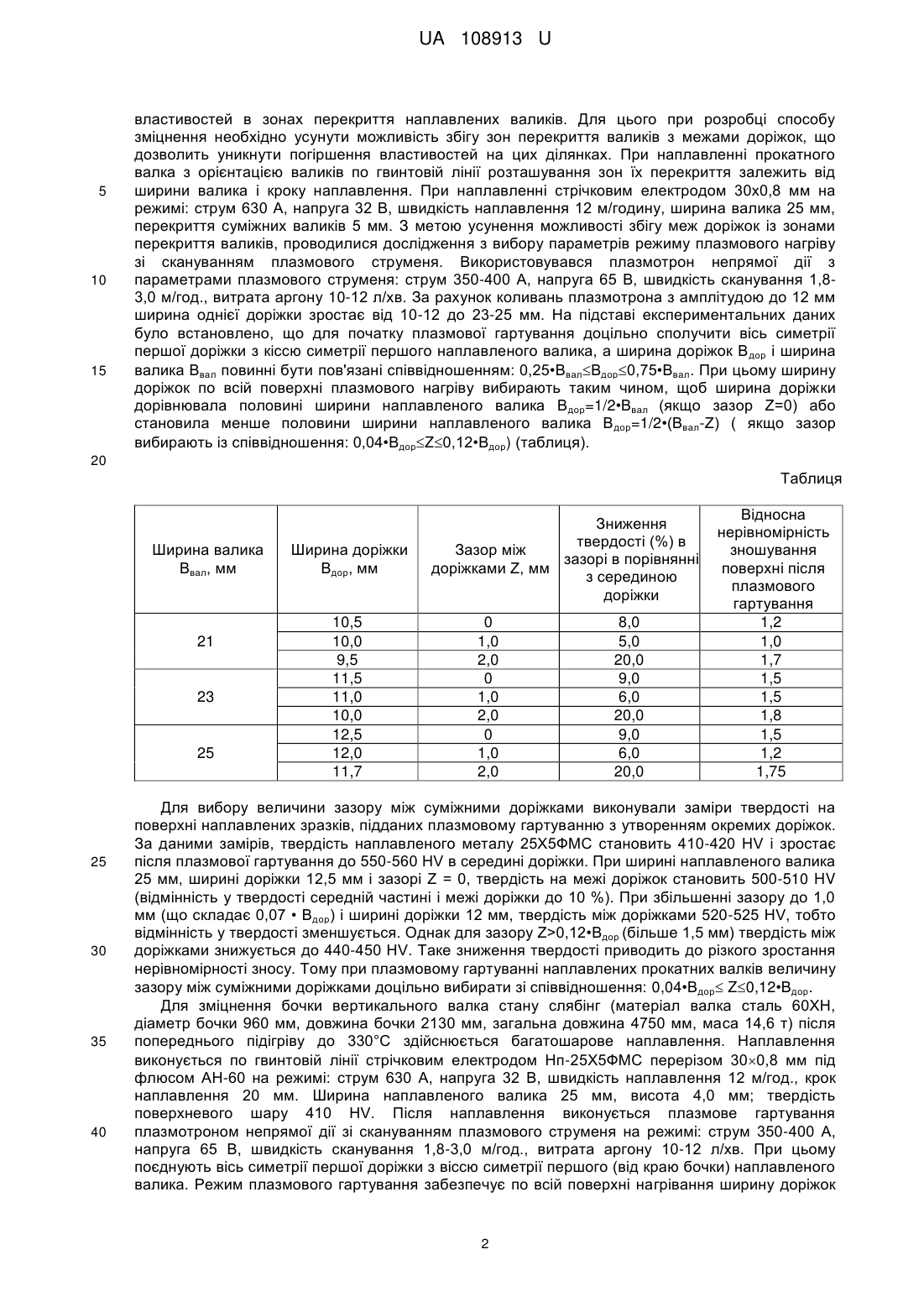
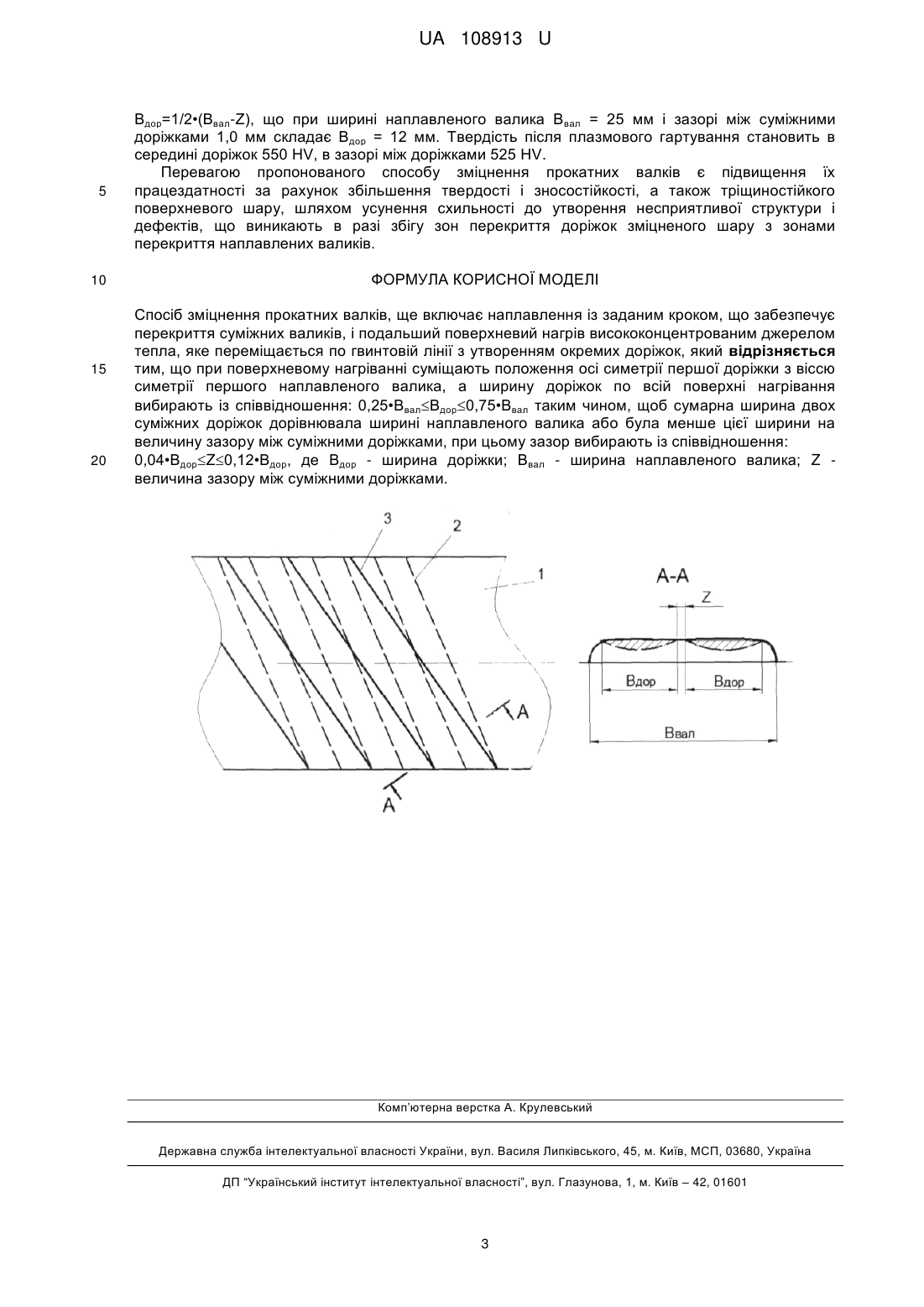
Реферат: Спосіб зміцнення прокатних валків включає наплавлення із заданим кроком, що забезпечує перекриття суміжних валиків, і подальший поверхневий нагрів висококонцентрованим джерелом тепла, яке переміщається по гвинтовій лінії з утворенням окремих доріжок. При поверхневому нагріванні суміщають положення осі симетрії першої доріжки з віссю симетрії першого наплавленого валика, а ширину доріжок по всій поверхні нагрівання вибирають із співвідношення: 0,25•ВвалВдор0,75•Ввал таким чином, щоб сумарна ширина двох суміжних доріжок дорівнювала ширині наплавленого валика або була менше цієї ширини на величину зазору між суміжними доріжками, при цьому зазор вибирають із співвідношення: 0,04•ВдорZ0,12•Вдор, де Вдор - ширина доріжки; Ввал - ширина наплавленого валика; Z величина зазору між суміжними доріжками. UA 108913 U (54) СПОСІБ ЗМІЦНЕННЯ ПРОКАТНИХ ВАЛКІВ UA 108913 U UA 108913 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до металургійної промисловості в частині методів підвищення довговічності і працездатності змінного технологічного інструменту, а саме до технології зміцнення прокатних валків наплавленням і поверхневим нагріванням висококонцентрованим джерелом тепла. Відомий спосіб зміцнення прокатних валків шляхом наплавлення і подальшого плазмового гартування наплавленої поверхні валка з утворенням зміцнюваних доріжок, що перекривають одна одну (див. статтю: Опыт разработки и внедрения технологии плазменной закалки прокатных валков ОАО "ЕВРАЗ НТМК" // Сталь. - 2015. - № 5. - С. 54-58). Недоліком відомого є знижена твердість зон перекриття, що призводить до нерівномірного зносу валка і зниження терміну служби. Відомий спосіб зміцнення чавунних валків стислою скануючою дугою прямої дії з перекриттям зон зміцнення на 1/3 - 1/2 ширини (див. статтю: Поверхностное упрочнение чугуна с шаровидным графитом электрической дугой прямого действия //Изв. вузов. Чёрная металлургия. - 1994. - № 10. - С. 48-49). Недолік відомого - мала глибина загартованого шару, підвищена крихкість і висока неоднорідність твердості і зносостійкості, що різко знижує працездатність валка. Відомий спосіб поверхневого зміцнення інструменту, що має форму тіла обертання, що включає поверхневий нагрів висококонцентрованим джерелом з формуванням зміцненого шару з окремих доріжок, що мають у перерізі форму сегмента кола та перекривають один одного на 0,05-0,1 ширини доріжки (Патент України № 41413, С21D 1/06). Недоліком відомого є наявність вузької, однак, досить вираженої зони перекриття, що при можливому розташування цієї зони в діаметральній площини тіла обертання сприяє утворенню та розвитку кільцевої тріщини. Найбільш близьким за своєю технічною суттю і результатами, що досягаються, є спосіб зміцнення прокатного валка шляхом наплавлення із заданим кроком, що забезпечує перекриття суміжних валиків, з подальшим поверхневим нагріванням висококонцентрованим джерелом тепла, що переміщається з кроком наплавлення. При використанні як джерело тепла плазмового струменя нагрівання в режимі гартування здійснюється шляхом переміщення плазмотрону по гвинтовій лінії з утворенням окремих доріжок. Від параметрів режиму наплавлення та плазмової обробки залежить ширина валиків, що наплавляються, і зміцнених доріжок, а також величина перекриття (А.С. СССР № 1133778 , В23К 9/04) - прототип. Недолік прототипу - невизначеність величини перекриття або зазору між суміжними зміцненими доріжками; крім того, межі зміцнених доріжок можуть збігатися з зонами перекриття суміжних валиків. Такий збіг збільшує ймовірність утворення крайових дефектів, а також несприятливої структури, схильної до розтріскування. В основу корисної моделі поставлена задача удосконалити спосіб зміцнення прокатних валків, який дозволить підвищити їх ресурс шляхом усунення схильності до утворення дефектів і провалів твердості при збігу зон перекриття доріжок зміцненого шару з зонами перекриття наплавлених валиків, зменшення нерівномірності зносу робочої поверхні валків. Для вирішення поставленої задачі в способі зміцнення прокатних валків, що включає наплавлення із заданим кроком, що забезпечує перекриття суміжних валиків, і подальший поверхневий нагрів висококонцентрованим джерелом тепла, який переміщається по гвинтовій лінії з утворенням окремих доріжок, відповідно до корисної моделі, при поверхневому нагріванні суміщають положення осі симетрії першої доріжки з віссю симетрії першого наплавленого валика, а ширину доріжок по всій поверхні нагрівання вибирають із співвідношення: 0,25•ВвалВдор0,75•Ввал таким чином, щоб сумарна ширина двох суміжних доріжок дорівнювала ширині наплавленого валика або була менше цієї ширини на величину зазору між суміжними доріжками, при цьому зазор вибирають із співвідношення: 0,04•ВдорZ0,12•Вдор, де Вдор - ширина доріжки; Ввал - ширина наплавленого валика; Z - величина зазору між суміжними доріжками. Суть процесу пояснюється за допомогою креслення, на якому: 1 - наплавлюваний виріб, 2 доріжка плазмового впливу, 3 - наплавлений валик. Застосування технології зміцнення прокатних валків, що поєднує наплавлення з наступним нагріванням поверхні висококонцентрованим джерелом тепла, дозволяє різко підвищити твердість і зносостійкість валків, не вимагаючи більш високого легування наплавленого металу. Однак поєднання наплавлення з перекриттям суміжних валиків і локального поверхневого нагріву плазмовим струменем з утворенням окремих доріжок вимагає розробки способу, при якому локальний нагрів не призведе до додаткового зниження твердості і деградації 1 UA 108913 U 5 10 15 властивостей в зонах перекриття наплавлених валиків. Для цього при розробці способу зміцнення необхідно усунути можливість збігу зон перекриття валиків з межами доріжок, що дозволить уникнути погіршення властивостей на цих ділянках. При наплавленні прокатного валка з орієнтацією валиків по гвинтовій лінії розташування зон їх перекриття залежить від ширини валика і кроку наплавлення. При наплавленні стрічковим електродом 30x0,8 мм на режимі: струм 630 А, напруга 32 В, швидкість наплавлення 12 м/годину, ширина валика 25 мм, перекриття суміжних валиків 5 мм. З метою усунення можливості збігу меж доріжок із зонами перекриття валиків, проводилися дослідження з вибору параметрів режиму плазмового нагріву зі скануванням плазмового струменя. Використовувався плазмотрон непрямої дії з параметрами плазмового струменя: струм 350-400 А, напруга 65 В, швидкість сканування 1,83,0 м/год., витрата аргону 10-12 л/хв. За рахунок коливань плазмотрона з амплітудою до 12 мм ширина однієї доріжки зростає від 10-12 до 23-25 мм. На підставі експериментальних даних було встановлено, що для початку плазмової гартування доцільно сполучити вісь симетрії першої доріжки з кіссю симетрії першого наплавленого валика, а ширина доріжок В дор і ширина валика Ввал повинні бути пов'язані співвідношенням: 0,25•ВвалВдор0,75•Ввал. При цьому ширину доріжок по всій поверхні плазмового нагріву вибирають таким чином, щоб ширина доріжки дорівнювала половині ширини наплавленого валика Вдор=1/2•Ввал (якщо зазор Z=0) або становила менше половини ширини наплавленого валика Вдор=1/2•(Ввал-Z) ( якщо зазор вибирають із співвідношення: 0,04•ВдорZ0,12•Вдор) (таблиця). 20 Таблиця Ширина валика Ввал, мм 21 23 25 25 30 35 40 Ширина доріжки Вдор, мм 10,5 10,0 9,5 11,5 11,0 10,0 12,5 12,0 11,7 Зниження твердості (%) в Зазор між зазорі в порівнянні доріжками Z, мм з серединою доріжки 0 1,0 2,0 0 1,0 2,0 0 1,0 2,0 8,0 5,0 20,0 9,0 6,0 20,0 9,0 6,0 20,0 Відносна нерівномірність зношування поверхні після плазмового гартування 1,2 1,0 1,7 1,5 1,5 1,8 1,5 1,2 1,75 Для вибору величини зазору між суміжними доріжками виконували заміри твердості на поверхні наплавлених зразків, підданих плазмовому гартуванню з утворенням окремих доріжок. За даними замірів, твердість наплавленого металу 25Х5ФМС становить 410-420 HV і зростає після плазмової гартування до 550-560 HV в середині доріжки. При ширині наплавленого валика 25 мм, ширині доріжки 12,5 мм і зазорі Z = 0, твердість на межі доріжок становить 500-510 HV (відмінність у твердості середній частині і межі доріжки до 10 %). При збільшенні зазору до 1,0 мм (що складає 0,07 • Вдор) і ширині доріжки 12 мм, твердість між доріжками 520-525 HV, тобто відмінність у твердості зменшується. Однак для зазору Z>0,12•Вдор (більше 1,5 мм) твердість між доріжками знижується до 440-450 HV. Таке зниження твердості приводить до різкого зростання нерівномірності зносу. Тому при плазмовому гартуванні наплавлених прокатних валків величину зазору між суміжними доріжками доцільно вибирати зі співвідношення: 0,04•Вдор Z0,12•Вдор. Для зміцнення бочки вертикального валка стану слябінг (матеріал валка сталь 60ХН, діаметр бочки 960 мм, довжина бочки 2130 мм, загальна довжина 4750 мм, маса 14,6 т) після попереднього підігріву до 330°С здійснюється багатошарове наплавлення. Наплавлення виконується по гвинтовій лінії стрічковим електродом Нп-25Х5ФМС перерізом 300,8 мм під флюсом АН-60 на режимі: струм 630 А, напруга 32 В, швидкість наплавлення 12 м/год., крок наплавлення 20 мм. Ширина наплавленого валика 25 мм, висота 4,0 мм; твердість поверхневого шару 410 HV. Після наплавлення виконується плазмове гартування плазмотроном непрямої дії зі скануванням плазмового струменя на режимі: струм 350-400 А, напруга 65 В, швидкість сканування 1,8-3,0 м/год., витрата аргону 10-12 л/хв. При цьому поєднують вісь симетрії першої доріжки з віссю симетрії першого (від краю бочки) наплавленого валика. Режим плазмового гартування забезпечує по всій поверхні нагрівання ширину доріжок 2 UA 108913 U 5 10 15 20 Вдор=1/2•(Ввал-Z), що при ширині наплавленого валика Ввал = 25 мм і зазорі між суміжними доріжками 1,0 мм складає Вдор = 12 мм. Твердість після плазмового гартування становить в середині доріжок 550 HV, в зазорі між доріжками 525 HV. Перевагою пропонованого способу зміцнення прокатних валків є підвищення їх працездатності за рахунок збільшення твердості і зносостійкості, а також тріщиностійкого поверхневого шару, шляхом усунення схильності до утворення несприятливої структури і дефектів, що виникають в разі збігу зон перекриття доріжок зміцненого шару з зонами перекриття наплавлених валиків. ФОРМУЛА КОРИСНОЇ МОДЕЛІ Спосіб зміцнення прокатних валків, ще включає наплавлення із заданим кроком, що забезпечує перекриття суміжних валиків, і подальший поверхневий нагрів висококонцентрованим джерелом тепла, яке переміщається по гвинтовій лінії з утворенням окремих доріжок, який відрізняється тим, що при поверхневому нагріванні суміщають положення осі симетрії першої доріжки з віссю симетрії першого наплавленого валика, а ширину доріжок по всій поверхні нагрівання вибирають із співвідношення: 0,25•ВвалВдор0,75•Ввал таким чином, щоб сумарна ширина двох суміжних доріжок дорівнювала ширині наплавленого валика або була менше цієї ширини на величину зазору між суміжними доріжками, при цьому зазор вибирають із співвідношення: 0,04•ВдорZ0,12•Вдор, де Вдор - ширина доріжки; Ввал - ширина наплавленого валика; Z величина зазору між суміжними доріжками. Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B22D 19/00, C21D 1/06
Мітки: зміцнення, прокатних, валків, спосіб
Код посилання
<a href="https://ua.patents.su/5-108913-sposib-zmicnennya-prokatnikh-valkiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб зміцнення прокатних валків</a>
Спосіб зміцнення поверхні прокатних валків
Номер патенту: 35063
Опубліковано: 15.03.2001
Автори: Тилик Василь Трохимович, Мацко Сергій Володимирович, Вербицький Валерій Абрамович, Путнокі Олександр Юліусович, Штехно Олег Миколайович, Ніколаєв Віктор Олександрович, Мовшович Вілорд Соломонович, Трофімов Віталій Олександрович, Васильєв Олександр Геннадійович
МПК: B21B 1/00
Мітки: зміцнення, прокатних, валків, поверхні, спосіб
Формула / Реферат:
Спосіб зміцнення поверхні прокатних валків, що включає попереднє шліфування на потрібний діаметр, обкатку поверхні валка роликом при обертанні валка навколо осі в горизонтальній площині відрізняється тим, що обкатку поверхні шийок валка виконують шляхом диференціювання величин пластичної деформації в залежності від початкової твердості шийок, при цьому величину обтиску встановлюють за виразомде - абсолютний пластичний обтиск...
Спосіб виготовлення прокатних валків
Номер патенту: 92559
Опубліковано: 26.08.2014
Автори: Степнова Юлія Олександрівна, Степнов Ксенофонт Ксенофонтович, Лещинський Леонід Кимович, Матвиенко Володимир Миколайович, Мазур Владислав Олександрович
МПК: B21B 28/00, B23K 9/04
Мітки: прокатних, валків, спосіб, виготовлення
Формула / Реферат:
1. Спосіб виготовлення прокатних валків, що включає наплавлення бочки шарами з матеріалів, різних за хімічним складом і властивостями, виконаними з валиків (швів), що перекривають один одного, орієнтація яких в кожному наступному шарі перпендикулярна їх орієнтації в попередньому шарі, який відрізняється тим, що перший шар наплавляють кільцевими валиками (швами), а останній шар - валиками (швами), орієнтованими уздовж твірної бочки...
Спосіб зміцнення металевої поверхні, переважно прокатних валків
Номер патенту: 36525
Опубліковано: 16.04.2001
Автори: Зозуля Сергій Леонідович, Александров Сергій Миколайович, Бузов Володимир Валентинович, Нікітін Ігорь Владіміровіч, Гамідов Ельмін Аббас-огли, Зозуля Володимир Леонідович
МПК: B21B 28/00
Мітки: валків, поверхні, переважно, спосіб, прокатних, зміцнення, металевої
Формула / Реферат:
1. Спосіб зміцнення металевої поверхні, переважно прокатних валків, який включає їх обробку пружньою щіткою, яка взаємодіє з джерелом модифікуючої речовини, який відрізняється тим, що після попередньої очистки поверхні охолодженого валка віброщіткою, її обробляють іншою пружньою щіткою, на яку подають суспензію, яка містить порошок, виготовлений з природних мінералів або суміші природних мінералів, обраних з ряду шаруватих силікатів,...
Спосіб відновлення прокатних валків

Номер патенту: 83320
Опубліковано: 10.09.2013
Автори: Бусов Володимир Львович, Іофін Ігор Давидович, Міхеєнко Денис Юрійович
МПК: B21B 28/00, G01N 29/09, B23P 6/00
Мітки: спосіб, прокатних, відновлення, валків
Формула / Реферат:
Спосіб відновлення прокатних валків, що включає механічне видалення дефектів, підігрів, наплавлення і наступні термічну і механічну обробки, який відрізняється тим, що для підвищення терміну служби валків у процесі їх експлуатації, на етапі перешліфувань робочої поверхні валків проводять неруйнівний ультразвуковий контроль структури загартованого шару і при наявності підповерхневих осередків руйнації виділяють фарбовідмітником кільцеві...
Спосіб відновлення прокатних валків і механічного устаткування циліндричної форми методом електродугового наплавлення під флюсом
Номер патенту: 39183
Опубліковано: 10.02.2009
Автори: Лук'янчиков Олександр Миколайович, Матвієнков Сергій Анатолійович, Гапонов Борис Петрович, Куракін Юрій Миколайович, Климанчук Владислав Владиславович, Форман Сергій Вікторович, Омельяненко Микола Іванович, Шебаніц Едуард Миколайович
МПК: B21B 28/00, B23P 6/00
Мітки: механічного, методом, устаткування, спосіб, прокатних, циліндричної, флюсом, валків, електродугового, форми, відновлення, наплавлення
Формула / Реферат:
Спосіб відновлення прокатних валків і механічного устаткування циліндричної форми методом електродугового наплавлення під флюсом, що включає механічну обробку, розігрів заготівки, електродугове наплавлення з подачею наплавного електрода в зону наплавлення, наступне охолодження в термостаті, який відрізняється тим, що як наплавний електрод використовують стрічковий електрод товщиною до 1,5 мм із маловуглецевої сталі марки 08кп під легуючим...
Попередній патент: Спосіб лікування вегетативної дисфункції за гіпертензивним типом у дітей
Наступний патент: Спосіб зміцнення деталей циліндричної форми
Випадковий патент: Пристрій реєстрації насіння в потоці