Спосіб холодної прокатки штаб
Номер патенту: 108967
Опубліковано: 10.08.2016
Автори: Ніколаєв Віктор Олександрович, Ніколенко Андрій Георгійович, Васильєв Олександр Геннадійович, Набока Володимир Іванович
Формула / Реферат
Спосіб холодної прокатки штаб, що включає розмотування рулонів за допомогою розмотувача, нагрівання гарячекатаного підкату за допомогою прохідної підігрівальної печі і подавання в прокатні кліті стана, який відрізняється тим, що в прохідній печі виконують нагрівання рулонів з гарячекатаним підкатом, а як теплоносій, що транспортується по трубах, розташованих уздовж печі по ходу руху рулонів, використовують, наприклад, перегріту пару або продукти горіння газу.
Текст
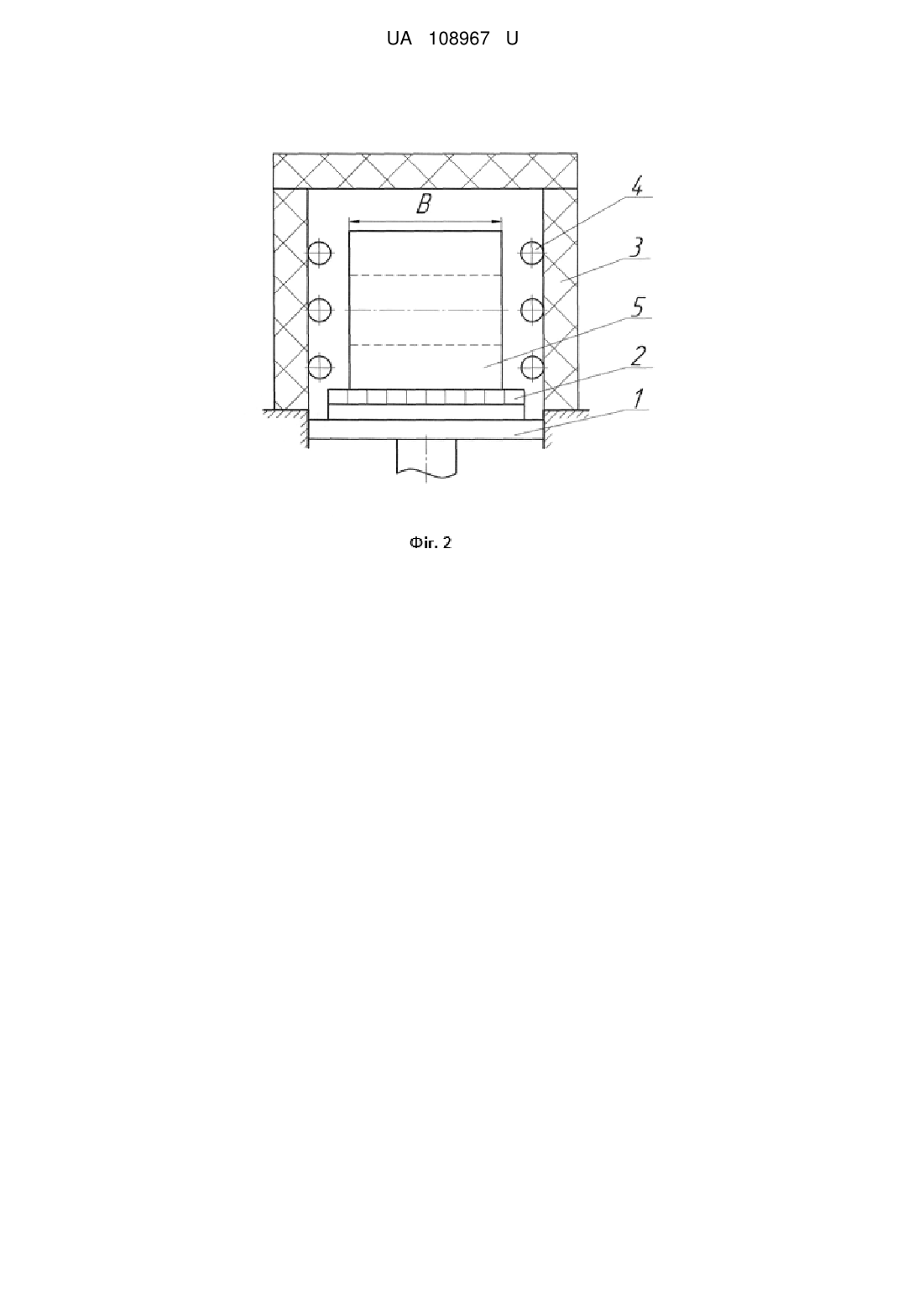
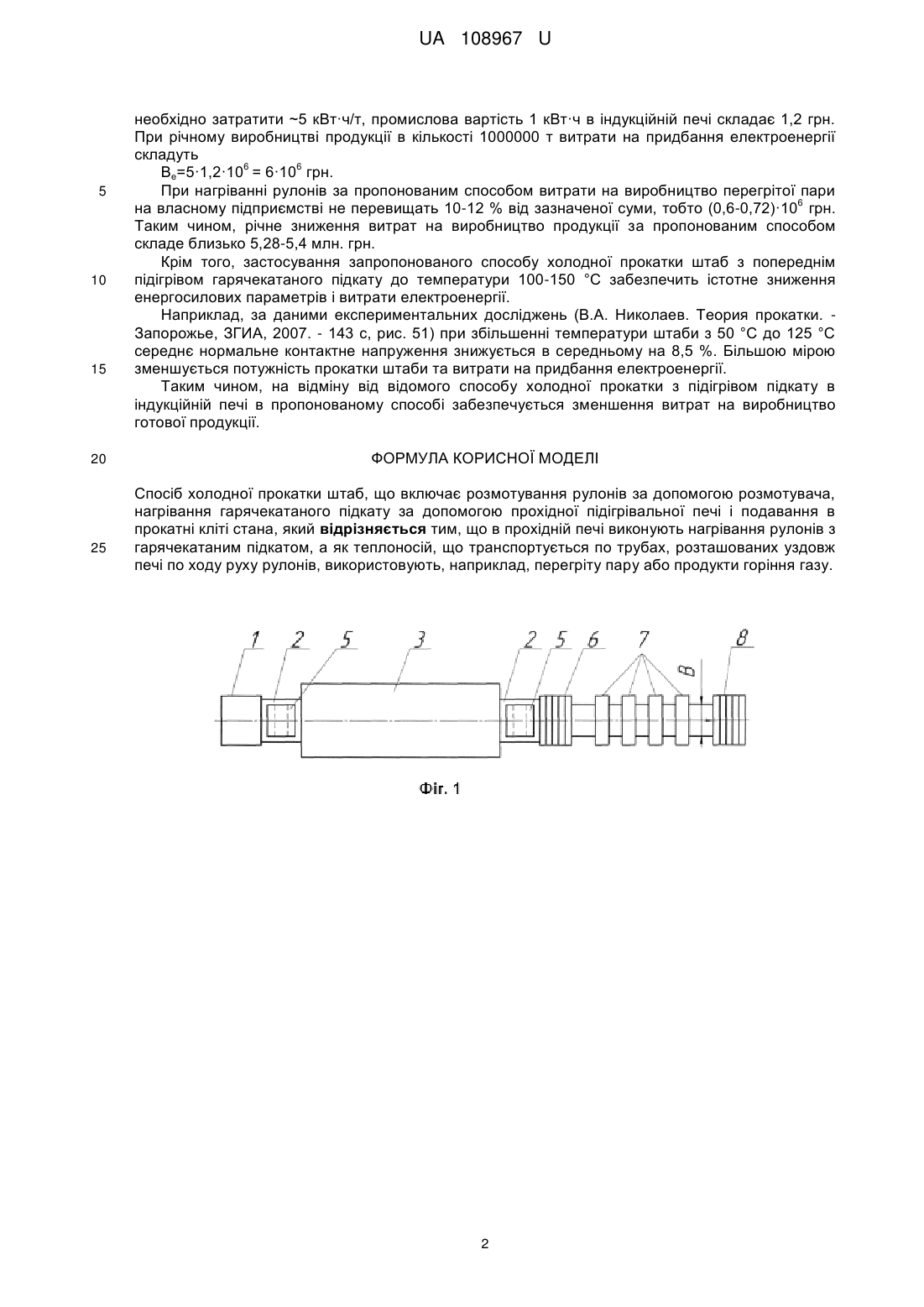
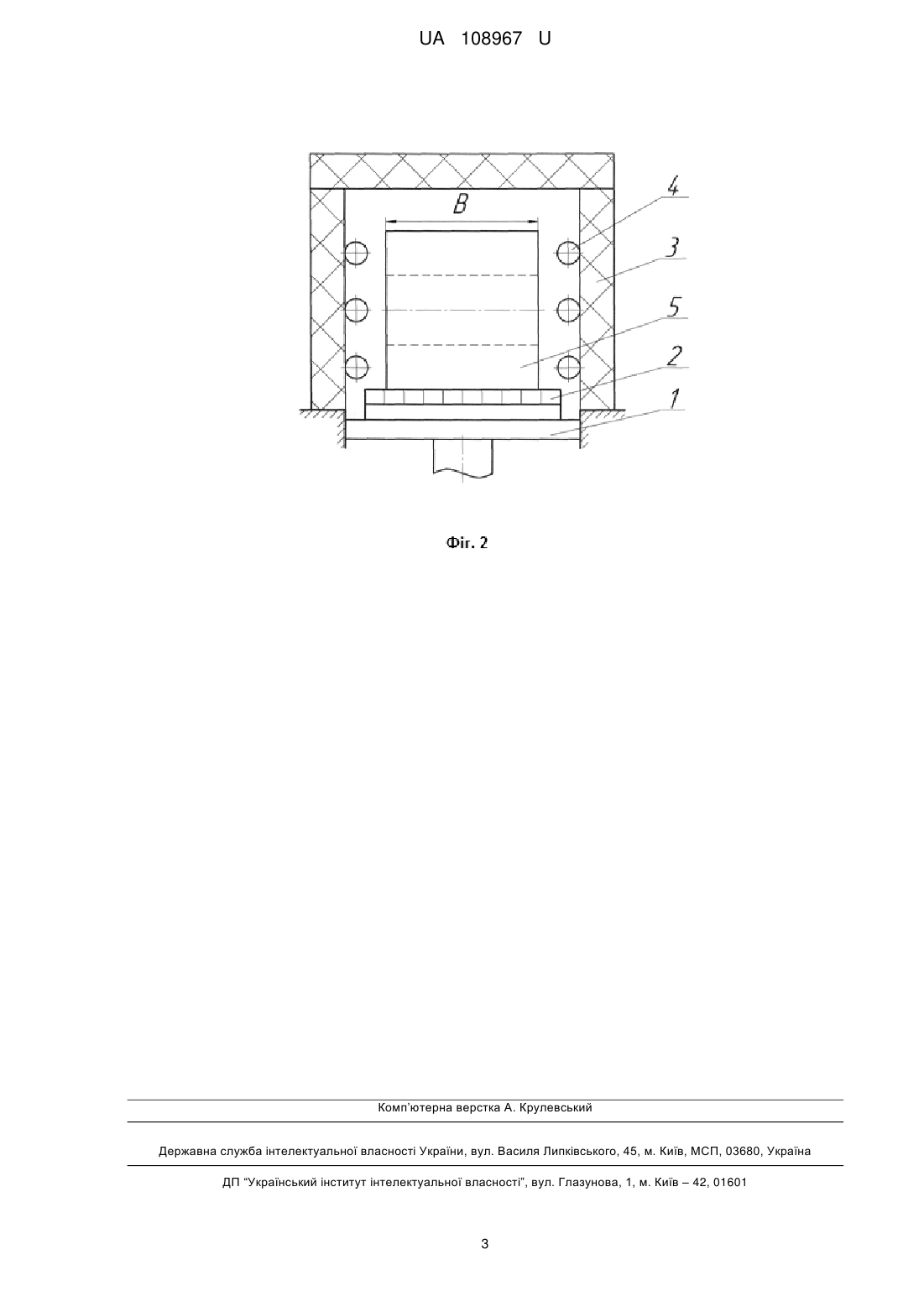
Реферат: Спосіб холодної прокатки штаб включає розмотування рулонів за допомогою розмотувача, нагрівання гарячекатаного підкату за допомогою прохідної підігрівальної печі і подавання в прокатні кліті стана. В прохідній печі виконують нагрівання рулонів з гарячекатаним підкатом. Як теплоносій, що транспортується по трубах, розташованих уздовж печі по ходу руху рулонів, використовують, наприклад, перегріту пару або продукти горіння газу. UA 108967 U (12) UA 108967 U UA 108967 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до прокатного виробництва, зокрема до холодної прокатки штаб. Однією з проблем холодної прокатки є нестабільність процесу внаслідок зміни температури гарячекатаних рулонів (штаб) в межах 10-60 °С перед подачею в кліть № 1 в різний період роботи стана. Температура рулону залежить від часу, що пройшов після травлення в безперервно-травильному агрегаті, з якого штаба виходить з температурою t>60 °C, і від температури навколишнього середовища в цеху. У зимовий період температура рулону (гарячекатаної штаби) завжди менше, ніж влітку. Стабілізувати температуру штаби в гарячекатаному рулоні можливо шляхом нагрівання її перед початком прокатки. Відомий спосіб холодної прокатки штаб, в якому на робочі та опорні валки подають емульсію (мастильно-охолоджуючу рідину - МОР) з раціональною температурою 40-50 °С (А.П. Грудев и др. Технология прокатного производства. - М.: Металлургия, 1994. - С. 417). У даній технології МОР призначена для охолодження валків і деформованої штаби, а також для зниження коефіцієнта тертя в осередках деформації клітей. Недоліком цього способу холодної прокатки є змінна температура гарячекатаної штаби в рулоні, величина якої, як показує практика роботи станів, знаходиться в межах 10-50 °С, що дестабілізує роботу стана в часі. Призводить до збільшення витрати енергії на прокатку холодних рулонів. Найбільш близьким за сукупністю ознак до способу, що заявляється, є спосіб холодної прокатки, в якому гарячекатаний підкат, перед подачею у валки кліті № 1 стана, нагрівають до 150 °С в індукційній прохідній печі (В.А. Николаев. Исследования параметров, способы и устройства прокатки полос. - Запорожье: Акцент Инвест-трейд, 2012. - С. 138). Недоліком такого способу є необхідність великих фінансових вкладень для виконання реконструкції працюючого стана з метою звільнення місця для установки індукційної печі, на придбання індукційної печі, а також для нагрівання рулонів необхідно додатково витрачати електроенергію. В основу корисної моделі поставлена задача створення способу, в якому збільшують температуру рулону шляхом застосування прохідної підігрівальної печі на ділянці перед розмотувачем прокатного стана з подальшою прокаткою підігрітого металу в рулонах і забезпеченням зниження енергосилових параметрів прокатки і зниження витрат електроенергії. Для вирішення поставленої задачі в способі холодної прокатки штаб, що включає розмотування рулонів за допомогою розмотувача, нагрівання гарячекатаного підкату за допомогою прохідної підігрівальної печі і подавання в прокатні кліті стана, згідно з корисною моделлю в прохідній печі виконують нагрівання рулонів з гарячекатаним підкатом, а як теплоносій, що транспортується по трубах, розташованих уздовж печі по ходу руху рулонів, використовують, наприклад, перегріту пару або продукти горіння газу. Використання запропонованого способу холодної прокатки штаб забезпечить скорочення фінансових витрат на організацію нагрівання рулонів з гарячекатаним підкатом до 100-150 °С за рахунок використання власних технічних можливостей підприємства без реконструкції прокатного стана. На фіг. 1, 2 представлені схеми розташування агрегатів для нагрівання рулонів і доставки їх до прокатного стана, що включають: приймальний стіл 1, пластинчастий транспортер 2, прохідну підігрівальну піч 3 з нагрівальними трубками 4 з перегрітою парою для нагрівання рулонів 5, розмотувач 6 рулонів, прокатний стан з клітями 7 і моталку 8. Спосіб здійснюють наступним чином. Після видалення окалини на відомому безперервному травильному агрегаті цеху штабу з температурою 70-80 °С змотують в рулон і транспортують його до приймального столу 1 з пластинчастим транспортером 2, розташованих перед нагрівальною піччю 3. Пластинчастим транспортером 2 рулон 5 переміщають уздовж нагрівальних трубок 4, усередині яких циркулює перегріта пара з температурою tп>300 °C. Нагрівачі створюють в печі теплове поле, в якому рулони підігріваються від початкової температури tп=60-70 °С до температури tк=100-150 °С. Нагріті рулони гарячекатаного підкату подають на розмотувач 6 і після прокатки в клітях 7 прокатного стана готові штаби змотують на моталку 8. За попередніми розрахунками для підігріву рулону (зовнішній діаметр 1600 мм, внутрішній 700 мм, маса 12 т) в зазначеному інтервалі температур необхідно часу у межах 1,0 год. Прокатка такого рулону на стані займає 5 хв. Отже, протягом однієї години прокатується 12 рулонів, і при цьому необхідна піч довжиною L=(1600+100)·12·1,0 = 20,5 м. Пропонований спосіб нагрівання рулонів, наприклад, перегрітою парою економічно вигідний у порівнянні з нагріванням штаб в індукційній печі. Дійсно, для підігріву гарячекатаної штаби 1 UA 108967 U 5 10 15 20 25 необхідно затратити ~5 кВт·ч/т, промислова вартість 1 кВт·ч в індукційній печі складає 1,2 грн. При річному виробництві продукції в кількості 1000000 т витрати на придбання електроенергії складуть 6 6 Ве=5·1,2·10 = 6·10 грн. При нагріванні рулонів за пропонованим способом витрати на виробництво перегрітої пари 6 на власному підприємстві не перевищать 10-12 % від зазначеної суми, тобто (0,6-0,72)·10 грн. Таким чином, річне зниження витрат на виробництво продукції за пропонованим способом складе близько 5,28-5,4 млн. грн. Крім того, застосування запропонованого способу холодної прокатки штаб з попереднім підігрівом гарячекатаного підкату до температури 100-150 °С забезпечить істотне зниження енергосилових параметрів і витрати електроенергії. Наприклад, за даними експериментальних досліджень (В.А. Николаев. Теория прокатки. Запорожье, ЗГИА, 2007. - 143 с, рис. 51) при збільшенні температури штаби з 50 °С до 125 °С середнє нормальне контактне напруження знижується в середньому на 8,5 %. Більшою мірою зменшується потужність прокатки штаби та витрати на придбання електроенергії. Таким чином, на відміну від відомого способу холодної прокатки з підігрівом підкату в індукційній печі в пропонованому способі забезпечується зменшення витрат на виробництво готової продукції. ФОРМУЛА КОРИСНОЇ МОДЕЛІ Спосіб холодної прокатки штаб, що включає розмотування рулонів за допомогою розмотувача, нагрівання гарячекатаного підкату за допомогою прохідної підігрівальної печі і подавання в прокатні кліті стана, який відрізняється тим, що в прохідній печі виконують нагрівання рулонів з гарячекатаним підкатом, а як теплоносій, що транспортується по трубах, розташованих уздовж печі по ходу руху рулонів, використовують, наприклад, перегріту пару або продукти горіння газу. 2 UA 108967 U Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B21B 1/28, B21B 39/34
Мітки: холодної, прокатки, спосіб, штаб
Код посилання
<a href="https://ua.patents.su/5-108967-sposib-kholodno-prokatki-shtab.html" target="_blank" rel="follow" title="База патентів України">Спосіб холодної прокатки штаб</a>
Спосіб холодної прокатки штаб
Номер патенту: 68731
Опубліковано: 10.04.2012
Автори: Путнокі Олександр Юліусович, Васильєв Олександр Геннадійович, Ніколенко Андрій Георгійович, Васильєв Андрій Олександрович, Ніколаєв Віктор Олександрович
МПК: B21B 39/34
Мітки: холодної, прокатки, штаб, спосіб
Формула / Реферат:
Спосіб холодної прокатки штаб, що включає розмотування гарячекатаної штаби з рулона, прокатку в клітях стана зі змінною швидкістю та змотування штаби в рулон, який відрізняється тим, що перед холодною прокаткою на безперервному стані виконують перемотування штаби гарячекатаного рулона з виведенням внутрішнього заднього потовщеного кінця на зовнішній виток рулона.
Спосіб холодної прокатки штаб на одноклітьових реверсивних станах
Номер патенту: 88009
Опубліковано: 25.02.2014
Автори: Самокиш Дмитро Миколайович, Василев Янакі Димитров
МПК: B21B 1/28
Мітки: станах, холодної, реверсивних, одноклітьових, спосіб, штаб, прокатки
Формула / Реферат:
Спосіб холодної прокатки штаб на одноклітьових реверсивних станах, що включає обтиск штаби між двома валками з коректуванням технологічних параметрів (заднього і переднього натягу), який відрізняється тим, що значення заднього й переднього відносних питомих натягів у кожному пропуску встановлюють по математичних залежностях:,
Спосіб холодної прокатки штаб
Номер патенту: 35366
Опубліковано: 10.09.2008
Автори: Ніколаєв Віктор Олександрович, Васильєв Андрій Олександрович, Васильєв Олександр Геннадійович
МПК: B21B 1/22
Мітки: штаб, прокатки, спосіб, холодної
Формула / Реферат:
Спосіб холодної прокатки штаб, що включає розмотування штаби, прокатування її в клітях стана і змотування у рулон, який відрізняється тим, що перед входом стовщеної ділянки штаби в першу кліть стана її нагрівають до температури t=260-300 °C, а потім деформують усіма клітями стана.
Спосіб безперервної холодної прокатки штаб з натягом
Номер патенту: 105286
Опубліковано: 25.04.2014
Автори: Василев Янакі Димитров, Самокиш Дмитро Миколайович
МПК: B21B 1/28
Мітки: холодної, спосіб, штаб, натягом, безперервної, прокатки
Формула / Реферат:
Спосіб безперервної холодної прокатки штаб з натягом, що включає обтиск штаби з коректуванням технологічного параметра - міжклітьового натягу, який відрізняється тим, що значення міжклітьового натягу в лінії безперервного стана встановлюють по математичній залежності:,де - питомий натяг...
Спосіб холодної прокатки тонких і особливо тонких штаб на безперервних станах

Номер патенту: 21158
Опубліковано: 15.03.2007
Автори: Норка Сергій Петрович, Бочаров Володимир Віталійович, Бойко Володимир Семенович, Бочаров Віталій Федорович
МПК: B21B 1/04
Мітки: тонких, холодної, станах, штаб, особливої, спосіб, прокатки, безперервних
Формула / Реферат:
Спосіб холодної прокатки тонких й особливо тонких штаб на безперервних станах, який полягає в тому, що використовують робочі валки із шорсткою поверхнею бочок, який відрізняється тим, що на поверхні холоднокатаних штаб формують мікрорельєф з мікрозападинами шляхом прокатки в передостанній робочій кліті між бочками робочих валків, що мають шорстку поверхню у вигляді мікровиступів.
Попередній патент: Спосіб стабілізації залишкових напружень у сталевих деталях
Наступний патент: Прокатна кліть
Випадковий патент: Клей постійної липкості