Абразивне самозагострювальне кільцеве свердло
Формула / Реферат
Абразивне кільцеве свердло, що містить циліндричний пустотілий корпус та кільцеву абразивну частину, торець якої заточений під кутом в осьовому розрізі, яке відрізняється тим, що кільцева абразивна частина складається з декількох абразивних шарів різної зносостійкості (за рахунок матеріалу зв'язки, методу виготовлення, концентрації, фракції чи марки абразиву).
Текст
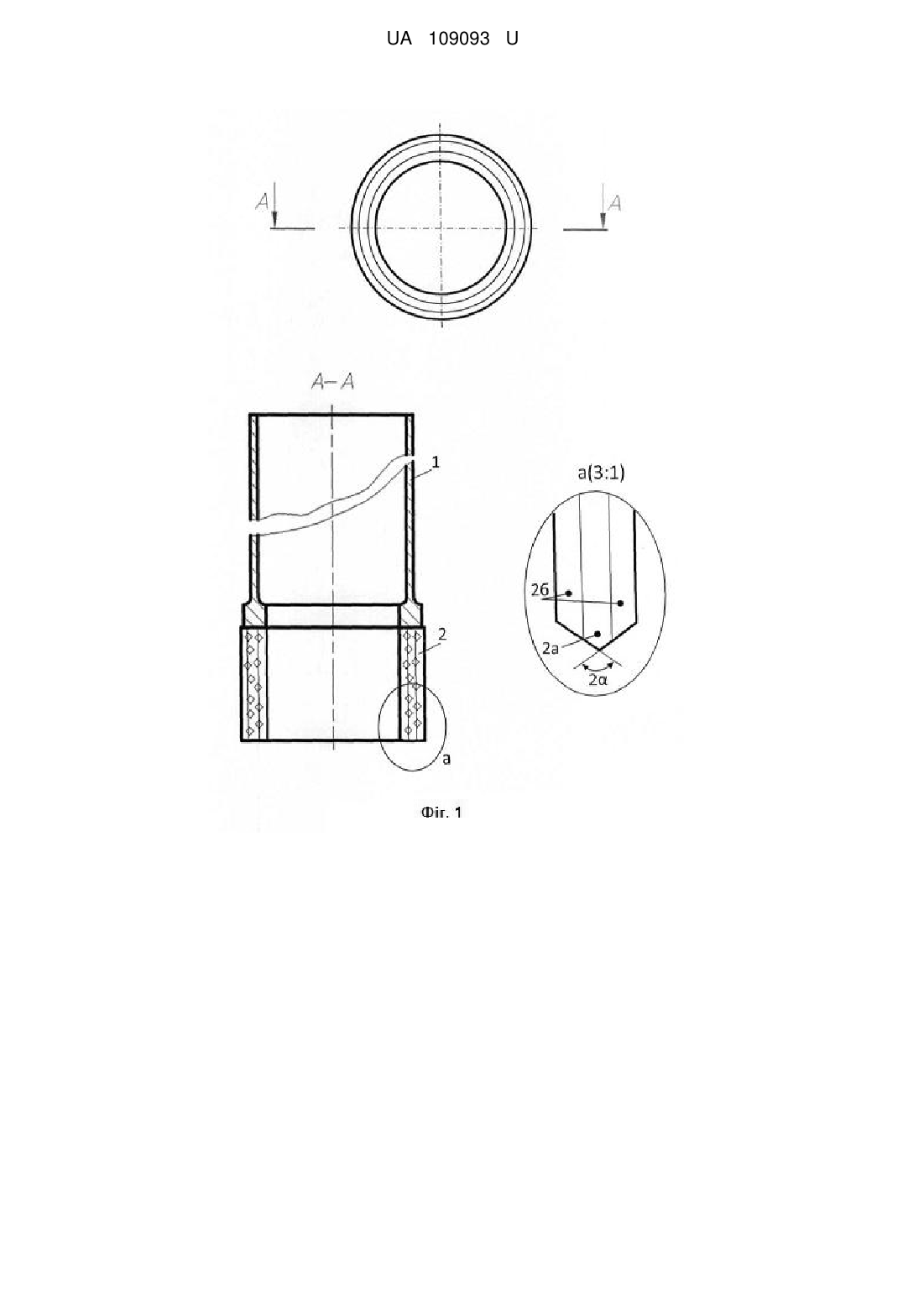
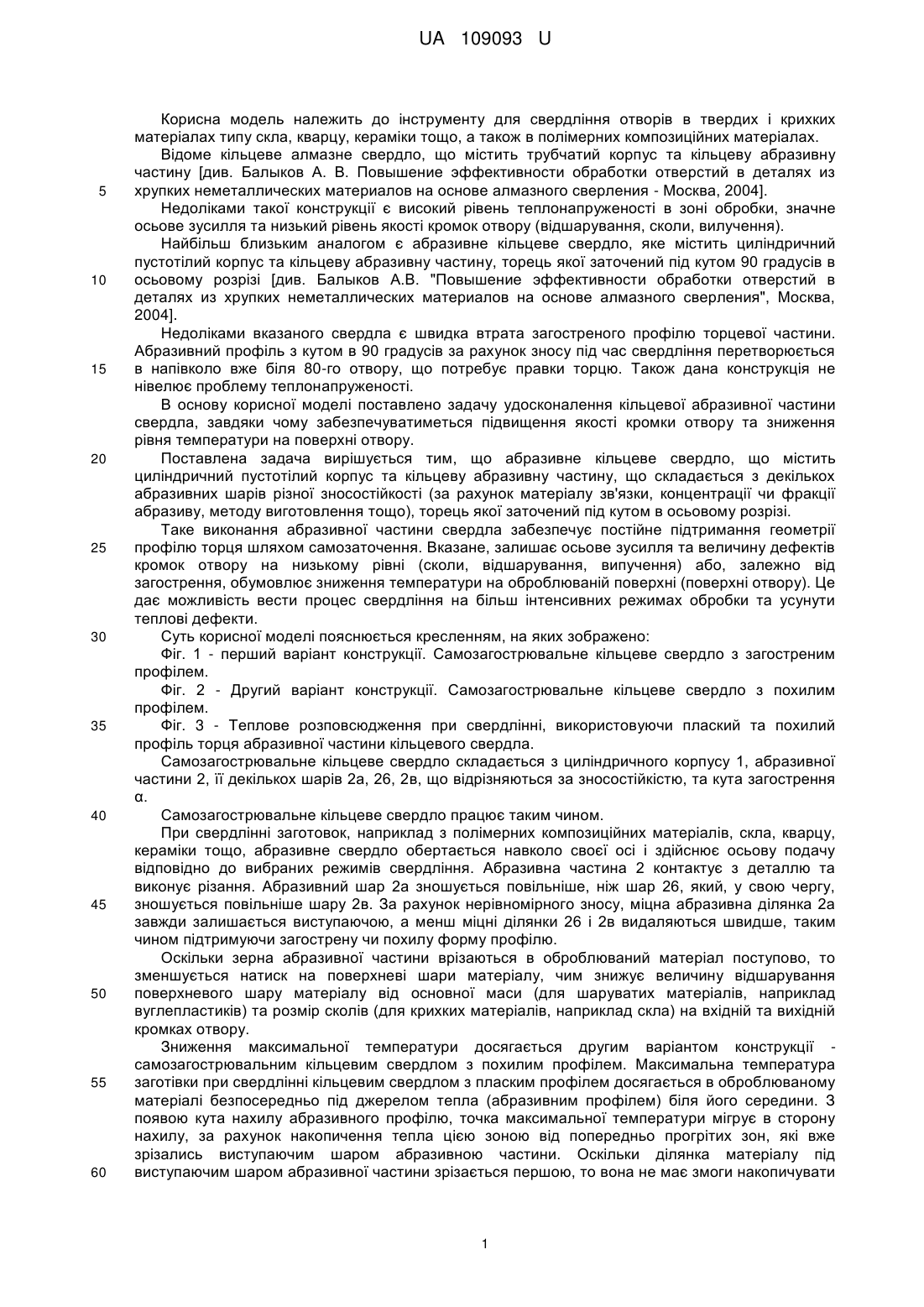
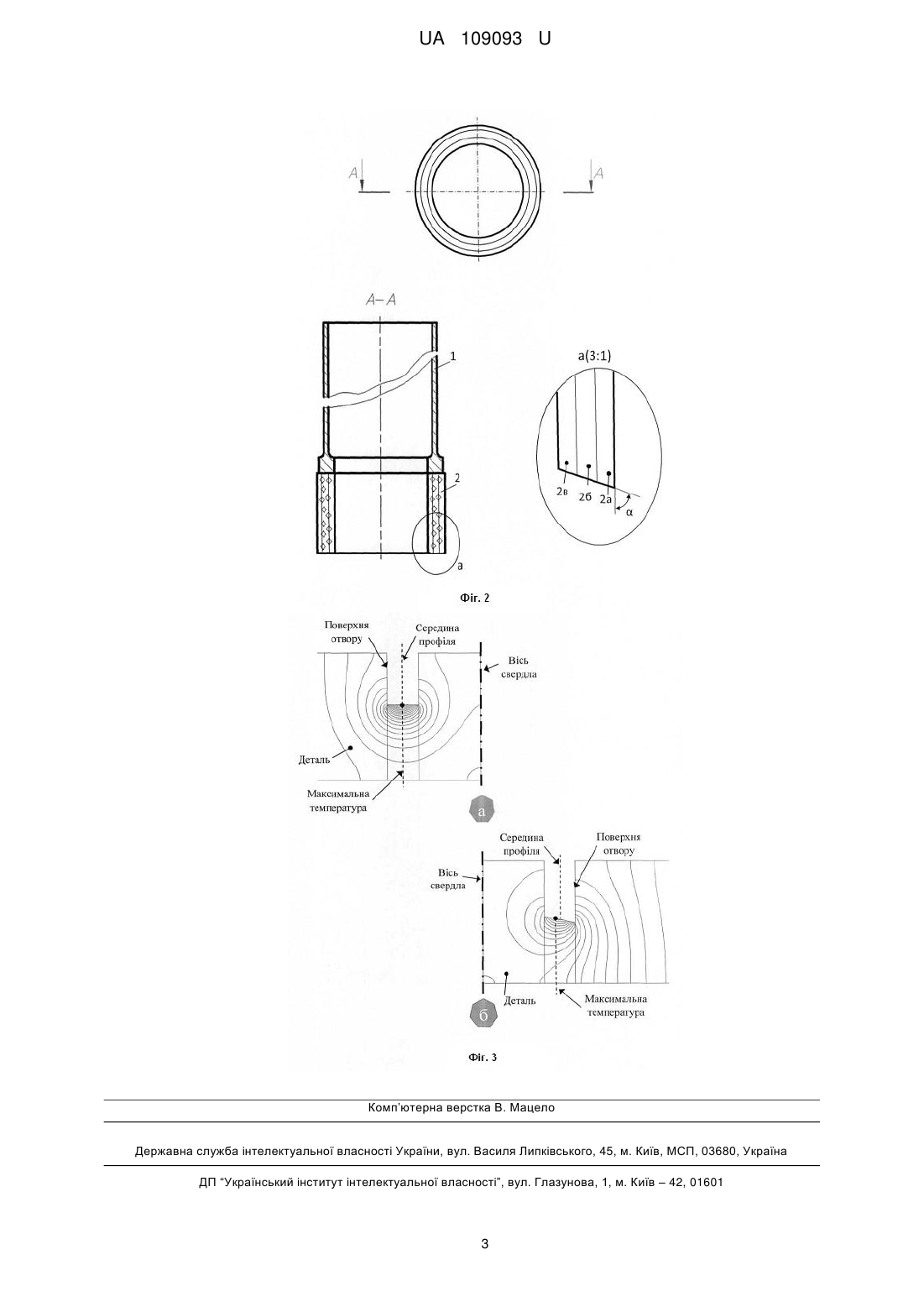
Реферат: Абразивне кільцеве свердло містить циліндричний пустотілий корпус та кільцеву абразивну частину, торець якої заточений під кутом в осьовому розрізі. Кільцева абразивна частина складається з декількох абразивних шарів різної зносостійкості (за рахунок матеріалу зв'язки, методу виготовлення, концентрації, фракції чи марки абразиву). UA 109093 U (54) АБРАЗИВНЕ САМОЗАГОСТРЮВАЛЬНЕ КІЛЬЦЕВЕ СВЕРДЛО UA 109093 U UA 109093 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до інструменту для свердління отворів в твердих і крихких матеріалах типу скла, кварцу, кераміки тощо, а також в полімерних композиційних матеріалах. Відоме кільцеве алмазне свердло, що містить трубчатий корпус та кільцеву абразивну частину [див. Балыков А. В. Повышение эффективности обработки отверстий в деталях из хрупких неметаллических материалов на основе алмазного сверления - Москва, 2004]. Недоліками такої конструкції є високий рівень теплонапруженості в зоні обробки, значне осьове зусилля та низький рівень якості кромок отвору (відшарування, сколи, вилучення). Найбільш близьким аналогом є абразивне кільцеве свердло, яке містить циліндричний пустотілий корпус та кільцеву абразивну частину, торець якої заточений під кутом 90 градусів в осьовому розрізі [див. Балыков А.В. "Повышение эффективности обработки отверстий в деталях из хрупких неметаллических материалов на основе алмазного сверления", Москва, 2004]. Недоліками вказаного свердла є швидка втрата загостреного профілю торцевої частини. Абразивний профіль з кутом в 90 градусів за рахунок зносу під час свердління перетворюється в напівколо вже біля 80-го отвору, що потребує правки торцю. Також дана конструкція не нівелює проблему теплонапруженості. В основу корисної моделі поставлено задачу удосконалення кільцевої абразивної частини свердла, завдяки чому забезпечуватиметься підвищення якості кромки отвору та зниження рівня температури на поверхні отвору. Поставлена задача вирішується тим, що абразивне кільцеве свердло, що містить циліндричний пустотілий корпус та кільцеву абразивну частину, що складається з декількох абразивних шарів різної зносостійкості (за рахунок матеріалу зв'язки, концентрації чи фракції абразиву, методу виготовлення тощо), торець якої заточений під кутом в осьовому розрізі. Таке виконання абразивної частини свердла забезпечує постійне підтримання геометрії профілю торця шляхом самозаточення. Вказане, залишає осьове зусилля та величину дефектів кромок отвору на низькому рівні (сколи, відшарування, випучення) або, залежно від загострення, обумовлює зниження температури на оброблюваній поверхні (поверхні отвору). Це дає можливість вести процес свердління на більш інтенсивних режимах обробки та усунути теплові дефекти. Суть корисної моделі пояснюється кресленням, на яких зображено: Фіг. 1 - перший варіант конструкції. Самозагострювальне кільцеве свердло з загостреним профілем. Фіг. 2 - Другий варіант конструкції. Самозагострювальне кільцеве свердло з похилим профілем. Фіг. 3 - Теплове розповсюдження при свердлінні, використовуючи плаский та похилий профіль торця абразивної частини кільцевого свердла. Самозагострювальне кільцеве свердло складається з циліндричного корпусу 1, абразивної частини 2, її декількох шарів 2а, 26, 2в, що відрізняються за зносостійкістю, та кута загострення α. Самозагострювальне кільцеве свердло працює таким чином. При свердлінні заготовок, наприклад з полімерних композиційних матеріалів, скла, кварцу, кераміки тощо, абразивне свердло обертається навколо своєї осі і здійснює осьову подачу відповідно до вибраних режимів свердління. Абразивна частина 2 контактує з деталлю та виконує різання. Абразивний шар 2а зношується повільніше, ніж шар 26, який, у свою чергу, зношується повільніше шару 2в. За рахунок нерівномірного зносу, міцна абразивна ділянка 2а завжди залишається виступаючою, а менш міцні ділянки 26 і 2в видаляються швидше, таким чином підтримуючи загострену чи похилу форму профілю. Оскільки зерна абразивної частини врізаються в оброблюваний матеріал поступово, то зменшується натиск на поверхневі шари матеріалу, чим знижує величину відшарування поверхневого шару матеріалу від основної маси (для шаруватих матеріалів, наприклад вуглепластиків) та розмір сколів (для крихких матеріалів, наприклад скла) на вхідній та вихідній кромках отвору. Зниження максимальної температури досягається другим варіантом конструкції самозагострювальним кільцевим свердлом з похилим профілем. Максимальна температура заготівки при свердлінні кільцевим свердлом з пласким профілем досягається в оброблюваному матеріалі безпосередньо під джерелом тепла (абразивним профілем) біля його середини. З появою кута нахилу абразивного профілю, точка максимальної температури мігрує в сторону нахилу, за рахунок накопичення тепла цією зоною від попередньо прогрітих зон, які вже зрізались виступаючим шаром абразивною частини. Оскільки ділянка матеріалу під виступаючим шаром абразивної частини зрізається першою, то вона не має змоги накопичувати 1 UA 109093 U 5 10 тепло від різання сусідніх ділянок, таким чином температура в ній досягає найнижчих значень від усього профілю. Вказане зменшує термічний вплив на поверхню отвору. Вибір кількості і товщини шарів з різною зносостійкістю може бути визначений експериментально для конкретних умов обробки, наприклад, при товщині стінки абразивної коронки з загостреним профілем 1 мм, шар 2а - 0,4 мм на нікелевій зв'язці та два шари 2б по 0,3 мм кожний на мідно-олов'яній зв'язці. Абразивна коронка з похилим профілем товщиною 1 мм, може складатися, наприклад, з 3 шарів різної зносостійкості по 0,33 мм кожний. Кут α може коливатися у межах від 45° до 80°. Конструктивно абразивна частина з ділянками різної зносостійкості може бути виконана відомими способами гальваностегії, гальванопластики, порошкової металургії, мікроплазмового напилювання та іншими. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 Абразивне кільцеве свердло, що містить циліндричний пустотілий корпус та кільцеву абразивну частину, торець якої заточений під кутом в осьовому розрізі, яке відрізняється тим, що кільцева абразивна частина складається з декількох абразивних шарів різної зносостійкості (за рахунок матеріалу зв'язки, методу виготовлення, концентрації, фракції чи марки абразиву). 2 UA 109093 U Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23B 51/04, B28D 1/12, B24D 5/14
Мітки: абразивне, свердло, самозагострювальне, кільцеве
Код посилання
<a href="https://ua.patents.su/5-109093-abrazivne-samozagostryuvalne-kilceve-sverdlo.html" target="_blank" rel="follow" title="База патентів України">Абразивне самозагострювальне кільцеве свердло</a>
Абразивне кільцеве свердло
Номер патенту: 92382
Опубліковано: 11.08.2014
Автор: МЕЛЕНТЬЄВ РУСЛАН ЮРІЙОВИЧ
Мітки: кільцеве, свердло, абразивне
Формула / Реферат:
Абразивне кільцеве свердло, яке має циліндричний пустотілий корпус, на торці або на кінцевій частині корпуса знаходиться коронка, яка відрізняється тим, що кільцева абразивна частина містить декілька шарів різної зернистості, що послідовно убуває (подрібнюється), наприклад, від 1/2 до 1/10 в напрямку від осі свердла.
Абразивне кільцеве свердло
Номер патенту: 86318
Опубліковано: 25.12.2013
Автори: Ларшин Василь Петрович, Ліщенко Наталя Володимирівна, МЕЛЕНТЬЄВ РУСЛАН ЮРІЙОВИЧ
Мітки: абразивне, свердло, кільцеве
Формула / Реферат:
1. Абразивне кільцеве свердло, яке має циліндричний пустотілий корпус, на розширеному торці якого знаходиться коронка, яка містить ріжучі ділянки з різною зернистістю, причому на торці коронки розташовані канавки для проходження охолоджувальної рідини, яке відрізняється тим, що зернистість ріжучих ділянок змінюється в напрямку осі свердла, причому перша ділянка (шар), розташована на торці свердла, має велику зернистість, а остання ділянка...
Абразивне грановане свердло
Номер патенту: 107074
Опубліковано: 25.05.2016
Автор: МЕЛЕНТЬЄВ РУСЛАН ЮРІЙОВИЧ
МПК: B28D 1/14
Мітки: абразивне, грановане, свердло
Формула / Реферат:
Абразивне грановане свердло, що містить пустотілий корпус, на кінцевій частині якого знаходиться коронка з декількома шарами різної зернистості, що послідовно убуває (подрібнюється), наприклад, від 1/2 до 1/10 в напрямку від осі свердла, яке відрізняється тим, що пустотілий корпус має гранований профіль з кількістю сторін від 4 до 12.
Абразивне перфороване свердло з віконцем
Номер патенту: 106285
Опубліковано: 25.04.2016
Автор: МЕЛЕНТЬЄВ РУСЛАН ЮРІЙОВИЧ
Мітки: абразивне, віконцем, перфороване, свердло
Формула / Реферат:
Абразивне кільцеве свердло, що має циліндричний корпус, на кінцевій частині якого знаходиться коронка з декількома шарами різної зернистості, що послідовно убуває (подрібнюється), наприклад, від 1/2 до 1/10 в напрямку від осі свердла, яке відрізняється тим, що циліндричний корпус суцільний та має відвідне віконце для керну, яке поєднане з кільцевою абразивною частиною, що містить перфорацію з діаметром отворів від 1/10 до 1/4 діаметру...
Абразивне конічне свердло
Номер патенту: 88720
Опубліковано: 25.03.2014
Автори: МЕЛЕНТЬЄВ РУСЛАН ЮРІЙОВИЧ, Ларшин Василь Петрович, Ліщенко Наталя Володимирівна
МПК: B28D 1/12
Мітки: абразивне, свердло, конічне
Формула / Реферат:
Абразивне конічне свердло, яке виконане у вигляді стрижня з посадочною поверхнею для кріплення в шпинделі верстата, з конічною абразивною частиною, яке відрізняється тим, що конічна абразивна частина виконується багатошаровою, наприклад двошаровою, кожен шар якої містить елементи різної зернистості, що відрізняються у відношенні, наприклад, від 1/2 до 1/10, причому зернистість послідовно убуває (подрібнюється) у напрямку від вершини свердла,...
Попередній патент: Підйомний стіл
Наступний патент: Датчик вібрацій
Випадковий патент: Цанговий патрон