Спосіб модернізації п’ятникового вузла надресорної балки візка вагона
Номер патенту: 114870
Опубліковано: 27.03.2017
Автори: Заруцький Вацлав Олександрович, Решетнік Дмитро Юрійович, Решетнік Юрій Володимирович, Бойко Андрій Андрійович

Формула / Реферат
Спосіб модернізації п'ятникового вузла надресорної балки візка вагона шляхом розточування опорної поверхні підп'ятника і подальшого встановлення між опорною поверхнею підп'ятника та робочою поверхнею п'ятника зносостійкої вставки, який відрізняється тим, що опорну поверхню підп'ятника розточують на глибину, що перевищує її номінальний розмір на товщину зносостійкої вставки у вигляді опорного підшипника ковзання, виготовленого із композитного біметалу, який без фіксації укладають на опорну поверхню підп'ятника.
Текст
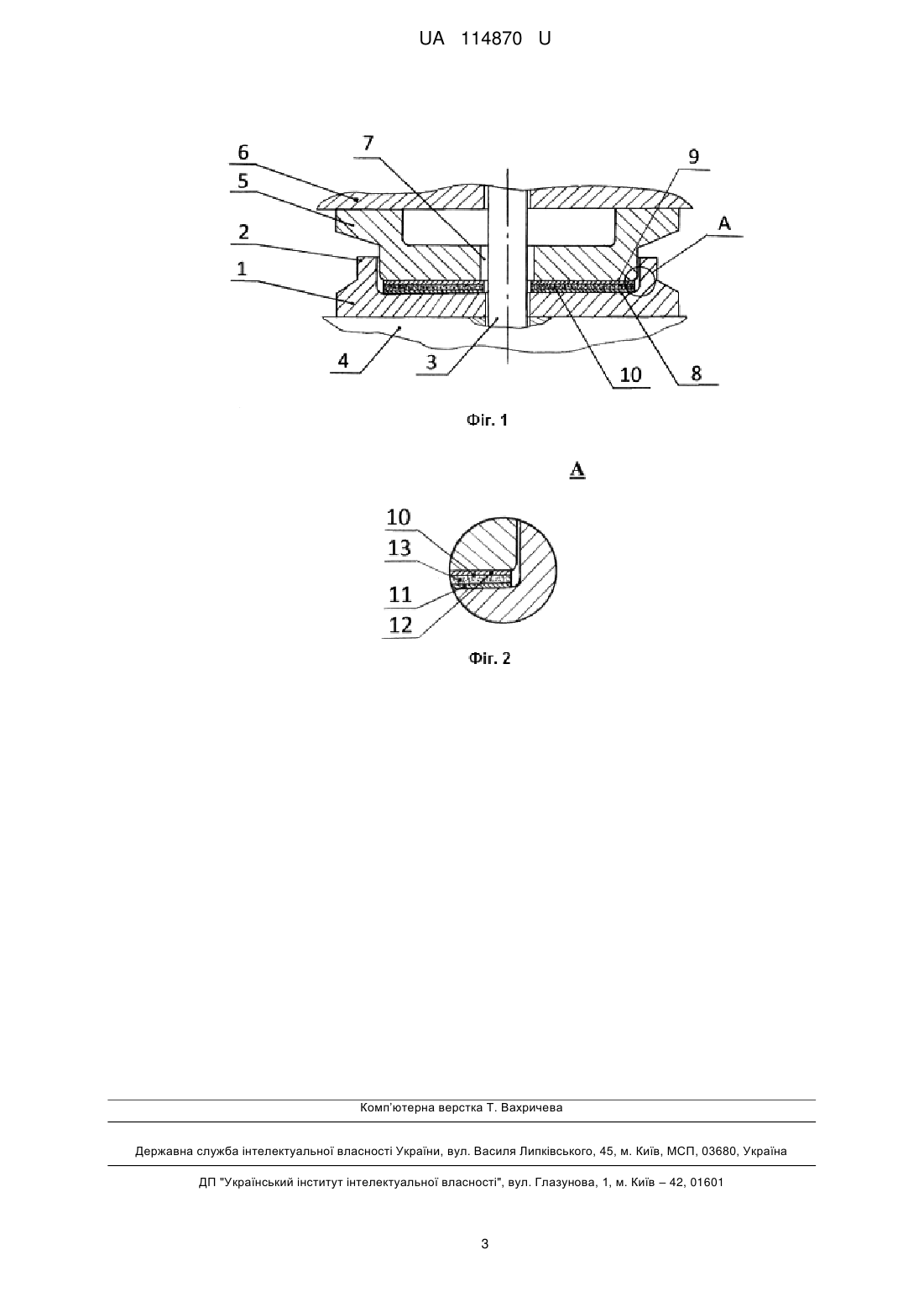
Реферат: Спосіб модернізації п'ятникового вузла надресорної балки візка вагона шляхом розточування опорної поверхні підп'ятника і подальшого встановлення між опорною поверхнею підп'ятника та робочою поверхнею п'ятника зносостійкої вставки, причому опорну поверхню підп'ятника розточують на глибину, що перевищує її номінальний розмір на товщину зносостійкої вставки у вигляді опорного підшипника ковзання, виготовленого із композитного біметалу, який без фіксації укладають на опорну поверхню підп'ятника. UA 114870 U (54) СПОСІБ МОДЕРНІЗАЦІЇ П'ЯТНИКОВОГО ВУЗЛА НАДРЕСОРНОЇ БАЛКИ ВІЗКА ВАГОНА UA 114870 U UA 114870 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до залізничного транспорту, а саме до технології виготовлення і ремонту п'ятникових вузлів надресорних балок візків вантажних вагонів. Відомий спосіб підвищення зносостійкості вузлів візка залізничного вагона, який включає встановлення між опорною та робочою поверхнями зазначених вузлів зносостійкої вставки (RU 33914 U1, В61F 05/16, публ. 20.11.2003, Бюл. № 32). Використовується зносостійка вставка, виконана із біметалу. Однак зазначена зносостійка вставка містить шар вуглецевої сталі, що при встановленні включає приварювання вставки до опорної поверхні. Така технологія малоефективна, потребує додаткових матеріальних та енергетичних затрат. Відомий спосіб відновлення п'ятникового (підп'ятникового) вузла надресорної балки візка вантажного вагона, який включає розточування опорної поверхні підп'ятника і подальше встановлення між підп'ятником та п'ятником зносостійкої вставки (RU 2213651 С2, В23Р 6/00, публ. 20.06.2003, Бюл. № 17). Але в цьому процесі передбачений нагрів підп'ятника під гарячу посадку вставки. Ця технологічна операція трудомістка та потребує додаткових енергетичних затрат. Крім цього зносостійка вставка виконується із зносостійкої сталі у вигляді тарелі, для її встановлення передбачається також розточування буртів підп'ятника з подальшим наплавленням їх зовнішньої поверхні. При такій модернізації вузла механіка руху п'ятника в підп'ятнику не змінюється у порівнянні із такою, що має місце в серійних п'ятникових вузлах надресорних балок візків вантажних вагонів, і включає подальший знос підп'ятника під дією сил тертя як в поздовжньому та поперечному напрямках, так і по вертикалі. Така технологія є морально застарілою і не економічною. Задача, яка вирішується корисною моделлю, полягає у створенні способу модернізації п'ятникового вузла надресорної балки візка вагона, технологічні особливості якого дозволяють знизити витрати на його здійснення, скоротити чисельність технологічних операцій та збільшити міжремонтні строки обслуговування вузлів, що були модернізовані в такий спосіб. Поставлена задача вирішується таким чином. Спосіб модернізації п'ятникового вузла надресорної балки візка вагона, відповідно до корисної моделі, полягає у розточуванні опорної поверхні підп'ятника і подальшому встановленні між опорною поверхнею підп'ятника та робочою поверхнею п'ятника зносостійкої вставки, при цьому опорну поверхню підп'ятника розточують на глибину, що перевищує її номінальний розмір на товщину зносостійкої вставки у вигляді опорного підшипника ковзання, виготовленого із композитного біметалу, який без фіксації укладають на опорну поверхню підп'ятника. Розточування підп'ятника на товщину зносостійкої вставки є фактично єдиною технологічною операцією, яка потребує застосування спеціального обладнання безпосередньо в ході модернізації п'ятникового вузла, при цьому затрати робочого часу та електроенергії мінімальні. Укладання опорного підшипника ковзання на опорну поверхню підп'ятника під робочу поверхню п'ятника не потребує застосування будь-яких засобів фіксації. Взаємне розташування у модернізованому вузлі поверхонь окремих деталей, які виконані із різних матеріалів, забезпечує раціональне співвідношення значень коефіцієнтів тертя, внаслідок чого знос опорного підшипника ковзання по висоті є вкрай низьким, а знос п'ятника та підп'ятника по висоті відсутній. При цьому строк міжремонтного обслуговування модернізованого п'ятникового вузла надресорної балки візка вагона збільшується до 500 тис. км і більше. Корисна модель пояснюється кресленнями. На Фіг. 1 показаний у вертикальному перерізі п'ятниковий вузол надресорної балки візка вагона, модернізований, відповідно до здійснення запропонованого способу. На Фіг. 2 показаний у вертикальному перерізі збільшений вигляд А опорного підшипника ковзання в п'ятниковому вузлі надресорної балки візка вагона. Як показано на Фіг. 1, п'ятниковий вузол надресорної балки візка вагона містить підп'ятник 1 з буртом 2, насаджений на шворінь 3, який жорстко закріплений на рамі 4 візка вагона, а також п'ятник 5, закріплений на нижньому шворневому листі вагона 6, крізь отвір 7 якого проходить шворінь 3. Між опорною поверхнею 8 підп'ятника 3 та робочою поверхнею 9 п'ятника 5 розташований опорний підшипник ковзання 10. Як показано на Фіг. 2, опорний підшипник ковзання 10 складається із нижньої шайби 11 та верхньої шайби 12. Нижня шайба 11 опорного підшипника ковзання 10 містить шар композиту 13. Спосіб здійснюється наступним чином. П'ятниковий вузол надресорної балки візка вагона надходить для модернізації після експлуатації з частковим зносом підп'ятника 3 по висоті, який виникає в процесі ковзання 1 UA 114870 U 5 10 15 20 25 30 35 40 45 50 робочої поверхні 9 п'ятника 5 по опорній поверхні 8 підп'ятника 3 при поворотах візка відносно балки. Завчасно виготовлений опорний підшипник ковзання 10 складається з двох частин у вигляді двох шайб однакового діаметра. Нижня шайба 11 містить на підшарку із зносостійкої сталі шар композиту 13 на основі заліза і міді з додаванням до 10 % графіту та скла. Верхня шайба 12 виготовлена повністю із зносостійкої сталі 65Г. Загальна товщина такого опорного підшипника технологічно обумовлена і складає 8 мм. Далі, замість відновлення номінальної глибини підп'ятника, яка в п'ятниковому вузлі серійного виготовлення складає 28 мм, опорну поверхню підп'ятника розточують до глибини, що перевищує її номінальний розмір на товщину опорного підшипника, тобто до глибини 36 мм. В поглиблений таким чином підп'ятник 3 вкладають шляхом надягання на шворінь 3 без подальшого закріплення опорний підшипник ковзання 10 і поверх нього на шворні 3 монтують звичайним чином п'ятник 5. Опорна поверхня 8 підп'ятника 3, виготовленого із конструкційної литої сталі, входить в контакт із шаром зносостійкої сталі підшарку нижньої шайби 11 підшипника ковзання 10. Так само робоча поверхня 9 п'ятника 5, виготовленого із конструкційної литої сталі, входить в контакт із виготовленою із зносостійкої сталі верхньою шайбою 12 підшипника ковзання 10. Коефіцієнт тертя між поверхнями із звичайної литої сталі та зносостійкої сталі складає 0,8, а коефіцієнт тертя між внутрішніми поверхнями двох шайб опорного підшипника ковзання 10 складає 0,06. Завдяки взаємному розташуванню відповідно до запропонованого способу окремих деталей п'ятникового вузла з таким співвідношенням значень коефіцієнта тертя в ході його експлуатації зона тертя буде знаходитися виключно між внутрішніми поверхнями двох шайб опорного підшипника ковзання 10. Водночас контакт між опорною поверхнею 8 підп'ятника 3 та зносостійкою поверхнею нижньої шайби 11 опорного підшипника ковзання 10 майже не порушується, так само як і контакт між робочою поверхнею 9 п'ятника 5 та зносостійкою верхньою шайбою 12 опорного підшипника ковзання 10. Внаслідок цього вертикальний знос безпосередньо п'ятника і підп'ятника фактично відсутній. Також різко знижується інтенсивність зносу п'ятника і підп'ятника в поздовжньому напрямку. Такий ефект забезпечується завдяки наступному. Динамічний коефіцієнт тертя між внутрішніми поверхнями двох шайб опорного підшипника ковзання складає лише 0,04 у порівнянні із динамічним коефіцієнтом тертя між стальними поверхнями, який складає 0,6. Враховуючи особливості динамічних навантажень на п'ятниковий вузол в ході експлуатації і той факт, що після модернізації рухаються відносно одна одної тільки шайби підшипника, бокова поверхня п'ятника стикається із внутрішньою поверхнею бурта підп'ятника зі значно меншою силою, ніж це має місце в п'ятниковому вузлі серійного виготовлення. Як варіант застосування способу, відповідно до корисної моделі, можлива модернізація при необхідності нового серійно виготовленого п'ятникового вузла надресорної балки візка вагона, оскільки затрати на її здійснення не значні, а загальна економія в ході експлуатації є вагомою. Таким чином технологічні особливості способу модернізації п'ятникового вузла надресорної балки візка вагона, відповідно до корисної моделі, дозволяють знизити витрати на її здійснення в ході планових або позапланових ремонтно-відновлювальних робіт, а також значно збільшити міжремонтні строки обслуговування вузлів, що були модернізовані в такий спосіб. Запропонований спосіб модернізації призначений для застосування в умовах вагоноремонтних депо і не вимагає спеціального устаткування. ФОРМУЛА КОРИСНОЇ МОДЕЛІ Спосіб модернізації п'ятникового вузла надресорної балки візка вагона шляхом розточування опорної поверхні підп'ятника і подальшого встановлення між опорною поверхнею підп'ятника та робочою поверхнею п'ятника зносостійкої вставки, який відрізняється тим, що опорну поверхню підп'ятника розточують на глибину, що перевищує її номінальний розмір на товщину зносостійкої вставки у вигляді опорного підшипника ковзання, виготовленого із композитного біметалу, який без фіксації укладають на опорну поверхню підп'ятника. 2 UA 114870 U Комп’ютерна верстка Т. Вахричева Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут інтелектуальної власності", вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B61F 5/02
Мітки: надресорної, балки, вузла, вагона, модернізації, п'ятникового, спосіб, візка
Код посилання
<a href="https://ua.patents.su/5-114870-sposib-modernizaci-pyatnikovogo-vuzla-nadresorno-balki-vizka-vagona.html" target="_blank" rel="follow" title="База патентів України">Спосіб модернізації п’ятникового вузла надресорної балки візка вагона</a>
Підп’ятниковий вузол надресорної балки візка вантажного вагона
Номер патенту: 108005
Опубліковано: 24.06.2016
Автори: Шульга Олександр Анатолійович, Шульга Анатолій Семенович, Бейгул Олег Олексійович
МПК: B61F 5/16
Мітки: підп'ятниковий, вантажного, вузол, надресорної, вагона, візка, балки
Формула / Реферат:
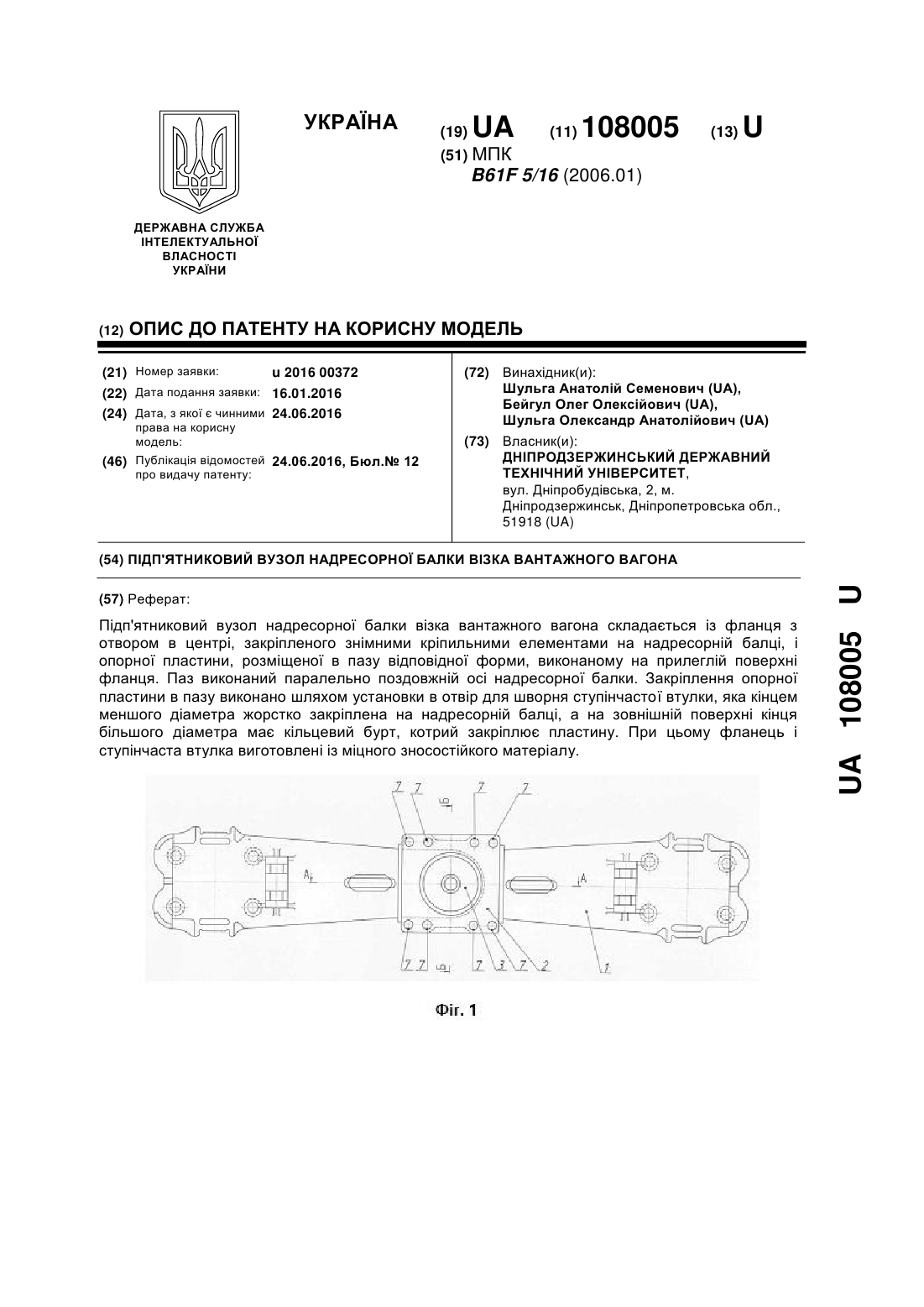
1. Підп'ятниковий вузол надресорної балки візка вантажного вагона, що складається із фланця з отвором в центрі, закріпленого знімними кріпильними елементами на надресорній балці, і опорної пластини, розміщеної в пазу відповідної форми, виконаному на прилеглій поверхні фланця, який відрізняється тим, що паз виконаний паралельно поздовжній осі надресорної балки, закріплення опорної пластини в пазу виконано шляхом установки в отвір для шворня...
Стенд для навантаження надресорної балки візка залізничного вантажного вагона тестовими навантаженнями
Номер патенту: 9187
Опубліковано: 15.09.2005
Автор: Антіпенко Юхим Ігорович
МПК: G01M 7/00
Мітки: навантаженнями, тестовими, залізничного, вантажного, стенд, навантаження, надресорної, балки, вагона, візка
Формула / Реферат:
1. Стенд для навантаження надресорних балок візка залізничного вантажного вагона тестовими навантаженнями, що включає раму з жорстко закріпленим рейковим шляхом, який відрізняється тим, що він оснащений порталом, виконаним у вигляді вертикального прямокутника з коробчастим перерізом з внутрішнім подовжнім прорізом, в нижній частині якого на нижній його поверхні поперек нього розміщений рейковий шлях, на якому з можливістю переміщення...
Вузол зносостійкої пластини гальмівної балки та блокувальний вузол зносостійкої пластини гальмівної балки для напрямного елемента гальмівної балки на боковині візка залізничного вагона
Номер патенту: 106447
Опубліковано: 26.08.2014
Автор: Комптон Дуглас Л.
МПК: B61H 1/00, F16D 65/00, B61H 13/00, B61F 5/16
Мітки: вузол, зносостійкої, залізничного, вагона, напрямного, візка, елемента, пластини, балки, блокувальний, гальмівної, боковині
Формула / Реферат:
1. Вузол зносостійкої пластини гальмівної балки для напрямного елемента гальмівної балки на боковині візка залізничного вагона, що містить:зносостійку пластину гальмівної балки, що має жолобчастий корпус з верхньою стінкою і нижньою стінкою, з'єднаними бічною стінкою, яка формує днище жолоба,при цьому зносостійка пластина гальмівної балки виконана з можливістю щільно входити в напрямний елемент гальмівної балки,верхня...
Гаситель коливань візка вантажного вагона
Номер патенту: 66942
Опубліковано: 15.06.2004
Автори: Дьомін Юрій Васильович, Кочмала Григорій Данилович
МПК: B61F 5/02
Мітки: коливань, гаситель, вантажного, вагона, візка
Формула / Реферат:
Гаситель коливань візка вантажного вагона, що складається з двох фрикційних клинів, встановлених на пружних елементах ресорного підвішування візка та виконаних з можливістю взаємодії з похилими частинами надресорної балки і фрикційними планками бічної рами візка, який відрізняється тим, що кожний фрикційний клин гасителя коливань виконано з двох частин - корпуса та сегмента, шарнірно з'єднаних між собою, при цьому циліндрична поверхня, за...
Спосіб модернізації візка вантажного вагона
Номер патенту: 83815
Опубліковано: 26.08.2008
Автори: Назаренко Костянтин Віталійович, Шибер Ігор Макарович, Омельяненко Ігор Олександрович, Радзіховський Адольф Олександрович, Тімошина Лариса Адольфовна, Заславський Леонід Соломонович, Лашко Анатолій Дмитрович, Дейнеко Сергій Юрійович
Мітки: вантажного, модернізації, візка, спосіб, вагона
Формула / Реферат:
1. Спосіб модернізації візка моделі 18-100 вантажного вагона, де візок містить надресорну балку, виконану у вигляді бруса коробчастого перерізу, рівного опору вигинові, на верхній горизонтальній поверхні якої виконаний підп'ятник і два бічних ковзуни, які взаємодіють з п'ятником і бічними опорами кузова вагона, встановлену опорними поверхнями на ресорних комплектах, розташованих у центральному прорізі бічної рами, що включають у себе дворядні...
Попередній патент: Збірний шліфувальний круг
Наступний патент: Спосіб визначення параметрів приповерхневих гірських порід в зонах аерації і повного водонасичення комплексом радіоактивного каротажу
Випадковий патент: Спосіб очищення дифузійного соку