Головка глибокого свердління
Номер патенту: 116287
Опубліковано: 10.05.2017
Автори: Паціора Андрій Павлович, Носков Віталій Васильович, Іванов Сергій Олександрович

Формула / Реферат
Головка глибокого свердління, що містить корпус, в пазах якого встановлені касети зі змінними різальними пластинами і напрямні пластини з робочою поверхнею, що виконана по радіусу, яка відрізняється тим, що напрямні пластини виконані з циліндричною посадковою поверхнею і встановлені в касетах з відповідною циліндрично-увігнутою поверхнею, в яких закріплені через пружинні елементи, при цьому кожна напрямна пластина оснащена двома твердосплавними вставками, робоча поверхня яких виконана з радіусом, відповідним радіусу оброблюваного отвору.
Текст
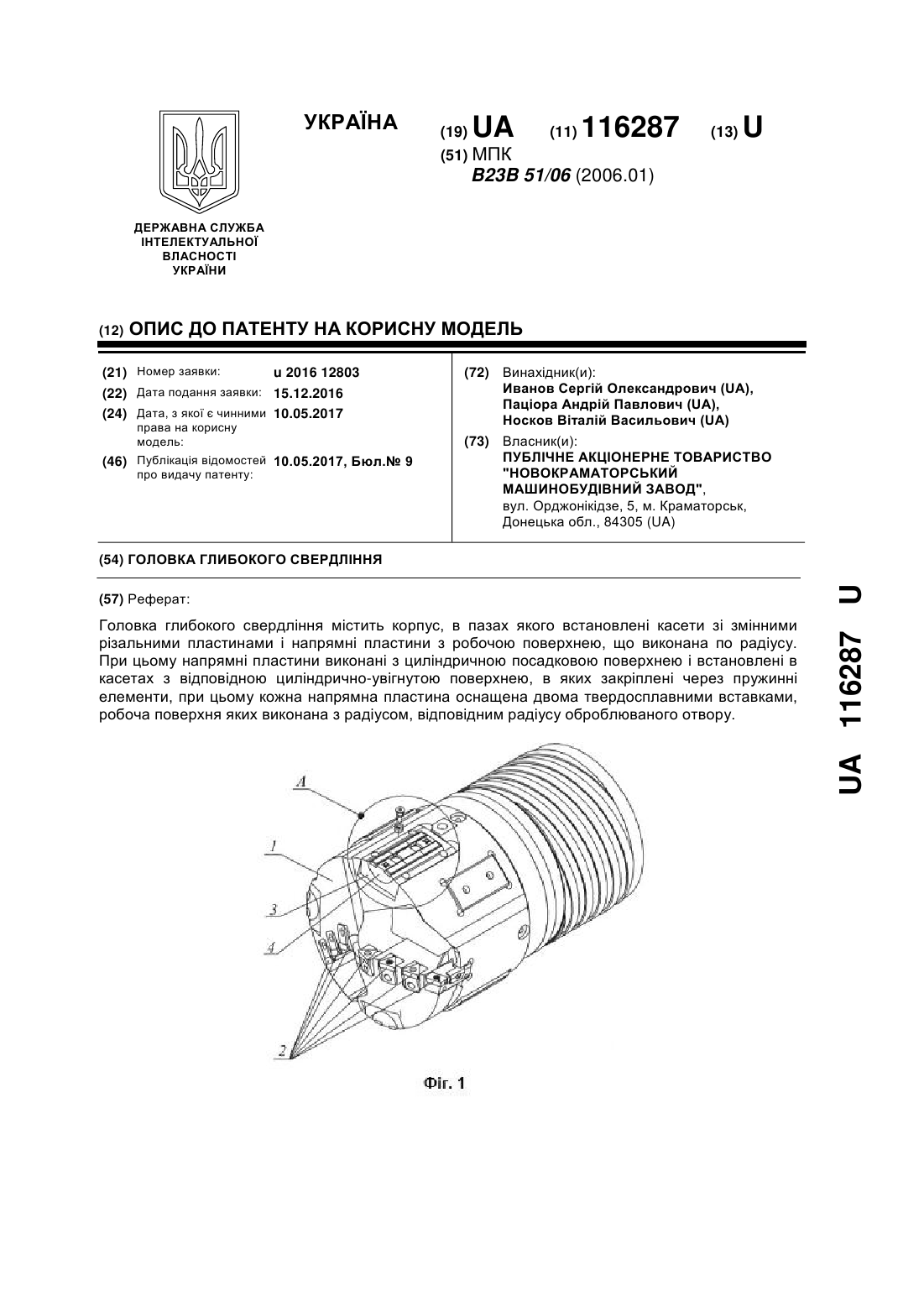
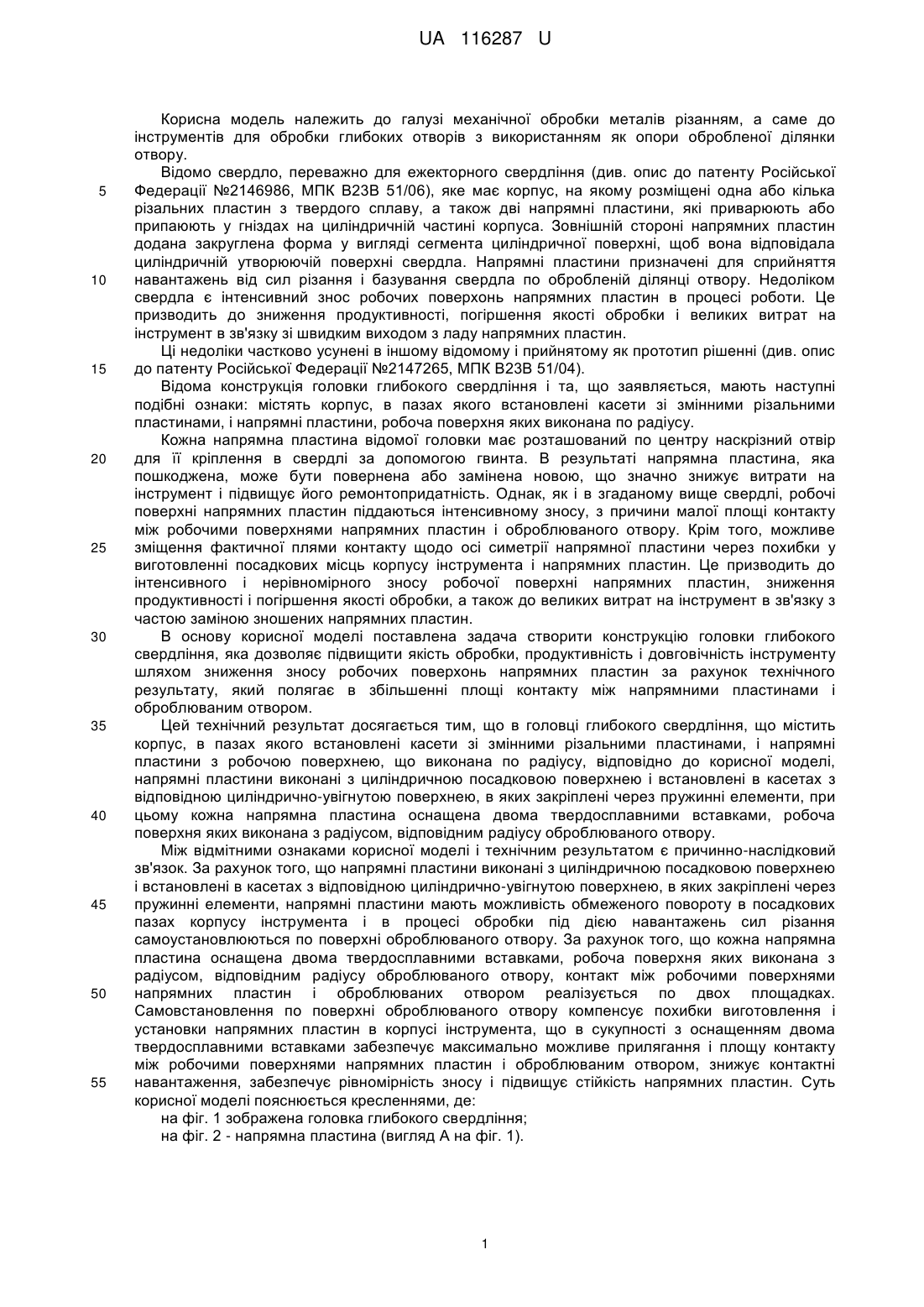
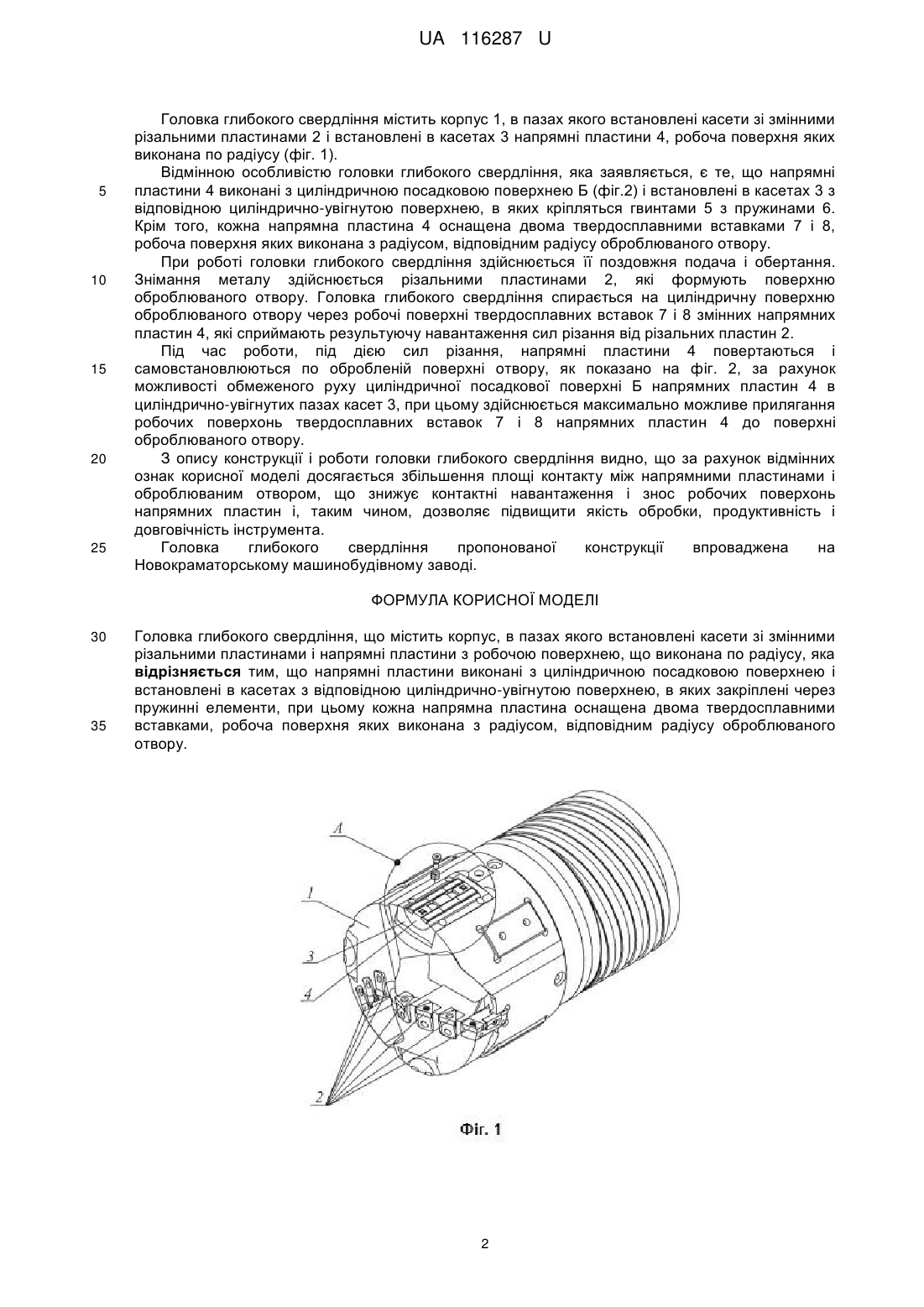
Реферат: Головка глибокого свердління містить корпус, в пазах якого встановлені касети зі змінними різальними пластинами і напрямні пластини з робочою поверхнею, що виконана по радіусу. При цьому напрямні пластини виконані з циліндричною посадковою поверхнею і встановлені в касетах з відповідною циліндрично-увігнутою поверхнею, в яких закріплені через пружинні елементи, при цьому кожна напрямна пластина оснащена двома твердосплавними вставками, робоча поверхня яких виконана з радіусом, відповідним радіусу оброблюваного отвору. UA 116287 U (54) ГОЛОВКА ГЛИБОКОГО СВЕРДЛІННЯ UA 116287 U UA 116287 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі механічної обробки металів різанням, а саме до інструментів для обробки глибоких отворів з використанням як опори обробленої ділянки отвору. Відомо свердло, переважно для ежекторного свердління (див. опис до патенту Російської Федерації №2146986, МПК В23В 51/06), яке має корпус, на якому розміщені одна або кілька різальних пластин з твердого сплаву, а також дві напрямні пластини, які приварюють або припаюють у гніздах на циліндричній частині корпуса. Зовнішній стороні напрямних пластин додана закруглена форма у вигляді сегмента циліндричної поверхні, щоб вона відповідала циліндричній утворюючій поверхні свердла. Напрямні пластини призначені для сприйняття навантажень від сил різання і базування свердла по обробленій ділянці отвору. Недоліком свердла є інтенсивний знос робочих поверхонь напрямних пластин в процесі роботи. Це призводить до зниження продуктивності, погіршення якості обробки і великих витрат на інструмент в зв'язку зі швидким виходом з ладу напрямних пластин. Ці недоліки частково усунені в іншому відомому і прийнятому як прототип рішенні (див. опис до патенту Російської Федерації №2147265, МПК В23В 51/04). Відома конструкція головки глибокого свердління і та, що заявляється, мають наступні подібні ознаки: містять корпус, в пазах якого встановлені касети зі змінними різальними пластинами, і напрямні пластини, робоча поверхня яких виконана по радіусу. Кожна напрямна пластина відомої головки має розташований по центру наскрізний отвір для її кріплення в свердлі за допомогою гвинта. В результаті напрямна пластина, яка пошкоджена, може бути повернена або замінена новою, що значно знижує витрати на інструмент і підвищує його ремонтопридатність. Однак, як і в згаданому вище свердлі, робочі поверхні напрямних пластин піддаються інтенсивному зносу, з причини малої площі контакту між робочими поверхнями напрямних пластин і оброблюваного отвору. Крім того, можливе зміщення фактичної плями контакту щодо осі симетрії напрямної пластини через похибки у виготовленні посадкових місць корпусу інструмента і напрямних пластин. Це призводить до інтенсивного і нерівномірного зносу робочої поверхні напрямних пластин, зниження продуктивності і погіршення якості обробки, а також до великих витрат на інструмент в зв'язку з частою заміною зношених напрямних пластин. В основу корисної моделі поставлена задача створити конструкцію головки глибокого свердління, яка дозволяє підвищити якість обробки, продуктивність і довговічність інструменту шляхом зниження зносу робочих поверхонь напрямних пластин за рахунок технічного результату, який полягає в збільшенні площі контакту між напрямними пластинами і оброблюваним отвором. Цей технічний результат досягається тим, що в головці глибокого свердління, що містить корпус, в пазах якого встановлені касети зі змінними різальними пластинами, і напрямні пластини з робочою поверхнею, що виконана по радіусу, відповідно до корисної моделі, напрямні пластини виконані з циліндричною посадковою поверхнею і встановлені в касетах з відповідною циліндрично-увігнутою поверхнею, в яких закріплені через пружинні елементи, при цьому кожна напрямна пластина оснащена двома твердосплавними вставками, робоча поверхня яких виконана з радіусом, відповідним радіусу оброблюваного отвору. Між відмітними ознаками корисної моделі і технічним результатом є причинно-наслідковий зв'язок. За рахунок того, що напрямні пластини виконані з циліндричною посадковою поверхнею і встановлені в касетах з відповідною циліндрично-увігнутою поверхнею, в яких закріплені через пружинні елементи, напрямні пластини мають можливість обмеженого повороту в посадкових пазах корпусу інструмента і в процесі обробки під дією навантажень сил різання самоустановлюються по поверхні оброблюваного отвору. За рахунок того, що кожна напрямна пластина оснащена двома твердосплавними вставками, робоча поверхня яких виконана з радіусом, відповідним радіусу оброблюваного отвору, контакт між робочими поверхнями напрямних пластин і оброблюваних отвором реалізується по двох площадках. Самовстановлення по поверхні оброблюваного отвору компенсує похибки виготовлення і установки напрямних пластин в корпусі інструмента, що в сукупності з оснащенням двома твердосплавними вставками забезпечує максимально можливе прилягання і площу контакту між робочими поверхнями напрямних пластин і оброблюваним отвором, знижує контактні навантаження, забезпечує рівномірність зносу і підвищує стійкість напрямних пластин. Суть корисної моделі пояснюється кресленнями, де: на фіг. 1 зображена головка глибокого свердління; на фіг. 2 - напрямна пластина (вигляд А на фіг. 1). 1 UA 116287 U 5 10 15 20 25 Головка глибокого свердління містить корпус 1, в пазах якого встановлені касети зі змінними різальними пластинами 2 і встановлені в касетах 3 напрямні пластини 4, робоча поверхня яких виконана по радіусу (фіг. 1). Відмінною особливістю головки глибокого свердління, яка заявляється, є те, що напрямні пластини 4 виконані з циліндричною посадковою поверхнею Б (фіг.2) і встановлені в касетах 3 з відповідною циліндрично-увігнутою поверхнею, в яких кріпляться гвинтами 5 з пружинами 6. Крім того, кожна напрямна пластина 4 оснащена двома твердосплавними вставками 7 і 8, робоча поверхня яких виконана з радіусом, відповідним радіусу оброблюваного отвору. При роботі головки глибокого свердління здійснюється її поздовжня подача і обертання. Знімання металу здійснюється різальними пластинами 2, які формують поверхню оброблюваного отвору. Головка глибокого свердління спирається на циліндричну поверхню оброблюваного отвору через робочі поверхні твердосплавних вставок 7 і 8 змінних напрямних пластин 4, які сприймають результуючу навантаження сил різання від різальних пластин 2. Під час роботи, під дією сил різання, напрямні пластини 4 повертаються і самовстановлюються по обробленій поверхні отвору, як показано на фіг. 2, за рахунок можливості обмеженого руху циліндричної посадкової поверхні Б напрямних пластин 4 в циліндрично-увігнутих пазах касет 3, при цьому здійснюється максимально можливе прилягання робочих поверхонь твердосплавних вставок 7 і 8 напрямних пластин 4 до поверхні оброблюваного отвору. З опису конструкції і роботи головки глибокого свердління видно, що за рахунок відмінних ознак корисної моделі досягається збільшення площі контакту між напрямними пластинами і оброблюваним отвором, що знижує контактні навантаження і знос робочих поверхонь напрямних пластин і, таким чином, дозволяє підвищити якість обробки, продуктивність і довговічність інструмента. Головка глибокого свердління пропонованої конструкції впроваджена на Новокраматорському машинобудівному заводі. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 30 35 Головка глибокого свердління, що містить корпус, в пазах якого встановлені касети зі змінними різальними пластинами і напрямні пластини з робочою поверхнею, що виконана по радіусу, яка відрізняється тим, що напрямні пластини виконані з циліндричною посадковою поверхнею і встановлені в касетах з відповідною циліндрично-увігнутою поверхнею, в яких закріплені через пружинні елементи, при цьому кожна напрямна пластина оснащена двома твердосплавними вставками, робоча поверхня яких виконана з радіусом, відповідним радіусу оброблюваного отвору. 2 UA 116287 U Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23B 51/06
Мітки: головка, глибокого, свердління
Код посилання
<a href="https://ua.patents.su/5-116287-golovka-glibokogo-sverdlinnya.html" target="_blank" rel="follow" title="База патентів України">Головка глибокого свердління</a>
Головка глибокого свердління
Номер патенту: 94585
Опубліковано: 25.11.2014
Автори: Паціора Андрій Павлович, Носков Віталій Васильович
МПК: B23B 51/06
Мітки: свердління, глибокого, головка
Формула / Реферат:
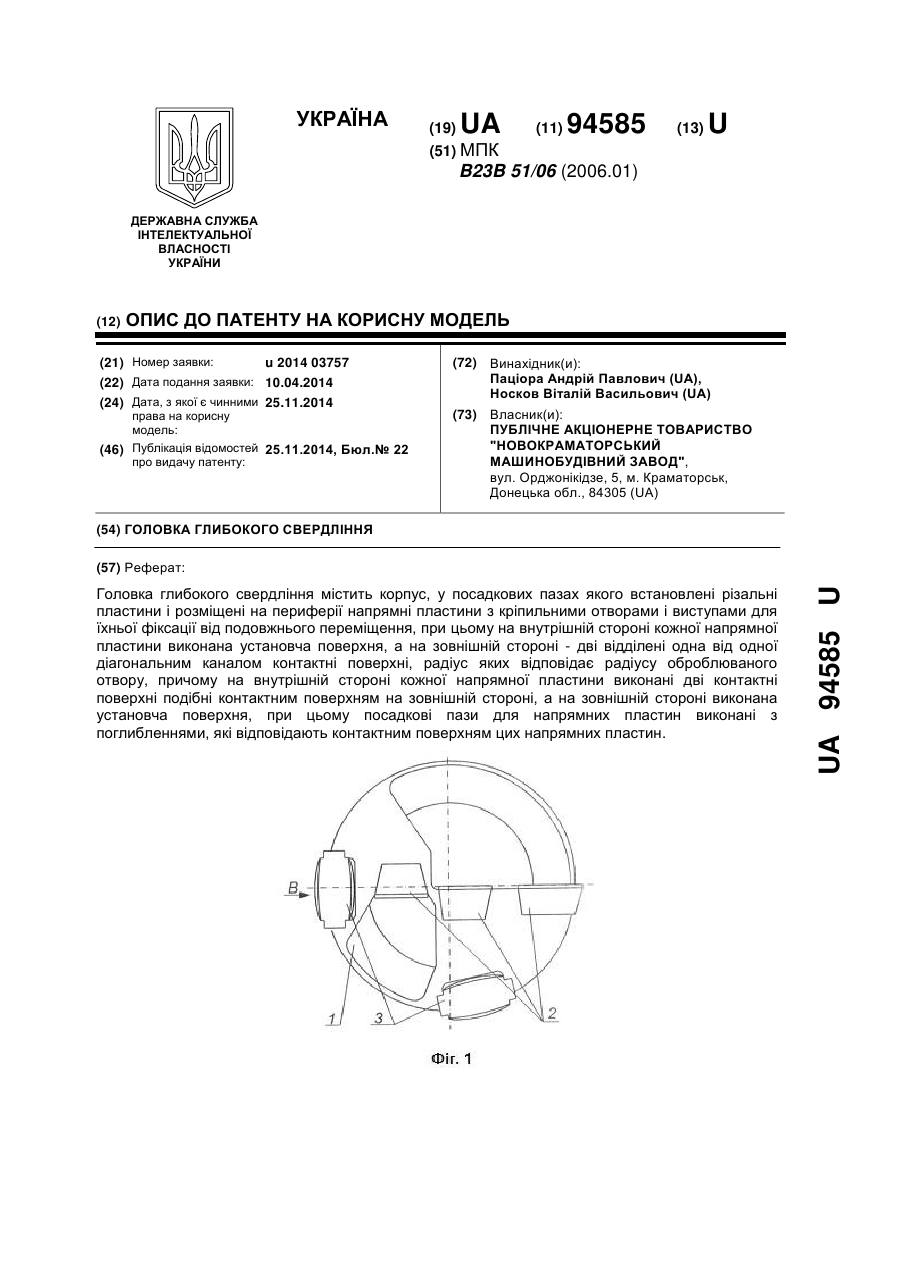
Головка глибокого свердління, що містить корпус, у посадкових пазах якого встановлені різальні пластини і розміщені на периферії напрямні пластини з кріпильними отворами і виступами для їхньої фіксації від подовжнього переміщення, при цьому на внутрішній стороні кожної напрямної пластини виконана установча поверхня, а на зовнішній стороні - дві відділені одна від одної діагональним каналом контактні поверхні, радіус яких відповідає радіусу...
Головка глибокого свердління
Номер патенту: 70373
Опубліковано: 11.06.2012
Автори: Паціора Андрій Павлович, Носков Віталій Васильович
МПК: B23B 51/06
Мітки: глибокого, головка, свердління
Формула / Реферат:
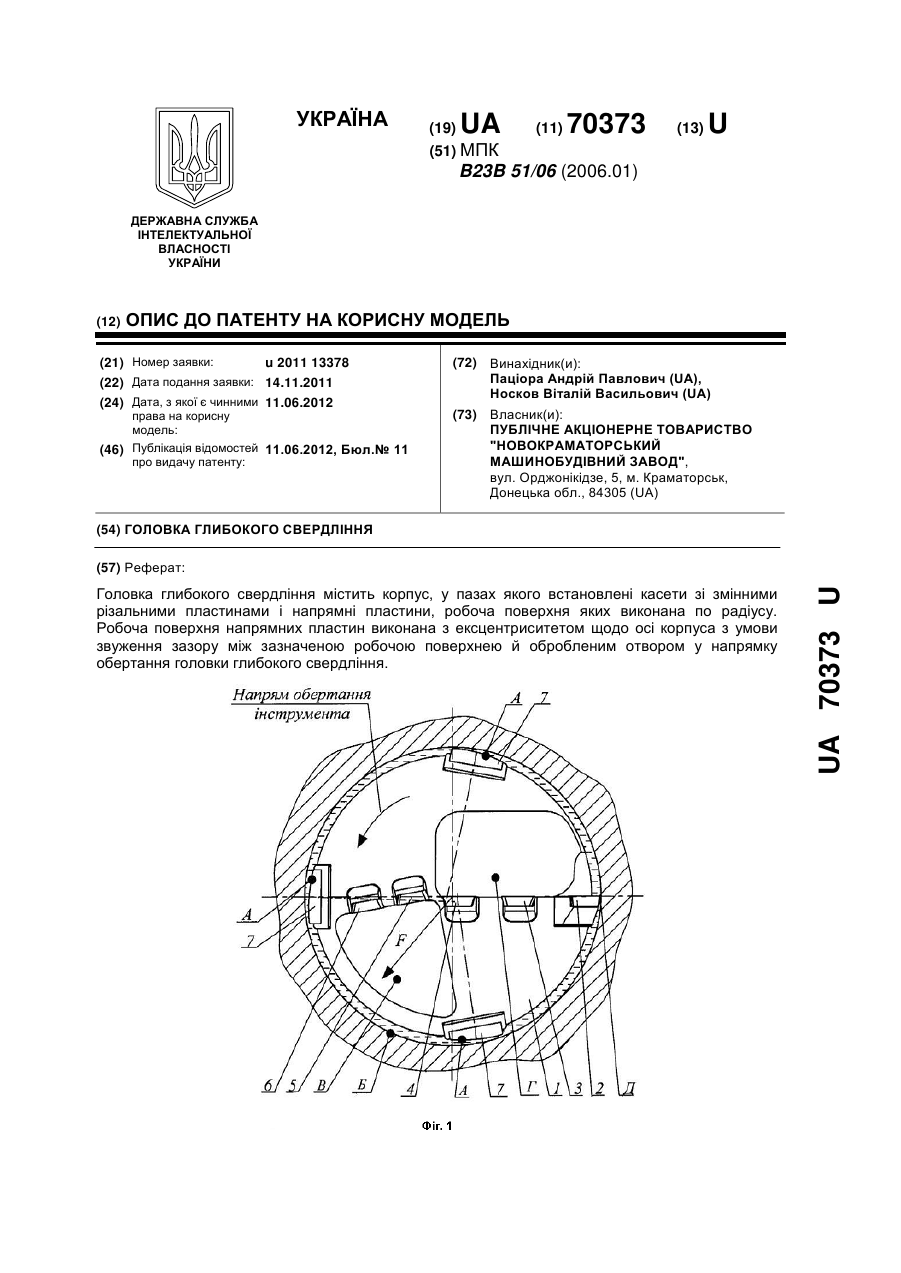
Головка глибокого свердління, що містить корпус, у пазах якого встановлені касети зі змінними різальними пластинами і напрямні пластини, робоча поверхня яких виконана по радіусу, яка відрізняється тим, що робоча поверхня напрямних пластин виконана з ексцентриситетом щодо осі корпуса з умови звуження зазору між зазначеною робочою поверхнею й обробленим отвором у напрямку обертання головки глибокого свердління.
Головка глибокого свердління
Номер патенту: 89162
Опубліковано: 10.04.2014
Автори: Паціора Андрій Павлович, Носков Віталій Васильович
МПК: B23B 51/06
Мітки: глибокого, свердління, головка
Формула / Реферат:
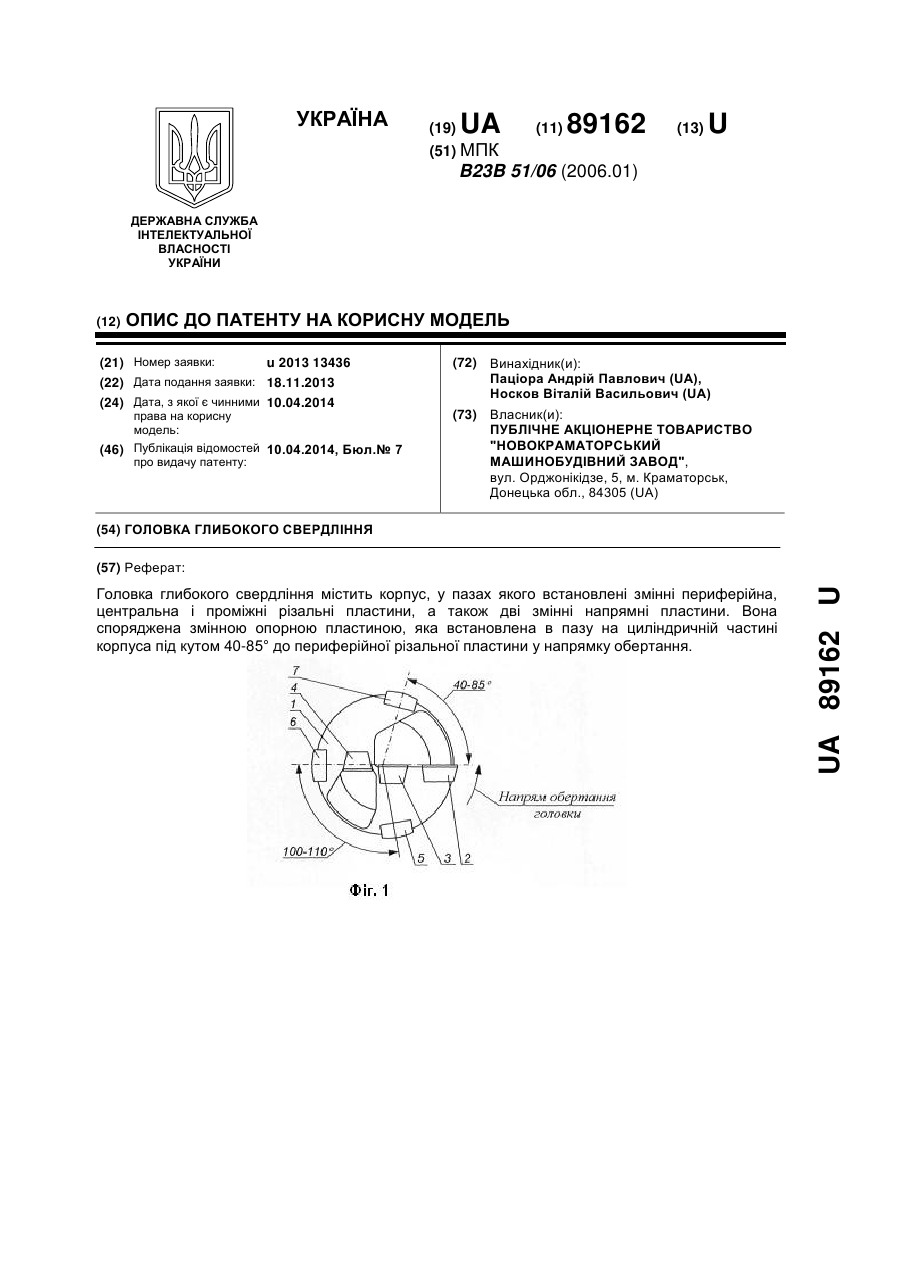
Головка глибокого свердління, що містить корпус, у пазах якого встановлені змінні периферійна, центральна і проміжні різальні пластини, а також дві змінні напрямні пластини, яка відрізняється тим, що вона споряджена змінною опорною пластиною, яка встановлена в пазу на циліндричній частині корпуса під кутом 40-85° до периферійної різальної пластини у напрямку обертання.
Агрегатна силова головка для глибокого свердління отворів малого діаметра
Номер патенту: 12743
Опубліковано: 15.02.2006
Автори: Корж Олег Володимирович, Кондратюк Олег Леонідович
МПК: B23B 47/00
Мітки: агрегатна, головка, діаметра, малого, силова, свердління, отворів, глибокого
Формула / Реферат:
Агрегатна силова головка для глибокого свердління отворів малого діаметра, що містить шпиндель, приводи його обертання і подачі, систему автоматичного керування силовими параметрами, що включає датчик виміру крутного моменту, регулятор подачі й обмежник подачі шпинделя, яка відрізняється тим, що привід подачі виконаний у вигляді електромагніта з демпферним пристроєм, а система автоматичного керування силовими параметрами додатково містить...
Спосіб глибокого свердління
Номер патенту: 74247
Опубліковано: 25.10.2012
Автори: Стеценко Олексій Сергійович, Пестунов Володимир Михайлович
МПК: B23B 35/00
Мітки: спосіб, свердління, глибокого
Формула / Реферат:
Спосіб глибокого свердління, при якому контролюють навантаження і по результатах здійснюють регулювання, який відрізняється тим, що при зниженні осьового технологічного навантаження подачу зменшують, а при зростанні крутного моменту вище допустимого значення свердло виводять із отвору.
Попередній патент: Екскаваторний модуль
Наступний патент: Пристрій для вилучення феромагнітних включень
Випадковий патент: Спосіб модифікації поверхні стальних виробів