Спосіб шліфування ступінчастих поверхонь обертання конічними поверхнями абразивного інструмента
Номер патенту: 117066
Опубліковано: 12.06.2017

Формула / Реферат
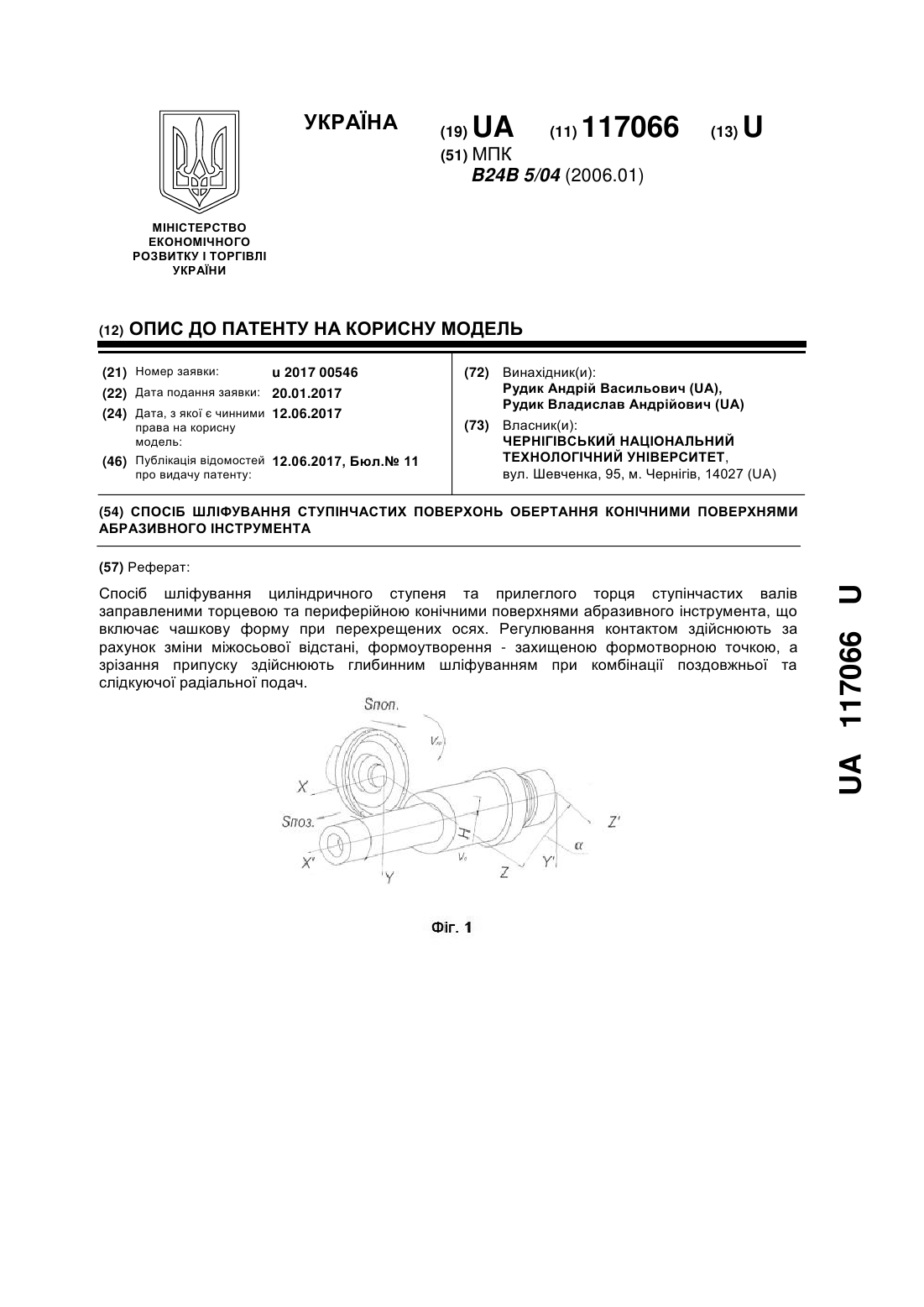
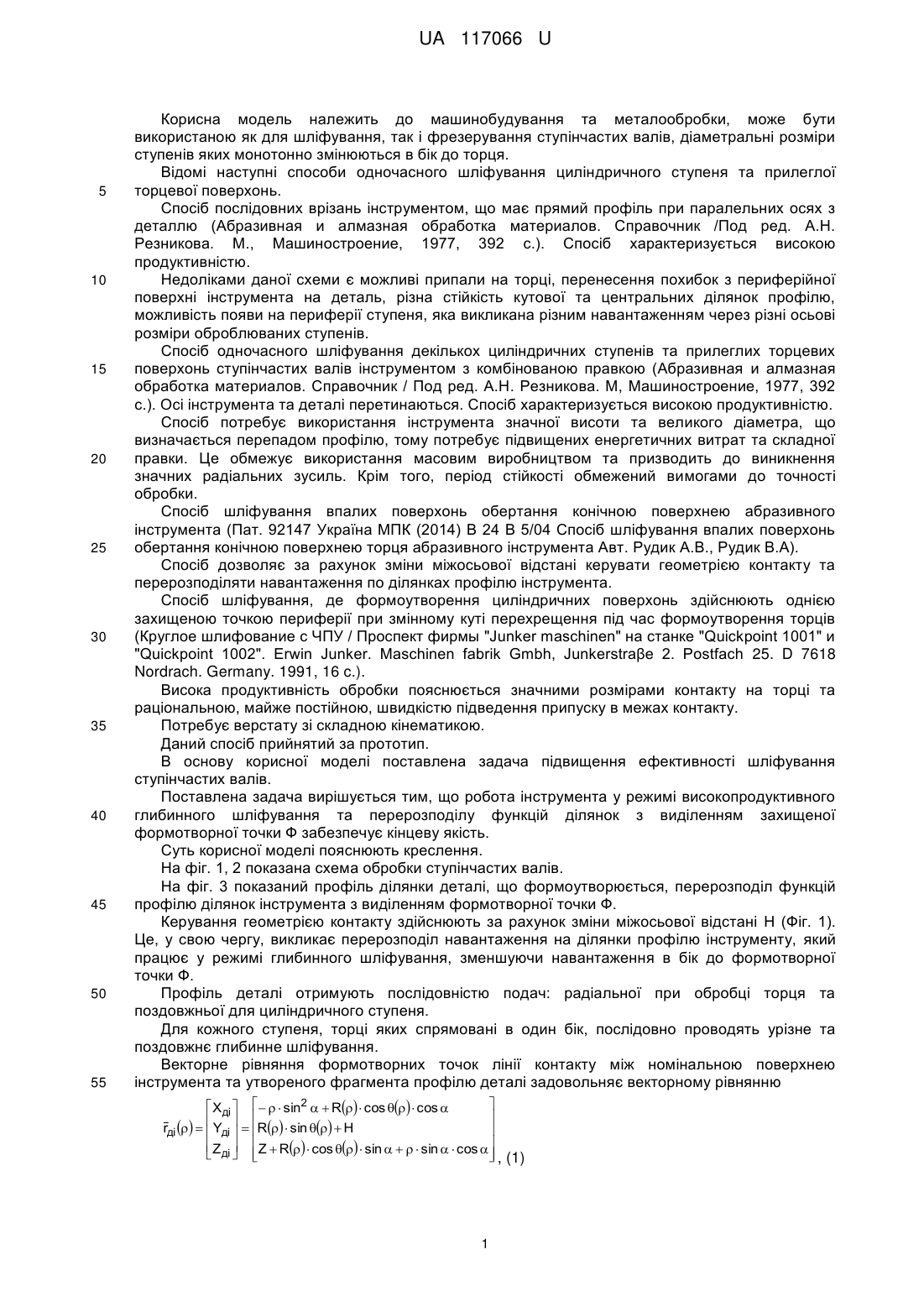
Спосіб шліфування циліндричного ступеня та прилеглого торця ступінчастих валів заправленими торцевою та периферійною конічними поверхнями абразивного інструмента чашкової форми при перехрещених осях, який відрізняється тим, що регулювання контактом здійснюють за рахунок зміни міжосьової відстані, формоутворення - захищеною формотворною точкою, а зрізання припуску здійснюють глибинним шліфуванням при комбінації поздовжньої та слідкуючої радіальної подач.
Текст
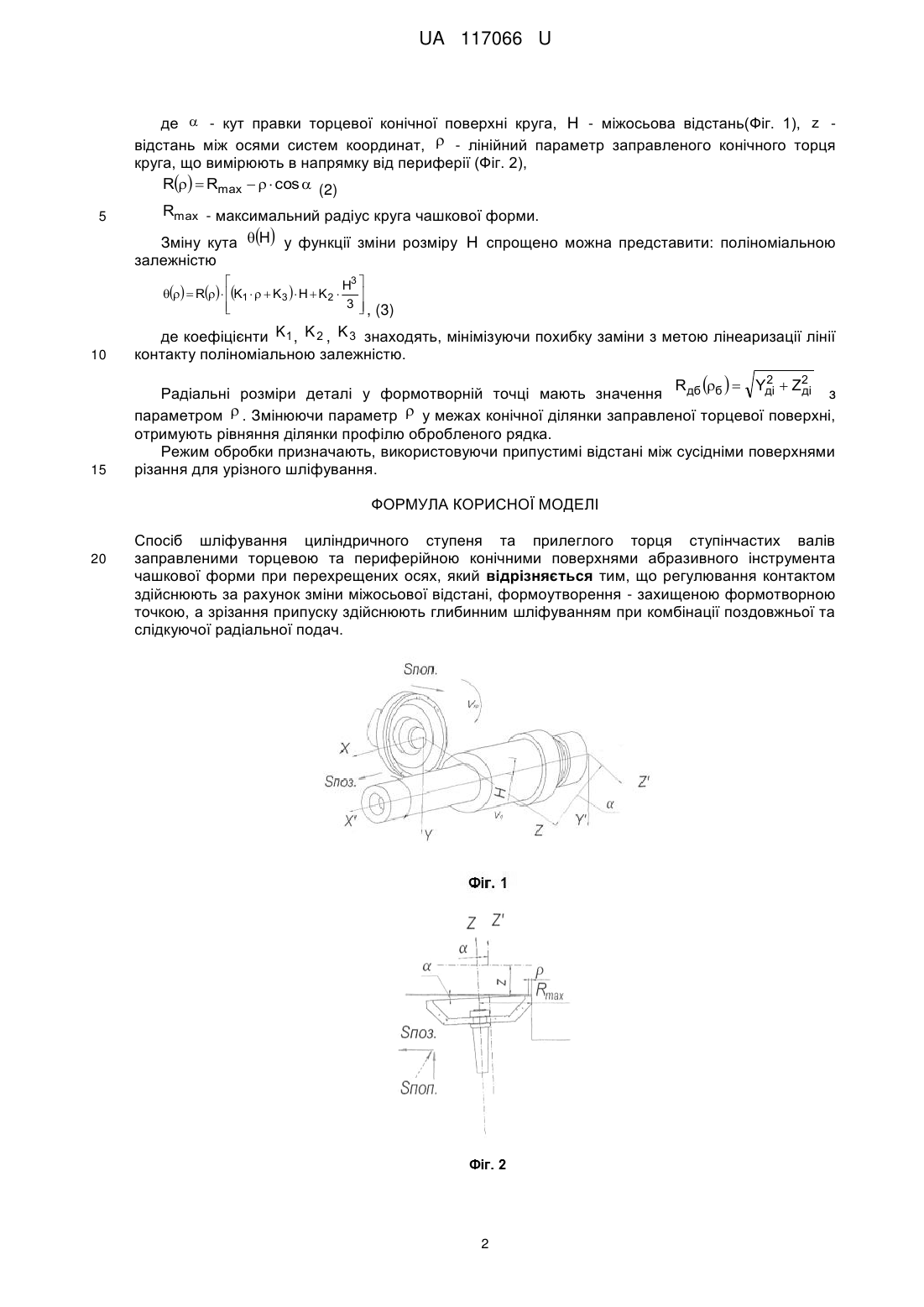
Реферат: UA 117066 U UA 117066 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до машинобудування та металообробки, може бути використаною як для шліфування, так і фрезерування ступінчастих валів, діаметральні розміри ступенів яких монотонно змінюються в бік до торця. Відомі наступні способи одночасного шліфування циліндричного ступеня та прилеглої торцевої поверхонь. Спосіб послідовних врізань інструментом, що має прямий профіль при паралельних осях з деталлю (Абразивная и алмазная обработка материалов. Справочник /Под ред. А.Н. Резникова. М., Машиностроение, 1977, 392 с.). Спосіб характеризується високою продуктивністю. Недоліками даної схеми є можливі припали на торці, перенесення похибок з периферійної поверхні інструмента на деталь, різна стійкість кутової та центральних ділянок профілю, можливість появи на периферії ступеня, яка викликана різним навантаженням через різні осьові розміри оброблюваних ступенів. Спосіб одночасного шліфування декількох циліндричних ступенів та прилеглих торцевих поверхонь ступінчастих валів інструментом з комбінованою правкою (Абразивная и алмазная обработка материалов. Справочник / Под ред. А.Н. Резникова. М, Машиностроение, 1977, 392 с.). Осі інструмента та деталі перетинаються. Спосіб характеризується високою продуктивністю. Спосіб потребує використання інструмента значної висоти та великого діаметра, що визначається перепадом профілю, тому потребує підвищених енергетичних витрат та складної правки. Це обмежує використання масовим виробництвом та призводить до виникнення значних радіальних зусиль. Крім того, період стійкості обмежений вимогами до точності обробки. Спосіб шліфування впалих поверхонь обертання конічною поверхнею абразивного інструмента (Пат. 92147 Україна МПК (2014) В 24 В 5/04 Спосіб шліфування впалих поверхонь обертання конічною поверхнею торця абразивного інструмента Авт. Рудик А.В., Рудик В.А). Спосіб дозволяє за рахунок зміни міжосьової відстані керувати геометрією контакту та перерозподіляти навантаження по ділянках профілю інструмента. Спосіб шліфування, де формоутворення циліндричних поверхонь здійснюють однією захищеною точкою периферії при змінному куті перехрещення під час формоутворення торців (Круглое шлифование с ЧПУ / Проспект фирмы "Junker maschinen" на станке "Quickpoint 1001" и "Quickpoint 1002". Erwin Junker. Maschinen fabrik Gmbh, Junkerstraβe 2. Postfach 25. D 7618 Nordrach. Germany. 1991, 16 c.). Висока продуктивність обробки пояснюється значними розмірами контакту на торці та раціональною, майже постійною, швидкістю підведення припуску в межах контакту. Потребує верстату зі складною кінематикою. Даний спосіб прийнятий за прототип. В основу корисної моделі поставлена задача підвищення ефективності шліфування ступінчастих валів. Поставлена задача вирішується тим, що робота інструмента у режимі високопродуктивного глибинного шліфування та перерозподілу функцій ділянок з виділенням захищеної формотворної точки Ф забезпечує кінцеву якість. Суть корисної моделі пояснюють креслення. На фіг. 1, 2 показана схема обробки ступінчастих валів. На фіг. 3 показаний профіль ділянки деталі, що формоутворюється, перерозподіл функцій профілю ділянок інструмента з виділенням формотворної точки Ф. Керування геометрією контакту здійснюють за рахунок зміни міжосьової відстані Н (Фіг. 1). Це, у свою чергу, викликає перерозподіл навантаження на ділянки профілю інструменту, який працює у режимі глибинного шліфування, зменшуючи навантаження в бік до формотворної точки Ф. Профіль деталі отримують послідовністю подач: радіальної при обробці торця та поздовжньої для циліндричного ступеня. Для кожного ступеня, торці яких спрямовані в один бік, послідовно проводять урізне та поздовжнє глибинне шліфування. Векторне рівняння формотворних точок лінії контакту між номінальною поверхнею інструмента та утвореного фрагмента профілю деталі задовольняє векторному рівнянню Х ді sin2 R cos cos rді Yді R sin H Z ді Z R cos sin sin cos , (1) 1 UA 117066 U де - кут правки торцевої конічної поверхні круга, H - міжосьова відстань(Фіг. 1), z відстань між осями систем координат, - лінійний параметр заправленого конічного торця круга, що вимірюють в напрямку від периферії (Фіг. 2), R Rmax cos (2) 5 Rmax - максимальний радіус круга чашкової форми. Зміну кута H у функції зміни розміру H спрощено можна представити: поліноміальною залежністю H3 R K1 K 3 H K 2 3 , (3) 10 де коефіцієнти K1 , K 2 , K 3 знаходять, мінімізуючи похибку заміни з метою лінеаризації лінії контакту поліноміальною залежністю. 15 2 Rдб б Yді Z2 ді з Радіальні розміри деталі у формотворній точці мають значення параметром . Змінюючи параметр у межах конічної ділянки заправленої торцевої поверхні, отримують рівняння ділянки профілю обробленого рядка. Режим обробки призначають, використовуючи припустимі відстані між сусідніми поверхнями різання для урізного шліфування. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 20 Спосіб шліфування циліндричного ступеня та прилеглого торця ступінчастих валів заправленими торцевою та периферійною конічними поверхнями абразивного інструмента чашкової форми при перехрещених осях, який відрізняється тим, що регулювання контактом здійснюють за рахунок зміни міжосьової відстані, формоутворення - захищеною формотворною точкою, а зрізання припуску здійснюють глибинним шліфуванням при комбінації поздовжньої та слідкуючої радіальної подач. 2 UA 117066 U Комп’ютерна верстка Л. Бурлак Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B24B 5/04
Мітки: поверхнями, поверхонь, спосіб, конічними, обертання, інструмента, ступінчастих, шліфування, абразивного
Код посилання
<a href="https://ua.patents.su/5-117066-sposib-shlifuvannya-stupinchastikh-poverkhon-obertannya-konichnimi-poverkhnyami-abrazivnogo-instrumenta.html" target="_blank" rel="follow" title="База патентів України">Спосіб шліфування ступінчастих поверхонь обертання конічними поверхнями абразивного інструмента</a>
Спосіб шліфування впалих поверхонь обертання конічною поверхнею торця абразивного інструмента
Номер патенту: 92147
Опубліковано: 11.08.2014
Автори: Рудик Владислав Андрійович, Рудик Андрій Васильович
МПК: B24B 5/04
Мітки: поверхонь, обертання, спосіб, конічною, шліфування, інструмента, абразивного, торця, поверхнею, впалих
Формула / Реферат:
Спосіб шліфування впалих фасонних поверхонь обертання деталей конічною поверхнею абразивного інструмента при їх перехрещених осях, який відрізняється тим, що регулювання контактом, формоутворенням та зрізанням припуску при переході на наступний рядок здійснюється за рахунок слідкуючої вертикальної подачі в напрямку, що змінює міжцентрову відстань, а робота по формоутворенню та зрізанню припуску розподілена по різних ділянках профілю конічної...
Спосіб шліфування ступінчастих валів зі схрещеними осями деталі і круга
Номер патенту: 90443
Опубліковано: 26.05.2014
Автори: Кальченко Віталій Іванович, Кальченко Дмитро Володимирович
МПК: B24B 5/04
Мітки: деталі, круга, схрещеними, ступінчастих, шліфування, валів, осями, спосіб
Формула / Реферат:
Спосіб шліфування ступінчастих валів зі схрещеними осями деталі та круга, який включає використання ельборового круга, вісь якого повернута на певний кут відносно осі деталі, і який здійснює радіальне установче переміщення, при цьому деталь обертається навколо власної осі і переміщується вздовж неї, який відрізняється тим, що при обробці торцевих поверхонь кут орієнтації круга обирається з умов отримання необхідної точності, а для...
Спосіб шліфування випуклих торових поверхонь зі схрещеними осями інструмента і деталі

Номер патенту: 40521
Опубліковано: 10.04.2009
Автори: Єрошенко Андрій Михайлович, Кальченко Володимир Віталійович
МПК: B24B 5/00
Мітки: шліфування, поверхонь, деталі, спосіб, осями, торових, випуклих, інструмента, схрещеними
Формула / Реферат:
Спосіб шліфування випуклих торових поверхонь, згідно з яким деталі надають обертання навколо власної осі, шліфувальному кругу з профілем у вигляді дуги кола надають подачу на врізання в радіальному напрямку, узгоджену з обертанням деталі, який відрізняється тим, що в процесі зняття припуску та формоутворення круг з радіусом профілю, більшим за радіус профілю заготовки, переміщується вздовж прямої, яка перпендикулярна осям заготовки та деталі...
Спосіб шліфування випуклих криволінійних поверхонь обертання

Номер патенту: 10623
Опубліковано: 15.11.2005
Автори: Кальченко Володимир Віталійович, Ніколенко Олег Миколайович
МПК: B24B 5/00
Мітки: обертання, спосіб, шліфування, випуклих, криволінійних, поверхонь
Формула / Реферат:
Спосіб шліфування випуклих криволінійних поверхонь обертання охоплювальним інструментом з віссю обертання, яка розташована в площині симетрії деталі і перпендикулярна осі обертання деталі, який відрізняється тим, що для шліфування криволінійних поверхонь з різноманітними випуклими твірними вісь обертання круга переміщується в цій площині таким чином, що торова поверхня круга дотикається до зовнішнього діаметра деталі в різних точках в залежно...
Спосіб глибинного шліфування поверхонь обертання
Номер патенту: 10635
Опубліковано: 15.11.2005
Автори: Ларін Андрій Васильович, Кальченко Володимир Віталійович
МПК: B24B 5/00
Мітки: спосіб, шліфування, поверхонь, обертання, глибинного
Формула / Реферат:
1. Спосіб глибинного шліфування поверхонь обертання, за яким шліфувальний круг переміщують вздовж твірної деталі і подають його на врізання в радіальному напрямку, при цьому круг повертають в вертикальній площині навколо осі, яка перпендикулярна до осі обертання круга і розташована від його торця на величину калібруючої ділянки, що дорівнює подачі на оберт деталі, вісь повороту нормальна до твірної деталі в опорній точці, який відрізняється...
Попередній патент: Спосіб лікування астеноневротичних наслідків легкої черепно-мозкової травми
Наступний патент: Комплексна біоінженерна система для очищення водойм
Випадковий патент: Таблетка з насічкою, що включає пітавастатин, та має чудову фотостабільність