Спосіб заточки інструмента
Номер патенту: 117530
Опубліковано: 26.06.2017

Формула / Реферат
Спосіб заточки інструмента, при якому обробку здійснюють з регламентованою складовою сили різання, який відрізняється тим, що кругу або інструменту, що обробляється, надають у площині шліфування додатковий прямолінійний зворотно-поступальний рух у напрямку, який співпадає з напрямком дії тангенціальної складової сили різання, зі швидкістю, сумірною зі швидкістю круга.
Текст
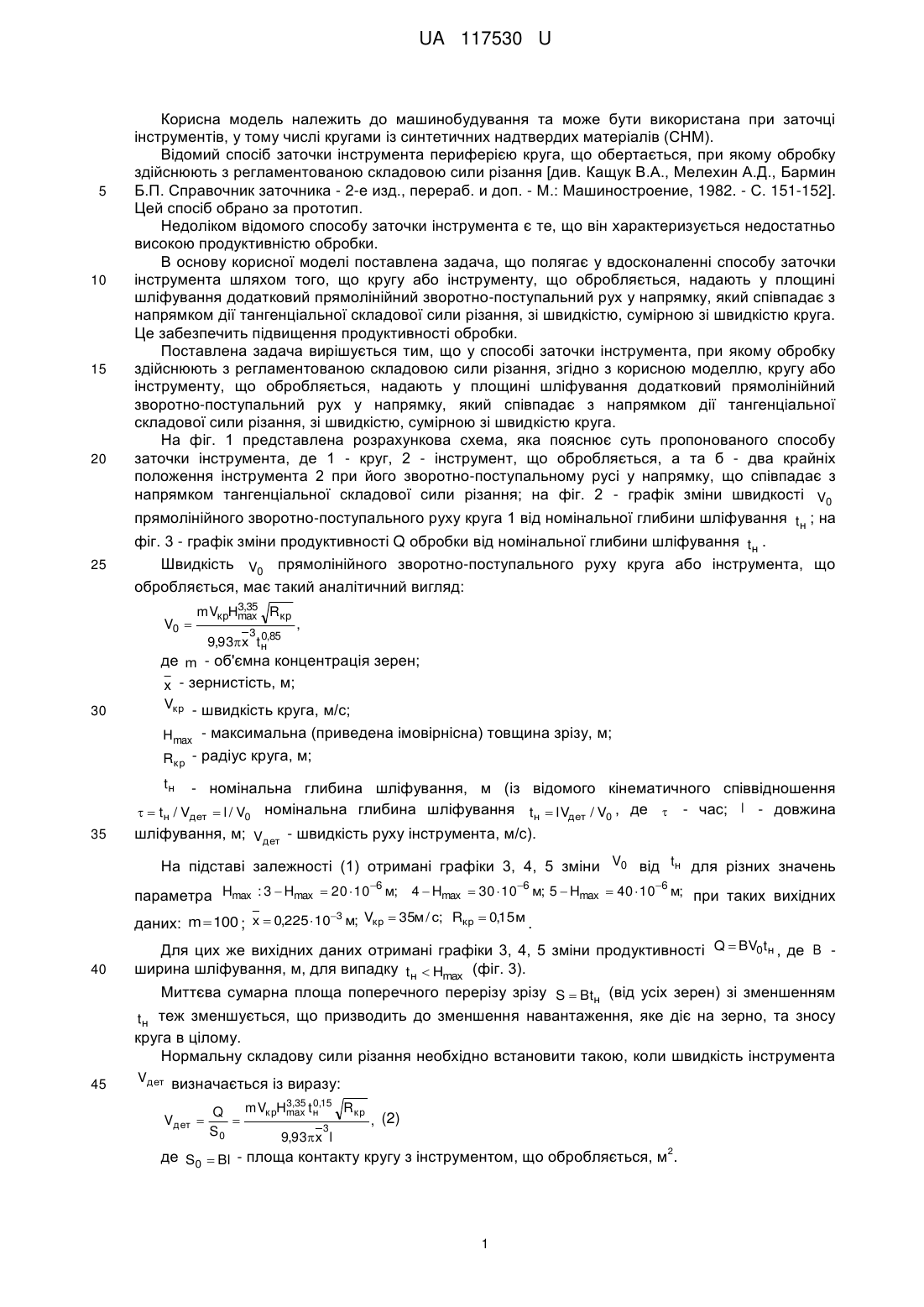
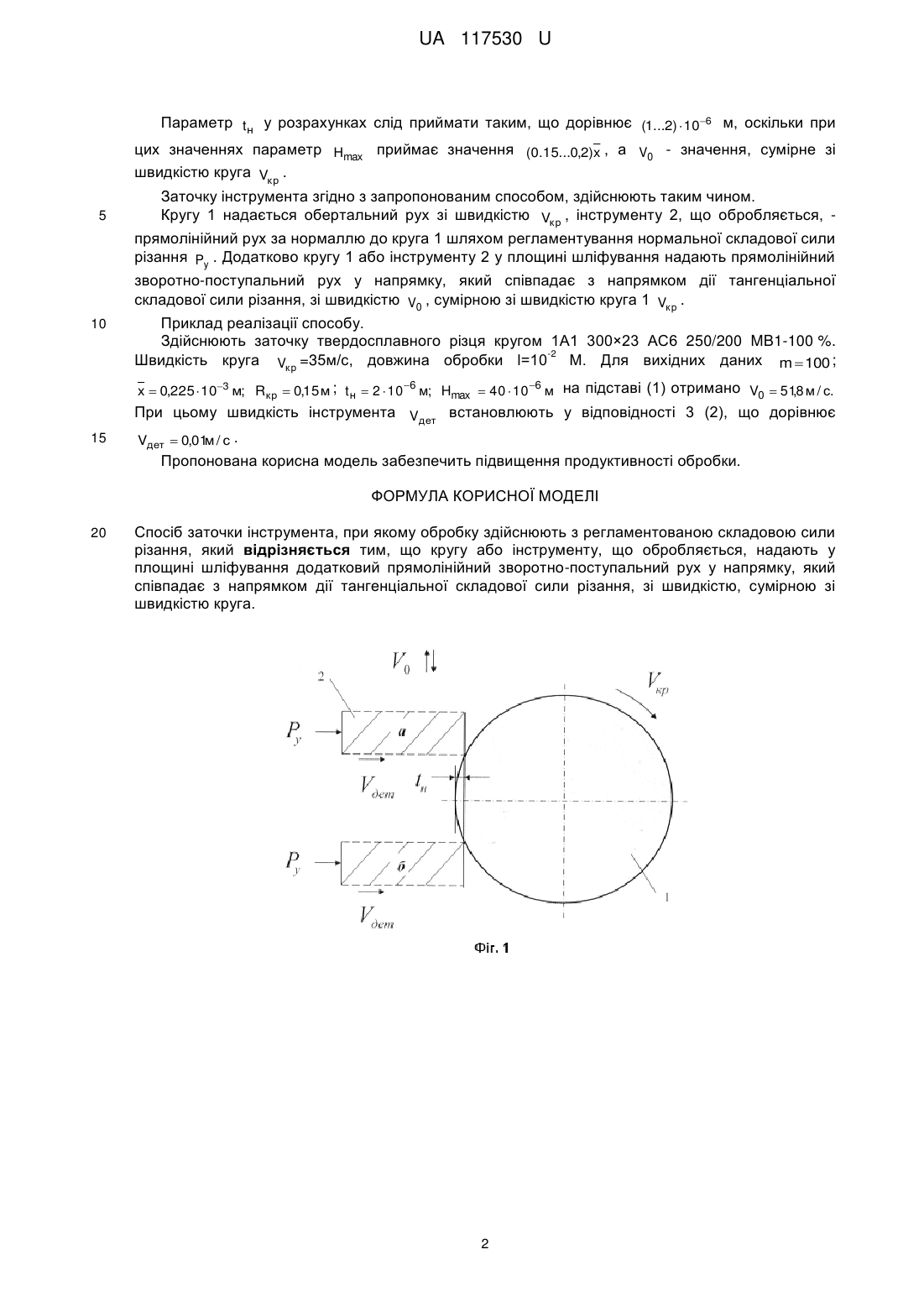
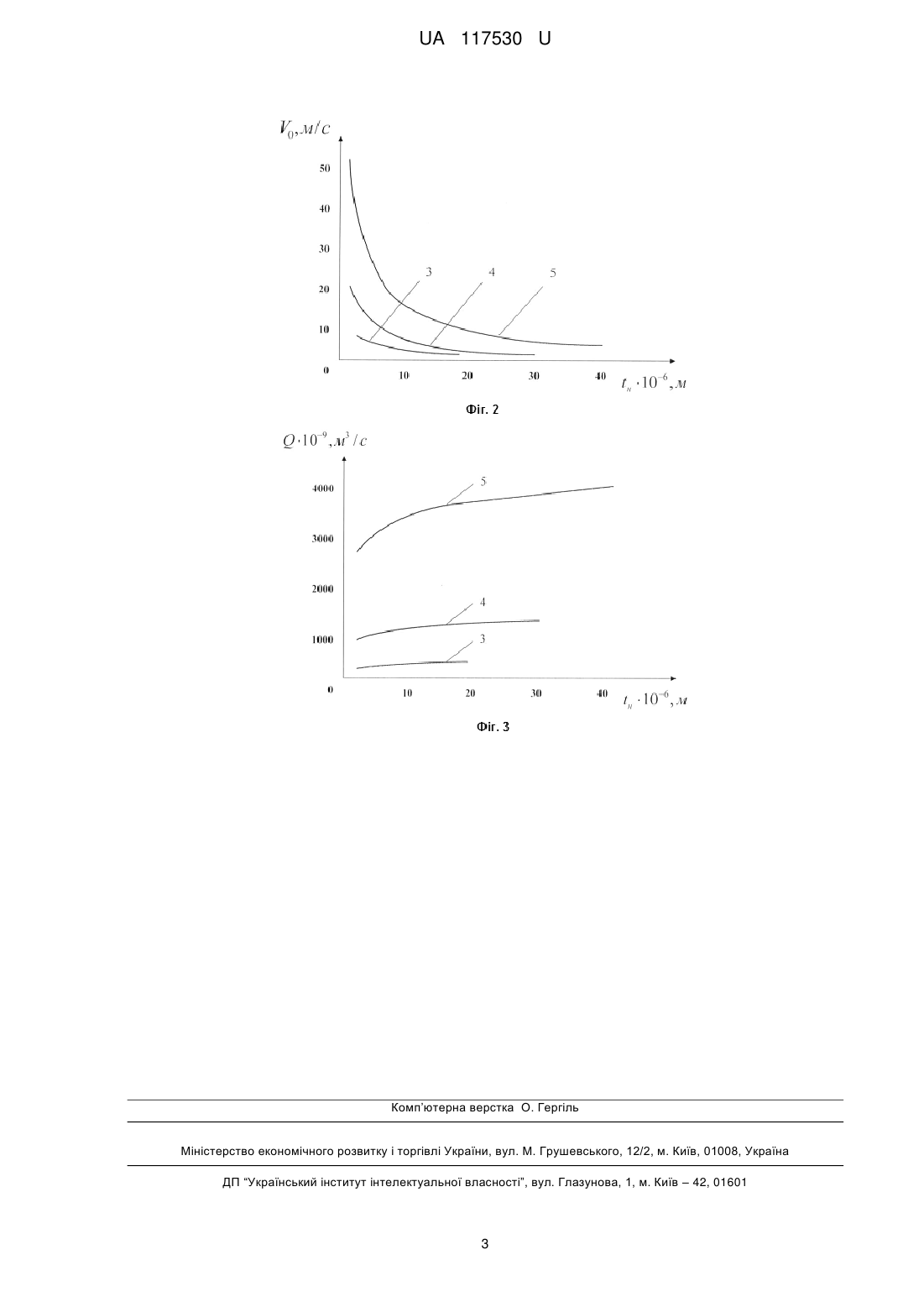
Реферат: Спосіб заточки інструмента, при якому обробку здійснюють з регламентованою складовою сили різання. Кругу або інструменту, що обробляють, надають у площині шліфування додатковий прямолінійний зворотно-поступальний рух у напрямку, який співпадає з напрямком дії тангенціальної складової сили різання, зі швидкістю, сумірною зі швидкістю круга. UA 117530 U (54) СПОСІБ ЗАТОЧКИ ІНСТРУМЕНТА UA 117530 U UA 117530 U 5 10 15 20 Корисна модель належить до машинобудування та може бути використана при заточці інструментів, у тому числі кругами із синтетичних надтвердих матеріалів (СНМ). Відомий спосіб заточки інструмента периферією круга, що обертається, при якому обробку здійснюють з регламентованою складовою сили різання [див. Кащук В.А., Мелехин А.Д., Бармин Б.П. Справочник заточника - 2-е изд., перераб. и доп. - М.: Машиностроение, 1982. - С. 151-152]. Цей спосіб обрано за прототип. Недоліком відомого способу заточки інструмента є те, що він характеризується недостатньо високою продуктивністю обробки. В основу корисної моделі поставлена задача, що полягає у вдосконаленні способу заточки інструмента шляхом того, що кругу або інструменту, що обробляється, надають у площині шліфування додатковий прямолінійний зворотно-поступальний рух у напрямку, який співпадає з напрямком дії тангенціальної складової сили різання, зі швидкістю, сумірною зі швидкістю круга. Це забезпечить підвищення продуктивності обробки. Поставлена задача вирішується тим, що у способі заточки інструмента, при якому обробку здійснюють з регламентованою складовою сили різання, згідно з корисною моделлю, кругу або інструменту, що обробляється, надають у площині шліфування додатковий прямолінійний зворотно-поступальний рух у напрямку, який співпадає з напрямком дії тангенціальної складової сили різання, зі швидкістю, сумірною зі швидкістю круга. На фіг. 1 представлена розрахункова схема, яка пояснює суть пропонованого способу заточки інструмента, де 1 - круг, 2 - інструмент, що обробляється, а та б - два крайніх положення інструмента 2 при його зворотно-поступальному русі у напрямку, що співпадає з напрямком тангенціальної складової сили різання; на фіг. 2 - графік зміни швидкості V0 прямолінійного зворотно-поступального руху круга 1 від номінальної глибини шліфування tн ; на фіг. 3 - графік зміни продуктивності Q обробки від номінальної глибини шліфування tн . 25 Швидкість V0 прямолінійного зворотно-поступального руху круга або інструмента, що обробляється, має такий аналітичний вигляд: V0 3,35 mVкрНmax Rкр 3 0 9,93х t н,85 , де m - об'ємна концентрація зерен; х - зернистість, м; 30 Vкр - швидкість круга, м/с; Нmax - максимальна (приведена імовірнісна) товщина зрізу, м; Rкр - радіус круга, м; tн 35 - номінальна глибина шліфування, м (із відомого кінематичного співвідношення t н / Vдет l / V0 номінальна глибина шліфування t н lVдет / V0 , де - час; l - довжина шліфування, м; Vдет - швидкість руху інструмента, м/с). На підставі залежності (1) отримані графіки 3, 4, 5 зміни V0 від tн для різних значень 6 6 6 параметра Hmax : 3 Hmax 20 10 м; 4 Hmax 30 10 м; 5 Hmax 40 10 м; при таких вихідних 3 даних: m 100 ; x 0,225 10 м; Vкр 35м / с; Rкр 0,15 м . 40 Для цих же вихідних даних отримані графіки 3, 4, 5 зміни продуктивності Q BV0tн , де B ширина шліфування, м, для випадку t н Hmax (фіг. 3). Миттєва сумарна площа поперечного перерізу зрізу S Btн (від усіх зерен) зі зменшенням tн теж зменшується, що призводить до зменшення навантаження, яке діє на зерно, та зносу круга в цілому. Нормальну складову сили різання необхідно встановити такою, коли швидкість інструмента 45 Vдет визначається із виразу: Vдет 3,35 0 mVкрНmax t н,15 R кр Q , (2) 3 S0 9,93 х l 2 де S0 Bl - площа контакту кругу з інструментом, що обробляється, м . 1 UA 117530 U Параметр tн у розрахунках слід приймати таким, що дорівнює (1...2) 106 м, оскільки при цих значеннях параметр Нmax приймає значення (0.15...0,2)x , а V0 - значення, сумірне зі швидкістю круга Vкр . 5 Заточку інструмента згідно з запропонованим способом, здійснюють таким чином. Кругу 1 надається обертальний рух зі швидкістю Vкр , інструменту 2, що обробляється, прямолінійний рух за нормаллю до круга 1 шляхом регламентування нормальної складової сили різання Py . Додатково кругу 1 або інструменту 2 у площині шліфування надають прямолінійний зворотно-поступальний рух у напрямку, який співпадає з напрямком дії тангенціальної складової сили різання, зі швидкістю V0 , сумірною зі швидкістю круга 1 Vкр . 10 Приклад реалізації способу. Здійснюють заточку твердосплавного різця кругом 1А1 300×23 АС6 250/200 MB1-100 %. -2 Швидкість кругаVкр =35м/с, довжина обробки l=10 М. Для вихідних даних m 100 ; , x 0,225 103 м; Rкр 0,15 м ; t н 2 10 6 м; Hmax 40 106 м на підставі (1) отримано V0 518 м / с. 15 При цьому швидкість інструмента Vдет встановлюють у відповідності 3 (2), що дорівнює Vдет 0,01 / с . м Пропонована корисна модель забезпечить підвищення продуктивності обробки. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 20 Спосіб заточки інструмента, при якому обробку здійснюють з регламентованою складовою сили різання, який відрізняється тим, що кругу або інструменту, що обробляється, надають у площині шліфування додатковий прямолінійний зворотно-поступальний рух у напрямку, який співпадає з напрямком дії тангенціальної складової сили різання, зі швидкістю, сумірною зі швидкістю круга. 2 UA 117530 U Комп’ютерна верстка О. Гергіль Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B24B 3/00
Мітки: заточки, спосіб, інструмента
Код посилання
<a href="https://ua.patents.su/5-117530-sposib-zatochki-instrumenta.html" target="_blank" rel="follow" title="База патентів України">Спосіб заточки інструмента</a>
Спосіб заточки свердла одностороннього різання

Номер патенту: 416
Опубліковано: 30.04.1993
Автор: Кірсанов Сергій Михайлович
МПК: B24B 3/00
Мітки: різання, спосіб, свердла, заточки, одностороннього
Формула / Реферат:
Способ заточки сверла одностороннего резания, при котором абразивный круг подводят к обрабатываемому сверлу и формообразуют его заднюю и переднюю поверхности, причем формообразование последней производят при смещении сверла относительно оси абразивного круга, о т-личающийся тем, что величину смещения оси сверла выбирают по формулегде h - величина смещения относительно оси сверла, - величина угла в плане центральной...
Спосіб шліфування жолоба змінного радіуса з вертикальним зміщенням інструмента

Номер патенту: 40522
Опубліковано: 10.04.2009
Автори: Кальченко Володимир Віталійович, Єрошенко Андрій Михайлович
МПК: B24B 5/00
Мітки: жолоба, змінного, спосіб, радіуса, шліфування, зміщенням, вертикальним, інструмента
Формула / Реферат:
Спосіб шліфування кільцевого жолоба зі змінним радіусним профілем, згідно з яким деталі надають обертання навколо власної осі, шліфувальному кругу з профілем у вигляді дуги кола надають подачу на врізання в радіальному напрямку, узгоджену з обертанням деталі, та дискретно повертають відносно осі, що проходить через центр дуги профілю жолоба в кожному осьовому перерізі та перпендикулярно до нього, і нахиляють інструмент навколо прямої, яка...
Спосіб оцінювання зносостійкості шліфувального інструмента з надтвердих матеріалів із введенням функціональних домішок у робочий шар інструмента
Номер патенту: 83782
Опубліковано: 25.09.2013
Автори: Лавріненко Валерій Іванович, Кухаренко Світлана Анатоліївна, Дєвицький Олександр Анатолійович, Ситник Борис Васильович
МПК: G01N 3/56, B23B 25/00
Мітки: шар, шліфувального, інструмента, домішок, матеріалів, спосіб, зносостійкості, оцінювання, надтвердих, введенням, функціональних, робочий
Формула / Реферат:
Спосіб оцінювання зносостійкості шліфувального інструмента з надтвердих матеріалів із введенням функціональних домішок у робочий шар інструмента, який включає вибір поточних критеріїв, пов'язаних зі зносостійкістю, задання їх еталонних значень і визначення працездатності інструмента порівнянням поточних значень критеріїв з їх еталонними значеннями, який відрізняється тим, що за критерій беруть величину напруженості електростатичного поля...
Спосіб шліфування випуклих торових поверхонь зі схрещеними осями інструмента і деталі

Номер патенту: 40521
Опубліковано: 10.04.2009
Автори: Кальченко Володимир Віталійович, Єрошенко Андрій Михайлович
МПК: B24B 5/00
Мітки: осями, випуклих, торових, деталі, шліфування, поверхонь, спосіб, схрещеними, інструмента
Формула / Реферат:
Спосіб шліфування випуклих торових поверхонь, згідно з яким деталі надають обертання навколо власної осі, шліфувальному кругу з профілем у вигляді дуги кола надають подачу на врізання в радіальному напрямку, узгоджену з обертанням деталі, який відрізняється тим, що в процесі зняття припуску та формоутворення круг з радіусом профілю, більшим за радіус профілю заготовки, переміщується вздовж прямої, яка перпендикулярна осям заготовки та деталі...
Спосіб шліфування ступінчастих поверхонь обертання конічними поверхнями абразивного інструмента
Номер патенту: 117066
Опубліковано: 12.06.2017
Автори: Рудик Владислав Андрійович, Рудик Андрій Васильович
МПК: B24B 5/04
Мітки: ступінчастих, шліфування, абразивного, поверхонь, обертання, поверхнями, спосіб, інструмента, конічними
Формула / Реферат:
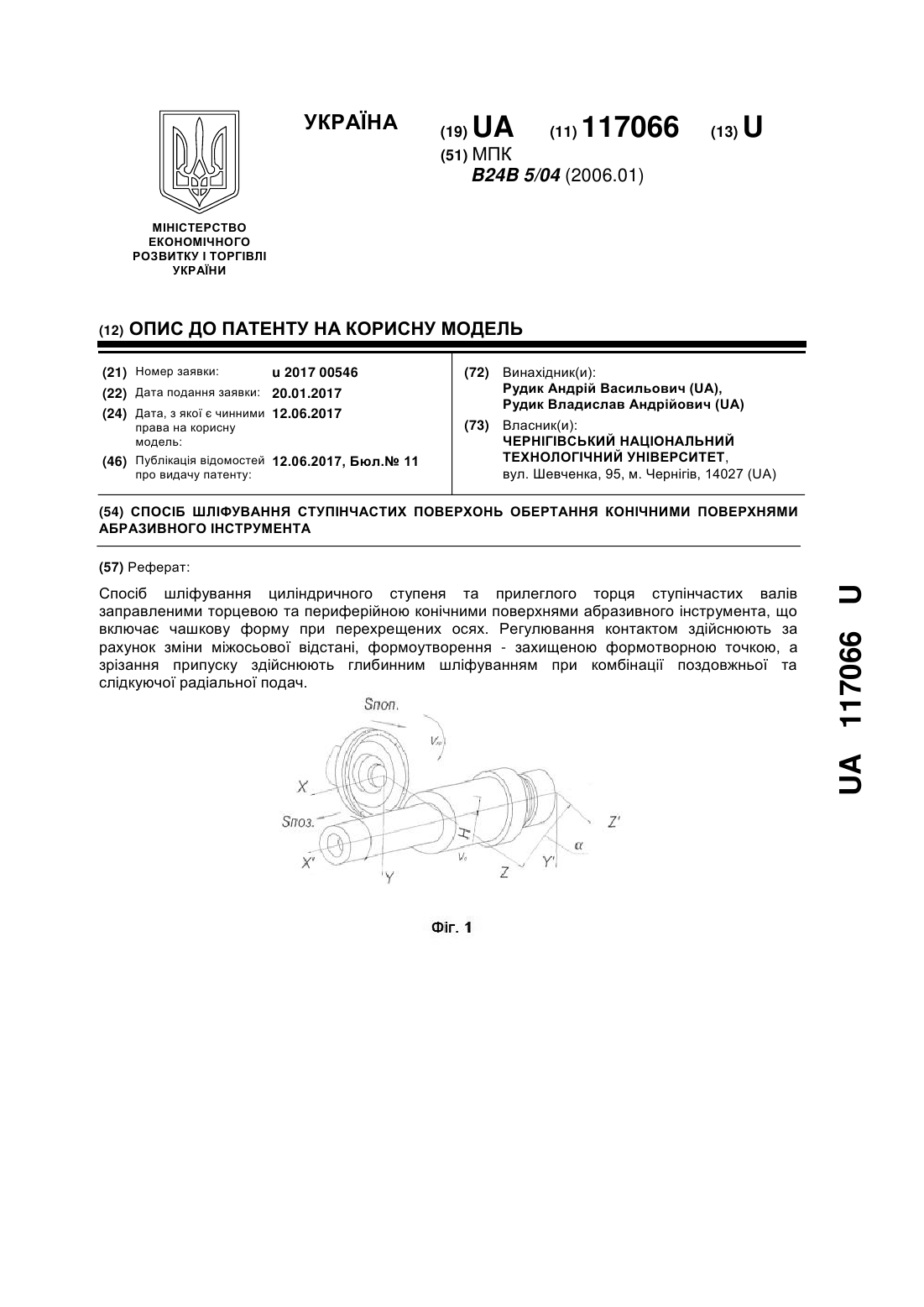
Спосіб шліфування циліндричного ступеня та прилеглого торця ступінчастих валів заправленими торцевою та периферійною конічними поверхнями абразивного інструмента чашкової форми при перехрещених осях, який відрізняється тим, що регулювання контактом здійснюють за рахунок зміни міжосьової відстані, формоутворення - захищеною формотворною точкою, а зрізання припуску здійснюють глибинним шліфуванням при комбінації поздовжньої та слідкуючої...
Попередній патент: Мобільна радіорелейна станція
Наступний патент: Спосіб плоского глибинного шліфування
Випадковий патент: Композиція для перорального введення