Спосіб пошарової побудови виробів на базі тріангуляційної 3d моделі за заданою стратегією обробки лазерним промінням
Номер патенту: 117768
Опубліковано: 10.07.2017
Автори: Доброскок Володимир Ленінмирович, Гаращенко Ярослав Миколайович

Формула / Реферат
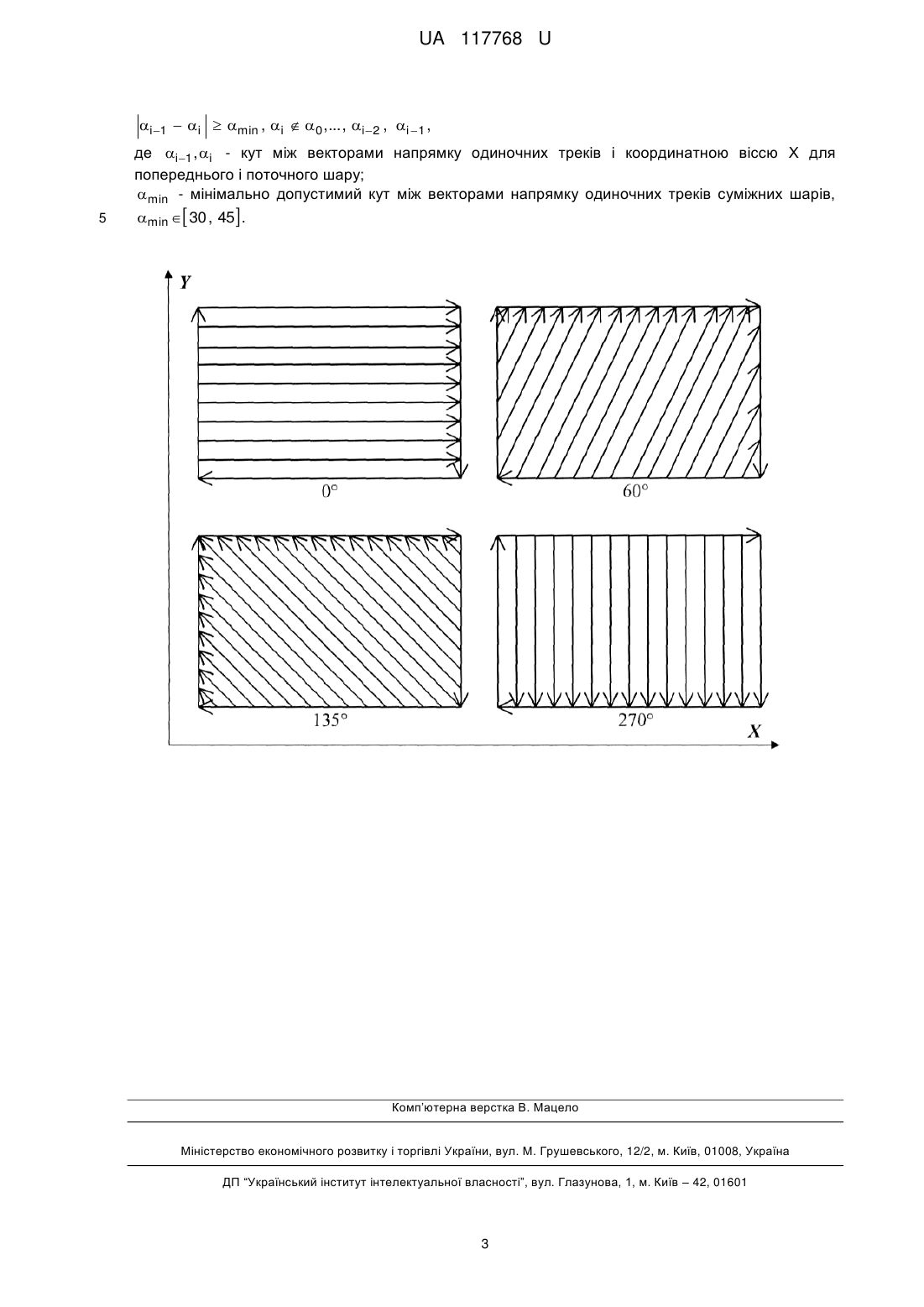
Спосіб пошарової побудови виробів на базі тріангуляційної 3D моделі за заданою стратегією обробки лазерним промінням, що включає періодичне опускання столу на величину кроку побудови і подальше формування шарів, який відрізняється тим, що при формуванні кожного наступного шару матеріалу змінюють стратегію обробки лазерним промінням шляхом задання напрямку одиничних треків випадковим чином при забезпеченні умов:
![]() ,
,
де ![]() - кут між векторами напрямку одиночних треків і координатною віссю Х для попереднього і поточного шару;
- кут між векторами напрямку одиночних треків і координатною віссю Х для попереднього і поточного шару;
![]() - мінімально допустимий кут між векторами напрямку одиночних треків суміжних шарів,
- мінімально допустимий кут між векторами напрямку одиночних треків суміжних шарів, ![]() .
.
Текст
Реферат: Спосіб пошарової побудови виробів на базі тріангуляційної 3D моделі за заданою стратегією обробки лазерним промінням включає періодичне опускання столу на величину кроку побудови і подальше формування шарів. При формуванні кожного наступного шару матеріалу змінюють стратегію обробки лазерним промінням шляхом задання напрямку одиничних треків випадковим чином. UA 117768 U (12) UA 117768 U UA 117768 U 5 10 15 20 25 30 35 40 Корисна модель належить до формоутворення, зокрема до пошарової побудови виробів на базі тріангуляційної 3D моделі та може використовуватися в машинобудуванні. Відомі способи побудови виробів пошаровими методами, при яких вироби виготовляються шляхом послідовного нероз'ємного з'єднання елементарних шарів об'єму матеріалу (полімеру, кераміки, металу) з використанням лазерного джерела тепла [1, 2]. Пошарові методи реалізовують прямий перехід від віртуальної CAD моделі до готового виробу. CAD модель виробу розсікається серією досить тонких шарів з отриманням набору 2D ескізів в січних площинах. Товщина шару обмежується технологічними можливостями застосованої установки. Фізико-механічні властивості виробів, отриманих пошаровою побудовою, залежать від ряду технологічних параметрів, але в основному визначаються станом первісного матеріалу, потужністю лазерного джерела, розмірами і швидкістю переміщення плями лазерного проміння, товщиною шарів та стратегією обробки лазерним промінням шарів матеріалу. Вибір стратегії обробки лазерним промінням безпосередньо впливає на внутрішні напруги, залишкові деформації і характеристики міцності виробу. Вплив стратегії обробки лазерним промінням і розташування моделі на робочій платформі установки на фізико-механічні властивості і залишкові деформації виробів, що виготовляються пошаровою побудовою, вивчався у достатній кількості дослідницьких робіт [3-7]. Відомий спосіб [8] пошарової побудови виробу, в якому для кожного шару визначається оптимальний напрям одиничних треків при обробці променем лазеру за критерієм мінімального часу проходження по всій площі ескізу або для кожної окремої зони обробки в січній площині. У відомому способі [9] пошарова побудова виробів здійснюється за наступними однопрохідними стратегіями обробки лазерним промінням: з одним напрямком проходження одиничних треків, з послідовним зміненням на протилежний напрямок проходження одиничних треків, проходження треків еквідистантних зовнішньому контуру ескізу або радіальних треків. Відомий спосіб [10], в якому одиничні треки задають хвилястою, зигзагоподібною або петлеподібною кривими. Найближчим аналогом є спосіб [11], в якому пошарова побудова виробу здійснюється завданням для кожного шару матеріалу різних напрямків послідовної обробки лазерним промінням із заданим кутом між суміжними шарами матеріалу - 45°, 90° або 180°. Такий підхід дозволяє забезпечити більш рівномірний розподіл тепла в шарі матеріалу та зменшити анізотропію механічних властивостей готового виробу. Недоліком такого способу є обмеженість варіантів задання кута повороту, які не для кожного матеріалу є оптимальними [3,5]. Задача корисної моделі - розширення можливостей способу пошарової побудови виробів без обмежень на їх складність, зменшення внутрішніх напружень і залишкових деформацій виробу. Поставлена задача вирішується тим, що спосіб пошарової побудови виробів на базі тріангуляційної 3D моделі за заданою стратегією обробки лазерним промінням, що включає періодичне опускання столу на величину кроку побудови і подальше формування шарів, згідно з корисною моделлю,при формуванні кожного наступного шару матеріалу змінюють стратегію обробки лазерним промінням шляхом задання напрямку одиничних треків випадковим чином при забезпеченні умов: i1 i min , i 0,..., i2 , i 1 , 45 50 55 (1) де i1 ,i — кут між векторами напрямку одиночних треків і координатною віссю Х для попереднього і поточного шару; min - мінімально допустимий кут між векторами напрямку одиночних треків суміжних шарів, min 30 , 45. Відмітна ознака пропонованого рішення, що описує вибір напряму одиничних треків, представляється раніше невідомим технологічним прийомом. Такий прийом дозволяє для складних виробів, що виготовляються способом пошарової побудови, мінімізувати внутрішні напруження і анізотропію їх механічних властивостей за координатними осями X і Y робочої платформи установки (позитивний напрямок координатної осі Z відповідає напрямку побудови). На кресленні представлено приклади однопрохідної стратегії обробки лазерним промінням з різним напрямком треків для кожного окремого шару. У пропонованому способі для зниження анізотропії механічних властивостей матеріалу виробів в площині XY перед створенням траєкторії руху лазерного проміння за однопрохідною стратегією для кожного шару матеріалу визначається напрям одиничних треків (Фіг. ). Напрям вектора визначається кутом α між векторами напрямку треків і координатної осі X. Кут 1 UA 117768 U визначається випадковим чином з використанням методу «Монте-Карло» окремо для кожного іго шару в інтервалі i 0 , 360 за умовами (1). Кут min слід задавати з урахуванням мінімізації анізотропії властивостей матеріалу виробу. Дискретність визначення кута i залежить від кількості шарів матеріалу m необхідного для 5 10 15 20 25 30 35 40 45 50 пошарового виготовлення виробу. Величину дискретності слід задавати 360 / m , 720 / m , i що забезпечить виконання умови (1) і достатню рівномірність розподілу кутів. Використання запропонованого способу пошарової побудови забезпечує зниження анізотропії властивостей пошарового матеріалу виробу в площині, перпендикулярній напрямку побудови. Спосіб дозволить виключити подальшу термічну операцію для зниження залишкових напружень і зменшити припуск під механічну обробку для усунення залишкових деформацій виробу. Джерела інформації: 1. Пат. 4575330 США, Apparatus for production of three-dimensional objects by stereolithography, Charles W. Hull (California, USA). - №06/638905; Заявл. 08.08.1984; Опубл. 11.03.1986, https://www.google.com/patents/US4575330. 2. Пат. 4863538 США, МПК B27N 3/00, В32В 31/00, В23К 9/00, В29С 67/00. Method and apparatus for producing parts by selective sintering / Carl R. Deckard; Board of Regents, The University of Texas System. - № 920580; Заявл. 17.10.1986; Опубл. 05.09.1989, https://www.google.com/patents/US4863538. 3. Bo Cheng, Subin Shrestha, Kevin Chou, Stress and deformation evaluations of scanning strategy effect in selective laser melting. - Additive Manufacturing, Available online 21 May 2016, ISSN 2214-8604, http://dx.d0i.0rg/l0.1016/j.addma.2016.05.007. 4. Guessasma S, Zhang W, Zhu J, Belhabib S & Nouri H. Challenges of additive manufacturing technologies from an optimisation perspective. Int. J. Simul. Multisci. Des. Optim., 2015, 6, A9. WEB: http://www.ijsmdo.org/articles/smdo/fulljitml/ 2015/01/smdol50009/smdol50009.html. 5. L. Parry, LA. Ashcroft, R.D. Wildman, Understanding the effect of laser scan strategy on residual stress in selective laser melting through thermo-mechanical simulation, Additive Manufacturing, Volume 12, Part A, October 2016, Pages 1-15, ISSN 2214-8604, http://dx.doi.Org/10.1016/j.addma.2016.05.014. 6. David Ian Wimpenny, Pulak M. Pandey, L. Jyothish Kumar. Advances in 3D Printing & Additive Manufacturing Technologies. Springer Science+Business Media Singapore, 2016. 195 p. ISBN: 978981-10-0811-5. 7. Волосова М.А., Окунькова А.А. Пути оптимизации процесса селективного лазерного плавления при помощи выбора стратегии обработки лазерным лучом // Известия Самарского научного центра Российской академии наук, т. 14, №4(2), 2012. - С. 587-591. 8. Пат. 4601572 США, МКИ G05B 19/4099, В29С 67/00, B22F 3/105. Selective laser sintering with optimized raster scan direction. Darrah, J.F. and Zu, X. - № 10/206647; Заяв. 26.07.2002; Опубл. 13.01.2004, https://www.google.com/patents/US6677554. 9. Пат. 20020015654 США, МПК G05B 19/4062, С23С 26/02, В23К 26/34, B22F 3/105 / Suman Das, Ann Arbor, MI (US); Direct selective laser sintering of metals № 09/873055; Заяв. 01.06.2001; Опубл. 07.02.2002, https://www.google.com.ua/patents/US20020015654. 10. Пат. 7454262 США, МПК В29С 67/00, G06F 19/00 / Morgan Larsson. Arrangement and method for production of a three dimensional object - № 10/539553; Заяв. 12.12.2003; Опубл. 18.11.2008, https://www.google.com.ua/patents/US7454262. 11. Пат. 8034279 США, МПК В29С 35/08, В29С 41/02 / Marc Dimter, Ralph Mayer, Ludger Hummeler, Rainer Salzberger, Juha Kotila, Tatu Syvanen; Method and device for manufacturing a three-dimensional object - № 12/045483; Заяв. 27.03.2007; Опубл. 11.10.2011, https://www.google.com.ua/patents/US8034279. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 55 Спосіб пошарової побудови виробів на базі тріангуляційної 3D моделі за заданою стратегією обробки лазерним промінням, що включає періодичне опускання столу на величину кроку побудови і подальше формування шарів, який відрізняється тим, що при формуванні кожного наступного шару матеріалу змінюють стратегію обробки лазерним промінням шляхом задання напрямку одиничних треків випадковим чином при забезпеченні умов: 2 UA 117768 U i 1 i min , i 0 ,... , i 2 , i 1 , де i1 ,i - кут між векторами напрямку одиночних треків і координатною віссю Х для попереднього і поточного шару; min - мінімально допустимий кут між векторами напрямку одиночних треків суміжних шарів, 5 min 30 , 45 . Комп’ютерна верстка В. Мацело Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: H01J 37/30, G06F 19/00, B29C 41/02, B29C 35/08
Мітки: стратегією, тріангуляційної, пошарової, лазерним, заданою, промінням, виробів, спосіб, побудови, моделі, обробки, базі
Код посилання
<a href="https://ua.patents.su/5-117768-sposib-posharovo-pobudovi-virobiv-na-bazi-triangulyacijjno-3d-modeli-za-zadanoyu-strategiehyu-obrobki-lazernim-prominnyam.html" target="_blank" rel="follow" title="База патентів України">Спосіб пошарової побудови виробів на базі тріангуляційної 3d моделі за заданою стратегією обробки лазерним промінням</a>
Спосіб пошарової побудови виробів з використанням лазерного джерела тепла на базі тріангуляційної 3d моделі
Номер патенту: 117759
Опубліковано: 10.07.2017
Автори: Доброскок Володимир Ленінмирович, Гаращенко Ярослав Миколайович
МПК: B29C 41/02, G06F 19/00, B29C 35/08, G06F 17/50
Мітки: базі, виробів, побудови, використанням, лазерного, моделі, тепла, спосіб, тріангуляційної, пошарової, джерела
Формула / Реферат:
Спосіб пошарової побудови виробів з використанням лазерного джерела тепла на базі тріангуляційної 3D моделі, що включає періодичне опускання платформи на величину кроку побудови і подальше формування шарів, який відрізняється тим, що виконують розподіл шарів матеріалу на послідовні групи, за умови:,де
Спосіб пошарової побудови виробів на базі вихідної тріангуляційної 3d моделі
Номер патенту: 46418
Опубліковано: 25.12.2009
Автори: Чернишов Сергій Іванович, Доброскок Володимир Ленінмирович, Вітязєв Юрій Борисович, Абдурайімов Ленмар Нариманович
МПК: B29C 35/08, B29C 41/02, G06F 17/50
Мітки: вихідної, виробів, базі, тріангуляційної, спосіб, пошарової, моделі, побудови
Формула / Реферат:
Спосіб пошарової побудови виробів на базі вихідної тріангуляційної 3D моделі, що включає періодичне опускання столу на величину кроку побудови й наступне формування шарів виробів, який відрізняється тим, що величину кроку побудови змінюють для кожного окремого опускання столу по формулі:де hi - величина кроку побудови на i-ому етапі опускання столу;
Спосіб пошарової побудови виробів зі змінною товщиною шарів на базі тріангуляційної моделі
Номер патенту: 117764
Опубліковано: 10.07.2017
Автори: Гаращенко Ярослав Миколайович, Доброскок Володимир Ленінмирович
МПК: G06F 17/50, B29C 35/08
Мітки: побудови, моделі, змінною, спосіб, базі, товщиною, пошарової, тріангуляційної, шарів, виробів
Формула / Реферат:
Спосіб пошарової побудови виробів зі змінною товщиною шарів на базі тріангуляційної 3D моделі, що включає орієнтацію виробу плоскими поверхнями перпендикулярно напрямку побудови, періодичне опускання столу на змінну величину кроку побудови і подальше формування шарів, який відрізняється тим, що величину кроку побудови для шарів, найближчих до плоских поверхонь виробу, перпендикулярних напрямку побудови, коригують за наступним...
Спосіб пошарової побудови виробів на базі структурної декомпозиції вихідної тріангуляційної 3d моделі
Номер патенту: 117760
Опубліковано: 10.07.2017
Автори: Гаращенко Ярослав Миколайович, Доброскок Володимир Ленінмирович
МПК: G06F 17/50, G06F 19/00, B29C 41/02, B29C 35/08
Мітки: вихідної, виробів, тріангуляційної, побудови, декомпозиції, структурної, моделі, пошарової, спосіб, базі
Формула / Реферат:
Спосіб пошарової побудови виробів на базі структурної декомпозиції вихідної тріангуляційної 3D моделі, що включає попереднє розбиття виробів на частини, розміщення частин виробу на платформі установки, періодичне опускання платформи на задану величину кроку побудови, подальше формування шарів матеріалу і складання в готовий виріб, який відрізняється тим, що визначають кути повороту виробу для орієнтації та варіанти декомпозиції в процесі...
Спосіб пошарової побудови виробів на базі вихідної тріангуляційної 3d моделі
Номер патенту: 54398
Опубліковано: 10.11.2010
Автори: Чернишов Сергій Іванович, Вітязєв Юрій Борисович, Абдурайімов Ленмар Нариманович, Доброскок Володимир Ленінмирович
МПК: B29C 41/02, G06F 19/00, G06F 17/50, B29C 35/08
Мітки: вихідної, тріангуляційної, моделі, базі, побудови, спосіб, пошарової, виробів
Формула / Реферат:
1. Спосіб пошарової побудови виробів на базі вихідної тріангуляційної 3D моделі, що включає установку виробу на робочій платформі, періодичне опускання столу на величину кроку побудови і наступне формування його шарів, який відрізняється тим, що для підвищення точності формоутворення і зменшення припуску під остаточну обробку, вироби орієнтуються на платформі таким чином, щоб сума площ трикутників тріангуляційної моделі, нормалі яких...
Попередній патент: Шліфувальний круг
Наступний патент: Інерційний конвеєр
Випадковий патент: Швидкісний електронний ключ "мдн-тетристор лиховида"