Спосіб виготовлення кілець з (a+b)-титанових сплавів
Номер патенту: 120306
Опубліковано: 25.10.2017
Автори: Аніщенко Олександр Сергійович, Тузенко Ольга Олександрівна, Присяжний Андрій Григорович, Балалаєва Олена Юріївна, Кухар Володимир Валентинович


Формула / Реферат
Спосіб виготовлення кілець з (a+b)-титанових сплавів, який включає осадку нагрітої заготовки, її прошивку з формуванням бандажа і прокатку його на кільцерозкочувальному стані з деформуванням по висоті конусними валками, а по товщині - між оправкою та вертикальним валком, який відрізняється тим, що заготовку нагрівають до температури, на 30-80 °C нижче температури (a+b)-переходу в сплаві, осадку і прошивку заготовки здійснюють з сумарним коефіцієнтом уковування 1,78-3,60, а прокатку бандажа проводять в два переходи зі співвідношенням коефіцієнтів обтиску по переходах в межах 1,2-0,8.
Текст
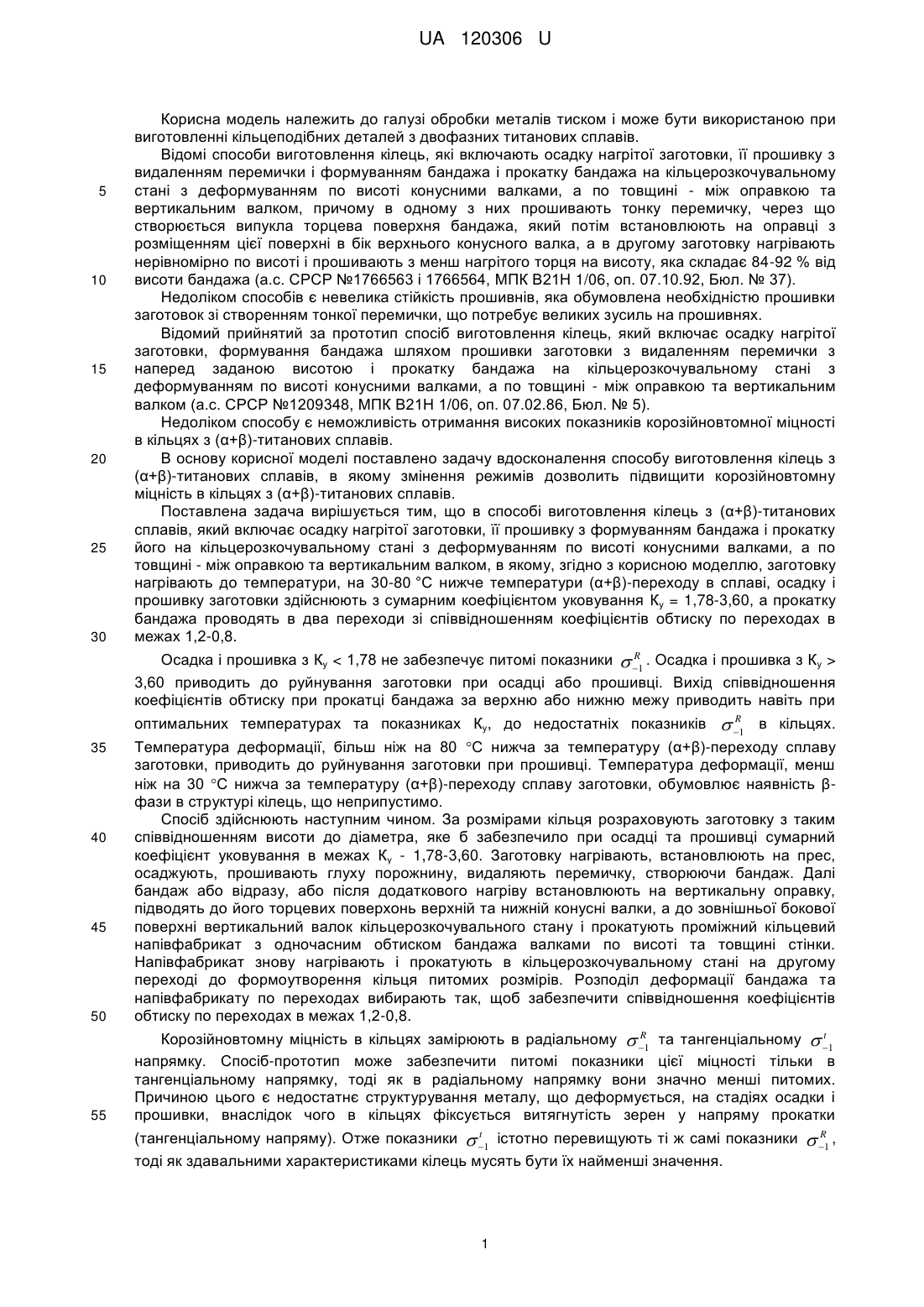
Реферат: Спосіб виготовлення кілець з (+)-титанових сплавів включає осадку нагрітої заготовки, її прошивку з формуванням бандажа і прокатку його на кільцерозкочувальному стані з деформуванням по висоті конусними валками, а по товщині - між оправкою та вертикальним валком. Заготовку нагрівають до температури, на 30-80 °C нижче температури (+)-переходу в сплаві. Осадку і прошивку заготовки здійснюють з сумарним коефіцієнтом уковування 1,78-3,60. А прокатку бандажа проводять в два переходи зі співвідношенням коефіцієнтів обтиску по переходах в межах 1,2-0,8. UA 120306 U (12) UA 120306 U UA 120306 U 5 10 15 20 25 30 Корисна модель належить до галузі обробки металів тиском і може бути використаною при виготовленні кільцеподібних деталей з двофазних титанових сплавів. Відомі способи виготовлення кілець, які включають осадку нагрітої заготовки, її прошивку з видаленням перемички і формуванням бандажа і прокатку бандажа на кільцерозкочувальному стані з деформуванням по висоті конусними валками, а по товщині - між оправкою та вертикальним валком, причому в одному з них прошивають тонку перемичку, через що створюється випукла торцева поверхня бандажа, який потім встановлюють на оправці з розміщенням цієї поверхні в бік верхнього конусного валка, а в другому заготовку нагрівають нерівномірно по висоті і прошивають з менш нагрітого торця на висоту, яка складає 84-92 % від висоти бандажа (а.с. СРСР №1766563 і 1766564, МПК В21Н 1/06, оп. 07.10.92, Бюл. № 37). Недоліком способів є невелика стійкість прошивнів, яка обумовлена необхідністю прошивки заготовок зі створенням тонкої перемички, що потребує великих зусиль на прошивнях. Відомий прийнятий за прототип спосіб виготовлення кілець, який включає осадку нагрітої заготовки, формування бандажа шляхом прошивки заготовки з видаленням перемички з наперед заданою висотою і прокатку бандажа на кільцерозкочувальному стані з деформуванням по висоті конусними валками, а по товщині - між оправкою та вертикальним валком (а.с. СРСР №1209348, МПК В21Н 1/06, оп. 07.02.86, Бюл. № 5). Недоліком способу є неможливість отримання високих показників корозійновтомної міцності в кільцях з (α+β)-титанових сплавів. В основу корисної моделі поставлено задачу вдосконалення способу виготовлення кілець з (α+β)-титанових сплавів, в якому змінення режимів дозволить підвищити корозійновтомну міцність в кільцях з (α+β)-титанових сплавів. Поставлена задача вирішується тим, що в способі виготовлення кілець з (α+β)-титанових сплавів, який включає осадку нагрітої заготовки, її прошивку з формуванням бандажа і прокатку його на кільцерозкочувальному стані з деформуванням по висоті конусними валками, а по товщині - між оправкою та вертикальним валком, в якому, згідно з корисною моделлю, заготовку нагрівають до температури, на 30-80 °C нижче температури (α+β)-переходу в сплаві, осадку і прошивку заготовки здійснюють з сумарним коефіцієнтом уковування Ку = 1,78-3,60, а прокатку бандажа проводять в два переходи зі співвідношенням коефіцієнтів обтиску по переходах в межах 1,2-0,8. R Осадка і прошивка з Ку 3,60 приводить до руйнування заготовки при осадці або прошивці. Вихід співвідношення коефіцієнтів обтиску при прокатці бандажа за верхню або нижню межу приводить навіть при оптимальних температурах та показниках Ку, до недостатніх показників R 1 в кільцях. 50 Температура деформації, більш ніж на 80 C нижча за температуру (α+β)-переходу сплаву заготовки, приводить до руйнування заготовки при прошивці. Температура деформації, менш ніж на 30 C нижча за температуру (α+β)-переходу сплаву заготовки, обумовлює наявність βфази в структурі кілець, що неприпустимо. Спосіб здійснюють наступним чином. За розмірами кільця розраховують заготовку з таким співвідношенням висоти до діаметра, яке б забезпечило при осадці та прошивці сумарний коефіцієнт уковування в межах Ку - 1,78-3,60. Заготовку нагрівають, встановлюють на прес, осаджують, прошивають глуху порожнину, видаляють перемичку, створюючи бандаж. Далі бандаж або відразу, або після додаткового нагріву встановлюють на вертикальну оправку, підводять до його торцевих поверхонь верхній та нижній конусні валки, а до зовнішньої бокової поверхні вертикальний валок кільцерозкочувального стану і прокатують проміжний кільцевий напівфабрикат з одночасним обтиском бандажа валками по висоті та товщині стінки. Напівфабрикат знову нагрівають і прокатують в кільцерозкочувальному стані на другому переході до формоутворення кільця питомих розмірів. Розподіл деформації бандажа та напівфабрикату по переходах вибирають так, щоб забезпечити співвідношення коефіцієнтів обтиску по переходах в межах 1,2-0,8. 55 R t Корозійновтомну міцність в кільцях замірюють в радіальному 1 та тангенціальному 1 напрямку. Спосіб-прототип може забезпечити питомі показники цієї міцності тільки в тангенціальному напрямку, тоді як в радіальному напрямку вони значно менші питомих. Причиною цього є недостатнє структурування металу, що деформується, на стадіях осадки і прошивки, внаслідок чого в кільцях фіксується витягнутість зерен у напряму прокатки 35 40 45 t (тангенціальному напряму). Отже показники 1 істотно перевищують ті ж самі показники тоді як здавальними характеристиками кілець мусять бути їх найменші значення. 1 R 1 , UA 120306 U 5 Спосіб, що пропонується, на операціях осадки і прошивки заготовки з великими ступенями деформації (а отже з великими сумарними коефіцієнтами уковування Ку = 1,78-3,60) забезпечує суттєву витягнутість зерен в радіальному напрямку та зменшення потрібної деформації бандажа при прокатці. Якщо бандажі прокатувати на кільцерозкочувальному стані в 2 переходи (з проміжним підігрівом) з співвідношенням коефіцієнтів обтиску за переходами в межах 1,2-0,8, то в результаті в кільцях зерна будуть суттєво менше витягнуті в тангенціальному напрямку, ніж 10 R t в способі-прототипі. Це зменшує різницю між показниками 1 та 1 за рахунок збільшення першого (що є задачею способу) та зменшення другого показників. Приклади 3 титанового сплаву 5В, що має температуру (α+β)-переходу 1040 С, виготовляли 15 R t циліндричні кільця діаметром 800 мм з показниками корозійновтомної міцності 1 та 1 не менш ніж 510 МПа. Заготовки нагрівали до 920-1040 °C, осаджували і прошивали, формуючи при цьому бандажі з товщиною стінки 50-100 мм. Далі бандажі знов нагрівали до тих же температур та прокатували в два переходи з проміжним підігрівом на кільцерозкочувальному стані. Результати зведені в таблицю. Таблиця №/п прототип Ку при осадці і прошивці Корозійновтомна Відношення R коефіцієнтів міцність 1 температура обтиску при деформації (чисельник) та t 1 прокатці по переходах (знаменник), МПа 450/530 1,78 3.60 0,8 1,2 960 1010 510/530 530/560 3,60 1,2 1040 510/540 4 1,78 920 5 1,78 0,6 960 480/530 6 3,60 1,6 1010 500/560 7 3,72, 1010 8 30 1000 3 25 1 2 20 1,63 1,63 1,1 960 460/520 Примітки 450 < 510 МПа. брак кільця згідно з вимогами згідно з вимогами наявність β-фази, брак кільця руйнування заготовки при прошивці 480 < 510 МПа, брак кільця 500 < 510 МПа, брак кільця руйнування заготовки при прошивці 460 < 510 МПа, брак кільця t R Таблиця показує, що питомі показники 1 і 1 в кільцях можна отримати в експериментах 1 і 2, які виконані згідно з формулою способу, який пропонується. Спосіб, що пропонується, створює належну структуру і текстуру в двофазних титанових сплавах, які обумовлюють високий рівень показників корозійновтомної міцності кілець у взаємно перпендикулярних напрямках. ФОРМУЛА КОРИСНОЇ МОДЕЛІ Спосіб виготовлення кілець з (+)-титанових сплавів, який включає осадку нагрітої заготовки, її прошивку з формуванням бандажа і прокатку його на кільцерозкочувальному стані з деформуванням по висоті конусними валками, а по товщині - між оправкою та вертикальним валком, який відрізняється тим, що заготовку нагрівають до температури, на 30-80 °C нижче температури (+)-переходу в сплаві, осадку і прошивку заготовки здійснюють з сумарним коефіцієнтом уковування 1,78-3,60, а прокатку бандажа проводять в два переходи зі співвідношенням коефіцієнтів обтиску по переходах в межах 1,2-0,8. 2 UA 120306 U Комп’ютерна верстка О. Рябко Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B21H 1/06, C22C 14/00
Мітки: виготовлення, a+b-титанових, кілець, сплавів, спосіб
Код посилання
<a href="https://ua.patents.su/5-120306-sposib-vigotovlennya-kilec-z-ab-titanovikh-splaviv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення кілець з (a+b)-титанових сплавів</a>
Спосіб виготовлення гарячедеформованих труб з титанових сплавів
Номер патенту: 88617
Опубліковано: 25.03.2014
Автори: Медведєв Михайло Іванович, Безпалова Наталія Олександрівна, Пройдак Юрій Сергійович, Горгуль Сергій Іванович
МПК: B21C 23/00, B21C 37/00
Мітки: титанових, спосіб, виготовлення, гарячедеформованих, сплавів, труб
Формула / Реферат:
Спосіб виготовлення гарячедеформованих труб з титанових сплавів, що включає пресування попередньо нагрітої порожнистої заготовки, отриманої методом електронно-променевого переплаву, який відрізняється тим, що пресування нагрітої порожнистої заготовки здійснюють зі швидкістю витікання металу при пресуванні в межах 1,5-3,5 м/с і сумарним ступенем деформації по діаметру і товщині стінки труб в межах 0,9-0,96, при цьому сумарний ступінь...
Спосіб виготовлення заготовки з титанових сплавів для лопаток газотурбінних двигунів
Номер патенту: 81692
Опубліковано: 10.07.2013
Автори: Качан Олексій Якович, Шевченко Володимир Григорович, Павленко Дмитро Вікторович, Распорня Дмитро Володимирович, Овчинников Олександр Володимирович, Варюхін Дмитро Вікторович, Кулагін Роман Юрійович, Коваленко Тамара Олександрівна
МПК: C22F 1/18
Мітки: лопаток, газотурбінних, двигунів, заготовки, спосіб, виготовлення, титанових, сплавів
Формула / Реферат:
Спосіб виготовлення заготовки з титанових сплавів для лопаток газотурбінних двигунів, при якому заготовку піддають інтенсивній пластичній деформації з накопиченням логарифмічного ступеня деформації е³4, а саме пропускають через матрицю з гвинтовим каналом, переріз якого є перпендикулярним до осі пресування та постійним уздовж неї, а кут нахилу гвинтової лінії до осі пресування змінюється по довжині або висоті матриці, маючи нульове...
Спосіб виготовлення розрізних кілець з гарантованим зазором
Номер патенту: 55915
Опубліковано: 27.12.2010
Автори: Сергієнко Сергій Сергійович, Буря Юрій Володимирович, Митін Володимир Петрович
МПК: F04D 29/00, B21D 53/00, B23P 15/00
Мітки: виготовлення, гарантованим, спосіб, кілець, зазором, розрізних
Формула / Реферат:
Спосіб виготовлення розрізних кілець з гарантованим зазором в вільному стані, що включає отримання заготовки кільця, виконання напівчистових операцій та чистову обробку розмірів деталі, виконання замкової частини і розріз кільця, який відрізняється тим, що перед виконанням замкової частини і розрізу кільце встановлюють на прилад, за допомогою механічного пристрою на торцеву поверхню кільця рівномірно-поступово прикладають навантаження...
Спосіб виготовлення кілець підшипників кочення
Номер патенту: 44112
Опубліковано: 15.01.2002
Автори: Повстенюк Валерій Іванович, Іскович-Лотоцький Ростислав Дмитрович, Томчук Валерій Іванович, Мітічкін Євген Пилипович
МПК: B21H 1/00
Мітки: підшипників, кочення, кілець, виготовлення, спосіб
Формула / Реферат:
Спосіб виготовлення кілець підшипників кочення, при якому здійснюють відрізування, обробку різанням та холодне розкочування кільцевої заготовки, що відділяється від труби з дефектним шаром і різностінністю, який відрізняється тим, що обробку різанням здійснюють еквідистантно внутрішній поверхні труби або кільцевої заготовки з припуском на товщину дефектного шару.
Спосіб виготовлення кілець підшипників
Номер патенту: 78289
Опубліковано: 15.03.2007
Автори: Марчук Віктор Іванович, Заблоцький Валентин Юрійович, Манаков Олександр Олексійович
МПК: B21H 1/00, F16C 33/58
Мітки: виготовлення, кілець, підшипників, спосіб
Формула / Реферат:
Спосіб виготовлення кілець підшипників, що включає отримання методом холодного об'ємного штампування заготовки у вигляді зрізаного конуса з наскрізним осьовим отвором та наступні операції різання, який відрізняється тим, що під час об'ємного штампування поверхню заготовки виготовляють ступінчастої форми, а операції різання включають токарну обробку зовнішньої і внутрішньої поверхонь заготовки, при цьому на останній заготовку розрізають...
Попередній патент: Рама візка конвеєрної машини
Наступний патент: Спосіб діагностики розвитку атеросклерозу
Випадковий патент: Вантажозахоплювальний пристрій