Спосіб виготовлення заготовки з титанових сплавів для лопаток газотурбінних двигунів
Номер патенту: 81692
Опубліковано: 10.07.2013
Автори: Коваленко Тамара Олександрівна, Качан Олексій Якович, Распорня Дмитро Володимирович, Варюхін Дмитро Вікторович, Овчинников Олександр Володимирович, Кулагін Роман Юрійович, Шевченко Володимир Григорович, Павленко Дмитро Вікторович


Формула / Реферат
Спосіб виготовлення заготовки з титанових сплавів для лопаток газотурбінних двигунів, при якому заготовку піддають інтенсивній пластичній деформації з накопиченням логарифмічного ступеня деформації е³4, а саме пропускають через матрицю з гвинтовим каналом, переріз якого є перпендикулярним до осі пресування та постійним уздовж неї, а кут нахилу гвинтової лінії до осі пресування змінюється по довжині або висоті матриці, маючи нульове значення на її початковій і кінцевій ділянках і остаточно відпалюють, який відрізняється тим, що як початкову заготовку використовують зливок, а відпал проводять в інтервалі температур 450-750 °С протягом 1,0 год., причому температуру відпалу вибирають залежно від необхідного співвідношення міцності та пластичності - з ростом температури підвищуються показники пластичності та знижується міцність.
Текст
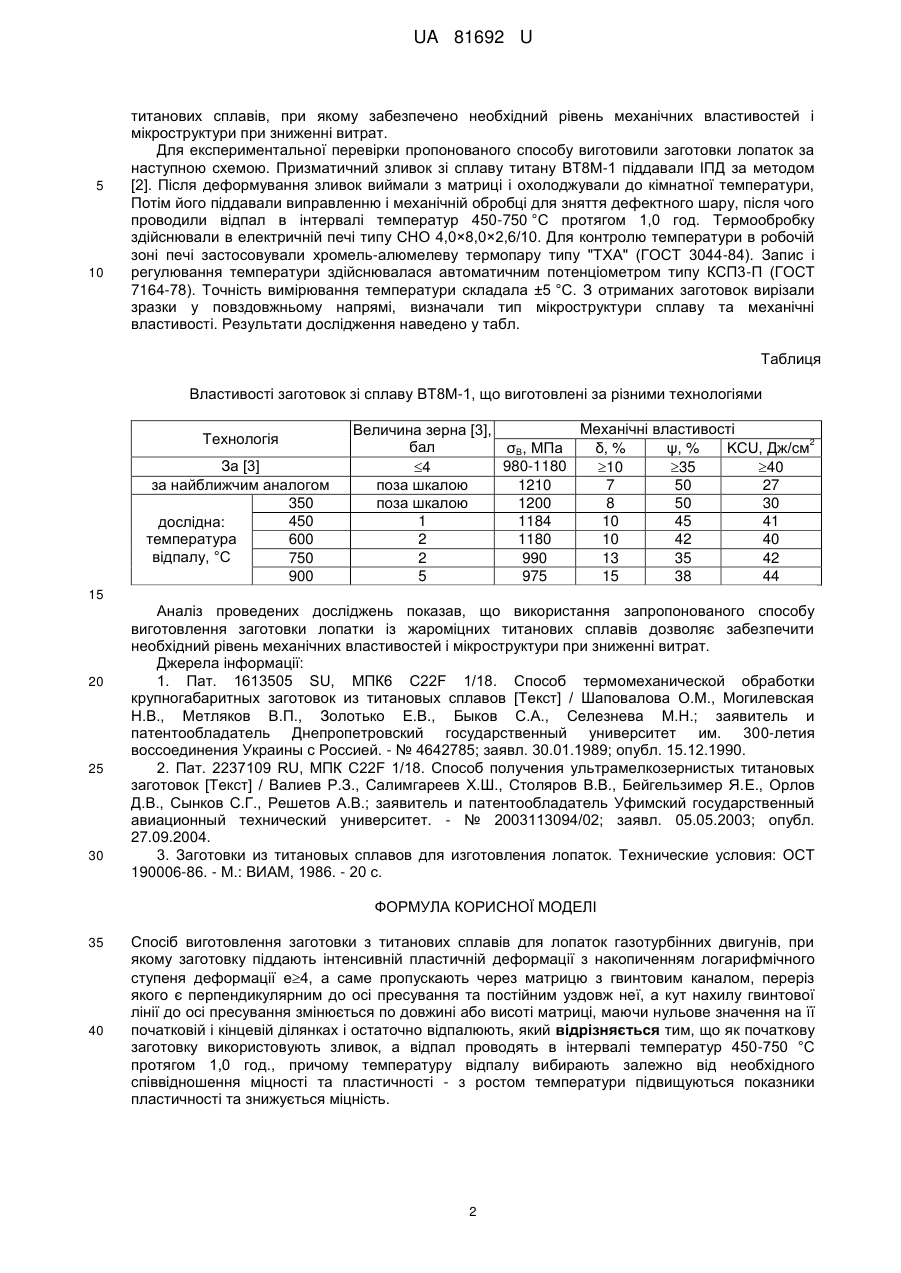
Реферат: Спосіб виготовлення заготовки з титанових сплавів для лопаток газотурбінних двигунів, при якому заготовку піддають інтенсивній пластичній деформації, а саме пропускають через матрицю з гвинтовим каналом, переріз якого є перпендикулярним до осі пресування та постійним уздовж неї, а кут нахилу гвинтової лінії до осі пресування змінюється по довжині або висоті матриці, маючи нульове значення на її початковій і кінцевій ділянках і остаточно відпалюють. При цьому як початкову заготовку використовують зливок, а температуру відпалу вибирають залежно від необхідного співвідношення міцності та пластичності - з ростом температури підвищуються показники пластичності та знижується міцність. UA 81692 U (12) UA 81692 U UA 81692 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до обробки металів тиском, а саме до виготовлення заготовок деталей з жароміцних титанових сплавів для газотурбінних двигунів, і може бути використана в авіадвигунобудуванні. Відомо спосіб термомеханічної обробки великогабаритних заготовок з титанових сплавів [1] переважно системи Ti-Al-Mo-Cr-Fe-Si, що включає нагрів в β-область, деформацію при температурі нагріву зі ступенем 60-70 %, наступні деформації починають при температурі закінчення поліморфних перетворень, повторну деформацію в напрямку, перпендикулярному первісному, і остаточну деформацію в (а+β)-області, яку завершують при температурі двофазної області, що відповідає вмісту β-фази 25-40 %, безпосередньо, після чого здійснюють гартування у воді і старіння при 630-650 °C. Недоліками даного способу є те, що первинна заготовка (пруток), яка вже пройшла складну деформаційну обробку, має проходити багаторазове нагрівання до температури поліморфного перетворення та деформацію. Це призводить до витрат великої кількості енергії та викликає окислення поверхні, що потребує подальшої обробки, а це ускладнює технологічний процес і підвищує вартість готового виробу (лопатки). Крім цього даний спосіб обробки не дозволяє отримувати одночасно високі міцність та пластичність в матеріалі заготовки. Найбільш близьким до способу, що заявляється, є спосіб отримання ультрадрібнозернистих титанових заготовок [2], що включає інтенсивну пластичну деформацію (ІПД) заготовки з накопиченим логарифмічним ступенем деформації е≥4 шляхом пропускання її через матрицю з гвинтовим каналом, переріз якого є перпендикулярним до осі пресування та постійним вздовж неї, а кут нахилу гвинтової лінії до осі пресування змінюється по довжині або висоті матриці, маючи нульове значення на її початковій і кінцевій ділянках і подальшу термомеханічну обробку чергуванням холодної деформації зі ступенем 30-90 % з проміжним і остаточним відпалом в інтервалі температур 250-500 °C протягом 0,5-2,0 год. Недоліком цього способу є те, що ІПД піддають заготовку, яка пройшла попередню деформаційну обробку, а після ІПД заготовка піддається тривалому циклу термомеханічної обробки. Це також ускладнює технологічний процес і підвищує вартість лопатки. Також ця заготовка не може бути використана для виготовлення лопаток для газотурбінних двигунів, т. я. її мікроструктура не відповідає вимогам [3]. В основу корисної моделі поставлено задачу - розроблення способу виготовлення заготовки лопаток із жароміцних титанових сплавів, при якому забезпечується необхідний рівень механічних властивостей і мікроструктури, згідно з [3], при зниженні витрат. Поставлена задача вирішується способом виготовлення заготовки з титанових сплавів для лопаток газотурбінних двигунів, при якому заготовку піддають інтенсивній пластичній деформації з накопиченням логарифмічного ступеня деформації е4, а саме пропускають через матрицю з гвинтовим каналом, переріз якого є перпендикулярним до осі пресування та постійним уздовж неї, а кут нахилу гвинтової лінії до осі пресування змінюється по довжині або висоті матриці, маючи нульове значення на її початковій і кінцевій ділянках і остаточно відпалюють, згідно з корисною моделлю, як початкову заготовку використовують зливок, а відпал проводять в інтервалі температур 450-750 °C протягом 1,0 год., причому температуру відпалу вибирають залежно від необхідного співвідношення міцності та пластичності - з ростом температури підвищуються показники пластичності та знижується міцність. Досягнення необхідного рівня властивостей заготовки лопаток відбувається за рахунок інтенсивної зсувної деформації. З огляду на те, що площа перерізу гвинтового каналу стала, в ході процесу форма зливка та площа його поперечногоперерізу не змінюються. Це дозволяє здійснювати багаторазове пресування для накопичення пластичної деформації та отримання однорідної субмікрокристалічної структури. Після ІПД проводиться відпал для забезпечення мікроструктури заданого типу (глобулярного чи бімодального) і підвищення відносного видовження та ударної в'язкості заготовки до рівня вимог [3]. При цьому відбувається релаксація напружень, що наведені ІПД. При проведенні відпалу при температурах нижче 450 °C мікроструктура та відносне видовження не відповідають вимогам [3]. При проведенні відпалу при температурах більше 750 °C мікроструктура та міцність не відповідають вимогам [3]. Зниження собівартості заготовки лопатки здійснюється за рахунок скорочення технологічного процесу - використання як вихідної заготовки зливка (усувається технологічний ланцюг виготовлення пруткового напівфабрикату) та виключення термомеханічної обробки, яка підвищує міцність сплаву понад необхідний рівень і знижує відносне видовження та ударну в'язкість. Таким чином, нові ознаки при взаємодії з відомими ознаками забезпечують виявлення нових технічних властивостей - розроблено спосіб виготовлення заготовки лопаток із жароміцних 1 UA 81692 U 5 10 титанових сплавів, при якому забезпечено необхідний рівень механічних властивостей і мікроструктури при зниженні витрат. Для експериментальної перевірки пропонованого способу виготовили заготовки лопаток за наступною схемою. Призматичний зливок зі сплаву титану ВТ8М-1 піддавали ІПД за методом [2]. Після деформування зливок виймали з матриці і охолоджували до кімнатної температури, Потім його піддавали виправленню і механічній обробці для зняття дефектного шару, після чого проводили відпал в інтервалі температур 450-750 °C протягом 1,0 год. Термообробку здійснювали в електричній печі типу СНО 4,0×8,0×2,6/10. Для контролю температури в робочій зоні печі застосовували хромель-алюмелеву термопару типу "ТХА" (ГОСТ 3044-84). Запис і регулювання температури здійснювалася автоматичним потенціометром типу КСП3-П (ГОСТ 7164-78). Точність вимірювання температури складала ±5 °C. З отриманих заготовок вирізали зразки у повздовжньому напрямі, визначали тип мікроструктури сплаву та механічні властивості. Результати дослідження наведено у табл. Таблиця Властивості заготовок зі сплаву ВТ8М-1, що виготовлені за різними технологіями Технологія За [3] за найближчим аналогом 350 450 дослідна: температура 600 відпалу, °C 750 900 Механічні властивості Величина зерна [3], 2 бал σΒ, МПа δ, % ψ, % KCU, Дж/см 980-1180 4 10 35 40 поза шкалою 1210 7 50 27 поза шкалою 1200 8 50 30 1 1184 10 45 41 2 1180 10 42 40 2 990 13 35 42 5 975 15 38 44 15 20 25 30 Аналіз проведених досліджень показав, що використання запропонованого способу виготовлення заготовки лопатки із жароміцних титанових сплавів дозволяє забезпечити необхідний рівень механічних властивостей і мікроструктури при зниженні витрат. Джерела інформації: 1. Пат. 1613505 SU, МПК6 C22F 1/18. Способ термомеханической обработки крупногабаритных заготовок из титановых сплавов [Текст] / Шаповалова О.М., Могилевская Н.В., Метляков В.П., Золотько Е.В., Быков С.А., Селезнева Μ.Η.; заявитель и патентообладатель Днепропетровский государственный университет им. 300-летия воссоединения Украины с Россией. - № 4642785; заявл. 30.01.1989; опубл. 15.12.1990. 2. Пат. 2237109 RU, МПК C22F 1/18. Способ получения ультрамелкозернистых титановых заготовок [Текст] / Валиев Р.З., Салимгареев Х.Ш., Столяров В.В., Бейгельзимер Я.Е., Орлов Д.В., Сынков С.Г., Решетов А.В.; заявитель и патентообладатель Уфимский государственный авиационный технический университет. - № 2003113094/02; заявл. 05.05.2003; опубл. 27.09.2004. 3. Заготовки из титановых сплавов для изготовления лопаток. Технические условия: ОСТ 190006-86. - М.: ВИАМ, 1986. - 20 с. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 35 40 Спосіб виготовлення заготовки з титанових сплавів для лопаток газотурбінних двигунів, при якому заготовку піддають інтенсивній пластичній деформації з накопиченням логарифмічного ступеня деформації е4, а саме пропускають через матрицю з гвинтовим каналом, переріз якого є перпендикулярним до осі пресування та постійним уздовж неї, а кут нахилу гвинтової лінії до осі пресування змінюється по довжині або висоті матриці, маючи нульове значення на її початковій і кінцевій ділянках і остаточно відпалюють, який відрізняється тим, що як початкову заготовку використовують зливок, а відпал проводять в інтервалі температур 450-750 °С протягом 1,0 год., причому температуру відпалу вибирають залежно від необхідного співвідношення міцності та пластичності - з ростом температури підвищуються показники пластичності та знижується міцність. 2 UA 81692 U Комп’ютерна верстка М. Ломалова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing of blank of titanium alloys for blades of gas-turbine engines
Автори англійськоюVariukhin Dmytro Viktorovych, Ovchynnykov Oleksandr Volodymyrovych, Raspornia Dmytro Volodymyrovych, Pavlenko Dmytro Viktorovych, Kulahin Roman Yuriiovych, Kachan Oleksii Yakovych, Shevchenko Volodymyr Hryhorovych, Kovalenko Tamara Oleksandrivna
Назва патенту російськоюСпособ изготовления заготовки из титановых сплавов для лопаток газотурбинных двигателей
Автори російськоюВарюхин Дмитрий Викторович, Овчинников Александр Владимирович, Распорня Дмитрий Владимирович, Павленко Дмитрий Викторович, Кулагин Роман Юрьевич, Качан Алексей Яковлевич, Шевченко Владимир Григорьевич, Коваленко Тамара Александровна
МПК / Мітки
МПК: C22F 1/18
Мітки: заготовки, спосіб, виготовлення, двигунів, лопаток, газотурбінних, титанових, сплавів
Код посилання
<a href="https://ua.patents.su/5-81692-sposib-vigotovlennya-zagotovki-z-titanovikh-splaviv-dlya-lopatok-gazoturbinnikh-dviguniv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення заготовки з титанових сплавів для лопаток газотурбінних двигунів</a>
Спосіб виготовлення титанових лопаток газотурбінних двигунів
Номер патенту: 15685
Опубліковано: 30.06.1997
Автори: Мігунов Віталій Михайлович, Ободан Наталья Іллівна, Гліксон Ігор Леонідович, Богуслаєв Вячеслав Олександрович, Бондарь Олександр Ігнатович, Біргєр Ісаак Ароновія, Лук'янов Валентин Семенович
МПК: B21K 3/00
Мітки: двигунів, титанових, виготовлення, спосіб, газотурбінних, лопаток
Формула / Реферат:
(57) Способ изготовления титановых лопаток газотурбинных двигателей, при котором изготавливают полуфабрикат с припуском по прикромочным зонам пера, осуществляют его холодное вальцевание и отжиг, отличающийся тем, что отжиг осуществляют перед холодным вальцеванием, в процессе холодного вальцевания на полуфабрикат воздействуют дифференцированно на центральную часть пера в пределах упругих деформаций и на прикромочную часть пера в зоне его...
Дослідний зразок для випробування лопаток газотурбінних двигунів з жароміцних сплавів на стійкість проти високотемпературної корозії
Номер патенту: 10074
Опубліковано: 15.11.2005
Автори: Квасницька Юлія Георгіївна, Максюта Іннола Іванівна, Мяльниця Георгій Пилипович, Аникін Юрій Пилипович
МПК: F01D 5/28
Мітки: зразок, випробування, стійкість, високотемпературної, сплавів, корозії, дослідний, двигунів, жароміцних, газотурбінних, лопаток
Формула / Реферат:
Дослідний зразок для випробування лопаток газотурбінних двигунів з жароміцних сплавів проти високотемпературної корозії, який характеризується тим, що геометрія зразка змінна в розрізі.
Спосіб шліфування криволінійних поверхонь лопаток газотурбінних двигунів двома алмазними кругами
Номер патенту: 67147
Опубліковано: 10.02.2012
Автори: Горовой Павло Сергійович, Кальченко Віталій Іванович, Кальченко Володимир Віталійович
МПК: B24B 19/00
Мітки: спосіб, газотурбінних, поверхонь, двигунів, лопаток, шліфування, алмазними, кругами, двома, криволінійних
Формула / Реферат:
1. Спосіб шліфування криволінійних поверхонь лопаток газотурбінних двигунів повздовжніми стрічками, при якому переміщення шліфувального круга і оброблювальної деталі відбувається за умови суміщення нормалей інструмента та оброблювальної поверхні в точках лінії контакту, який відрізняється тим, що обробка ведеться послідовно двома алмазними кругами: кругом більшого діаметра оброблюється частина внутрішнього профілю, радіус кривизни якої не...
Спосіб отримання виробів з титанових сплавів
Номер патенту: 22692
Опубліковано: 25.04.2007
Автори: Моляр Олександр Григорович, ТЕЛІН ВЛАДИСЛАВ ВОЛОДИМИРОВИЧ, Бичков Сергій Андрійович, Саввакін Дмитро Георгійович, Івасишин Орест Михайлович, Матвійчук Михайло Васильович
МПК: C22C 1/04
Мітки: виробів, отримання, титанових, сплавів, спосіб
Формула / Реферат:
Спосіб отримання виробів з титанових сплавів, що включає змішування порошку основи з розміром часток менше 100 мкм, що містить гідрид титану, з порошками легуючих елементів, які утворюють з титаном сплави, з розміром часток не більше 1/3-2/3 від розмірів часток основи, компактування у виріб при тиску 400-1000 МПа, нагрівання зі швидкістю 10-15°С/хв. у вакуумі до температури спікання, при якій не утворюється жодної рідкої фази, при...
Верстат з чпк для магнітно-абразивної обробки лопаток газотурбінних двигунів
Номер патенту: 77792
Опубліковано: 15.01.2007
Автори: Гейчук Володимир Миколайович, Майборода Віктор Станіславович, Лисенко Андрій Анатолійович
МПК: B24B 31/112
Мітки: магнітно-абразивної, верстат, двигунів, газотурбінних, обробки, лопаток, чпк
Формула / Реферат:
Верстат для магнітно-абразивної обробки лопаток газотурбінних двигунів, що містить станину з встановленою на ній магнітною системою, у якій робочий зазор має форму кільця, заповненого магнітно-абразивним порошком, та з рівномірно розташованими по колу магнітними полюсами, каретку, встановлену з можливістю вертикального поступального руху, на якій встановлено з можливістю обертального руху співвісний з робочим зазором ротор, що містить...
Попередній патент: Спосіб отримання фулеренів та фулеридів бору і кремнію
Наступний патент: Спосіб закріплення ґрунтового масиву під фундаментом споруди
Випадковий патент: Оптоелектронний сенсор