Спосіб розташування дискових ножиць в потоці прокатного стана

Формула / Реферат
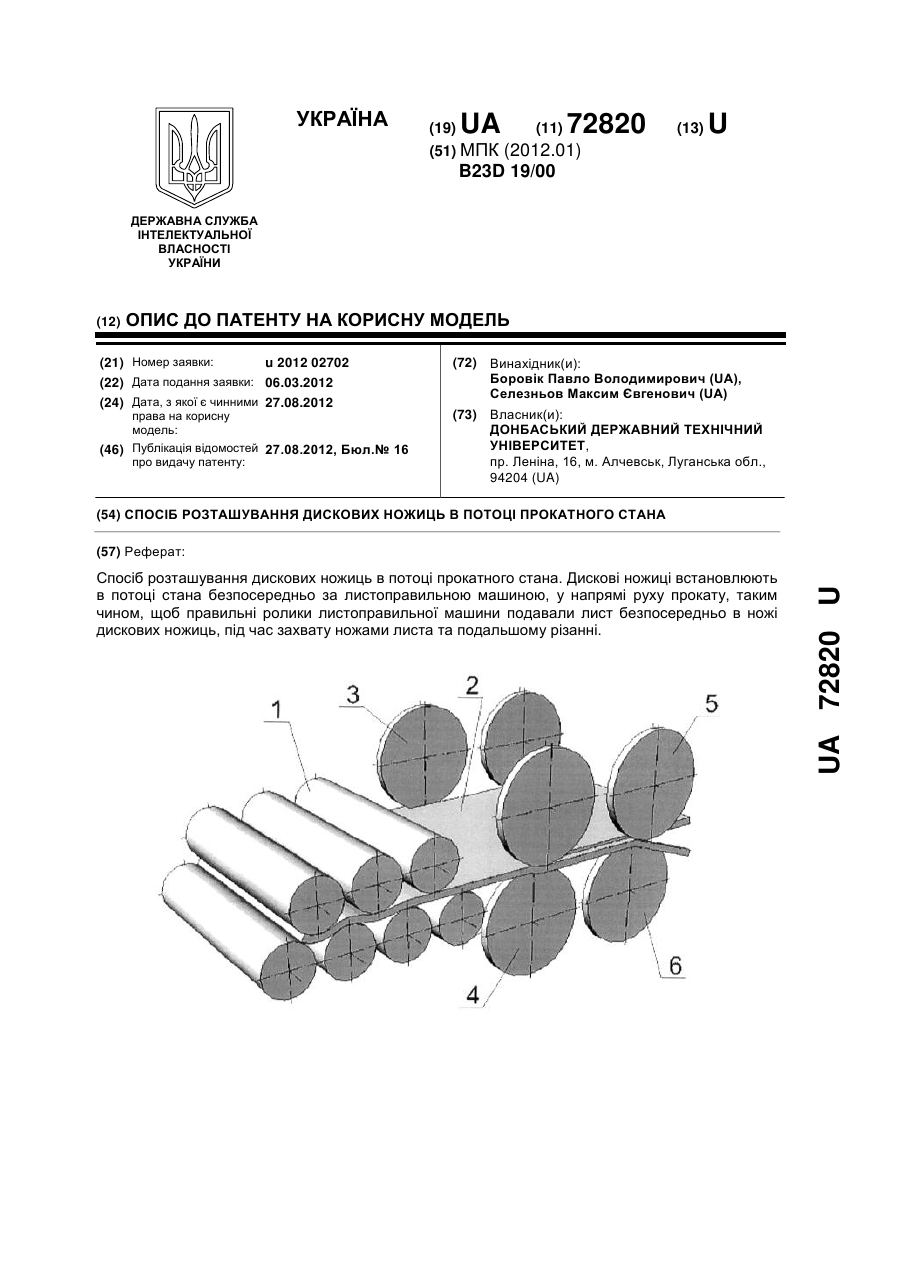
Спосіб розташування дискових ножиць в потоці прокатного стана, який відрізняється тим, що дискові ножиці встановлюють в потоці стана безпосередньо між двома листоправильними машинами, у напрямі руху прокату, так, щоб правильні ролики першої листоправильної машини подавали лист безпосередньо в неприводні дискові ножі, а другої - витягували його.
Текст
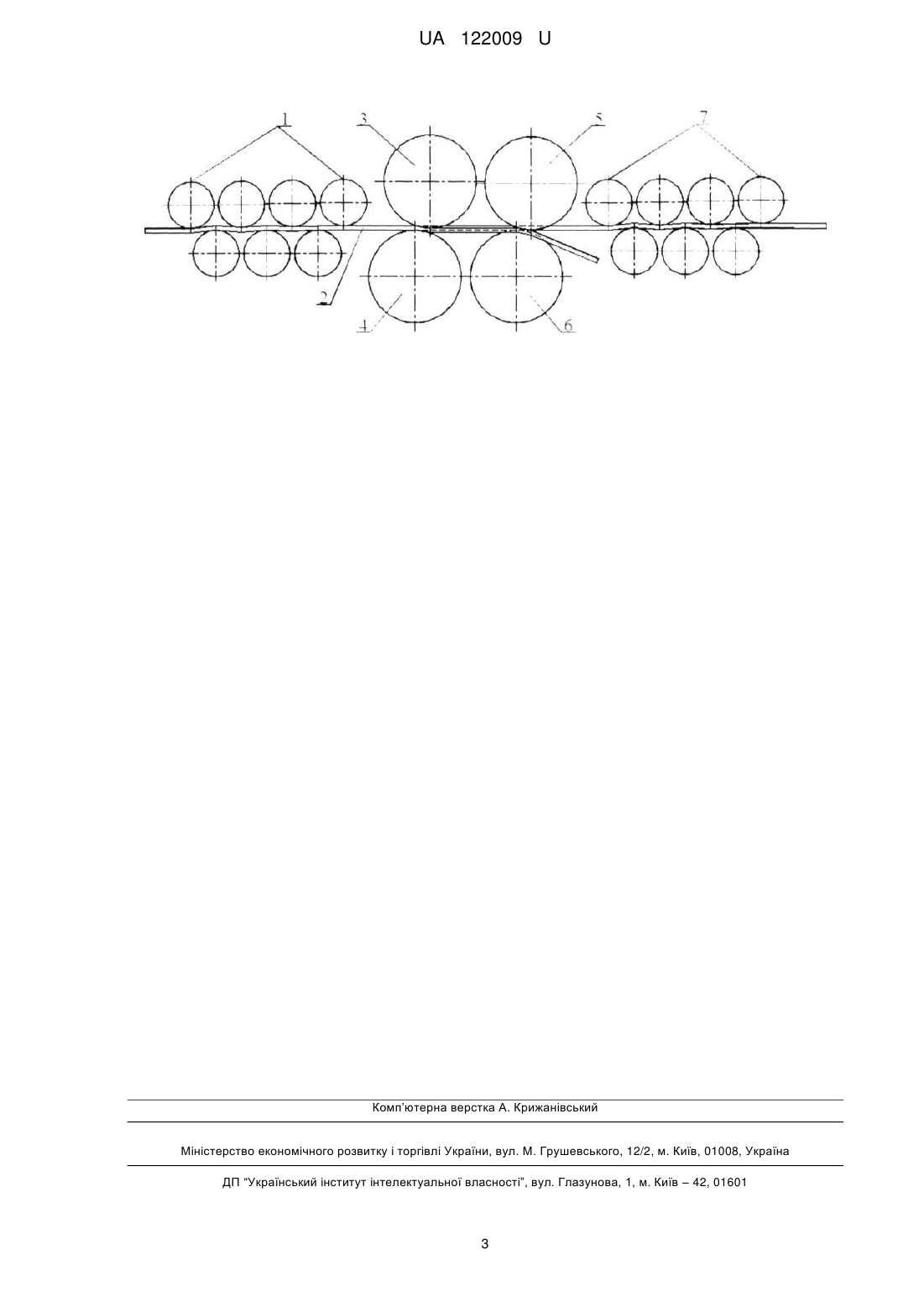
Реферат: UA 122009 U UA 122009 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до обробки металів тиском, зокрема до подовжнього обрізання бічних кромок листових розкатів в потоці прокатного стана. Відомі схеми листових прокатних станів, в яких відповідно до технології виробництва присутні операції правки та обрізання бічних кромок листів, при цьому вони виконуються окремо. Згідно з традиційними схемами дискові ножиці розташовують на деякій відстані від листоправильної машини, у напрямі руху розкату, при цьому лист подається на дискові ножиці рольгангом [Прокатное производство. Справочник: том 1 под ред. д.т.н. П. С. Рокотяна - М., 1962 р. - С. 435-446]. Характерними недоліками в роботі відомих дискових ножиць при використанні їх у таких схемах розташування устаткування листових прокатних станів, є можливість появи серповидності листа при різанні, що знижує якість готової продукції, а також збільшується виробнича площа. Також відомі дискові ножиці, що містять ріжучі дискові ножі, які відрізняються тим, що число пар ножів уздовж відрізуваної кромки більше однієї [Патент на корисну модель Україна № 63571 МПК B23D 19/00, бюл. № 19, 2011]. Характерним недоліком такої конструкції ножиць є неточність входу надрізаної кромки в наступну пару дискових ножів, оскільки існує ймовірність повороту листа в горизонтальній площині внаслідок ненадійної фіксації листа в подовжньому напрямку, то впливає на якість бічної кромки листа. Також відомий спосіб розташування дискових ножиць в потоці прокатного стана, котрий відрізняється тим, що дискові ножиці встановлюють в потоці стана безпосередньо за листоправильною машиною, у напрямі руху прокату, так, щоб правильні ролики листоправильної машини подавали лист безпосередньо в ножі дискових ножиць, під час захвату ножами листа та подальшому його різанню. [Патент на корисну модель Україна № 72820, МПК B23D19/00, бюл. № 16, 2012]. Характерними недоліками відомого способу розташування дискових ножиць в потоці прокатного стана при їх використанні, є можливість появи серповидності листа після його виходу з листоправильної машини, оскільки втрачається фіксація листа в прокольному напрямку. Крім того, така схема розташування вимагає, щоб ножі дискових ножиць були приводними, а це в свою чергу потребує синхронізації швидкостей правки та різання. Технічною задачею є вдосконалення процесу різання листових розкатів дисковими ножицями, за рахунок зміни місця розташування правильних машин і дискових ножиць в потоці прокатного стана, що дозволило б виключити необхідність приводу дискових ножиць і гарантувати обмеження ступеня свободи розкату в процесі різання тільки подовжнім напрямом. Поставлена задача вирішується тим, що дискові ножиці встановлюються в потоці стана безпосередньо між двома листоправильними машинами, у напрямі руху прокату, так, щоб правильні ролики першої листоправильної машини подавали лист безпосередньо в ножі дискових ножиць, а правильні ролики другої листоправильної машини витягували б лист, внаслідок чого процес різання і процес правки об'єднуються в одну технологічну операцію, при цьому ножі дискових ножиць виконуються неприводними. На кресл. показаний пропонований спосіб установки дискових ножиць (з двома парами ножів уздовж відрізуваної кромки) в потоці прокатного стана між двома листоправильними машинами. Ролики листоправильної машини 1 подають лист 2 між верхнім 3 і нижнім 4 дисковими ножами першої пари, які вільно закріплені на осях, та за рахунок подовжнього зусилля, утворюваного правильною машиною відбувається надрізання на певну величину, визначувану товщиною і властивостями матеріалу, що ріжуть, а також числом пар ножів задіяних в процесі, потім лист дорізається верхнім 5 і нижнім 6 дисковими ножами другої пари, котрі також вільно закріплені на осях, після чого лист 2 потрапляє до правильної машини 7, котра забезпечить завершення процесу різання після виходу листа 2 з листоправильної машини 1, за рахунок наявного подовжнього зусилля, утворюваного правильною машиною 7. Цей спосіб дозволить гарантувати обмеження ступеня свободи розкату в процесі різання тільки подовжнім напрямом, що дозволить виключити його поворот в горизонтальній площині та уникнути появи серповидності готового листа, крім того це дозволить розширити сортамент листів, що ріжуть, за рахунок забезпечення постійного подовжнього зусилля від правильних машин, спростити конструкцію дискових ножиць завдяки відсутності приводу дисків, а також суттєво зменшити виробничу площу й виключити дві міжагрегатні ділянки з транспортуючими рольгангами. 1 UA 122009 U 5 Підтвердженням ефективності пропонованого технічного рішення є результати різання на дискових ножицях (таблиця 1), в лабораторних умовах, свинцевих пластин різної товщини за двома схемами: схема І із застосуванням роликів, що подають пластину з постійним зусиллям у напрямі руху, та приводних дискових ножів; схема II - із застосуванням роликів, що подають пластину з постійним зусиллям у напрямі руху, неприводних дискових ножів, та роликів, що витягують пластину з постійним зусиллям у напрямі руху. Таблиця Схема* І II 8 + + Товщина свинцевої пластини (мм) 10 12 + +/+ + 14 +/+ * - при проведенні експерименту з кожного боку пластини використовували по одній парі дискових ножів діаметром 250 мм; вісь верхнього дискового ножа нахилена відносно осі нижнього дискового ножа в площині, перпендикулярній площині матеріалу, що ріжуть, на кут 9°. При застосуванні схеми І швидкість подачі листа узгоджувалася із швидкістю пластини в дискових ножах; + - пластина ріжеться на всю довжину; - - пластина не дорізається на всю довжину, внаслідок буксування в дискових ножах. 10 15 20 25 Результати показують, що завдяки застосуванню нового способу розташування дискових ножиць в потоці листового прокатного стана забезпечується різання дисковими ножами листів в більш широкому діапазоні товщини та виключається вірогідність не дорізання на всю довжину, внаслідок буксування в дискових ножах. Також застосування цього способу дозволяє виключити дефект серповидності. Крім того, цей спосіб розташування дискових ножиць, у разі їх використання на ділянці гарячої правки, дозволить додатково зменшити енерговитрати за умов реалізації процесу різання в гарячому стані. Таким чином, застосування нового способу розташування дискових ножиць в потоці листового прокатного стана дозволить уникнути появи серповидності готового листа, забезпечити різання дисковими ножами листів в більш широкому діапазоні товщини, виключити вірогідність не дорізання на всю довжину, внаслідок буксування в дискових ножах, спростити конструкцію дискових ножиць завдяки відсутності приводу дисків, суттєво зменшити виробничу площу, за рахунок виключення двох міжагрегатних ділянок з транспортуючими рольгангами, а також дозволить додатково зменшити енерговитрати за умов реалізації процесу різання в гарячому стані. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 30 Спосіб розташування дискових ножиць в потоці прокатного стана, який відрізняється тим, що дискові ножиці встановлюють в потоці стана безпосередньо між двома листоправильними машинами, у напрямі руху прокату, так, щоб правильні ролики першої листоправильної машини подавали лист безпосередньо в неприводні дискові ножі, а другої - витягували його. 2 UA 122009 U Комп’ютерна верстка А. Крижанівський Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23D 19/00
Мітки: дискових, розташування, спосіб, потоці, ножиць, стана, прокатного
Код посилання
<a href="https://ua.patents.su/5-122009-sposib-roztashuvannya-diskovikh-nozhic-v-potoci-prokatnogo-stana.html" target="_blank" rel="follow" title="База патентів України">Спосіб розташування дискових ножиць в потоці прокатного стана</a>
Спосіб розташування дискових ножиць в потоці прокатного стана
Номер патенту: 72820
Опубліковано: 27.08.2012
Автори: Селезньов Максим Євгенович, Боровік Павло Володимирович
МПК: B23D 19/00
Мітки: спосіб, дискових, ножиць, прокатного, розташування, потоці, стана
Формула / Реферат:
Спосіб розташування дискових ножиць в потоці прокатного стана, який відрізняється тим, що дискові ножиці встановлюють в потоці стана безпосередньо за листоправильною машиною, у напрямі руху прокату, таким чином, щоб правильні ролики листоправильної машини подавали лист безпосередньо в ножі дискових ножиць, під час захвату ножами листа та подальшому його різанні.
Рольганг прокатного стана

Номер патенту: 34589
Опубліковано: 15.03.2001
Автори: Васільєв Юрій Андрійович, Небаба Георгій Іванович, Брєхов Володимир Євгенович
МПК: B21B 39/00
Мітки: стана, рольганг, прокатного
Формула / Реферат:
Рольганг прокатного стана, який містить спарені похилі циліндричні ролики, оперті своїми кінцями в середній частині рольганга на проміжну опору, а також привід роликів, який відрізняється тим, що правий ролик кінематично зв'язаний з лівим роликом за допомогою зубчастого зачеплення, виконаного у вигляді встановлених на суміжних кінцях роликів конічних зубчастих коліс, взаємодіючих з блоковою шестірнею, розташованою у проміжній опорі.
Рольганг прокатного стана

Номер патенту: 60684
Опубліковано: 25.06.2011
Автори: Шевченко Сергій Володимирович, Брехов Євген Володимирович, Марченко Дмитро Анатолійович, Єлецьких Володимир Іванович, Лебідь Володимир Тимофійович
МПК: B21B 39/02
Мітки: рольганг, стана, прокатного
Формула / Реферат:
1. Рольганг прокатного стана, який складається із секцій, що містять рами з розміщеними в них приводними роликами з підшипниковими опорами, а також фундаментні основини, який відрізняється тим, що рольганг постачений балками, на яких виконані опорні поверхні під рами секцій, а також опорні поверхні для фундаментних основин, які розміщені поза опорною поверхнею під рами секцій, при цьому на кінцях рам кожної секції виконані пази з опорними...
Обвідний ролик прокатного стана
Номер патенту: 42918
Опубліковано: 27.07.2009
Автори: Путнокі Олександр Юліусович, Ніколенко Андрій Георгійович, Ніколаєв Віктор Олександрович, Жученко Станіслав Вікторович, Васильєв Олександр Геннадійович
МПК: B21B 39/34
Мітки: прокатного, ролик, стана, обвідний
Формула / Реферат:
Обвідний ролик прокатного стана, який відрізняється тим, що твірна ролика має форму опуклої параболи з кривизною f/D=0,0024-0,021, де f - величина опуклості твірної, D - діаметр обвідного ролика.
Транспортний рольганг листового прокатного стана
Номер патенту: 64107
Опубліковано: 25.10.2011
Автори: Шевченко Сергій Володимирович, Уткін Олексій Вікторович, Брехов Євген Володимирович, Єлецьких Володимир Іванович
МПК: B21B 39/00
Мітки: прокатного, листового, стана, рольганг, транспортний
Формула / Реферат:
Транспортний рольганг листового прокатного стана, що містить рами, секції рольганга, ролики яких розташовані в підшипникових корпусах та приводи секцій рольганга, який відрізняється тим, що підшипникові корпуси виконані із двох частин - кришок та основ, крім того, кришки обладнані планками, довжина яких більше ширини вищезгаданих кришок на величину двох болтових з'єднань, за допомогою яких планки прикріплені до рами рольганга, при цьому...
Попередній патент: Теплообмінник “труба в трубі”
Наступний патент: Двотактний дизель з наддувом
Випадковий патент: Спосіб діагностики розвитку остеопорозу