Токарний верстат з, щонайменше, двома шпинделями
Формула / Реферат
1. Токарний верстат з, щонайменше, двома шпинделями, що містить станину, на якій безпосередньо або опосередковано встановлені розташовані навпроти і назустріч одна одній, щонайменше, перша і друга шпиндельні бабки, хрестовий супорт, щонайменше, перший і другий маніпулятори, пристосовані для обслуговування шпинделів відповідно першої і другої шпиндельних бабок, який відрізняється тим, що поперечні полозки хрестового супорта розташовані між шпиндельними бабками і на згаданих полозках безпосередньо або опосередковано встановлені, щонайменше, два комплекти різальних інструментів, які розташовані з двох боків поперечних полозків, які звернені до шпиндельних бабок, при цьому перший і другий маніпулятори встановлені незалежно від хрестового супорта.
2. Токарний верстат по п. 1, який відрізняється тим, що він має перший і другий засоби для подачі деталей, що підлягають обробці, до місць завантаження відповідно першого і другого маніпуляторів і перший і другий засоби для видалення оброблених деталей з місць розвантаження відповідно першого і другого маніпуляторів, при цьому згадані другий засіб для подачі деталей до місця завантаження другого маніпулятора і перший засіб для видалення деталей з місця розвантаження першого маніпулятора виконані незалежними від першого і другого маніпуляторів і хрестового супорта.
3. Токарний верстат по п. 1, який відрізняється тим, що перший і другий комплекти різальних інструментів не ідентичні один одному і пристосовані для обробки різних поверхонь деталей.
4. Токарний верстат по п. 1, який відрізняється тим, що різальні інструменти кожного комплекту розташовані зі зміщенням відносно один одного в напрямі переміщення поперечних полозків таким чином, щоб послідовно обробляти деталь окремими інструментами або окремими групами інструментів.
5. Токарний верстат по п. 4, який відрізняється тим, різальні інструменти встановлені в тримачах, які нерухомо закріплені безпосередньо на поперечних полозках.
6. Токарний верстат по п. 2, який відрізняється тим, що він оснащений засобом для переміщення деталей від згаданого першого засобу для видалення деталей до згаданого другого засобу для подачі деталей.
7. Токарний верстат по п. 6, який відрізняється тим, що згадані перший і другий засоби для подачі деталей і перший і другий засоби для видалення деталей виконані у вигляді похилих лотків відповідно вхідного, підвідного відвідного і вихідного, що розташовані, щонайменше, частково в площинах, які перпендикулярні осі обертання шпинделя, засіб для переміщення включає в себе похилий проміжний лоток, розташований, щонайменше, частково в площині, яка паралельна осі обертання шпинделя.
8. Токарний верстат по п. 7, який відрізняється тим, що відвідний, проміжний і підвідний лотки виконані прямолінійними, при цьому засіб для переміщення включає в себе привідні засоби для повороту і/або підйому деталей, за допомогою яких кінці відвідного і підвідного лотків зв'язані з відповідними кінцями проміжного лотка.
9. Токарний верстат по п. 1 або 6, який відрізняється тим, що кожний з маніпуляторів виконаний у вигляді коромисла, на кінцях якого встановлені затискачі для деталей, при цьому коромисло розташоване в площині, яка перпендикулярна осі обертання шпинделя і встановлено з можливістю примусового повороту навколо осі, яка паралельна осі повороту шпинделя і рівновіддалена від затискачів, і примусового переміщення вздовж згаданої осі.
10. Токарний верстат по п. 1, який відрізняється тим, що на станині змонтована траверса, яка містить напрямні, на яких встановлені поздовжні полозки хрестового супорта, а перша і друга шпиндельні бабки змонтовані на кінцях траверси.
11. Токарний верстат по п. 1, який відрізняється тим, що перший і другий маніпулятори встановлені на відповідній шпиндельній бабці.
12. Токарний верстат по п. 1, який відрізняється тим, що перша шпиндельна бабка, якщо дивитися з боку фронту верстата, розташована зліва від другої шпиндельної бабки.
Текст
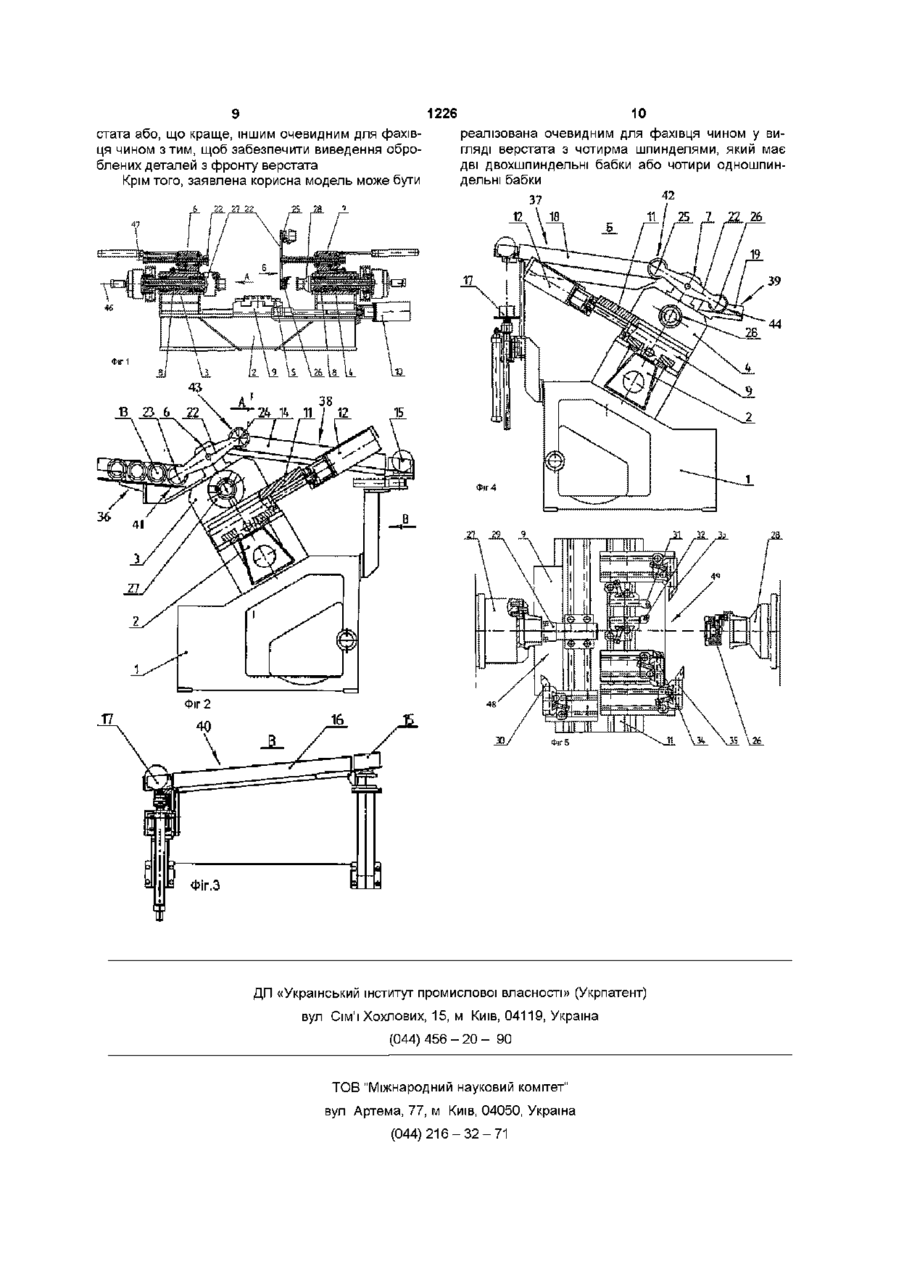
1 Токарний верстат з, щонайменше, двома шпинделями, що містить станину, на якій безпосередньо або опосередковано встановлені розташовані навпроти і назустріч одна одній, щонайменше, перша і друга шпиндельні бабки, хрестовий супорт, щонайменше, перший і другий маніпулятори, пристосовані для обслуговування шпинделів ВІДПОВІДНО першої і другої шпиндельних бабок, який відрізняється тим, що поперечні полозки хрестового супорта розташовані між шпиндельними бабками і на згаданих полозках безпосередньо або опосередковано встановлені, щонайменше, два комплекти різальних інструментів, які розташовані з двох боків поперечних полозків, які звернені до шпиндельних бабок, при цьому перший і другий маніпулятори встановлені незалежно від хрестового супорта тим, різальні інструменти встановлені в тримачах, які нерухомо закріплені безпосередньо на поперечних полозках 6 Токарний верстат по п 2, який відрізняється тим, що він оснащений засобом для переміщення деталей від згаданого першого засобу для видалення деталей до згаданого другого засобу для подачі деталей 7 Токарний верстат по п 6, який відрізняється тим, що згадані перший і другий засоби для подачі деталей і перший і другий засоби для видалення 2 Токарний верстат по п 1, який відрізняється тим, що він має перший і другий засоби для подачі деталей, що підлягають обробці, до місць завантаження ВІДПОВІДНО першого і другого маніпуляторів і перший і другий засоби для видалення оброблених деталей з місць розвантаження ВІДПОВІДНО першого і другого маніпуляторів, при цьому згадані другий засіб для подачі деталей до місця завантаження другого маніпулятора і перший засіб для видалення деталей з місця розвантаження першого маніпулятора виконані незалежними від першого і другого маніпуляторів і хрестового супорта 3 Токарний верстат по п 1, який відрізняється тим, що перший і другий комплекти різальних інструментів не ідентичні один одному і пристосовані для обробки різних поверхонь деталей 4 Токарний верстат по п 1, який відрізняється тим, що різальні інструменти кожного комплекту розташовані зі зміщенням відносно один одного в напрямі переміщення поперечних полозків таким чином, щоб послідовно обробляти деталь окремими інструментами або окремими групами інструментів 5 Токарний верстат по п 4, який відрізняється яких КІНЦІ ВІДВІДНОГО і ПІДВІДНОГО лотків зв'язані з деталей виконані у вигляді похилих лотків ВІДПОВІДНО ВХІДНОГО, ПІДВІДНОГО ВІДВІДНОГО І ВИХІДНОГО, ЩО розташовані, щонайменше, частково в площинах, які перпендикулярні осі обертання шпинделя, засіб для переміщення включає в себе похилий проміжний лоток, розташований, щонайменше, частково в площині, яка паралельна осі обертання шпинделя 8 Токарний верстат по п 7, який відрізняється тим, що ВІДВІДНИЙ, проміжний і ПІДВІДНИЙ лотки виконані прямолінійними, при цьому засіб для переміщення включає в себе привідні засоби для повороту і/або підйому деталей, за допомогою ВІДПОВІДНИМИ кінцями проміжного лотка 9 Токарний верстат по п 1 або 6, який відрізняється тим, що кожний з маніпуляторів виконаний у вигляді коромисла, на кінцях якого встановлені затискачі для деталей, при цьому коромисло розташоване в площині, яка перпендикулярна осі обертання шпинделя і встановлено з можливістю примусового повороту навколо осі, яка паралельна осі повороту шпинделя і рівновіддалена від затискачів, і примусового переміщення вздовж згаданої осі 10 Токарний верстат по п 1, який відрізняється тим, що на станині змонтована траверса, яка містить напрямні, на яких встановлені поздовжні полозки хрестового супорта, а перша і друга шпиндельні бабки змонтовані на кінцях траверси 11 Токарний верстат по п 1, який відрізняється тим, що перший і другий маніпулятори встановлені на ВІДПОВІДНІЙ шпиндельній бабці 12 Токарний верстат по п 1, який відрізняється тим, що перша шпиндельна бабка, якщо дивитися з боку фронту верстата, розташована зліва від другої шпиндельної бабки (О 1226 Корисна модель відноситься до верстатобудування і може бути використана для однобічної, а переважно для двобічної обробки деталей, в тому числі деталей підвищеної точності ВІДОМІ токарні верстати типу MSC фірми ЕМАГ з двома і більш шпинделями і одним (хитним) супортом, який пристосований для послідовного обслуговування всіх шпинделів Однак на відміну від заявленого верстата в верстатах фірми ЕМАГ шпинделі розташовані паралельно один одному При цьому у разі використання відносно простого інструментального блоку (з ЛІНІЙНИМ розташуванням інструментів) довжина останнього досить велика внаслідок однобічного розташування інструментів Збільшення довжини інструментального блоку негативно позначається на його жорсткості, а отже на точності обробки, і крім того внаслідок цього збільшується габарит верстата [Проспект фірми ЕМАГ «Двухшпиндельные токарные автоматы с ЧПУ фирмы ЭМАГ MSC12 MSC22 Обслуживаемые спереди токарные автоматы с поперечной станиной", West-Germany, 4/86K] Відомий двохшпиндельний токарний верстат, що містить станину, на якій встановлені розташовані навпроти і назустріч одна одній перша і друга шпиндельні бабки, перший і другий маніпулятори, пристосовані для обслуговування шпинделів ВІДПОВІДНО першої і другої шпиндельних бабок, перший і другий засоби для подачі деталей, що підлягають обробці, до місць завантаження ВІДПОВІДНО першого і другого маніпуляторів і перший і другий засоби для видалення оброблених деталей з місць розвантаження ВІДПОВІДНО першого і другого маніпуляторів На відміну від заявленого відомий верстат містить два хрестових супорти, поперечні полозки яких розташовані в основному з боків шпиндельних бабок і мають револьверні головки, кожна з яких пристосована для обслуговування шпинделя тільки однієї (відповідної їй) шпиндельної бабки Крім того, кожний із згаданих маніпуляторів виконаний у вигляді однієї із згаданих револьверних головок, що має два затискачі для деталей Другий засіб для подачі деталей до місця завантаження другого маніпулятора виконаний у вигляді першого маніпулятора (револьверної головки, пристосованої для обслуговування першої шпиндельної бабки), а перший засіб для видалення деталей з місця розвантаження першого маніпулятора виконаний у вигляді другого маніпулятора (револьверної головки, пристосованої для обслуговування другої шпиндельної бабки) [Авт свід СРСР №1609550, В23ВЗ/30, 1990] До недоліків даного верстата відноситься наявність двох хрестових супортів з револьверними головками, які являють собою вузли верстата, що найбільш дорого коштують При цьому продуктивність верстата низька внаслідок використання супортів для завантаження/розвантаження шпинделів і передачі деталей з одного шпинделя на інший Корисна модель направлена на вирішення технічної задачі, яка полягає в тому, щоб при відносно невеликому розмірі поперечних полозків хрестового супорта встановити на них досить велику КІЛЬКІСТЬ інструментів (навіть без використання револьверних головок), щоб обробляти на верстаті досить складні деталі при двобічній обробці або однобічній обробці різних деталей паралельними потоками Крім того, забезпечити можливість безперервного використання супорта і системи управління за прямим їх призначенням - для обробки деталей, щоб допоміжний час був мінімальним, а продуктивність верстата - максимальною, при мінімальній КІЛЬКОСТІ в верстаті вузлів, що дорого коштують, таких, як хрестовий супорт і елементи його управління Вказана вище технічна задача вирішена тим, що в токарному верстаті з, щонайменше, двома шпинделями, що містить станину, на якій опосередковано або опосередковано встановлені розташовані навпроти і назустріч одна одній, щонайменше, перша і друга шпиндельні бабки, хрестовий супорт, перший і другий маніпулятори, пристосовані для обслуговування шпинделів ВІДПОВІДНО першої і другої шпиндельних бабок, згідно з корисною моделлю поперечні полозки хрестового супорта розташовані між шпиндельними бабками і на поперечних полозках безпосередньо або опосередковано встановлені, щонайменше, два комплекти різальних інструментів, які розташовані з двох боків поперечних полозків, які звернені до шпиндельних бабок, при цьому перший і другий маніпулятори встановлені незалежно від хрестового супорта Завдяки тому, що поперечні полозки хрестового супорта розташовані між розташованими навпроти і назустріч одна одній шпиндельними бабками, а інструменти, які встановлені на поперечних полозках, розташовані з двох їх боків, при відносно невеликому розмірі полозків на них навіть без використання револьверних головок може бути встановлена досить велика КІЛЬКІСТЬ інструментів, що дозволяє обробляти на верстаті досить складні деталі як при двобічній обробці, так і при однобічній обробці двох різних деталей двома паралельними потоками Крім того, оскільки маніпулятори встановлені незалежно від хрестового супорта, забезпечена можливість безперервного використання супорта і системи управління за їх прямим призначенням - для обробки деталей При цьому допоміжний час мінімальний, а продуктивність верстата максимальна, при мінімальній КІЛЬКОСТІ в верстаті вузлів, що дорого коштують, таких, як хрестовий супорт і елементи його управління РІЗНІ конкретні форми виконання запропонованого верстата на вказаних вище загальних принципах корисної моделі, яка заявлена в незалежному пункті формули, можуть бути реалізовані з використанням ознак залежних пунктів формули При цьому в конкретних формах реалізації заявленої корисної моделі можуть бути отримані дода 1226 ткові технічні результати, які очевидні для фахівця з приведеного нижче докладного опису прикладів здійснення корисної моделі, що пояснені кресленнями, на яких на фіг 1 показаний вигляд спереду на траверсу з встановленими на ній шпиндельними бабками і хрестовим супортом, на фіг 2 вигляд А на фіг 1, на фіг 3 вигляд В на фіг 2, на фіг 4 вигляд Б на фіг 1, на фіг 5 вигляд зверху на хрестовий супорт На фіг 1 - 5 показаний реалізований на принципах заявленої корисної моделі двохшпиндельний верстат для двобічної обробки деталей, який містить станину 1, траверсу 2, на якій змонтовані перша (ліва якщо дивитися з боку фронту верстата) шпиндельна бабка 3, друга (права) шпиндельна бабка 4, хрестовий супорт 5 На шпиндельних бабках 3, 4 встановлені перший (лівий) 6 і другий (правий) 7 завантажувальні маніпулятори У обох шпиндельних бабках 3 і 4 встановлено, щонайменше, по одному шпинделю 8, які мають індивідуальні приводи обертання (на кресленнях не показані) При цьому шпиндельні бабки 3 і 4 встановлені на траверсі 2 СПІВВІСНО назустріч одна одній У інших виконаннях верстата кожна шпиндельна бабка може мати два і більше шпинделів, крім того шпинделі 8 можуть бути розташовані не СПІВВІСНО один одному Хрестовий супорт 5 складається з поздовжніх полозків 9 зі своїм приводом 10, на яких встановлені поперечні полозки 11 зі своїм приводом 12 Поздовжні ПОЛОЗКИ 9 розташовані між шпиндельними бабками 3, 4 і встановлені на напрямних траверси 2 Поперечні полозки 11 також розташовані між шпиндельними бабками 3, 4 і виконані так, що на них можуть бути встановлені інструменти з розташуванням їх з двох боків згаданих полозків, як для обробки деталей на лівому, так і на правому шпинделі 8 Верстат має систему для транспортування деталей, що обробляються, (транспортну систему), яка крім згаданих вище маніпуляторів 6, 7 містить перший 36 і другий 37 засоби для подачі деталей, що підлягають обробці, до місць 41, 42 завантаження ВІДПОВІДНО першого 6 і другого 7 маніпуляторів Згадані засоби 36, 37 виконані у вигляді прямолінійних похилих лотків - ВІДПОВІДНО вхідного лотка 13 і ПІДВІДНОГО лотка 18 Транспортна система має перший 38 і другий 39 засоби для видалення оброблених деталей з місць 43, 44 розвантаження ВІДПОВІДНО першого 6 і другого 7 маніпуляторів Згадані засоби 38, 39 виконані у вигляді прямолінійних похилих лотків - ВІДПОВІДНО ВІДВІДНОГО лотка 14 і вихідного лотка 19 Вхідний лоток 13, ВІДВІДНИЙ лоток 14 і ПІДВІДНИЙ лоток 18, вихідний лоток 19 розташовані попарно в двох площинах, які перпендикулярні загальній уявній осі обертання 46 шпинделя 8 При цьому вхідний лоток 13 і ВІДВІДНИЙ лоток 14 змонтовані на першій шпиндельній бабці 3, а ПІДВІДНИЙ ЛОТОК 18 і вихідний лоток 19 змонтовані на другій шпиндельній бабці 4 Крім того, транспортна система, верстата має засіб 40 для переміщення деталей від першого засобу 38 для видалення деталей (ВІДВІДНОГО лотка 14) до другого засобу 37 для подачі деталей (ПІДВІДНОГО лотка 18) Згаданий засіб 40 включає прямолінійний похилий проміжний лоток 16, розташований в площині, яка паралельна осі обертання 41 шпинделів 8 Для сполучення між собою КІНЦІВ проміжного лотка 16 з кінцями ВІДВІДНОГО 14 і ПІДВІДНОГО 18 лотків згаданий засіб 40 містить ВІДПОВІДНО засіб повороту деталей, що являє собою стрілку 15, і засіб підйому і повороту деталей, виконаний у вигляді підйомника 17 При цьому стрілка 15, проміжний лоток 16 і підйомник 17 змонтовані на станині 1 У інших виконаннях КІНЦІ ВІДВІДНОГО лотка 14, проміжного лотка 16 і ПІДВІДНОГО лотка 18 можуть бути виконані криволінійними і зв'язані безпосередньо один з одним без використання стрілки 15 і підйомника 17, однак в цьому випадку ускладнюється переналагодження верстата для обробки інших деталей Крім того, замість стрілки 15 може бути встановлений підйомник 17 і навпаки в будьяких поєднаннях Маніпулятори 6 і 7 оснащені, наприклад, коромислами 22, на кінцях яких встановлені затискачі 23, 24, 25, 26 При цьому коромисло 22 маніпулятора 6 розташоване так, що в початковому положенні затискачі 23, 24 розташовані в місцях ВІДПОВІДНО завантаження 41 і розвантаження 43 навпроти приймальних частин вхідного лотка 13 і ВІДВІДНОГО лотка 14, а коромисло 22 маніпулятора 7 розташоване так, що в початковому положенні затискачі 25, 26 розташовані в місцях ВІДПОВІДНО завантаження 42 і розвантаження 44 - навпроти приймальних частин ВІДВІДНОГО лотка 18 і вихідного лотка 19 Коромисло 22 кожного маніпулятора 6, 7 розташоване в площині, яка перпендикулярна осі обертання шпинделя 8 і встановлено з можливістю примусового повороту навколо осі 47, яка паралельна осі 46 обертання шпинделя і рівновіддалена від затискачів ВІДПОВІДНО 23, 24 або 25, 26, і примусового переміщення вздовж згаданої осі 47 На шпинделі 8 шпиндельних бабок 3, 4 встановлюються затискні патрони 27 і 28 для закріплення деталей, що обробляються На поперечних полозках 11 за допомогою шструментотримачів (тримачів) нерухомо встановлені два не ідентичних один одному комплекти 48, 49 ріжучих інструментів ВІДПОВІДНО 29, ЗО і 31, 32, 33, 34, 35, які пристосовані для обробки деталей з двох боків Інструменти 29, ЗО першого (лівого) комплекту 48 розташовані з лівого боку полозків 11, який звернений до першої шпиндельної бабки З, а інструменти 31, 32, 33, 34, 35 другого (правого) комплекту 49 розташовані з правого боку полозків 11, який звернений до другої шпиндельної бабки 4 Ріжучі інструменти 29, ЗО або 31, 32, 33, 34, 35 кожного комплекту 48 або 49 розташовані зі зміщенням відносно один одного в напрямі переміщення поперечних полозків 11 таким чином, щоб послідовно обробляти деталь окремими інструментами або окремими групами інструментів Верстат, який показаний на фіг 1 - 5, працює таким чином У початковому положенні коромисла 22 маніпуляторів 6 і 7 розташовані так, як показано на фіг 2 і фіг 4 Хрестовий супорт 5 розташований ближче до другої (правої) шпиндельної бабки 4 Стрілка 15 розташована як показано на фіг 2 Підйомник 17 розташований в нижньому положенні як 1226 показано на фіг З і фіг 4 Затискачі 23, 24, 25, 26 знаходяться в розкритому положенні Затискні патрони 27 і 28 в положенні затиску Відомим способом у вхідний лоток 13 укладаються заготовки деталей, що підлягають обробці, на верстаті Маніпулятор 6 виводить коромисло 22 вздовж осі шпинделя для того, щоб дати можливість першій заготовці потрапити на вісь затискача 23 Після ЦЬОГО коромисло повертається в початкове положення (ця маніпуляція проводиться тільки під час першого циклу верстата, так як при роботі верстата в автоматичному циклі маніпулятор в цей час проводить роз вантаження-за вантаження патрона 27, що автоматично забезпечує можливість заготовці потрапити в приймальну частину лотка 13) Проводиться затиск заготовки затискачем 23 і коромисло 22 виводиться вздовж осі шпинделя в крайнє переднє положення, після чого коромисло 22 повертається так, щоб затискач 24 встановився СПІВВІСНО з шпинделем Потім проводиться переміщення коромисла 22 до шпинделя до моменту зіткнення затискача 24 з деталлю, закріпленою в затискному патроні 27 Після цього проводиться розтискання патрона 27 і затискання затискача 24 Коромисло 22 відводиться від шпинделя, при цьому в затискачі 23 знаходиться заготовка, що взята з вхідного лотка 13, а в затискачі 24 напівфабрикат, який взятий з патрона 27 Після цього маніпулятор 6 повертає коромисло 22 так, щоб затискач 23 встановився СПІВВІСНО З шпинделем Потім проводиться переміщення коромисла 22 до шпинделя до моменту зіткнення заготовки, затиснутої в затискачі 23 із затискним патроном 27 Після ЦЬОГО проводиться затискання патрона 27 і розтискання затискача 23 Коромисло 22 відводиться від шпинделя, а потім повертається в початкове положення, після чого переміщується по осі в початкове положення При цьому затискач 23 потрапляє в приймальну частину вхідного лотка 13, а затискач 24 потрапляє в приймальну частину ВІДВІДНОГО лотка 14 Після цього затискач 24 розкривається і скидає напівфабрикат в ВІДВІДНИЙ лоток 14 У цей же час хрестовий супорт 5 переміщується до першої (лівої) шпиндельної бабки 3, шпиндель 8 якої приводиться у обертання і ріжучий інструмент 29 і ЗО, встановлений на ЛІВІЙ ПОЛОВИНІ поперечних полозків 11 рухаючись по програмі обробляє послідовно заготовку, що затиснута в патроні 27 У цей же час напівфабрикат скинений в ВІДВІДНИЙ лоток 14 скочується по ньому в стрілку 15 Стрілка повертається на 90 градусів і напівфабрикат потрапляє в проміжний лоток 16, по якому скочується і потрапляє в підйомник 17 Підйомник 17 піднімає напівфабрикат до рівня ПІДВІДНОГО лотка 18 одночасно повертаючи його на 90 градусів так, щоб необроблении під час першої операції торець був направлений у бік робочої зони верстата, а оброблений - у бік другої (правої) шпиндельної бабки 4 При досягненні підйомником 17 рівня ПІДВІДНОГО лотка 18, напівфабрикат перекочується в останній і потрапляє в приймальну частину лотка 18, яка в початковому положенні співвісна із затискачем 25 При попаданні напівфабрикату в підйомник 17 одночасно з командою на переміщення 8 підйомника вгору видається команда маніпулятору 7 на переміщення коромисла 22 із затискачами 25 і 26 вздовж осі шпинделя для того, щоб дати можливість напівфабрикату вийти на вісь затискача 22 (ця маніпуляція проводиться тільки під час першого циклу верстата, так як при роботі верстата в автоматичному циклі маніпулятор 7 в цей час проводить розвантаження-завантаження патрона 28, що автоматично забезпечує можливість напівфабрикату потрапити в приймальну частину лотка 18) Після ЦЬОГО коромисло 22 повертається в початкове положення Проводиться затискання напівфабрикату затискачем 25 і коромисло 22 виводиться вздовж осі шпинделя в крайнє переднє положення, після чого коромисло 22 повертається так, щоб затискач 26 встановився СПІВВІСНО З шпинделем Потім проводиться переміщення коромисла 22 до шпинделя до моменту зіткнення затискача 26 з деталлю, яка закріплена в затискному патроні 28 Після ЦЬОГО проводиться розтискання патрона 28 і затискання затискача 26 Коромисло 22 відводиться від шпинделя, при цьому в затискачі 25 знаходиться напівфабрикат, що взятий з ПІДВІДНОГО лотка 18, а В затискачі 26 деталь, що взята з патрона 28 Після ЦЬОГО маніпулятор 7 повертає коромисло 22 так, щоб затискач 25 встановився СПІВВІСНО З шпинделем Потім проводиться переміщення коромисла 22 до шпинделя до моменту зіткнення заготовки, що затиснута в затискачі 25, із затискним патроном 28 Після цього проводиться затискання патрона 28 і розтискання затискача 25 Коромисло 22 відводиться від шпинделя, а потім повертається в початкове положення, після чого переміщується по осі в початкове положення При цьому затискач 25 попадає в приймальну частину ПІДВІДНОГО лотка 18, а затискач 26 потрапляє в приймальну частину вихідного лотка 19 Після цього затискач 26 розкривається і скидає деталь в вихідний лоток 19 Після закінчення обробки заголовки на лівому шпинделі хрестовий супорт 5 переміщується до правої шпиндельної бабки 4, шпиндель 8 якої приводиться у обертання і ріжучий інструмент 31, 32, 33, 34 і 35, встановлений на правій половині поперечних полозків 11, рухаючись по програмі, обробляє послідовно напівфабрикат затиснутий в патроні 28 Одночасно маніпулятор 6 проводить розвантаження-завантаження патрона 27 по циклу описаному вище І так послідовно відбувається обробка деталей доти, поки не будуть оброблені всі заготовки укладені у вхідний лоток 13 або не буде дана команда на зупинку верстата Заявлена корисна модель може бути реалізована також у вигляді двохшпиндельного верстата для однобічної обробки двох, переважно, різних деталей двома паралельними потоками (на кресленнях не показаний), при цьому відпадає необхідність передавати деталі від першого маніпулятора до другого і, природно, що такий верстат може не містити згаданого вище засобу 40 для переміщення деталей, тобто стрілки 15, проміжного лотка 16 і підйомника 17 Згадані перший і другий засоби 38, 39 для видалення деталей можуть бути виконані так, як це описане вище, і забезпечувати виведення оброблених деталей з тилу вер 9 1226 10 стата або, що краще, іншим очевидним для фахівреалізована очевидним для фахівця чином у виця чином з тим, щоб забезпечити виведення оброгляді верстата з чотирма шпинделями, який має блених деталей з фронту верстата дві двохшпиндельні бабки або чотири одношпинКрім того, заявлена корисна модель може бути дельні бабки 8 22 27 22 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна (044) 456 - 20 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Автори англійськоюPavlov Valerii Ivanovych
Автори російськоюПавлов Валерий Иванович
МПК / Мітки
Мітки: верстат, щонайменше, шпинделями, двома, токарний
Код посилання
<a href="https://ua.patents.su/5-1226-tokarnijj-verstat-z-shhonajjmenshe-dvoma-shpindelyami.html" target="_blank" rel="follow" title="База патентів України">Токарний верстат з, щонайменше, двома шпинделями</a>
Токарний верстат
Номер патенту: 23319
Опубліковано: 31.08.1998
Автор: Тарасов Анатолій Григорович
МПК: B23B 3/00
Формула / Реферат:
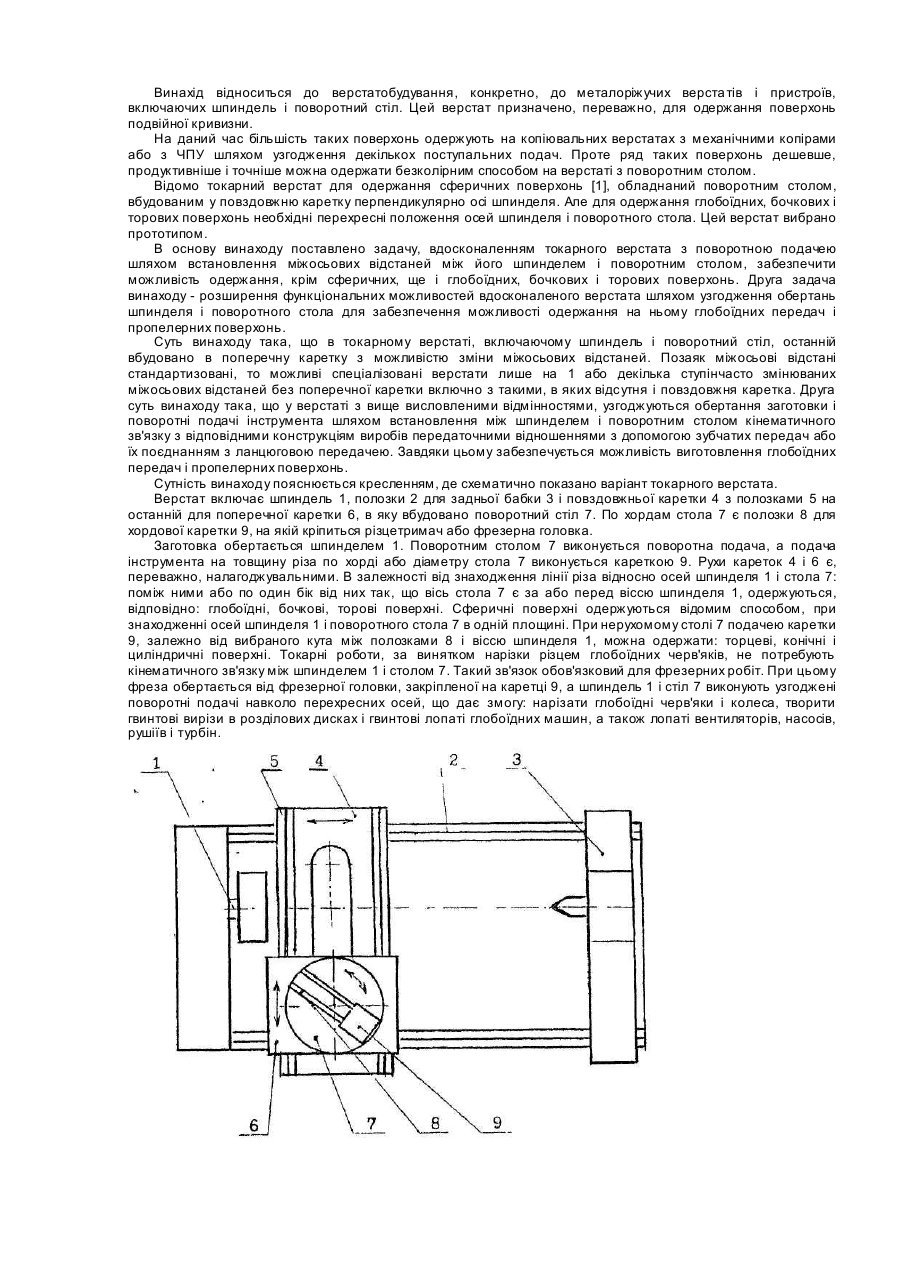
1. Токарний верстат, який має шпиндель і поворотний стіл, який відрізняється тим, що поворотний стіл встановлено з міжосьовою відстанню відносно осі шпинделя.2. Токарний верстат за п. 1, який відрізняється тим, що поворотний стіл вбудовано в поперечну каретку з можливістю зміни міжосьових відстаней.3. Токарний верстат за пп. 1 і 2, який відрізняється тим, що між шпинделем і поворотним столом встановлено кінематичний зв'язок з...
Малогабаритний токарний верстат
Номер патенту: 28463
Опубліковано: 16.10.2000
Автори: Романіка Костянтин Васильович, Денбський Георгій Вікторович
МПК: B23B 3/00
Мітки: верстат, малогабаритний, токарний
Формула / Реферат:
1. Малогабаритный токарный станок, содержащий: станину, переднюю бабку, заднюю бабку и устройство для перемещения режущего инструмента, в которое входят основание, установленные на нем поперечные салазки, поворотный, круг, продольные салазки в резцедержатель, отличающиеся тем, что станина станка представляет собой плоская прямоугольник, на котором закреплены передняя бабка в две упорно-направляющие планки, имеющие возможность изменять свой...
Токарний верстат
Номер патенту: 9009
Опубліковано: 30.09.1996
Автори: Єгоров Володимир Георгієвич, Колінько Борис Степанович
МПК: B23B 3/00, B23B 23/00
Формула / Реферат:
Токарный станок, содержащий подвижную заднюю бабку с механизмом ее фиксации, выполненным в виде установленного с возможностью перемещения от привода бруса-фиксатора, предназначенного для взаимодействия с рейкой-упором, связанной с задней бабкой, отличающийся тем, что, с целью повышения надежности фиксации задней бабки, она снабжена зубчатым диском-копиром, кинематически связанным с рейкой-упором, элементами управления, предназначенными для...
Спосіб виготовлення щонайменше одного електропровідного з’єднання між двома або більше електропровідними структурами
Номер патенту: 44845
Опубліковано: 15.03.2002
Автор: Мундігль Йозеф
Мітки: структурами, одного, виготовлення, щонайменше, електропровідними, електропровідного, більше, двома, з'єднання, спосіб
Формула / Реферат:
1. Спосіб виготовлення щонайменше одного електропровідного з'єднання між двома або більше електропровідними структурами (2, 2', 4, 4'), із яких щонайменше одна разом з носієм (3, 3') об'єднана в електропровідну систему, причому щонайменше один із носіїв (3, 3') виконаний із термопластичного синтетичного матеріалу, і щонайменше в одній з об'єднаних електропровідних систем в зоні місць контактів виконують прорізи (6, 6'), який відрізняється...
Багатошпиндельний токарний верстат
Номер патенту: 14099
Опубліковано: 25.04.1997
Автори: Хмельницький Юрій Володимирович, Кіктенко Анатолій Миколайович, Залога Вільям Олександрович, Парфененко Сергій Геннадійович
МПК: B23B 9/00
Мітки: токарний, верстат, багатошпиндельний
Формула / Реферат:
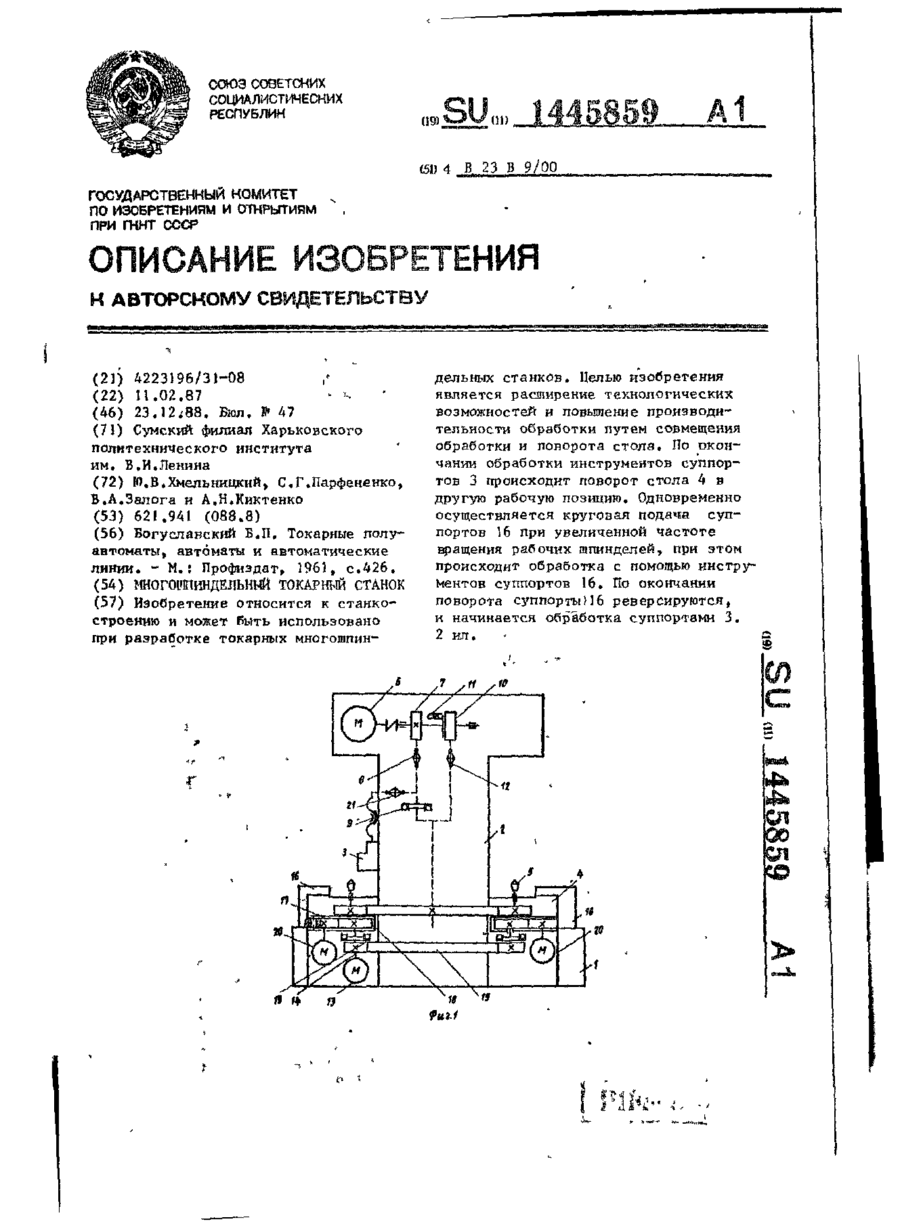
Многошпиндельный токарный станок, содержащий основание, центральную колонну с суппортами, стол с рабочими шпинделями, установленный на основании с возможностью поворота, привод поворота стола и привод главного движения, отличающийся тем, что, с целью расширения технологических возможностей и повышения производительности путем совмещения обработки и поворота стола, станок снабжен дополнительными тангенциальными суппортами с приводами,...
Попередній патент: Скиртоутворювач
Наступний патент: З’єднання стрілкової частини деталі із манганової сталі з рейкою із вуглецевої сталі
Випадковий патент: Пристрій для відцентрового лиття